
Τώρα είναι η ώρα να ξεκινήσετε την υπερπλήρωση θερμοπλαστικών ελαστομερών (TPE). Τα TPEs χρησιμοποιούνται παραδοσιακά για να αντικαταστήσουν το καουτσούκ, αλλά οι νέες τάσεις της καταναλωτικής αγοράς έχουν κάνει την ιδέα της υπερπλήρωσης γεγονός στον επιχειρηματικό κόσμο. Η ζήτηση και οι τάσεις στην καταναλωτική αγορά αυξάνονται για καλύτερη εργονομική αίσθηση και αφή, δυνατότητα πρόσφυσης, εμφάνιση, προστασία από χτυπήματα, διαχωρισμό κραδασμών και μόνωση. Οι σχεδιαστές καταναλωτικών προϊόντων θέτουν τα πρότυπα που πρέπει να πληρούν οι κατασκευαστές υλικών, παρουσιάζοντας λύσεις που φαίνονται και αισθάνονται καλά και λειτουργούν καλά σε απαιτητικές εφαρμογές τελικής χρήσης.
Αυτό το δοκίμιο μιλάει για την τεχνολογία TPE overmolding σε γενικές γραμμές και για την ομάδα υλικών που μπορούν να χρησιμοποιηθούν για την κατασκευή σχεδιασμένων λύσεων για αυτή την αειθαλή τάση. Όσον αφορά τα άκαμπτα υποστρώματα, το πολυπροπυλένιο (PP), το πολυαιθυλένιο (PE), το πολυστυρένιο (PS), το πολυστυρένιο υψηλής κρούσης (HIPS), το πολυφαινυλενοξείδιο (PPO), το τροποποιημένο με γλυκόλη τερεφθαλικό πολυαιθυλένιο (PETG), το ακρυλονιτρίλιο βουταδιένιο στυρένιο (ABS) και τα ημικρυσταλλικά πολικά πλαστικά όπως ο πολυεστέρας (PET, PBT) και το πολυαμίδιο (Nylon 6, Nylon 66) είναι μερικά παραδείγματα. Οι νέες τεχνολογίες ανάμειξης και συμβατότητας των υλικών κατέστησαν δυνατή την κατασκευή προϊόντων που μπορούν να χυτευτούν πάνω σε αυτά τα διαφορετικά υποστρώματα.

Για την επικάλυψη TPE σε άκαμπτες επιφάνειες, πολλά πράγματα είναι πολύ σημαντικά. Το πρώτο και πιο σημαντικό είναι να επιλέξετε τον τύπο TPE που θα λειτουργήσει με την άκαμπτη βάση. Σημαντική είναι επίσης η διαδικασία υπερπλήρωσης (όπως το insert ή το 2K Moulding), ο τύπος της μηχανής, οι συνθήκες της διαδικασίας, ο τρόπος προετοιμασίας του υλικού, ο σχεδιασμός του εξαρτήματος και ο σχεδιασμός του καλουπιού. Οι μοναδικές τεχνολογίες υλικών, τα νέα σχέδια εξαρτημάτων και εργαλείων και οι βελτιώσεις στις τεχνολογίες υπερδιαμόρφωσης θα κρατήσουν το μυαλό των σχεδιαστών ενεργό, ώστε να μπορούν να ανταποκριθούν στις συνεχώς αυξανόμενες ανάγκες των καταναλωτών για άνεση, καλή εμφάνιση και προστιθέμενη αξία.
Τεχνολογία TPE Overmolding
TPE Overmolding χρησιμοποιεί τη χύτευση με έγχυση για να τοποθετήσει ένα υλικό (Over-Mold) πάνω σε ένα άλλο υλικό (Substrate). Το υλικό υπερ-χύτευσης πρέπει να κολλάει στο υπόστρωμα με τρόπο που να διαρκεί στο περιβάλλον τελικής χρήσης και να λειτουργεί καλά. Η υπερ-χύτευση απαλλάσσει από την ανάγκη για κόλλες και αστάρια για την προσκόλληση των TPEs σε σκληρά υλικά. Η τεχνολογία της υπερδιαμόρφωσης δίνει στους σχεδιαστές μεγαλύτερη ελευθερία, μειώνει το κόστος παραγωγής και διευκολύνει την κατασκευή πραγμάτων. Η χύτευση πολλαπλών υλικών και η χύτευση με εισαγωγή είναι οι δύο βασικοί τρόποι για να γίνει η υπερ-χύτευση.
Η χύτευση με έγχυση με περισσότερα από ένα υλικά είναι επίσης γνωστή ως χύτευση με έγχυση πολλαπλών χρωμάτων ή με έγχυση δύο βολών. Το σχήμα 1 δείχνει το είδος των εργαλείων που χρησιμοποιούνται. Διαθέτουν δύο ή περισσότερες μονάδες έγχυσης. Οι βραχίονες της μηχανής έγχυσης μπορούν να ρυθμιστούν έτσι ώστε να είναι παράλληλοι μεταξύ τους ή σε ορθή γωνία μεταξύ τους. Υπάρχουν δύο ομάδες οπών στο καλούπι. Το ένα σετ χυτεύει το βασικό υλικό και το άλλο σετ χυτεύει το υλικό κάλυψης.
Η διαδικασία χύτευσης με δύο βολές περιλαμβάνει δύο στάδια. Το πρώτο βήμα είναι να γεμίσει η πρώτη κάννη το σύνολο των οπών του υποστρώματος. Μόλις το υπόστρωμα κρυώσει, το καλούπι ανοίγει και η πλευρά που μπορεί να μετακινηθεί στρέφεται κατά 180° χωρίς το υπόστρωμα να βγαίνει από το καλούπι. Στη συνέχεια, το καλούπι κλείνει και το υλικό του υπερ-φορμίου εγχέεται στο δεύτερο βαρέλι. Το δεύτερο μισό του καλουπιού γεμίζει την πλευρά που παραμένει ακίνητη. Εάν το υλικό του υπερ-χυτού πρέπει να διαμορφωθεί και στις δύο πλευρές του εξαρτήματος, το καλούπι μπορεί να μετακινήσει τα εξαρτήματα μεταξύ δύο σειρών οπών αντί να περιστραφεί.
Μηχανές περιστροφικής πλάκας έναντι μηχανών περιστροφικής μήτρας: Η περιστρεφόμενη πλάκα στο δεύτερο μέρος της πρέσας είναι μερικές φορές ενσωματωμένη στη μηχανή για να την κάνει να περιστρέφεται. Όταν μια περιστρεφόμενη πλάκα χρησιμοποιείται τέσσερις φορές ξεχωριστά, χρησιμοποιούνται συνήθως μισά καλούπια που είναι τοποθετημένα πάνω της. Υπάρχουν φορές που η περιστροφή είναι ενσωματωμένη στο ίδιο το εργαλείο και υπάρχουν μόνο δύο μισά καλούπια αλλά τέσσερα σετ οπών καλούπιου.
Μετακίνηση: Το εργαλείο στη διαδικασία Core έχει ένα κινούμενο μέρος που τροφοδοτείται από υδραυλικά ή αέρα. Αφού εγχυθεί το πρώτο υπόστρωμα και δοθεί χρόνος να κρυώσει, ένα τμήμα του καλουπιού τραβιέται προς τα πίσω, δημιουργώντας χώρο για το υλικό TPE πάνω από το καλούπι. Το TPE εισάγεται στη συνέχεια, τις περισσότερες φορές από την πλευρά της οπής που είναι ορατή όταν το ένθετο τραβιέται προς τα πίσω. Αυτή η μέθοδος έχει ταχύτερους χρόνους κύκλου, περισσότερη σπηλαίωση και καλύτερη απόδοση της μηχανής. Το μόνο πρόβλημα είναι ότι μπορεί να χρησιμοποιηθεί μόνο ένα σταθερό πάχος TPE.

Μορφοποίηση με ένθετο-ενθέτο overmolding
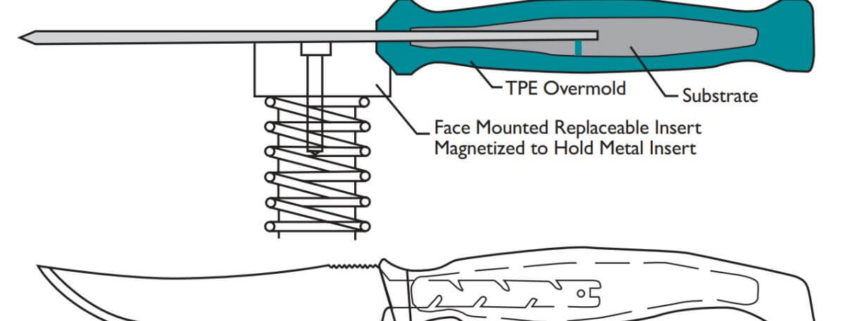
Η χύτευση με ένθετο είναι ένας από τους τύπους χύτευσης με επικάλυψη, κατά τη διάρκεια της χύτευσης με ένθετο, ένα σκληρό πλαστικό υπόστρωμα ή ένα μεταλλικό εξάρτημα που έχει ήδη χυτευτεί τοποθετείται στην οπή από ένα ρομπότ ή ένα άτομο (Σχήμα 2). Το δεύτερο υλικό, που ονομάζεται "υπερ-χύτευση", τοποθετείται στη μία πλευρά του ενθέματος ή άλλες φορές γύρω από όλο το πράγμα. Για τη χύτευση με ένθετο, χρησιμοποιούνται τυποποιημένα εργαλεία χύτευσης με έγχυση.
Περιστρέφετε ή μετακινείστε; Καλούπια τραπεζιών: Μια οριζόντια μονάδα έγχυσης ή ένα ρομπότ χρησιμοποιείται για να διαμορφώσει ένα υπόστρωμα ή να τοποθετήσει ένα ένθετο στη δεύτερη κοιλότητα στην πρώτη θέση. Το τραπέζι μετακινείται ή περιστρέφεται προς τον επόμενο σταθμό, όπου μια άλλη οριζόντια ή κάθετη μονάδα έγχυσης χρησιμοποιείται για την τοποθέτηση του TPE. Μπορείτε να χρησιμοποιήσετε ένα θερμό καλούπι ή να τοποθετήσετε τον δρομέα στη γραμμή διαχωρισμού. Μια τρίτη στροφή του τραπεζιού της περιστρεφόμενης μονάδας την στέλνει σε έναν σταθμό "εκφόρτωσης", όπου το τελικό τεμάχιο δύο τεμαχίων εκτοξεύεται.
Διαδικασία υπερπλήρωσης TPE
Το ποια από τις πιθανές διεργασίες και σχέδια καλουπιών θα χρησιμοποιηθεί εξαρτάται από το υλικό που θα επιλεγεί, το κόστος εργασίας, τα διαθέσιμα εργαλεία και μηχανήματα και τα οικονομικά οφέλη από την κατασκευή πολλών τέτοιων καλουπιών. Εάν το ένθετο δεν είναι θερμοπλαστικό, πρέπει να χρησιμοποιηθεί η χύτευση με ένθετο καλούπι. Εάν χρειάζεστε μόνο μια μικρή ποσότητα του πλαστικού ή του μεταλλικού υποστρώματος, το κόστος της τοπικής εργασίας είναι χαμηλό και πρέπει να διατηρήσετε το κόστος των εργαλείων χαμηλό, θα πρέπει να τα τοποθετήσετε με το χέρι. Για μεγαλύτερες ποσότητες εργασίας, μπορούν να χρησιμοποιηθούν εργαλεία με σαΐτες. Τα ρομποτικά τοποθετημένα ένθετα και τα εργαλεία περιστροφικού τραπεζιού μπορούν να χρησιμοποιηθούν όταν η ποσότητα της εργασίας που πρέπει να γίνει δικαιολογεί το κόστος. Εάν πρέπει να κατασκευάσετε πολλά εξαρτήματα ή το κόστος εργασίας είναι υψηλό εκεί που ζείτε, οι μηχανές χύτευσης δύο υλικών είναι οι καλύτερες για πλαστικά υποστρώματα. Για τους υψηλότερους αριθμούς παραγωγής και τα πιο όμορφα εξαρτήματα, τα συστήματα θερμού δρομέα με πύλες βαλβίδων είναι τα καλύτερα.
Προβληματισμοί σχεδιασμού εξαρτημάτων υπερπλήρωσης
Υπάρχουν πολλά διαφορετικά μέρη για το σχεδιασμό των επικαλύψεων και το παρόν έγγραφο αναφέρεται σε ορισμένα γενικά πράγματα που πρέπει να έχετε κατά νου.
Όσον αφορά τα υλικά, τα bondable TPEs έχουν αυστηρότερους κανόνες από τα κανονικά TPEs. Το ίδιο ισχύει και για την κατασκευή εξαρτημάτων. Όταν σχεδιάζετε εξαρτήματα δύο τμημάτων, πρέπει να σκεφτείτε πώς θα συρρικνωθούν τα δύο διαφορετικά εύκαμπτα υλικά, κάτι που είναι διαφορετικό από το σχεδιασμό εξαρτημάτων ενός τμήματος. Και τα δύο έχουν τα δικά τους συστήματα πύλης και δρομέα που πρέπει να προσαρμοστούν με βάση τα χαρακτηριστικά του υλικού που χρησιμοποιείται.
Για να επιτύχετε τον καλύτερο δυνατό χρόνο κύκλου, τα λεπτά τοιχώματα της βάσης και του υπερκαλύμματος θα πρέπει να είναι όσο το δυνατόν πιο ομοιόμορφα. Στις περισσότερες περιπτώσεις υπερ-χύτευσης, τα τοιχώματα πάχους μεταξύ 1 mm και 3 mm θα ενωθούν καλά. Εάν το τεμάχιο χρειάζεται παχιές περιοχές, αυτές θα πρέπει να αποκοπούν για να μην συρρικνωθεί πολύ το τεμάχιο και για να μειωθεί ο χρόνος κύκλου και το βάρος. Για να αποφεύγονται προβλήματα ροής, όπως η επαναπλήρωση και οι παγίδες αερίων, οι αλλαγές στο πάχος των τοιχωμάτων πρέπει να γίνονται αργά. Η προσθήκη κύκλων (τουλάχιστον 0,5 mm) στις αιχμηρές γωνίες μπορεί να συμβάλει στη μείωση της τάσης σε αυτή την περιοχή. Θα πρέπει να αποφεύγονται οι βαθιές σκοτεινές τσέπες ή οι νευρώσεις που δεν μπορούν να ανοιχτούν. Τα μακρά τραβήγματα θα πρέπει να έχουν βύθισμα 3 έως 5 μοιρών για να βοηθήσουν τη μπάλα να βγει έξω. Βαθιές υποκοπές μπορούν να γίνουν με σύνθετα υλικά πάνω από το καλούπι, αλλά μόνο εάν χρησιμοποιείται ένας προκαταρκτικός πυρήνας όταν ανοίγει το καλούπι, το τεμάχιο δεν έχει αιχμηρές άκρες και το ελαστομερές επιτρέπεται να λυγίσει καθώς βγαίνει από το καλούπι.
Κατά τη χύτευση, οι περισσότερες ενώσεις TPE συρρικνώνονται αρκετά κατά την κατεύθυνση της ροής, αλλά όχι πολύ όταν χύτευση γίνεται κατά την κατεύθυνση της εγκάρσιας ροής. Αυτό θα μπορούσε να προκαλέσει συρρίκνωση του υλικού επικάλυψης περισσότερο από το υπόστρωμα όταν το τεμάχιο βγει από το εργαλείο. Αυτό μπορεί στη συνέχεια να προκαλέσει στρέβλωση ή κύπελλο του τεμαχίου υποστρώματος, γενικά προς την κατεύθυνση της ροής του υλικού υπερπλήρωσης. Σε εξαρτήματα όπου το υπόστρωμα είναι λεπτότερο από το υπερπλήρωμα ή όπου χρησιμοποιείται υλικό υποστρώματος χαμηλής ακαμψίας, αυτό ισχύει ιδιαίτερα. τα εξαρτήματα πρέπει να είναι μακριά και λεπτά. Αυτό μπορεί να διορθωθεί εν μέρει με τη χρήση υλικών βάσης με υψηλότερο μέτρο ελαστικότητας και την προσθήκη νευρώσεων ακαμψίας στο υπόστρωμα. Θα βοηθήσει επίσης η χρήση λεπτότερων επιστρώσεων και η χρήση μιας ποιότητας over-mold με μικρότερη σκληρότητα. Η μετακίνηση της πύλης για να αλλάξει το μοτίβο ροής του TPE μπορεί επίσης να βοηθήσει.
Για τη μέτρηση των υλικών TPE χρησιμοποιείται η σκληρότητα Shore, η οποία είναι η αντίσταση ενός υλικού στο χτύπημα σε πλάκα με ελάχιστο πάχος 6,3 mm (ASTM D2240). Ένα αντικείμενο με χαμηλότερη σκληρότητα φαίνεται πιο μαλακό εξωτερικά, ακόμη και αν έχει το ίδιο πάχος. Αλλά επειδή η υπερδιαμόρφωση γίνεται συνήθως μόνο στο λεπτό δέρμα του TPE, η σκληρή βάση από κάτω επηρεάζει το πόσο μαλακό αισθάνεται. Αν αυτό περάσει από μια δοκιμή σκληρότητας, μια μικρότερη εσοχή θα δείξει ότι η πέτρα είναι πιο σκληρή, ακόμη και αν το δέρμα είναι μαλακό. Εάν το καουτσούκ πάνω από το καλούπι πρέπει να είναι και στις δύο πλευρές των εξαρτημάτων (Α και Β), πρέπει να χρησιμοποιηθούν δύο καλούπια υλικών που μπορούν να μετακινούνται μεταξύ των τμημάτων του καλουπιού. για να φτιάξετε ένα λείο στρώμα σε ένα εξάρτημα ή σε ολόκληρη την πλευρά ενός απλού εξαρτήματος, θα πρέπει να χρησιμοποιήσετε δύο καλούπια υλικών με κινούμενους πυρήνες. Ο ρυθμός παραγωγής μπορεί να είναι πολύ υψηλός, ανάλογα με το πόσο παχιά είναι τα τοιχώματα του ελαστομερούς και του υποστρώματος.
Πώς το TPE κολλάει στο θερμοπλαστικό μηχανικής
Υπάρχουν πολλά πράγματα που μπορούν να αλλάξουν το πόσο καλά κολλάνε μεταξύ τους το σκληρό μηχανικό πλαστικό και το μαλακό καουτσούκ. Για να δημιουργηθούν συγκεκριμένες σχέσεις μεταξύ των υλικών, είναι σημαντικό οι επιφανειακές ενέργειες και των δύο να είναι ίδιες. Η δύναμη του TPE να κολλάει σε μια επιφάνεια είναι ένας άλλος σημαντικός παράγοντας. Για να συμβούν ορισμένες αντιδράσεις μεταξύ του TPE και του υποστρώματος, πρέπει να βρίσκονται πολύ κοντά ο ένας στον άλλο και η επιφάνεια πρέπει να είναι υγρή. Ο τρόπος με τον οποίο θεολογούνται τα TPE, όπως φαίνεται στο σχήμα 3, καθορίζει τον τρόπο με τον οποίο υγραίνονται. Τα υλικά υπερπλήρωσης δεν έχουν πολύ υψηλό ιξώδες. Είναι επίσης ευαίσθητα στη διάτμηση και παρουσιάζουν συμπεριφορά διατμητικής αραίωσης.
Η παρακάτω εικόνα δείχνει ότι το ιξώδες είναι κοντά στο κατώτερο άκρο του εύρους όταν ο ρυθμός ροής είναι υψηλός. Αυτό βοηθά το TPE να εισχωρήσει και να γεμίσει τις περιοχές με λεπτά τοιχώματα που είναι συνηθισμένες στην υπερπλήρωση.

Η χημεία του TPE και ο τύπος του βιομηχανικού πλαστικού έχουν μεγάλη επίδραση στο πόσο καλά διαβρέχεται. Εκτός από τις ιδιότητες πρόσφυσης, παίζουν επίσης ρόλο οι ιδιότητες διάχυσης και ιξωδοελαστικότητας του ελαστομερούς. Το σημείο στο οποίο συναντιούνται το TPE και το άκαμπτο υπόστρωμα είναι πολύ σημαντικό τόσο για την αντοχή της συγκόλλησης όσο και για τον τύπο αστοχίας, ο οποίος μπορεί να είναι είτε συνεκτικός (C) είτε συγκολλητικός (A). Όταν αναζητούνται ενδείξεις ισχυρού δεσμού, το συνεκτικό σύστημα θεωρείται συνήθως ότι είναι ο καλύτερος τρόπος για να διαπιστωθεί. Αλλά ένα αδύναμο TPE με μόνο μέτρια αντοχή δεσμού μπορεί να κάνει να φαίνεται ότι η σύνδεση είναι ισχυρή. Υπάρχουν φορές που υπάρχει καλή σύνδεση ακόμη και όταν η κόλλα αποτυγχάνει. Υπάρχουν τρεις τύποι διεργασιών στην επαφή που μπορούν να βοηθήσουν το άκαμπτο υπόστρωμα και το μαλακό θερμοπλαστικό ελαστομερές να κολλήσουν μεταξύ τους. Αυτές φαίνονται στην παρακάτω εικόνα.

Ο σχεδιασμός είναι αυτό που καθιστά δυνατή τη μηχανική σύνδεση. Δεν γίνεται πραγματική σύνδεση μεταξύ των δύο επιφανειών, αλλά οποιοδήποτε TPE θα λειτουργήσει σε αυτή την περίπτωση. Ο δεύτερος τρόπος λειτουργεί επειδή το υπόστρωμα και το υλικό TPE της επικάλυψης είναι χημικά συμβατά. Η χημική συμβατότητα βασίζεται στις επιφανειακές ενέργειες, οι οποίες συνδέονται με το πόσο καλά κολλάνε μεταξύ τους το υπόστρωμα και το TPE. Όταν η μέθοδος χύτευσης και η θερμοκρασία είναι σωστές, μπορεί να σχηματιστεί μια διεπιφάνεια όπου τα μόρια της βάσης και του overmold αναμειγνύονται. Μπορείτε να δημιουργήσετε μια διεπιφάνεια με ένα στυρενικό TPE ή ένα ολεφινικό TPE που έχει χυτευτεί πάνω σε πολυαιθυλένιο ως βάση. Ο τρίτος τρόπος μπορεί να ενσωματωθεί στο TPE. Η διαδικασία συγκόλλησης αποτελείται από συγκεκριμένες πολικές αλληλεπιδράσεις ή χημικές αντιδράσεις μεταξύ των ομάδων του TPE και του άκαμπτου υποστρώματος.
Μια "δοκιμή αποκόλλησης 90 μοιρών" μπορεί να χρησιμοποιηθεί για να διαπιστωθεί πόσο ισχυρή είναι η σύνδεση μεταξύ του TPE και του βιομηχανικού πλαστικού. Αλλάξαμε τη μέθοδο ASTM D903 για τα πλαστικά για να ελέγξουμε πόσο καλά κολλάει το μαλακό TPE στο σκληρό θερμοπλαστικό. Για τις δοκιμές χρησιμοποιείται μια χυτευμένη βάση με ένα ένθετο δέρματος TPE χυτευμένο από πάνω της. Χρησιμοποιείται ένας δοκιμαστής τάσης Instron για να κοπεί και να τραβηχτεί μια λωρίδα TPE πλάτους μιας ίντσας σε ορθή γωνία με τη βάση. Είναι κλειδωμένη στη θέση της στον τροχό έτσι ώστε η γωνία 90 μοιρών να παραμένει η ίδια ενώ το ελαστικό τραβιέται. Η αντοχή πρόσφυσης βρίσκεται από το πόσο δύσκολο είναι να τραβήξετε το ελαστομερές από τη βάση. Αυτή η δύναμη είναι συνήθως πάνω από 2 ίντσες. Κατατάσσεται σε δύο ομάδες με βάση το αν αστοχεί λόγω αστοχίας πρόσφυσης (Α) ή αστοχίας συνάφειας (C). Η αστοχία συγκόλλησης σημαίνει ότι δεν έχει μείνει κανένα υπόλειμμα TPE στο υλικό. Οι αριθμοί που δίνονται είναι ο μέσος όρος τριών διαφορετικών μελετών πρόσφυσης. Επειδή ο πελάτης επιθυμεί ένα συγκεκριμένο επίπεδο πρόσφυσης, αποφασίσαμε ότι ένας αριθμός πρόσφυσης μεγαλύτερος από 12 pli είναι αρκετά καλός.
Σήμερα, υπάρχει τεράστιο ενδιαφέρον για την επικάλυψη TPEs σε άκαμπτα υποστρώματα, ειδικά για εμπορεύματα που πρέπει να έχουν μαλακή αφή. Νέοι TPEs χυτεύονται πάνω σε όλο και περισσότερα υποστρώματα. Αυτό δίνει στους σχεδιαστές μεγαλύτερη ελευθερία σχεδιασμού και την ευκαιρία να κάνουν τα προϊόντα τους να ξεχωρίζουν σε μια αγορά γεμάτη από "me-too" αντίγραφα.
Τα TPE είναι πολύ διάσημα επειδή βοηθούν στις πωλήσεις στο σημείο πώλησης. Οι άνθρωποι σήμερα έχουν μια τεράστια ποικιλία αγαθών για να επιλέξουν στα καταστήματα και οι εταιρείες που κατασκευάζουν αγαθά θέλουν να κάνουν τα δικά τους να ξεχωρίζουν. Υπάρχουν πολλοί καλοί λόγοι για να επιλέξετε ένα προϊόν με TPE overmolding επιφάνεια, όπως νέα χρώματα, υφές, μοτίβα και άνεση. Για πολλούς ανθρώπους, ένα "ζεστό" μαλακό άγγιγμα αισθάνεται καλύτερα από μια σκληρή πλαστική αίσθηση. Και τα πράγματα που μοιάζουν και αισθάνονται σαν καουτσούκ συχνά θεωρούνται πιο πολύτιμα. Οι άνθρωποι είναι πιο έξυπνοι στο να βρίσκουν αγαθά που εφαρμόζουν καλύτερα στο σώμα τους και μειώνουν τους κραδασμούς τώρα που γνωρίζουν περισσότερα για την εργονομία και την αύξηση των τραυματισμών από υπερβολική χρήση των αρθρώσεων. Τα υπερδιαμορφωμένα TPE μπορούν επίσης να είναι χρήσιμα και για άλλα πράγματα εκτός από την αίσθηση και τη χρηστικότητα. Ορισμένα παραδείγματα είναι η παροχή ασφαλούς, ισχυρής πρόσφυσης σε υγρούς χώρους, η στεγανοποίηση φιαλών και στεγανοποιήσεων, οι χυτευμένοι "προφυλακτήρες" για την προστασία από χτυπήματα και την αποφυγή πρόωρου σπασίματος και η μείωση των κραδασμών.