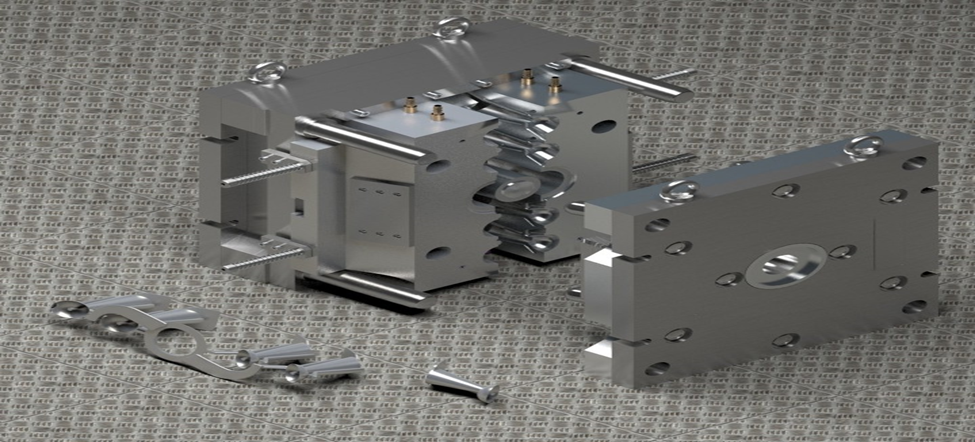
В современном производстве важны эффективность и точность. Среди используемых технологий - литье под давлением с использованием газа. Литье под давлением с использованием газа - это технологический метод производства, позволяющий изготавливать легкие, прочные и сложные пластиковые детали. Полые секции создаются путем впрыска в пресс-форму инертного газа, что позволяет уменьшить количество используемого материала и сократить время цикла.
Результатом этого является повышение точности размеров, уменьшение искажений и возможность создания инновационных конструкций. Литье под давлением с газовым ассистированием полезно в автомобильной, мебельной, электронной и потребительской промышленности, где требуется экономически эффективное производство с высоким качеством. Надежные поставщики литья под давлением с газовым ассистированием гарантированно обеспечат регулярный результат. В условиях преобладающего производства большинство производителей используют изделия, изготовленные методом литья под давлением с применением газа, что позволяет им достичь эффективности, прочности и эстетичности.
Что такое литье под давлением с использованием газа?
Газовый ассистент литьё под давлением это процесс, при котором инертный газ (обычно азот) подается в пресс-форму во время впрыска пластика. Газ прижимает теплый пластик к тонким стенкам или углублению детали, создавая внутри нее пустоту. Этот метод позволяет экономить материал, повышает точность размеров и сводит к минимуму коробление.
Этот процесс наиболее целесообразен для толстых секций или секций с длинными проточными каналами. Он широко используется при производстве автомобилей, мебели и потребительских товаров. Качество и надежность будут обеспечены выбором подходящих поставщиков литья под давлением с использованием газа.
Работа системы литья под давлением с использованием газа
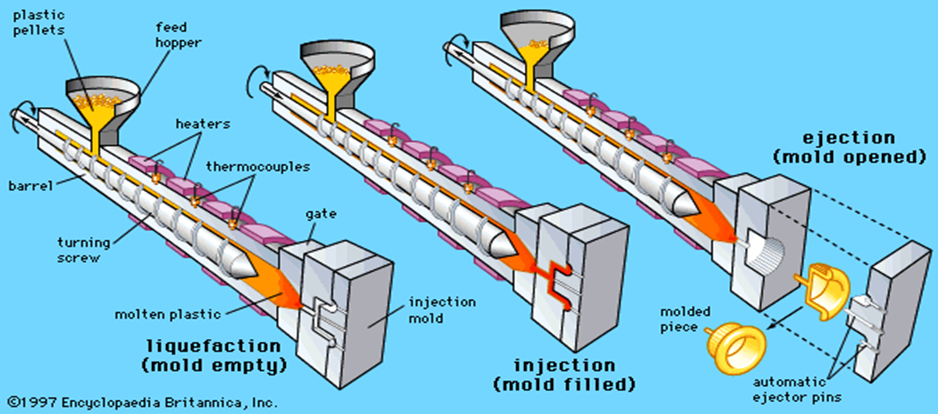
Все начинается так же, как и при обычном литье под давлением, когда пластик впрыскивается в форму. После того как полость формы частично заполнена, в некоторые участки нагнетается газ под давлением. Под действием этого газа жидкий пластик вытесняется наружу, образуя полые каналы, но при этом поверхность становится твердой.
Этот метод позволяет снизить напряжение в толстых деталях, добиться нулевой раковины и равномерной толщины стенок. В результате получается высококачественная деталь, более стабильная по размерам, легкая и прочная. Эти характеристики функциональны и эстетичны для производителей изделий, изготовленных методом литья под давлением с использованием газа.
Области применения литья под давлением с использованием газа: Литье под давлением с использованием газа - это податливая технология производства, которая применяется в самых разных отраслях. Полые или замысловатые формы могут быть созданы с минимальными усилиями, что делает его подходящим как для полезных, так и для декоративных целей.
Автомобильные производители изготавливают внутренние панели, дверные ручки и структурные детали методом литья под давлением с использованием промышленного газа. Процедура придает им легкость без потери прочности, которая связана с топливной экономичностью и производительностью.
Мебель и потребительские товары
Литье под давлением с использованием газа используется для создания полых секций, из которых изготавливаются пластиковые детали мебели, бытовой техники и инструментов. Легкие детали, такие как спинки стульев, ручки и корпуса, образуют эффективный способ производства.
Промышленное оборудование
Для роботов и машин обычно требуются прочные пластиковые детали определенного размера. Изделия, изготовленные методом литья под давлением с использованием газа, отличаются прочностью, стандартной толщиной стенок и устойчивостью к деформации.
Электроника Литье под давлением с использованием газа применяется при производстве бытовой электроники, корпусов инструментов и других устройств, от которых требуется прочность и привлекательный внешний вид при небольшом расходе материала.
Другие приложения
Он также используется в спортивном снаряжении, игрушках и упаковках. Производители прибегают к услугам поставщиков литья под давлением с газовым ассистированием, которые имеют возможность изготавливать детали заданного размера и качества.
Узнав о таких применениях, компании могут ощутить все преимущества литья под давлением с использованием газа для производства легких и доступных по цене изделий.
Используемый материал
Термопласты: Термопласты - наиболее часто используемые материалы для литья под давлением с использованием газа. Некоторые материалы легко обрабатываются и соединяются в процессе литья под давлением, например, полипропилен (PP), полиэтилен (PE), ABS и поликарбонат (PC). Эти пластики удобны в производстве легких и прочных изделий, отлитых под давлением.
Армированный пластик: Стеклопластики из нейлона или полипропилена отличаются повышенной прочностью и жесткостью. Они используются в областях, где компонент подвергается высокой степени напряжения или нагрузки, и поэтому хорошо подходят для автомобильных или промышленных деталей, изготовленных методом литья под давлением с использованием газа.
Специализированные полимеры: В некоторых случаях используются специальные полимеры, характеризующиеся либо высокой термостойкостью, либо химической стойкостью. Эти материалы определяют требования к изделию в конкретных условиях, которые обеспечивают его работоспособность и долговечность. Применение метода литья под давлением с использованием газа, который уже работал в этой отрасли, поможет выбрать подходящий материал для любого применения.
Выбор материала: Используемая среда должна обладать отличными характеристиками текучести, термической стабильностью и совместимостью с газовым впрыском. Правильный выбор материала имеет решающее значение для уменьшения дефектов, прочности и эффективности деталей, используемых в процессе литья под давлением с использованием газа.
Техника
Взаимная инъекция с использованием газовых каналов
В нем полые детали изготавливаются путем закачивания в форму в определенных местах. Это позволяет сэкономить на расходе материалов и обеспечить равномерность толщины стенок. Он также широко используется при производстве легких и прочных композитов с помощью литья под давлением.
Адаптируемый регулятор давления газа
Давление газа также можно регулировать в процессе формования, чтобы управлять течением материала в улучшенном режиме. Это предотвращает появление раковин, улучшает качество поверхности и делает изделия более прочными. И самое главное - высококачественные изделия, изготовленные с помощью газа литьё под давлением продукты.
Последовательный впрыск газа
Последовательное впрыскивание газа предполагает последовательное впрыскивание газа на разных этапах процесса формования. Эта процедура гарантирует оптимизацию потока материалов, обеспечивающих получение полной Х-образной формы, и сокращение количества дефектов. Следует также обратиться к поставщикам, поскольку они знакомы с технологией литья под давлением с газовым ассистированием, что позволит выполнить ее с высокой точностью.
Современные методы охлаждения
Литье с газовой поддержкой и современными системами охлаждения позволяет быстро затвердевать компонентам и сокращать время цикла. Это способствует повышению производительности и не мешает дизайну детали.
Преимущества литья под давлением с использованием газа
Сравнивая традиционное литье и так называемое литье под давлением с использованием газа, можно отметить несколько преимуществ:
Экономия материалов
Полые секции также потребляют меньше пластика и снижают расходы и воздействие на окружающую среду.
Меньше деформации и следов от раковины
Формование с помощью газа позволяет свести к минимуму большинство распространенных дефектов, таких как раковины или деформации поверхности, благодаря равномерному распределению материала.
Детали зажигалки
Полые структуры позволяют создавать легкие компоненты без снижения прочности.
Ускоренное производство
С уменьшением расхода материала и улучшением потока связано сокращение времени цикла, что более приемлемо для производителей.
Улучшенный дизайн
Можно создавать сложные формы, а также добавлять более толстые детали без снижения качества и удорожания.
Конструктивные соображения
Литье под давлением с использованием газа также нуждается в тщательном планировании, чтобы максимально оптимизировать процесс.
Выбор материала Все пластмассы можно формовать с помощью газа. Разработчики должны использовать материалы, которые легко текут и скрепляются при впрыске газа.
Толщина стенок
Стены должны иметь одинаковую толщину. Открытые пространства должны быть расположены в стратегических местах, чтобы создать прочность и функциональность.
Размещение газового канала: Расположение газового канала является наиболее важным. При неправильном расположении они могут оставлять полузаполненные пломбы, слабые места или эстетические дефекты.
Дизайн пресс-формы
К пресс-формам должен быть обеспечен проход пластика и газообразных веществ. Затворы должны быть хорошо вентилируемыми и спроектированными, чтобы обеспечить эффективность производства и минимизировать дефекты.
Эти конструктивные особенности являются гарантией высокого качества результатов и надежности литья под давлением с использованием газа.
Себестоимость и эффективность производства
Стоимость и эффективность производства Литье под давлением с использованием газа очень экономично по сравнению с традиционными процессами с точки зрения сроков изготовления пресс-форм, снижения затрат и скорости производства изделий. Он позволяет сэкономить на стоимости материала, поскольку детали получаются полыми, что хорошо и экономично.
Этот процесс позволяет расплавленному пластику свободно течь, что экономит время на охлаждение. Это позволяет производителям изготавливать детали быстрее без ущерба для качества. Преимущество компаний, изготавливающих изделия методом литья под давлением с использованием газа, заключается в том, что они работают быстрее, а результаты получаются стабильными.
Сотрудничество со специалистами, обеспечивающими процесс литья под давлением с использованием газа, сокращает количество ручных операций и сборов, что также снижает трудозатраты. Это очень эффективно с точки зрения экономии материала, уменьшения количества циклов, а также дефектов, несмотря на то, что пресс-формы на начальном этапе более сложные.
Распространенные ошибки, которых следует избегать
При литье под давлением с использованием газа допускается несколько ошибок, которые могут помешать качеству и эффективности продукции. Проблема неправильного давления газа - самая распространенная проблема. Избыточное или недостаточное давление может привести к деформации компонентов или дефектам.
Еще одна ошибка - плохое направление газов. Любой перекос может привести к частичному заполнению или гладким стенкам, что сделает изделия, заполненные с помощью литья под давлением с использованием газа, некачественными.
Проблема несоответствия используемых материалов также довольно распространена. Некоторые пластики плохо реагируют на процессы с использованием газа, что приводит к появлению дефектов или плохому склеиванию.
Игнорирование конструкторских рекомендаций, например, толщины стенок и геометрии детали, также может стать проблемой. Компоненты могут погнуться, прогнуться или выйти из строя.
Следующие ошибки можно устранить, сотрудничая с опытными поставщиками литья под давлением с газовым асистом, учитывая соответствующие рекомендации по проектированию и технологическому процессу, а также постоянно обеспечивая высокое качество производства.
Идентификация правильных поставщиков газового ассистента для литья под давлением
Успех литья под давлением с использованием газа зависит от правильного выбора партнера. Работа с хорошо зарекомендовавшими себя поставщиками - это гарантия качественных деталей и бесперебойного производственного процесса.
Выберите газовый помощник литьё под давлением поставщики, которые имеют успешный опыт производства литьевых изделий с газовым ассистированием, аналогичных вашему проекту. Они могут избежать брака и повысить эффективность работы, используя свой опыт в проектировании пресс-форм и выборе используемого материала.
Поставщик также должен предоставить руководство по оптимизации процесса, например, по давлению газа, каналам позиционирования и времени цикла. Это может быть использовано для сокращения отходов и неточностей в производстве.
Поставщики качества инвестируют в системы контроля качества и новое оборудование. Они обеспечивают гарантированные результаты, более высокую скорость и экономическую эффективность программ литья под давлением с использованием газа.
Тенденции будущего
Это будущее литья под давлением с использованием газа, которое зависит от инноваций и эффективности. Производители ищут новые, более прочные, легкие и долговечные материалы. Это технологии, которые приводят к созданию качественных изделий, изготовленных методом газового литья под давлением.
Другая важная тенденция - это тенденция автоматизации. Роботы и системы искусственного интеллекта все чаще отвечают за впрыск газа и обработку пресс-форм, устраняя ошибки и ускоряя производственный процесс. Поставщики газа, имеющие опыт литья под давлением, также внедряют эти технологии, чтобы не отставать от конкурентов.
Устойчивое развитие также получает должное внимание. Использование меньшего количества материалов для переработки пластика и энергосберегающее производство являются экологически чистыми производственными элементами при изготовлении экологически чистого литья под давлением, называемого литьем с использованием газа.
К этому добавляется 3D-печать, которая расширяет возможности быстрого создания прототипов и серийного производства. Это помогает дизайнерам экспериментировать со сложными формами при низких затратах и в кратчайшие сроки; таким образом, литье под давлением с использованием газа становится более продуктивным в современном производстве.
Заключение
Газовая поддержка литьё под давлением может предложить производителям эффективный подход к изготовлению легких, сложных и прочных компонентов. Компании в состоянии принять правильное решение, зная, как она работает, каковы ее преимущества и каким образом она должна быть спроектирована. Выбор надежных поставщиков литья под давлением с использованием газа означает, что стандарт изделий, изготовленных с использованием газа, будет одинаковым для всех отраслей промышленности. Уменьшение количества используемого материала приводит к увеличению скорости производства и возможности вносить изменения в дизайн, что повышает популярность технологии, которая становится довольно необходимой формой современного производства.
https://plas.co/wp-content/uploads/2026/02/1.jpg10801920Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-02-12 16:24:462026-02-12 16:25:28Литье под давлением с использованием газа: Полное руководство
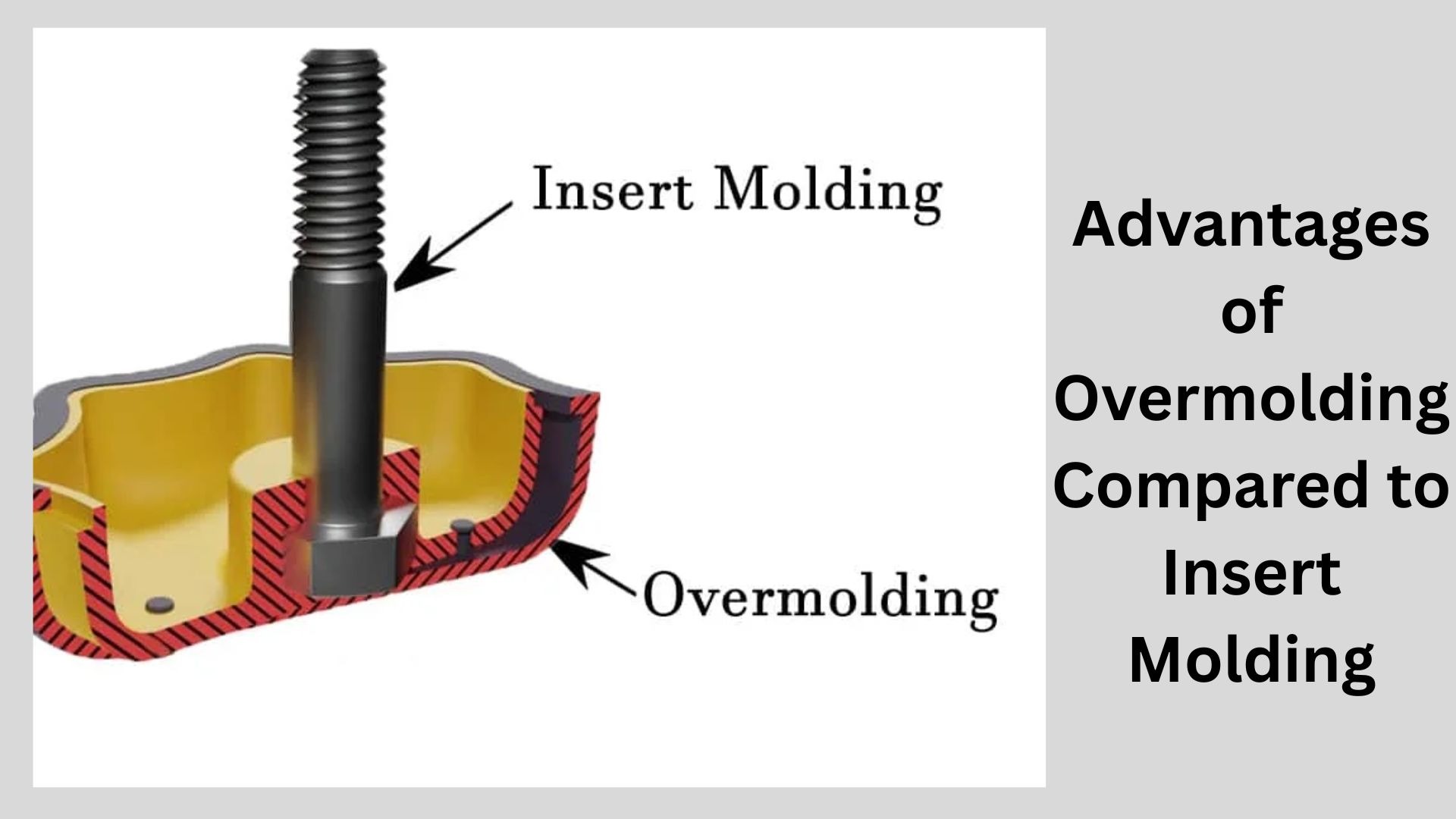
Выбор правильного процесса формования играет очень важную роль в мире производства. Двумя распространенными методами являются овермолдинг и вставное формование. Каждая из них имеет свои сильные стороны, области применения и проблемы. Различия могут заключаться в экономии времени и средств, что имеет значение при выборе между ними. В случае с производством продукции от использования правильного процесса формовки зависит качество и эффективность изделия. Этих способов два - литье с избытком и литье со вставкой. Несмотря на то, что в обоих случаях используется несколько материалов, они применяются для разных целей.
Овермолдинг ориентирован на комфорт, внешний вид и мягкую на ощупь поверхность, в то время как вставное формование основано на прочности, долговечности и механических связях. Опыт, касающийся различий, преимуществ и применения этих методов, позволяет производителям принимать правильные решения. В данной статье рассматриваются наиболее важные моменты, такие как дизайн, стоимость, время производства и будущие тенденции, которые позволят профессионалам сделать выбор между вставной формой и овермолдом и определить, каким образом они могут производить свои товары наиболее подходящим способом.
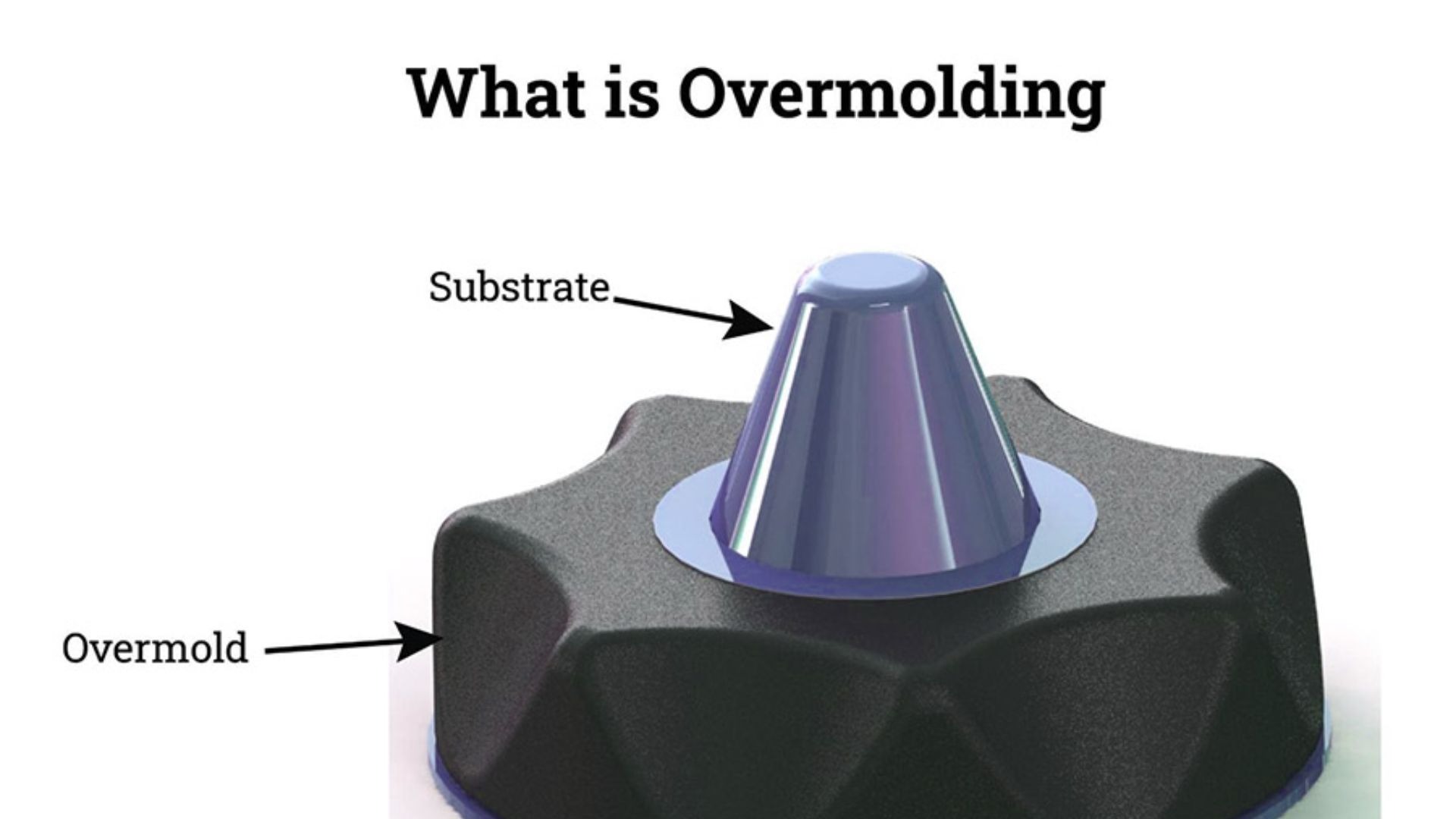
Что такое овермолдинг?
При переформовке один компонент создается из двух или более различных материалов. Основа подложки обычно формуется. Затем на нее наплавляется вторичный материал, который формуется поверх или вокруг нее. Это позволяет производителям смешивать материалы с различными свойствами, например, жесткостью и гибкостью.
Изделия с мягким покрытием, как правило, изготавливаются методом литья под давлением, включая ручки для инструментов, зубных щеток и других электронных устройств. Это повышает красоту, комфорт и функциональность.
Овермолдинг имеет несколько основных недостатков, к которым относятся:
Более эргономичный, удобный для пользователя.
Повышенный срок службы изделий.
Большая гибкость при проектировании.
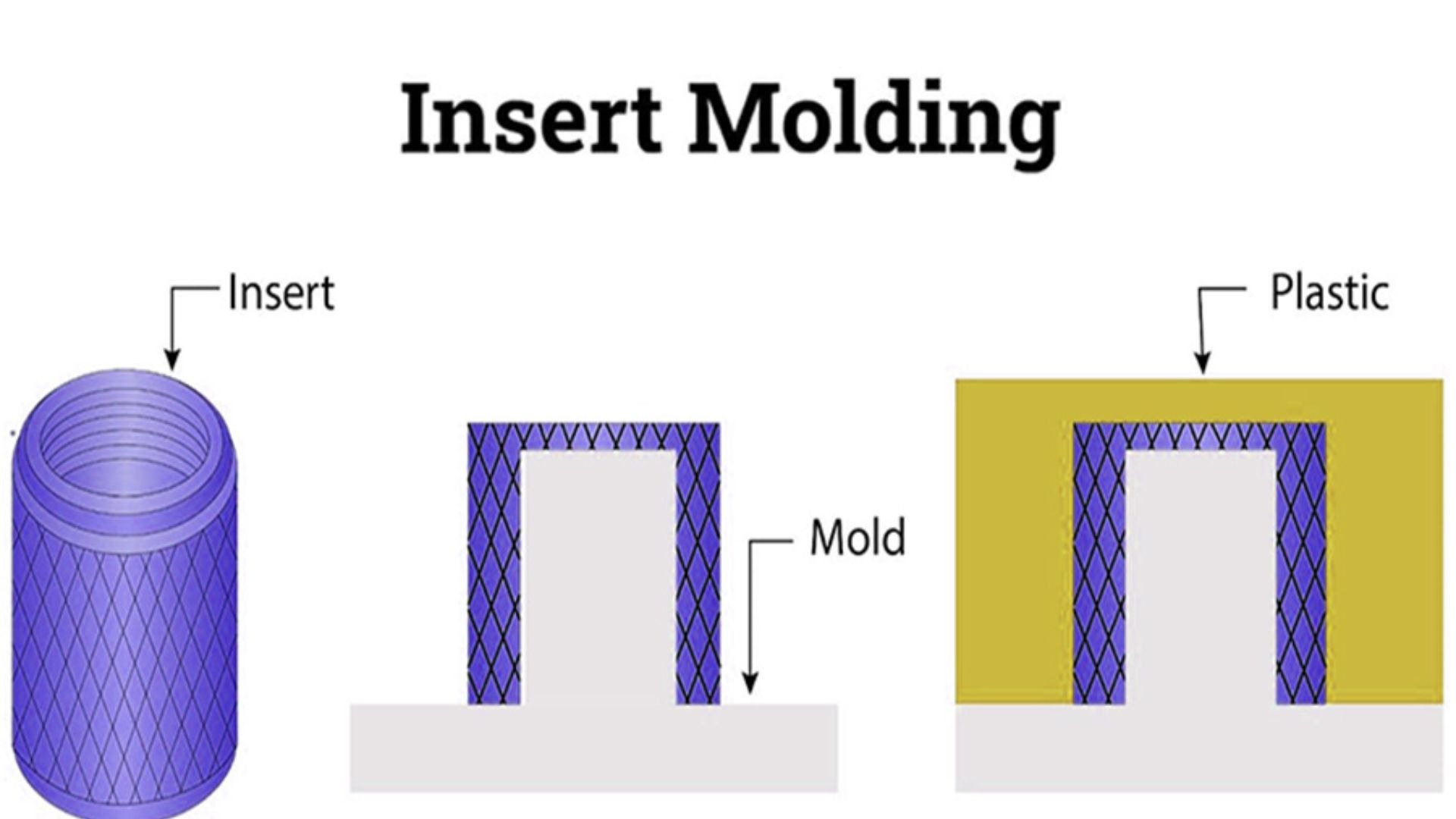
Что такое вставное формование?
Формование со вставкой: Это процесс, при котором деталь предварительной формы вставляется в пресс-форму, и в нее впрыскивается пластик. Вставка может быть из металла, пластика или другого материала. Готовое изделие имеет индивидуальную форму вставки.
Формование со вставкой - это формование, которое в основном используется в отраслях, где требуется высокая механическая прочность. Электрические разъемы, автомобильные детали и компоненты аппаратного обеспечения - вот некоторые из тех, в которых обычно используется эта техника.
Преимущества литья со вставками заключаются в следующем:
Прочное механическое сцепление
Сокращение времени сборки
Возможность соединять различные материалы.
Некоторые примеры овермолдинга и вставного формования
Это и овермолдинг, и вставное формование, которые находят широкое применение в производственном процессе, хотя и используются в разных областях с учетом особенностей изделий. Понимание особенностей их применения поможет производителям выбрать подходящий процесс.
Применение Овермолдинг применяется следующим образом
Овермолдинг подходит для изделий, которые должны быть удобными, красивыми или ухватистыми. Это сочетание мягких и твердых материалов, которые используются в одной функциональной детали. Обычно используются:
Ручки для инструментов: Ручки более эргономичны и изготовлены из закаленного пластика.
Бытовая электроника: Мягкие кнопки на таких предметах, как пульт дистанционного управления и наушники.
Медицинские приборы, медицинское оборудование: Безопасность и комфорт. Шприцы или хирургические инструменты имеют прорезиненную поверхность.
Запчасти для автомобилей: Резиновые прокладки или уплотнители на пластиковых деталях для уменьшения шума и повышения долговечности.
Следующие приложения были выполнены в рамках проекта Insert Molding
Применение вставного формования обусловлено тем, что изделие требует высокой механической прочности или представляет собой комбинацию различных материалов в одном изделии. Она применяется в таких распространенных областях, как:
Электрические разъемы: PT состоит из форм, содержащих металлические вставки, которые вставляются в пластиковые корпуса.
Автомобильные детали: Детали двигателя или кронштейны, для которых необходимо изготовить металлические вставки для укрепления пластика.
Аппаратные решения: Винты или металлические элементы, входящие в состав пластиковых деталей, облегчают их сборку.
Промышленное оборудование: Машинные детали, включающие как металлические вставки, так и формованные пластмассы для использования в деталях, подвергающихся высоким нагрузкам.
Выбор между этими двумя процессами зависит от цели изделия. В случае чрезмерного комфорта, сцепления или мягкой на ощупь поверхности необходимо использовать литье с избытком. Если же на первый план выходят проблемы прочности, долговечности и механической стабильности, то применяйте формование со вставкой.
Концепция этих приложений поможет достичь преимуществ так называемого овермолдинга и вставного формования в современном производстве.
Существенные различия между овермолдингом и вставным формованием
Хотя оба метода подразумевают использование материалов, между ними есть существенные различия. Вот подробное сравнение:
Характеристика
Овермолдинг
Вставное формование
Процесс
Формование вторичного материала на базовой подложке
Впрыскивает пластик вокруг предварительно сформированной вставки
Материалы
Часто сочетает мягкие и твердые пластики
Можно комбинировать пластик с металлическими, пластиковыми или другими компонентами
Приложения
Ручки, рукоятки, бытовая электроника
Электрические разъемы, автомобильные, аппаратные
Сложность
Чуть менее сложный
Требуется точное размещение вставок
Прочность
Упор на комфорт и эстетику
Упор на механическую прочность и долговечность
Это сравнение, которое необходимо сделать при выборе между вставной формой и овермолдом. Накладное литье оптимизировано для удобства пользователя, а вставное литье также оптимизировано для структурной целостности.
Преимущества овермолдинга по сравнению с вставным формованием
Когда сравнивают овермолд и вставную пресс-форму, необходимо знать, какие преимущества дает каждый процесс. Оба процесса хороши по-разному, однако оба позволяют комбинировать материалы.
Преимущества овермолдинга
Повышенная эргономичность: Удобные ручки и рукоятки твердых поверхностей становятся мягкими.
Улучшенная эстетика: Овермолдинг означает, что цвета и текстуры могут быть смешаны так, чтобы они выглядели качественно.
Ускоренная сборка: Несколько деталей можно собирать одновременно, что экономит время.
Гибкость дизайна: Функциональность и визуальные эффекты могут быть достигнуты с помощью различных материалов.
Повышенное удобство использования: Лучше всего работает, когда изделие требует мягкого прикосновения, например, зубные щетки, инструменты и электроника.
Достижения в области преимуществ формования вставками
Прочное механическое соединение: Такие вставки, как металлы и твердый пластик, надолго интегрируются в продукт формовки.
Долговечность: Детали могут быть напряжены и подвергаться огромным механическим нагрузкам до предела.
Меньше сборки: Вставки отливаются в форму, что исключает необходимость в последующей сборке.
Позволяет создавать сложные узоры: Идеальные конструкции: Когда в изделии используется несколько материалов, необходимых для придания ему структурной целостности.
Точность и надежность: Наилучшее применение он находит в промышленности, электронике и автомобильных компонентах.
Осознание этих преимуществ помогает производителям принимать решения, например, о выборе лучшего из двух альтернатив: формовки со вставкой и овермолдинга. Овермолдинг - лучший вариант, если речь идет о комфорте, дизайне и эстетике. Формование со вставкой лучше в том случае, если важнее прочность, долговечность и механические характеристики.
Придя к выводу, что процесс может быть как литьевым, так и вставным, компании могут выбрать подходящий вариант, чтобы снизить стоимость, сэкономить время и повысить качество продукции.
Конструктивные соображения
При принятии решения о литье со вставкой или оверформе оно в значительной степени зависит от конструкции. Качественное планирование также обеспечивает качественное производство, сокращение брака и использование максимальных преимуществ любого процесса.
Совместимость материалов
При использовании овермолдинга необходимо выбирать материалы, которые сцепляются друг с другом. Неправильный подбор материалов может привести к расслоению или уязвимости. Аналогично, в процессе формования вставки важно убедиться, что давление и температура находятся в пределах диапазона материала вставки в форму. Это очень важная процедура при сравнении овермолдинга и формования со вставкой.
Толщина и покрытие слоев
При формовании поверхностей основа должна быть соответствующей толщины, а материал для формования должен быть использован таким образом, чтобы он не деформировался и был прочным. При формовании вставки вся вставка должна быть окружена формой, чтобы обеспечить ей механическую прочность, а также хорошее сцепление. Толщина правильных слоев играет важную роль в успешной реализации проектов вставной формы и овермолда.
Дизайн пресс-формы
Пресс-форма создана таким образом, чтобы было легко извлекать детали и предотвратить нагрузку на материалы. Если существует возможность переформовки, форма должна быть такого типа, чтобы в нее можно было поместить несколько материалов с разными свойствами текучести. При литье со вставками формы должны быть заполнены таким образом, чтобы вставки не соскальзывали с места, так как они будут прочно держаться; в противном случае процесс литья не будет успешным с точки зрения успеха в сравнении с литьем со вставками.
Эстетика и отделка поверхности
Как правило, овермолдинг ориентирован на внешний вид и осязание. Дизайнеры должны учитывать текстуру, цвет и качество поверхности. В случае с вставным молдингом фактор эстетики следует за фактором прочности, хотя для того, чтобы конечный продукт соответствовал стандартам качества, предусмотрена соответствующая отделка.
Требования к тепловому расширению
Скорость расширения различных материалов неодинакова. Как при овермолдинге, так и при литье со вставкой неучет теплового расширения может привести к трещинам, смещению или низкому сцеплению. Это ключевые моменты, которые необходимо учитывать при сравнении литья со вставками и овермолдинга.
Стоимость и время производства
Мораль этой истории, которую можно усвоить, чтобы производить наилучшим образом, заключается в понимании стоимости и времени производства процессов овермолдинга и вставного формования. У обоих методов есть свои проблемы, которые влияют на общую стоимость и скорость.
Первоначальные затраты на плесень
Для овермолдинга могут потребоваться более сложные пресс-формы, рассчитанные на большое количество материалов. Это может увеличить начальные затраты на оснастку. Однако эти инвестиции могут окупиться за счет снижения требований в будущем при сборке.
Стоимость формовки вставки также превышает стоимость пресс-формы, поскольку для нее требуется система фиксации вставки. Конструкция пресс-формы имеет большое значение для предотвращения брака в процессе производства. При сравнении двух вариантов - литья со вставками и литья по выплавляемым моделям - первые инвестиции в пресс-форму часто эквивалентны, но зависят от сложности детали.
Расходы на материалы и оплату труда
Овермолдинг также позволяет сэкономить на трудозатратах, поскольку его можно выполнять при объединении деталей в один процесс. Это также позволяет использовать меньший объем мягких материалов в качестве захватов и покрытий и экономить ресурсы.
Формование вставок. Вставки могут быть обработаны перед формовкой. Однако, когда она автоматизирована, это снижает затраты на сборку после производства, что может сократить трудозатраты в долгосрочной перспективе. Это один из ключевых факторов при принятии решения о литье/переформовке и литье со вставкой.
Скорость производства
В случае овермолдинга материал может впрыскиваться более одного раза, что приводит к более длительному циклу, но при этом можно отказаться от последующей обработки и сборки.
Быстрота формовки вкладышей достигается при упрощении процесса размещения вкладышей, особенно на автоматизированных линиях. Это дает ему преимущество при использовании в больших объемах, где эффективность имеет первостепенное значение.
Эффективность затрат
Соответствующий процесс позволяет сэкономить в долгосрочной перспективе. Овермолдинг сокращает объем выполняемой сборки, что позволяет сэкономить на оплате труда. Использование вставного формования делает детали более прочными, а вероятность отказа минимальна. Сопоставив эти факторы, производители смогут решить, что использовать: овермолд против инсерт-формы или инсерт-формование против овермолдинга.
Распространенные ошибки, которых следует избегать
При овермолдинге и литье со вставками некоторые ошибки могут снизить качество изделия и увеличить стоимость производства. Знание этих ошибок - один из способов обеспечить успешное производство.
Выбор несовместимых материалов
Использование материалов, которые плохо сцепляются друг с другом, - одна из самых распространенных ошибок, допускаемых при переформовке. В случае формовки со вставками трещины или детали ломаются, когда используемые вставки не выдерживают давления формовки. При принятии решения об использовании вставной формы или овермолда всегда проверяется совместимость материалов.
Несоответствие вставок
При литье со вставками неправильное расположение вставок может привести к их смещению во время впрыска, что вызывает дефекты или слабые участки. Несоответствие снижает механическую прочность и повышает процент брака. Позиционирование - очень важный параметр, когда речь идет о сравнении процессов литья за несколько месяцев и литья со вставками.
Игнорирование теплового расширения
Процент роста различных материалов под воздействием тепла варьируется. Игнорирование этого факта может привести к короблению, трещинам или расслоению деталей, изготовленных методом переформовки, а также деталей, изготовленных методом вставки. Примечание: Тепловое расширение: При разработке любого дизайна это всегда нужно учитывать, особенно когда речь идет о проекте формования с вставками или овермолдинга.
Плохая конструкция пресс-формы
Поток материала может быть неравномерным, а детали не покрыты или не удалены на основе плохо прорисованной формы. Это может повлиять на эстетику в случае овермолдинга; это может снизить механическую прочность в случае вставного формования. Необходимо правильно выбрать конструкцию пресс-формы, чтобы добиться максимального переформовывания по сравнению со вставным формованием.
Пропуск проверок качества
Процесс производства может быть поспешным и не проверенным должным образом, а недостатки останутся незамеченными. Проверки качества проводятся на регулярной основе, чтобы гарантировать, что все детали прочны, долговечны и изготовлены в соответствии со стандартами. Это один из ключевых этапов эффективного овермолдинга и литья со вставками.
Тенденции будущего
Производственная отрасль динамично развивается. Как овермолдинг, так и вставное литье адаптируются к новым технологиям и материалам. Предвидение будущих тенденций помогает компании быть конкурентоспособной и инновационной.
Передовые материалы
Разрабатываются лучшие полимеры и композиты, более прочные, гибкие и жесткие. Именно эти материалы делают овермолдинг и вставное формование более прочными, поэтому изделия становятся легче, прочнее и универсальнее. Новые достижения материаловедения могут быть использованы для расширения возможностей вставной пресс-формы по сравнению с овермолдом.
Автоматизация и робототехника
Благодаря автоматизации развивается производство деталей, изготовленных методом литья по выплавляемым моделям и со вставками. Роботы с максимальной точностью вставляют вкладыши, уменьшая количество ошибок и сокращая производственный процесс. Эта тенденция делает производство в сфере overmold vs insert mold более эффективным и менее трудоемким.
Интеграция с 3D-печатью
3D-печать сочетается с овермолдингом и вставным литьем для быстрого создания прототипов и мелкосерийного производства. Это позволяет дизайнерам работать со сложными формами, сокращать время изготовления и изготавливать детали по индивидуальному заказу, а также повышает гибкость всей системы в случае использования вставного формования по сравнению с овермолдингом.
Устойчивое производство
Экологичность материалов и процессов сегодня широко распространена как в овермолдинге, так и в литье со вставками. В современных производственных тенденциях овермолдинга и вставного формования компании используют биоразлагаемый пластик и перерабатываемые вставки, чтобы снизить воздействие на окружающую среду.
Умное производство
Интернет вещей (IoT) и датчики, используемые в конструкции пресс-форм, дают возможность контролировать температуру, давление и расход материалов в режиме реального времени. Это позволяет избежать брака, оптимизировать производство и контролировать качество при овермолдинге и вставном литье.
Заключение
Выбор овермолдинга и вставного формования зависит от назначения изделия. Овермолдинг - это вариант, который следует использовать, если вам нужна мягкость, комфорт или красота. Формование со вставкой будет лучшим выбором, если в данный момент важны механическая прочность и долговечность. Информация о различиях между литьем со вставками и литьем с надставками, литьем с надставками и литьем со вставками, различиях между литьем с надставками и литьем со вставками, а также о конструктивных особенностях литья со вставками и литья с надставками может помочь производителю принять правильное решение.
Наконец, существует проблема овермолдинга и вставного формования, которую можно просто обозначить как процесс идеального соответствия технологического процесса требованиям продукта. При правильном подходе можно сэкономить время, снизить затраты и получить высококачественную и функциональную продукцию, соответствующую отраслевым стандартам.
https://plas.co/wp-content/uploads/2026/02/3.jpg10801920Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-02-11 03:49:132026-02-11 03:50:00Различия и сходства между овермолдингом и вставным формованием: сравнение и применение
За последние несколько десятилетий производственный процесс в сфере производства менялся высокими темпами, и одним из наиболее значительных вкладов в развитие этой области являются разработки инструментов для литья пластмасс под давлением. Инструменты играют важную роль в разработке пластиковых компонентов, которые используются в различных отраслях промышленности, таких как автомобилестроение, здравоохранение, бытовая электроника и упаковочная промышленность. Передовые инструменты обеспечивают точность, повторяемость и эффективность, что является краеугольным камнем современного производства пластмасс.
Когда компании инвестируют в инструменты для литья пластмасс под давлением, они инвестируют в качество своей продукции. Они помогают задать окончательную форму, отделку и точность размеров формованных деталей. Даже самые лучшие литьевые машины не могут дать таких же результатов при отсутствии хорошо продуманной конструкции. пресс-форма для литья пластмасс под давлением оснастка.
Что такое инструменты для литья пластмасс под давлением?
Простое впрыскивание расплавленного пластика в пресс-форму, охлаждение и выталкивание - вот самая простая идея литья под давлением. Эффективность работы оснастки для литья пластмасс под давлением напрямую влияет на эффективность этого процесса. Инструментарий включает в себя пресс-формы, вставки, стержни, полости и системы охлаждения, которые представляют собой структуру, формирующую пластиковый материал.
Производители используют так называемые инструменты для литья пластмасс под давлением, чтобы создавать тысячи, а в некоторых случаях и миллионы одинаковых деталей. Время цикла, объем производства и долгосрочное обслуживание определяются долговечностью и конструкцией этих инструментов. Именно поэтому правильный выбор партнера по оснастке для литья пластмасс под давлением имеет большое значение для любого производства.
Формы оснастки для литья под давлением
Оснастка для литья под давлением доступна в различных видах, чтобы соответствовать производственным требованиям, сложности деталей и доступной стоимости. Правильно выбранная пресс-форма гарантирует эффективность, качество деталей и экономичность.
Однополостные пресс-формы: отливают по одной детали за цикл, что подходит для малосерийного производства или изготовления прототипов. Они просты и менее дороги, но менее быстры в массовом производстве.
Многопустотные пресс-формы: Производят несколько одинаковых деталей за один цикл, что лучше всего подходит при больших объемах производства. Они позволяют сэкономить на стоимости деталей, хотя и требуют точного дизайна для равномерного заполнения.
Семейные формы: Детали изготавливаются за один цикл с помощью семейства пресс-форм, что сводит к минимуму расхождения в сборке. Спроектировать такую полость сложнее, поскольку каждая полость может заполняться по-разному.
Формы для горячего бега: Удерживают пластик в расплавленном виде внутри нагретых каналов, что позволяет минимизировать количество отходов и время цикла. Они подходят для массового производства высокого качества.
Формы для холодной прокатки: позволяют отливать бегунки вместе с деталью, что проще и дешевле, но создает еще больше отходов.
Двухтарельчатые и трехтарельчатые пресс-формы: Распространенными конструкциями пресс-форм являются двухплитные и трехплитные пресс-формы. Двухплитные формы просты и доступны в производстве, в то время как трехплитные формы позволяют автоматически разделять бегунки для получения более чистых деталей.
Формы для вставки: Встраивают системы металлов или других деталей в компонент, что избавляет от необходимости сборки. При накладке на деталь используется другой материал, который изолирует ее или придает ей сцепление с поверхностью.
Прототипирование (мягкая) оснастка: Она используется для пробного или малосерийного производства, в то время как жесткая оснастка, изготовленная из стали, надежна при крупносерийном производстве. Стек-формы повышают производительность за счет одновременного формования нескольких слоев деталей.
Выбор подходящей оснастки зависит от объема производства, сложности детали и материала, что способствует повышению эффективности и качества результата.
Таблица 1: Типы оснастки для литья под давлением
Тип инструмента
Полости
Время цикла (сек)
Объем производства
Примечания
Однополостная пресс-форма
1
30-90
<50 000 деталей
Малая партия, прототип
Многогнездная пресс-форма
2-32
15-60
50,000-5,000,000
Большой объем, последовательность
Семейная плесень
2-16
20-70
50,000-1,000,000
Различные детали за цикл
Горячая бегущая форма
1-32
12-50
100,000-10,000,000
Минимум отходов, ускоренные циклы
Форма для холодной обкатки
1-32
15-70
50,000-2,000,000
Простота, больше отходов материала
Двухпластинчатая форма
1-16
20-60
50,000-1,000,000
Стандартные, экономичные
Трехпластинчатая пресс-форма
2-32
25-70
100,000-5,000,000
Автоматизированное разделение бегунов
Вставная форма
1-16
30-80
50,000-1,000,000
Металлические вставки в комплекте
Формы для литья заготовок
1-16
40-90
50,000-500,000
Детали из нескольких материалов
Преимущества высококачественной оснастки для пресс-форм
Инвестиции в высококачественную оснастку для литья пластмасс под давлением имеют ряд долгосрочных преимуществ. Во-первых, она обеспечивает стабильное качество деталей при производстве крупных партий. Во-вторых, сокращается время простоя из-за выхода из строя инструментов или ненужного обслуживания. И наконец, она повышает эффективность производства за счет оптимизации охлаждения и потока материалов.
Компании, которые уделяют особое внимание производству прочных инструментов для литья пластмасс под давлением, как правило, получают меньше брака и больше прибыли. Кроме того, правильно сконструированная оснастка для литья пластмасс под давлением способна выдерживать сложные формы и строгие допуски, что позволяет организациям внедрять инновации без особых затрат.
Факторы проектирования оснастки для пресс-форм
Одним из важнейших требований в процессе создания пресс-форм для литья пластмасс под давлением является проектирование. Инженеры должны учесть выбор материалов, толщину стенок, угол наклона и эффективность охлаждения. Хорошая конструкция уменьшает точки напряжения и продлевает срок службы инструментов.
Сложность деталей - еще один фактор, определяющий стоимость оснастки для литья пластмасс под давлением. Сложные формы или вырезы могут потребовать использования боковых выступов, подъемников или многогнездных пресс-форм. Эти характеристики увеличивают время проектирования и стоимость изготовления, но обычно необходимы для высокопроизводительных компонентов.
Поскольку требуется, чтобы оснастка для литья пластмасс под давлением была способна выдерживать высокое давление и высокую температуру, выбор материалов имеет решающее значение. В зависимости от объема производства и потребностей в использовании применяются инструментальные стали, алюминий и специальные сплавы.
Части и компоненты оснастки для литья под давлением
Оснастка, используемая при литье под давлением, представляет собой сложный механизм, состоящий из множества деталей, которые продуманы до мелочей. Оба компонента оказывают определенное влияние на процесс литья расплавленного пластика в готовое изделие и обеспечивают точность, эффективность и повторяемость. Эти характеристики полезны для понимания того, как пластиковые детали высокого качества могут быть произведены с постоянством в больших объемах.
Полость пресс-формы
Полости, которые формируют внешнюю форму пластиковой детали, называются полостью пресс-формы. Расплавленный пластик впрыскивается в форму и впоследствии заполняет эту полость, затвердевая и превращаясь в конечный продукт. Размер деталей, обработка поверхности и внешний вид деталей зависят от конструкции полости. Скорость усадки и углы вытяжки должны быть рассчитаны инженерами, чтобы гарантировать, что деталь выйдет без дефектов.
Сердечник пресс-формы
Внутренняя геометрия детали формируется из стержня Mold. В нем формируются такие характеристики, как отверстия, углубления и внутренние каналы, которые имеют решающее значение для функциональности и снижения веса. В простых пресс-формах сердечники неподвижны, в то время как более сложные детали должны иметь подвижные или складные сердечники, позволяющие освобождать подрезы в процессе выталкивания. Сердечник и полость идеально выровнены, что обеспечивает точность размеров.
Бегущая система
Система бегунков - это система каналов, которая направляет сопло расплавленного пластика литьевой машины к пресс-форме. Эффективный бегунок спроектирован таким образом, чтобы поток был сбалансирован и равномерно заполнял все полости. Дефекты плохой конструкции бегунков включают в себя раковины, короткие выстрелы или коробление.
Проточные каналы
Каналы потока определяются как отдельные пути системы бегунков, по которым пластик движется в пресс-форме. Эти каналы должны снижать сопротивление и не допускать преждевременного охлаждения материала. Правильная конструкция каналов позволяет сохранить прочность материала и обеспечить постоянную толщину стенок детали.
Ворота
Затвор - это маленькое отверстие, через которое расплавленный пластик впрыскивается в полость. Несмотря на то, что он небольшой, он вносит значительный вклад в качество деталей. Расположение, размер и стиль литника влияют на способ заполнения формы, распределение давления и величину следа от литника, который будет виден на готовой детали. Выбор правильной конструкции литника - один из способов избежать появления следов напряжения и эстетических дефектов.
Система эжекторов
Система выталкивания выдает деталь после охлаждения пластика. Деталь выталкивается выталкивающими штифтами, втулками или пластинами равномерно, без разрывов и деформаций. Выталкиватели должны быть правильно размещены и заказаны, особенно для деликатных или сложных компонентов.
Система охлаждения
Система охлаждения контролирует температуру пресс-формы, прокачивая через нее воду или масло. Охлаждение - один из самых важных процессов при литье под давлением, поскольку оно напрямую влияет на время цикла и стабильность деталей. Неправильное охлаждение может привести к усадке, короблению или внутреннему напряжению. Высокотехнологичные пресс-формы могут применять конформные каналы охлаждения, повторяющие форму детали, что позволяет повысить эффективность.
Выравнивание и монтажные характеристики
Элементы выравнивания, такие как направляющие штифты и втулки, обеспечивают идеальное смыкание половин формы при каждом цикле. Элементы крепления, такие как зажимы и болты, используются для фиксации пресс-формы в машине. Правильное выравнивание позволяет устранить мигание, неравномерный износ и повреждения пресс-формы, а также получить детали стабильного качества.
Вентиляция
Вентиляция позволяет выводить окружающий воздух и газы из полости формы по мере заполнения ее пластиком. Без надлежащего вентилирования могут возникнуть такие дефекты, как следы прожога или полузаполнение. Вентиляционных отверстий немного, но они необходимы для изготовления чистых и правильных деталей.
Слайды и подъемники
Слайдеры и подъемники - это процессы, которые помогают пресс-формам формировать детали с вырезами или боковыми эффектами. Углы скольжения перемещаются, а подъемники во время выталкивания подпрыгивают, выталкивая сложные геометрические формы. Эти элементы расширяют возможности дизайна и устраняют необходимость вторичной обработки.
Материалы для пресс-форм
Материалы оснастки влияют на долговечность, производительность и стоимость. Для крупносерийного производства используется закаленная инструментальная сталь, поскольку она способна выдерживать износ и быть точной. Алюминиевые формы дешевле и чаще используются для прототипов или малосерийного производства. Высокопроизводительные финишные покрытия могут повысить износостойкость и выход деталей из строя.
Вставки
Вставки - это съемные части пресс-формы, которые используются для получения определенных элементов, таких как резьба, логотип или текстура. Они позволяют изменять или исправлять формы без замены инструмента. Заменяемость вставок позволяет использовать их для создания различных изделий из одной и той же основы пресс-формы.
Штырьки сердечника
Штифты - это тонкие детали, которые используются для создания отверстий или внутренних каналов в формованных компонентах. Они должны быть хорошо обработаны и достаточно прочны, чтобы выдержать давление инъекций, не сгибаясь и не ломаясь.
Таблица 2: Компоненты оснастки для литья под давлением
Компонент
Материал
Допуск (мм)
Максимальное давление (бар)
Примечания
Полость пресс-формы
Сталь/алюминий
±0.01-0.05
1,500-2,500
Формирует форму детали
Сердечник пресс-формы
Сталь
±0.01-0.05
1,500-2,500
Внутренние характеристики
Бегущая система
Сталь/алюминий
±0.02
1,200-2,000
Направляет пластиковый поток
Ворота
Сталь
±0.01
1,500-2,500
Вход в полость
Выталкивающие штифты
Закаленная сталь
±0.01
Н/Д
Выталкивание деталей
Каналы охлаждения
Сталь
±0.05
Н/Д
Контроль температуры
Слайды/подъемники
Сталь
±0.02
1,200-2,000
Сложные геометрии
Вставки
Сталь/алюминий
±0.02
1,500
Настраиваемые функции
Перегородки, диффузоры и водяные коллекторы для систем охлаждения
Поток охлаждающей жидкости в пресс-форме направляется с помощью перегородок и диффузоров для обеспечения равномерного температурного режима. Водяные коллекторы служат элементом распределения, через который охлаждающая жидкость может быть направлена к различным частям пресс-формы. Сочетание этих элементов улучшает охлаждение, а также минимизирует время цикла.
Текстура плесени
Текстура пресс-формы - это отделка поверхности полости, которая наносится на деталь для получения определенных узоров или отделки на детали. Текстура может улучшать сцепление, минимизировать блики или улучшать внешний вид изделия. Методы: химическое травление, лазерное текстурирование и механическая обработка.
Втулка для шприца
Втулка шприца используется для соединения сопла литьевой машины с системой бегунков. Это основной путь, по которому расплавленный пластик поступает в пресс-форму. Втулка литника должна быть правильно сконструирована, чтобы обеспечить непрерывный поток материала и избежать утечки или потери давления.
Удерживающая пластина для полости
Плита со вставками в полости прочно закреплена в удерживающей плите. Она фиксирует положение, обеспечивает давление впрыска и помогает создать общую прочность формы. Правильная конструкция плиты гарантирует долговечность пресс-форм в долгосрочной перспективе и однородность деталей.
Знание затрат на оснастку
Вопрос о стоимости оснастки для литья пластмасс под давлением - один из наиболее часто задаваемых производителями. Стоимость оснастки зависит от размера, сложности, материала и предполагаемого объема производства. Первоначальные затраты могут показаться дорогими, но качественная оснастка для литья пластмасс под давлением может окупиться долговечностью в долгосрочной перспективе и стабильным производством.
Вопросы, влияющие на стоимость оснастки для литья пластмасс под давлением, следующие:
- Количество полостей
- Технические характеристики поверхности.
- Сложность системы охлаждения
- Уровни толерантности
- Материал инструмента
Хотя у предприятий может возникнуть соблазн сэкономить деньги и использовать более дешевые решения, такие как оснастка для литья пластмасс под давлением, в долгосрочной перспективе это приведет к увеличению объема технического обслуживания и снижению качества продукции.
Современная технология изготовления инструментов
Это стало возможным благодаря передовому программному обеспечению и технологиям обработки, которые изменили разработку литье пластмасс под давлением инструменты. Моделирование и автоматизированное проектирование (CAD) могут помочь инженерам проверить обтекаемость формы, эффективность охлаждения и целостность конструкции до начала производства.
Обработка с ЧПУ, EDM (электроэрозионная обработка) и высокоскоростное фрезерование используются для того, чтобы оснастка для литья пластмасс под давлением была выполнена с жесткими допусками. Такие технологии сокращают время изготовления и повышают повторяемость, поэтому современная оснастка для литья пластмасс под давлением является наиболее надежной, чем когда-либо прежде.
Использование автоматизации также связано с оптимизацией стоимости оснастки для литья пластмасс под давлением. Производители смогут получать больше прибыли без ущерба для качества за счет сокращения ручного труда и повышения эффективности процессов.
Обслуживание и долговечность
Обслуживание инструментов для литья пластмасс под давлением необходимо для продления срока их службы. Износ и коррозия предотвращаются регулярной очисткой, осмотром и смазкой. Наблюдение за каналами охлаждения и эжекторными системами способствует стабильной работе.
Несоблюдение правил обслуживания инструментов может значительно увеличить стоимость оснастки для литья пластмасс под давлением за счет ремонта или досрочной замены. Компании, внедряющие программы профилактического обслуживания, не только покрывают свои инвестиции в оснастку для литья пластмасс под давлением, но и обеспечивают постоянный график производства.
Прочная оснастка для литья пластмасс под давлением также применима в крупносерийном производстве с длительным производственным циклом.
Выбор подходящего партнера по оснастке
Выбор надежного поставщика оснастки для литья пластмасс под давлением так же важен, как и проектирование. Передовые производители оснастки знают о поведении материалов, производственных требованиях и мерах по оптимизации затрат.
Эффективный сотрудник помогает создать баланс между качеством и стоимостью оснастки для литья пластмасс под давлением, а инструменты должны соответствовать ожиданиям. Командная работа на уровне проектирования снижает количество ошибок, а также минимизирует время разработки оснастки для литья пластмасс под давлением. .
Показателями хорошего поставщика оснастки для литья пластмасс под давлением являются коммуникабельность, технические навыки и высокая производственная квалификация.
Тенденции развития инструмента для литья под давлением
Инновации - это будущее оснастки для литья пластмасс под давлением. Аддитивное производство, конформные каналы охлаждения и интеллектуальные датчики меняют процесс создания и контроля пресс-форм. Эти инновации сокращают время цикла и повышают качество деталей.
С ростом значимости устойчивого развития, эффективное пресс-форма для литья пластмасс под давлением инструменты способствуют сокращению отходов материалов и энергопотребления. Более совершенные конструкции также снижают стоимость оснастки для литья пластмасс под давлением в течение срока службы инструмента за счет увеличения срока службы инструмента и снижения затрат на ремонт.
Конкурентное преимущество имеют компании, использующие инструменты для литья пластмасс под давлением нового поколения, которые обладают улучшенными характеристиками, повышенной скоростью производства, а также возможностью проектирования.
Заключение
Качество литье пластмасс под давлением Инструменты имеют жизненно важное значение для успеха любой операции литья под давлением. Дизайн и выбор материалов, техническое обслуживание и инновации - вот некоторые из аспектов оснастки, которые влияют на эффективность производства и качество продукции. Хотя цена оснастки для литья пластмасс под давлением также является важным фактором, в долгосрочной перспективе ее стоимость будет определяться долговечностью, точностью и надежностью. Производители могут гарантировать постоянство результатов, сокращение времени простоя и высокую рентабельность инвестиций, уделяя большое внимание инвестициям в модернизацию, оснастку для литья пластмасс под давлением и сотрудничая с квалифицированными партнерами.
https://plas.co/wp-content/uploads/2026/02/5.jpg10801920Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-02-04 15:32:552026-02-04 15:32:58Освоение современных инструментов для литья пластмасс под давлением
Овермолдинг - это изготовление изделия путем соединения двух или более материалов в одно изделие. Оно применяется в большинстве отраслей промышленности, таких как электроника, медицинское оборудование, автомобилестроение и производство потребительских товаров. Оно осуществляется путем формования поверх основного материала, называемого овермолдом, на базовом материале, называемом подложкой.
Овермолдинг применяется для повышения эстетичности, долговечности и функциональности изделий. Оно позволяет производителям сочетать прочность одного материала с гибкостью или мягкостью другого. Это делает изделия более удобными, легкими в обращении и долговечными.
Овермолдинг встречается в предметах, которые мы используем ежедневно. Это и ручки зубных щеток, и чехлы для телефонов, и электроинструменты, и хирургические инструменты, и другие предметы современного производства. Зная, что такое овермолдинг, вы сможете понять, насколько удобны и безопасны предметы повседневной жизни.
Что такое овермолдинг?
Овермолдинг это процедура, в ходе которой из двух материалов формируется одно изделие. Исходный материал называется подложкой и обычно представляет собой твердый пластик, такой как ABS, PC или PP. Его прочность на разрыв составляет 30-50 Мпа, а температура плавления - 200-250 °C. Другой материал - овермолд - мягкий, например, TPE или силикон, с твердостью по Шору А 40-80.
Подложке дают остыть до 50-70 °C. Давление, нагнетаемое в овермолд, составляет 50-120 МПа. В результате образуется прочное соединение. Овермолдинг повышает удерживающую способность, прочность и долговечность изделий.
Одним из таких типичных предметов является зубная щетка. Ручка из твердого пластика обеспечивает прочность. Сама ручка выполнена из мягкой резины, поэтому ее удобно держать в руках. Это базовое применение демонстрирует реальные возможности использования овермолдинга.
Овермолдинг применяется не только для мягких захватов. Оно применяется и для покрытия электронных изделий, и для придания предмету красочного декора, и для продления срока службы продукта. Такая гибкость позволяет ему быть одним из наиболее применимых методов производства в наши дни.
Полный процесс
Выбор материала
Процедура овермолдинга начинается с выбора материалов. В качестве основы обычно используется твердый пластик, например ABS, PC или PP. Они обладают прочностью на разрыв 30-50 МПа и температурой плавления 200-250 °C. Формованный материал обычно мягкий, такой как TPE или силикон, и имеет твердость по Шору А 40-80. Необходимо выбирать совместимые материалы. Неспособность конечного изделия выдерживать нагрузки может быть вызвана нарушением сцепления материалов.
Формование подложки
Подложка заливалась в форму под давлением 40-80 Мпа после нагрева до 220-250 °C. После заливки ей дают затвердеть при температуре 50-70 °C, чтобы придать ей стабильность размеров. Время, затрачиваемое на этот процесс, обычно составляет 30-60 секунд в зависимости от размера и толщины детали. Допуски чрезвычайно высоки, и отклонения обычно не превышают +-0,05 мм. Отклонение приведет к тому, что изделие пострадает в плане прилегания и качества.
Подготовка пресс-формы для литья под давлением
После охлаждения подложка аккуратно переносится во вторую пресс-форму, в которой происходит впрыск овермолда. Форма предварительно нагревается до 60-80 °C. Предварительный нагрев устраняет эффект теплового шока, а также позволяет материалу овермолда плавно растечься по подложке. Подготовка пресс-формы необходима для предотвращения образования пустот, коробления или плохого сцепления в конечном продукте.
Впрыскивание в пресс-форму
Под давлением в подложку впрыскивается 50-120 Мпа материала овермолда. Температура впрыска зависит от материала: TPE 200-230 °C, силикон 180-210 °C. Этот этап должен быть точным. Неправильная температура или давление могут привести к дефектам в виде пузырьков, расслоения или недостаточного покрытия.
Охлаждение и затвердевание
После впрыска деталь охлаждается, чтобы обеспечить застывание овермолда и его прочное сцепление с основой. Время охлаждения составляет от 30 до 90 секунд в зависимости от толщины деталей. Тонкие участки охлаждаются быстрее, в то время как толстые - медленнее. Достаточное охлаждение необходимо для обеспечения равномерного склеивания, а также минимизации внутренних напряжений, которые могут вызвать трещины или деформацию.
Выталкивание и отделка
После охлаждения деталь выталкивается из формы. Излишки, называемые "вспышкой", удаляются. Деталь проверяется с точки зрения качества обработки поверхности и точности размеров. Это позволяет убедиться в том, что изделие имеет требуемое качество и совместимо с другими деталями в случае необходимости.
Тестирование и инспекция
Последний шаг - тестирование. Типы испытаний: Испытания на растяжение или отслаивание определяют прочность соединения, которая обычно составляет 1-5 МПа. Испытания по Шору А используются для проверки твердости овермолда. Дефекты, такие как пузырьки, трещины или несоосность, можно обнаружить визуально. Только компоненты, прошедшие испытания, отгружаются или собираются в готовые изделия.
Виды формования
Двухшовное формование
Двухшовное формование предполагает формование двух материалов на одной машине. Формование происходит при температуре 220-250 °C и давлении 40-80 МПа, после чего происходит впрыск второго материала под давлением 50-120 МПа. Эта технология отличается быстротой и точностью и подходит для изготовления большого количества изделий, например резиновых ручек и кнопок с мягким покрытием.
Вставное формование
При формовании со вставкой подложка уже подготовлена и вставлена в форму. На нее накладывается овермолд, либо TPE, либо силикон, который впрыскивается под давлением 50-120 МПа. Прочность сцепления обычно составляет 1-5 МПа. Такой подход характерен для инструментов, зубных щеток и медицинских приборов.
Накладные детали из нескольких материалов
Мультиматериальное формование - это формование, при котором в одной детали используется более 2 материалов. Продолжительность впрыска каждого материала составляет последовательно 200-250 °C, 50-120 МПа. Это позволяет создавать сложные конструкции с твердыми, тонкими и покрывающими участками.
Овермолдинг применяется в следующих областях
Области применения овермолдинга очень разнообразны. Ниже приведены типичные примеры:
Электроника
Корпуса телефонов обычно выполнены из твердого пластика с мягкими резиновыми краями. Кнопки пультов дистанционного управления изготовлены из резины, так как они обеспечивают лучшее прикосновение. Электронные компоненты защищаются с помощью напыления, что повышает удобство использования.
Медицинские приборы
Защитные прокладки, хирургические инструменты и шприцы обычно изготавливаются методом литья заново. Мягкие изделия облегчают обращение с устройствами и делают их более безопасными. Это очень важно для медицинских применений, где важны комфорт и точность.
Автомобильная промышленность
Овермолдинг используется для изготовления мягких на ощупь кнопок, ручек и уплотнителей, применяемых в интерьерах автомобилей. Уплотнители из резины используются для предотвращения попадания воды или пыли внутрь деталей. Это повышает комфорт и долговечность.
Потребительские товары
Овермолдинг обычно используется в ручках зубных щеток, кухонных принадлежностях, электроинструментах и спортивном оборудовании. Этот процесс используется для добавления захватов, защиты поверхностей и придания дизайна.
Промышленные инструменты
Овермолдинг используется в таких инструментах, как отвертки, молотки и плоскогубцы, для изготовления мягких рукояток. Это снижает утомляемость рук и повышает безопасность использования.
Упаковка
Формование некоторых частей упаковки (например, крышек бутылок или защитных пломб) используется для улучшения управляемости и функциональности.
Овермолдинг позволяет производителю выпускать функциональные, безопасные и привлекательные изделия.
Преимущества овермолдинга
У формовки есть множество преимуществ.
Улучшенный захват и комфорт
Изделия становятся более удобными в обращении благодаря использованию мягких материалов. Это относится к инструментам, бытовым товарам и медицинским приборам.
Повышенная прочность
Соединение нескольких материалов повышает прочность изделий. Твердые и мягкие материалы гарантируют безопасность изделия.
Лучшая защита
С помощью формования можно добавлять крышки или уплотнения для электроники, оборудования или хрупких приборов.
Привлекательный дизайн
Продукция выполнена в различных цветах и текстурах. Это улучшает имидж и брендинг.
Эргономика
Мягкие рукоятки снижают усталость рук и делают работу с предметами или устройствами более комфортной.
Универсальность
При формовке используются самые разные материалы, из которых можно создавать сложные формы. Это позволяет производителям создавать инновационные продукты.
Трудности овермолдинга
Существуют также некоторые сложности, связанные с овермолдингом, которые следует учитывать производителям:
Совместимость материалов
Не все материалы хорошо склеиваются. Некоторые комбинации могут нуждаться в клеевом соединении или наплавке.
Более высокая стоимость
Поскольку при этом используются дополнительные материалы, формы и этапы производства, переформовка может повысить себестоимость продукции.
Сложный процесс
Конструкция пресс-формы, давление и температура должны быть строго регламентированы. Дефекты могут быть вызваны малейшими ошибками.
Время производства
Формование Двухэтапное формование может потребовать больше времени, чем формование из одного материала. Однако новые технологии, такие как формование в два приема, позволяют сократить это время.
Ограничения конструкции
Для сложных форм могут потребоваться индивидуальные пресс-формы, а это может быть дорого.
Тем не менее, эти проблемы не остановили овермолдинг, поскольку он повышает качество продукции и производительность.
Принципы проектирования овермолдинга
Овермолдинг - это конструкция, при которой основа изготавливается из одного материала, а форма - из другого.
Совместимость материалов
Выберите материалы для склеивания. Овермолд и подложка должны быть совместимы друг с другом по своим химическим и термическим характеристикам. Аналогичные материалы с близкими температурами плавления сводят к минимуму вероятность слабого сцепления или расслоения.
Толщина стенок
Поддерживайте постоянную толщину стенок, чтобы поток материала был равномерным. Отсутствие равномерности стенок может привести к таким дефектам, как раковины, пустоты или коробление. Толщина стенок из различных материалов обычно составляет от 1,2 до 3,0 мм.
Углы наклона
Выдавливайте углы на вертикальных поверхностях для облегчения выталкивания. Угол в 1-3 градуса помогает избежать повреждения подложки или овермолда во время распалубки.
Скругленные углы
Избегайте острых углов. Скругленные края улучшают поток материалов при впрыске, и концентрация напряжений снижается. Рекомендуемый радиус углов составляет 0,5-2 мм.
Особенности скрепления
Для увеличения механической связи между подложкой и овермолдом делаются углубления или канавки, или создаются взаимосвязанные структуры. Эти элементы повышают прочность на отрыв и сдвиг.
Вентиляция и размещение ворот
Установите вентиляционные отверстия, обеспечивающие выход воздуха и газов. Расположите инжекционные затворы в местах, отличных от чувствительных зон, чтобы добиться однородного потока, исключающего косметические дефекты.
Учет усадки
Учитывайте разницу в усадке материалов. Усадка термопластов может составлять всего 0,4-1,2, а эластомеров - 1-3%. Правильная конструкция позволит избежать искажений и ошибок в размерах.
Таблица технических решений: Подходит ли овермолдинг для вашего проекта?
Параметр
Типичные значения
Почему это важно
Материал подложки
ABS, PC, PP, нейлон
Обеспечивает прочность конструкции
Прочность субстрата
30-70 МПа
Определяет жесткость
Материал овермолда
TPE, TPU, силикон
Добавляет сцепление и герметичность
Твердость накладки
Берег A 30-80
Гибкость управления
Температура впрыска
180-260 °C
Обеспечивает надлежащее плавление
Давление впрыска
50-120 МПа
Влияет на сцепление и наполнение
Прочность связи
1-6 МПа
Измеряет адгезию слоев
Толщина стенок
1,2-3,0 мм
Предотвращает дефекты
Время охлаждения
30-90 сек
Влияет на продолжительность цикла
Допуск на размеры
±0,05-0,10 мм
Обеспечивает точность
Скорость усадки
0,4-3,0 %
Предотвращает деформацию
Стоимость оснастки
$15k-80k
Более высокие первоначальные инвестиции
Идеальный объем
>50 000 единиц
Повышает эффективность затрат
Детали, изготовленные методом литья под давлением
Ручки для инструментов
Овермолдинг используется для создания жесткой и мягкой резиновой рукоятки во многих ручных инструментах. Это повышает комфорт и минимизирует усталость рук, а также обеспечивает больший контроль над использованием.
Потребительские товары
В самых распространенных изделиях, таких как зубные щетки, кухонная утварь и инструменты, работающие от электричества, обычно используется литьевое формование. Мягкие ручки или подушки помогают улучшить эргономику и срок службы.
Электроника
В корпусе телефона, пульте дистанционного управления и защитных кожухах обычно применяется овермолдинг. Оно также обеспечивает амортизацию, изоляцию и мягкую на ощупь поверхность.
Автомобильные компоненты
Кнопки, уплотнители, прокладки и ручки с накладками - обычное явление в интерьере автомобилей. Системы Soft-touch повышают комфорт, снижают уровень шума и вибраций.
Медицинские приборы
Овермолдинг используется в медицинских изделиях, таких как шприцы, хирургические инструменты, портативные предметы и т. п. Этот процесс гарантирует абсолютную безопасность, точность и надежную фиксацию.
Сырьевые материалы для овермолдинга
Выбор материала имеет большое значение. К распространенным подложкам относятся:
Твердые пластики, такие как полипропилен (PP), поликарбонат (PC) и ABS.
Металлы в областях применения
Материалами для литья обычно служат:
Мягкие пластики
Резина
Нейлоновые термопластичные эластомеры (TPE)
Силикон
Выбор материала зависит от назначения изделия. Например, в медицинских гаджетах необходимы биосовместимые материалы. Для электроники требуются изоляционные и защитные материалы.
Лучшие практики в проектировании деталей, изготовленных методом литья под давлением
Для достижения высокого уровня склеивания, привлекательного внешнего вида и качественных характеристик необходимо тщательно продумать конструкцию деталей, подлежащих литью под давлением. Соблюдение установленных рекомендаций по проектированию способствует минимизации количества ошибок, а качество продукции становится стабильным.
Выберите совместимые материалы
Накладная лепнина зависит от выбора материала. Надфиль и основной материал должны иметь хорошее соединение. Материалы, которые плавятся с одинаковой скоростью и имеют одинаковые химические свойства, имеют более прочные и надежные связи.
Дизайн для прочного скрепления
Необходимо обеспечить хорошее механическое сцепление между конструкцией детали и самой конструкцией. Подрезы, канавки и взаимосвязанные формы - вот некоторые из особенностей, которые позволяют материалу, полученному методом переформовки, прочно удерживать базовую деталь. Это сводит к минимуму вероятность разъединения при использовании.
Поддерживайте правильную толщину стенки
Равномерная толщина стенок обеспечивает поток материалов в процессе формования. Отсутствие равномерной толщины может привести к образованию раковин, пустот или слабых участков в детали. Симметричная конструкция повышает прочность, а также улучшает внешний вид.
Используйте адекватные углы наклона
Углы вытяжки упрощают процесс извлечения детали из формы. Трение и повреждения при выталкивании можно свести к минимуму за счет правильной осадки, что особенно полезно для сложных деталей, изготовленных методом переформовки.
Избегайте острых углов
Острые края могут создавать точки напряжения и ограничивать поток материала. Закругленные края и плавные результаты повышают прочность и обеспечивают равномерное растекание формовочной смеси по детали.
Включите вентиляционные функции
Во время впрыска хорошее вентиляционное отверстие позволяет выходить застрявшему воздуху и газам. Хорошие вентиляционные отверстия позволяют избежать воздушных карманов и дефектов поверхности, а также заполнить форму наполовину.
Планирование позиционирования материала Overmold
Точки впрыска не должны располагаться вблизи важных элементов и краев. Это исключает скопление материалов, разрыв потока и эстетические дефекты на открытых частях.
Оптимизация конструкции инструмента
Для успешного овермолдинга необходимы хорошо сконструированные пресс-формы. Правильное расположение затвора, сбалансированные направляющие и эффективные каналы охлаждения способствуют равномерному потоку и стабильному производству.
Учитывайте усадку материала
Различные вещества имеют разную скорость остывания. Эти различия должны быть учтены конструкторами, чтобы в готовой детали не было перекосов, смещений или проблем с размерами.
Какие материалы используются для литья под давлением?
Овермолдинг дает производителям возможность смешивать разнородные материалы для достижения определенных механических, эксплуатационных и эстетических характеристик. Выбор материала определяется его прочностью, гибкостью, удобством и устойчивостью к воздействию окружающей среды.
Термопластик, не термопластик.
Это одна из самых распространенных комбинаций овермолдинга. Основным материалом является термопластичный полимер, например поликарбонат (PC). Затем он покрывается более мягким термопластиком, например TPU. Этот композит улучшает сцепление, комфорт и ощущение поверхности, при этом прочность конструкции не снижается.
Термопластик поверх металла
В этой технике используется термопластичный материал, который отливается поверх металлической детали. Такие металлы, как сталь или алюминий, обычно покрываются пластиком, например полипропиленом (PP). Это помогает защитить металл от коррозии, снизить вибрацию и уменьшить шум во время использования.
TPE поверх эластомера.
В этой системе используется твердая пластиковая подложка из вторичного сырья, например ABS, с добавлением гибкого эластомера сверху. Обычно она применяется в изделиях, требующих долговечности и гибкости, таких как ручки инструментов и медицинское оборудование.
Силикон поверх пластика
Силикон также отливается поверх пластиковых материалов, таких как поликарбонат. Это обеспечивает высокий уровень водонепроницаемости, герметичность и низкие тактильные ощущения. Он широко применяется в медицинских и электронных устройствах.
TPE над TPE
Также возможно переформовка различных марок термопластичных эластомеров. Это позволяет производителям выпускать изделия с различными текстурами, цветами или функциональными областями в рамках одной детали.
Является ли овермолдинг правильным выбором?
Когда от вашего изделия требуется прочность, комфорт и долговечность одновременно, овермолдинг это правильное решение. Оно особенно подходит для компонентов, которым требуется мягкая ручка, ударопрочность или дополнительная защита без дополнительных процессов сборки. Овермолдинг можно использовать для изделий, к которым часто прикасаются, например, для инструментов, медицинского оборудования или даже электронных корпусов.
Тем не менее, овермолдинг применим не ко всем проектам. Обычно оно связано с увеличением расходов на оснастку и сложным дизайном формы по сравнению с формованием из одного материала. Если объемы производства невелики или дизайн изделия прост, то традиционные процессы формовки могут оказаться менее затратными.
Оценка совместимости материалов, объема производства, требований к функциональности и бюджета на начальном этапе проектирования поможет принять решение о том, является ли овермолдинг наиболее эффективным решением для вашего проекта.
Примеры овермолдинга в реальной жизни
Зубные щетки
Рукоятка из жесткого пластика. Рукоятка из мягкой резины. Это облегчает задачу по очистке зубов.
Чехлы для телефонов
Устройство покрыто твердым пластиком. Удар при падении поглощается мягкими резиновыми краями.
Электроинструменты
На рукоятки нанесено резиновое покрытие для минимизации вибрации и повышения безопасности.
Интерьеры автомобилей
Ручки и кнопки управления обычно мягкие на ощупь, что повышает удобство использования.
Следующие примеры демонстрируют повышение удобства использования, безопасности и дизайна овермолдинга.
Sincere Tech - ваш Hi-Fi партнер в любом виде литья
Sincere Tech - надежный производственный партнер, который занимается всеми видами литья, такими как литье пластмасс под давлением и овермолдинг. Мы помогаем клиентам от проектирования до серийного производства продукции с точностью и эффективностью. Благодаря высоким технологиям и грамотному проектированию мы обеспечиваем высококачественные детали для автомобильного, медицинского, электронного и потребительского рынков. Посетите сайт Plas.co, чтобы узнать, на что мы способны и что предлагаем.
Заключение
Овермолдинг - гибкая и полезная технология производства. Это процесс, который предполагает сочетание двух или более материалов, чтобы сделать изделия более прочными, безопасными и удобными. Он широко применяется в электронике, медицинских приборах, автомобильных компонентах, бытовой технике и промышленных инструментах.
Это достигается тщательным выбором материала, точной формой пресс-форм, а также контролем температуры и давления. Овермолдинг имеет значительные преимущества, хотя и сталкивается с некоторыми проблемами, такими как повышение стоимости и увеличение времени производства.
Изделия, изготовленные методом литья по технологии overmold, более долговечны, эргономичны, привлекательны на вид и функциональны. Одной из областей, где овермолдинг стал неотъемлемым компонентом современного производства, являются как повседневные товары, такие как зубные щетки и чехлы для телефонов, так и более серьезные изделия, например медицинское оборудование и автомобильные интерьеры.
Зная об овермолдинге, мы можем почувствовать благодарность за то, что благодаря простым решениям в конструкции он помогает сделать изделия более удобными в использовании и долговечными. Такой маленький, но значимый процесс повышает качество и функциональность товаров, которые мы используем в повседневной жизни.
https://plas.co/wp-content/uploads/2026/01/4-1.jpg10801920Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-01-28 18:08:442026-01-29 20:38:46Что такое овермолдинг? Все, что вам нужно знать
Формование вставки - актуальная технология в современном производстве. Она используется для крепления металлических или других элементов к пластику. Процесс позволяет получить единый, прочный и крепкий компонент. В качестве альтернативы поэтапному методу сборки деталей после их формовки, метод формовки со вставками позволяет соединить их. Это позволяет сэкономить труд, время и повысить качество изделия.
Китай - мамонт в области формовки вкладышей. Он обеспечивает экономически эффективное производство. В стране созданы высококлассные заводы и квалифицированная рабочая сила. Китай - производитель универсальных материалов. Он занимает лидирующие позиции в мировом производстве.
В этой статье мы рассмотрим формование вставками, его процесс, типы вставок, материалы, конструкцию, доступные руководства, его использование, преимущества и сравнение с процессами формования в современном производстве.
Что такое вставное формование?
Формование со вставкой - это процесс литья пластмассы. Собранная деталь, обычно металлическая, помещается в пресс-форму. На следующем этапе вокруг нее впрыскивается расплавленный пластик. Когда пластик становится твердым, пластиковая вставка превращается в компонент конечного продукта. Этот метод используется в электронной и автомобильной промышленности, а также в производстве медицинского оборудования.
Большим преимуществом литья со вставками является прочность и стабильность. Пластиковые детали с металлическими вставками более прочные с точки зрения механической прочности. Кроме того, на них можно нарезать резьбу, и они меньше изнашиваются с течением времени. Это особенно важно для тех деталей, которые должны многократно прикручиваться или привинчиваться.
Типы вставок
Вставки, используемые при формовке, имеют различные разновидности, которые применяются в зависимости от назначения.
Металлические вставки
Наиболее распространены металлические вставки. Они бывают стальными, латунными или алюминиевыми. Они используются в резьбовых отверстиях для придания конструкции или механической прочности.
Электронные вставки
Электронные компоненты, которые могут быть отлиты в форме пластика, - это датчики, разъемы или небольшие микросхемы. Это гарантирует их безопасность и сокращение процессов сборки.
Другие материалы
Некоторые вставки изготавливаются из керамики или композитов и используются для специальных целей. Они используются в тех случаях, когда требуется термостойкость или изоляция.
Выбор правильной вставки
Выбор зависит от роли детали и типа пластика. Основные из них - совместимость, прочность и долговечность.
Процесс формования вставки
Одноэтапное формование подразумевает вставку металлического или другого элемента в пластиковый инструмент. Вставка вставляется в конечный продукт. Это более прочный и быстрый процесс по сравнению с последующей сборкой деталей.
Подготовка вставки
Вставка промывается, чтобы удалить всю грязь, жир или ржавчину. Кроме того, на нее иногда наносят покрытие или шершавую поверхность, чтобы она приклеилась к пластику. Она не разрушается под воздействием горячего пластика, если его предварительно нагреть до 65-100 °C.
Размещение вставки
Вставка с большой осторожностью помещается в форму. Роботы могут вставлять его на больших заводах. Штифты или зажимы прочно удерживают ее. Правильное расположение предотвращает смещение при формовке.
Инжекция пластика
Это достигается путем впрыскивания расплавленного пластика, который окружает вставку. Диапазон температур составляет от 180 до 343°C. Давление составляет 50-150 МПа. Для обеспечения прочности давление должно держаться 5-60 секунд.
Охлаждение
Это застывание пластика. Маленьким компонентам требуется 10-15 секунд, а большим - 60 секунд и более. Каналы охлаждения предотвращают нагрев.
Извлечение детали
Форма и выталкивающие штифты выталкивают деталь. После этого можно выполнить небольшую доводку или обрезку.
Важные моменты
Расширение металла и пластика не одинаково. Предварительный нагрев и постоянный контроль температуры пресс-формы снижают напряжение. Для этого в современных машинах используются датчики, позволяющие добиться однородности результатов по давлению и температуре.
Ключевые параметры:
Параметр
Типичный промышленный диапазон
Эффект
Температура впрыска
180-343 °C
Зависит от марки пластика (выше для PC, PEEK)
Давление впрыска
50-150 МПа (≈7,250-21,750 psi)
Должна быть достаточно высокой, чтобы заполнить поверхности вставки, не вытесняя их
Время введения
2-10 s
Короче для мелких деталей; длиннее для крупных компонентов
Давление удержания
~80% давления впрыска
Наносится после заливки для уплотнения материала и уменьшения усадочных пустот
Время удержания
~5-60 s
Зависит от материала и толщины детали
Виды распространенных инъекций для придания формы
Существуют различные типы вставок, применяемых при литье под давлением, и они зависят от сферы использования. Каждый из типов вносит свой вклад в прочность и производительность конечной детали.
Резьбовые металлические вставки
Резьбовые вставки могут быть стальными, латунными или алюминиевыми. Они позволяют вкручивать и выкручивать болты несколько раз без разрушения пластика. Последние часто используются в автомобилях, бытовой технике и электронике.
Вставки для прессового монтажа
Вставки с прессовой посадкой - это вставки, которые устанавливаются в формованный компонент без дополнительного крепления. Когда пластик остывает, он удерживает вставку и стабилизирует ее очень хорошо и мощно.
Вставки с термоустановкой
Затем следует процесс термозакрепления вставок. После остывания горячая вставка в определенной степени сплавляется с окружающим пластиком, образуя очень прочное соединение. Обычно они используются в термопластах, например, в нейлоне.
Ультразвуковые вставки
При вибрации устанавливаются ультразвуковые вставки. Пластик плавится в области вокруг вставки и становится твердым, создавая плотное прилегание. Это точный и быстрый метод.
Выбор правильной вставки
Выбор правой и левой вставки зависит от типа пластика, конструкции детали и предполагаемой нагрузки. Выбор металлических вставок основывается на прочности, а специальные вставки, такие как вставки с термоусадкой и ультразвуковые вставки, оцениваются по точности и долговечности.
Правила проектирования в индустрии литья под давлением со вставками
Конструкция деталей, которые будут вставляться с помощью формования, должна быть правильно спланирована. Точная конструкция обеспечивает высокое сцепление, точность и долговечность.
Размещение вставки
Вставки вставляются туда, где они будут хорошо держаться на пластике. Они не должны располагаться очень близко к стенам или тонким краям, так как это может привести к образованию трещин или деформации.
Толщина пластика
Всегда следите за тем, чтобы стенки, окружающие вставку, были одинаковой толщины. Резкое изменение толщины может привести к неравномерному охлаждению и усадке. Толщина вставки обычно составляет 2-5 мм, что достаточно для обеспечения прочности и стабильности.
Совместимость материалов
Возьмите пластик и набейте его клейкими материалами. Примером может служить нейлон, который можно использовать со вставками из латуни или нержавеющей стали. Следует избегать смесей, которые сильно нагреваются.
Дизайн пресс-формы
Обеспечьте хорошее положение затвора и охлаждение формы. Пластик должен свободно перемещаться по вставке и не захватывать воздух. Температура стабилизируется каналами и предотвращается от деформации.
Допуски
Правильные допуски компонентов конструкции вставки. Достаточно небольшого зазора в 0,1-0,3 мм, чтобы идеально подогнать вставку без рыхлости или жесткости.
Особенности усиления
Вставка должна быть укреплена с помощью ребер, бобышек или прокладок. При их использовании эти свойства широко распределяются, что предотвращает растрескивание или смещение вставок.
Неподходящие материалы Overmold для использования в процессе литья со вставкой
Идеальный процесс - формовка со вставкой, однако пластик легко плавится и легко течет в процессе формовки. Кроме того, пластик должен быть прикреплен к вставке, чтобы создать прочную деталь. Предпочтение отдается термопластам, поскольку они обладают правильными характеристиками плавления и текучести.
Стирол Акрилонитрил Бутадиен Стирол
АБС не только имеет нужные размеры, но и легко поддается обработке. Он лучше всего подходит для бытовой электроники и других изделий, требующих высокой точности и стабильности.
Нейлон (полиамид, PA)
Нейлон прочен и гибок. Обычно его приваривают к металлическим вставкам в конструкцию товара, например, автомобильного кронштейна или строительного элемента.
Поликарбонат (PC)
Поликарбонат не только не трескается, но и прочен. Он применяется в основном при изготовлении корпусов для электроники и медицинского оборудования, а также другого оборудования, требующего долговечности.
Полиэфирэфиркетон (PEEK)
PEEK обладает конкурентными преимуществами перед тепловыми и химическими. Он может применяться в высокопроизводительных инженерных, аэрокосмических и медицинских областях.
Полипропилен (PP)
Полипропилен не вязкий и не реагирует на большое количество химических веществ. Он используется для изготовления товаров бытового и потребительского назначения, а также автомобильных деталей.
Полиэтилен (ПЭ)
Полиэтилен дешев и эластичен. В основном он используется в светотехнике, например, в упаковке или защитных футлярах.
Термопластичный полиуретан (TPU) и термопластичный эластомер (TPE)
ТПУ и ТПЭ похожи на резину, мягкие и эластичные. Они идеально подходят для формования ручек, уплотнителей или деталей, требующих поглощения ударов.
Выбор подходящего материала
Выбор материала для овермолда диктуется функциональностью детали, задачей вставки и ее функционированием. Он также должен быть хорошо текучим пластиком, склеивающим вставку, и обеспечивать необходимую прочность и гибкость.
Геометрия деталей и размещение вставок:
Эта функция применяется ко всем деталям.
Геометрия деталей и размещение вставок:
Эту функцию можно применить к любой детали.
Удержание вставки зависит от формы детали. Позиционирование вставки должно быть таким, чтобы вокруг нее было достаточно пластика. Не следует располагать страховку слишком близко к краям или узким стенкам, так как она может треснуть или погнуться.
Пластик, окружающий вставку, должен быть ровным по толщине. Резкое изменение толщины может привести к неравномерному охлаждению или сжатию. Для вставки достаточно 2-5 мм пластика с точки зрения прочности и стабильности.
Для поддержки вставки используются такие элементы конструкции, как ребра, бобышки и фермы. При их использовании они помогают рассеивать напряжение и препятствуют смещению. После правильной установки вставки можно быть уверенным, что деталь на месте и что она работает эффективно.
Техническое сравнение термопластов для литья со вставками
Процесс литья со вставкой подразумевает соединение пластика и металла в единое целое. Это делает компоненты прочными, надежными и пригодными для многократного использования.
Сокращение расходов на сборку и трудозатраты
Вставка вставляется в пластик, и дополнительная сборка не требуется. Это экономит время и труд и снижает вероятность ошибок при сборке.
Точность и надежность
Вставка плотно прилегает к формовке. Это гарантирует неизменность размеров и повышение механической прочности для увеличения надежности деталей.
Гибкость конструкции
Изготовление сложных конструкций с помощью вставного литья было бы затруднено при обычной сборке. Возможно использование металла и пластика в новом сочетании для выполнения функциональных требований.
Экономическая эффективность
Вставное формование также позволит сократить отходы материалов, а также затраты на сборку при больших объемах производства. Это повышает эффективность и общее качество продукции, поэтому в долгосрочной перспективе является экономически выгодным.
Области применения вставной формовки
Автомобильная промышленность
Автомобильная промышленность - типичное применение формовка вкладышей. Пластиковые компоненты имеют металлические вставки, которые придают компонентам, таким как кронштейны, детали двигателя и разъемы, прочность. Это снижает трудоемкость сборки и увеличивает долговечность.
Электроника
Электроника. Преимущество литья со вставкой заключается в том, что в пластиковый корпус можно поместить разъемы, датчики и микросхемы. Это гарантирует сохранность хрупких компонентов и делает процесс сборки относительно простым.
Медицинские приборы
Технология формования вкладышей широко используется в медицинской аппаратуре, требующей высокой точности и долговечности. Она применяется при производстве хирургического оборудования, диагностической аппаратуры и прочных металлопластиковых комбинаций.
Потребительские товары
Потребительские товары, такие как электроинструменты, бытовая техника и спортивное оборудование, чаще всего изготавливаются методом литья со вставками. Она усиливает и упрощает процесс сборки, а также позволяет создавать эргономичные или сложные конструкции.
Сайт формовка вкладышей также используется в тяжелой промышленности и аэрокосмической отрасли. Высокоэффективные пластмассы с металлическим наполнителем - это легкие и прочные детали, жаропрочные и износостойкие.
Используемые материалы
Действие вставного способа формовки требует соответствующих материалов для пластика и вставки. От выбора зависит мощность, стабильность и производительность.
Металлические вставки
Металлические вставки обычно используются потому, что они грубые и прочные. В основном это сталь, латунь и алюминий. В деталях, испытывающих нагрузку, можно использовать сталь, латунь не подвержена коррозии, а алюминий легкий.
Пластиковые вставки
Пластиковые вставки устойчивы к коррозии и легки. Они используются при низких нагрузках или в непроводящих деталях. Пластиковым вставкам можно придать сложную форму.
Керамические и композитные вставки.
Керамические и композитные вставки используются для получения тепло-, износо- или химической стойкости. Они обычно используются в аэрокосмической, медицинской и промышленной отраслях. Керамика устойчива к высоким температурам, а композиты отличаются жесткостью и низким тепловым расширением.
Термопластичные пресс-формы
Окружающая вставка представляет собой термопластик, как правило, пластиковый. Доступны такие варианты, как ABS, нейлон, поликарбонат, PEEK, полипропилен, полиэтилен, TPU и TPE. АБС поддается формовке и устойчив, нейлон гибок и прочен, а поликарбонат - ударопрочный материал. TPU и TPE - мягкие и резиновые материалы, которые используются в качестве уплотнителей или захватов.
Совместимость материалов
Пластик и металл должны расти в соотношении друг с другом, чтобы исключить деформацию. Пластмасса должна быть приклеена к вставке, чтобы она не разъединилась. В пластиковых вставках материал овермолда должен иметь клей, чтобы обеспечить его прочность.
Советы по выбору материала
Учитывайте нагрузку, температуру, химическое воздействие и конструкцию детали. Металлические вставки долговечны, пластиковые - легки, а керамика может выдерживать экстремальные условия. Материал для наплавки должен отвечать всем функциональным требованиям.
Анализ затрат
Вставляемый пластик позволит сэкономить деньги, которые были бы потрачены на крепление отдельных деталей. Снижение уровня сборки означает уменьшение количества рабочих и увеличение скорости производства.
Первоначальные затраты на формовку и оснастку выше. Многоместные пресс-формы с набором вставок в определенном положении стоят дороже. Однако при большом объеме производства стоимость единицы продукции ниже.
Выбор материала также является фактором стоимости. Пластиковые вставки дешевле металлических. PEEK - это высокопроизводительный пластик, который стоит дороже широко используемых пластмасс, включая ABS или полипропилен.
В целом, при средних и больших объемах производства цена литья со вставками будет минимальной. Это позволит сэкономить время сборки, улучшить качество деталей и снизить долгосрочные затраты на производство.
Проблемы с формовкой вставок
Несмотря на высокую эффективность вставного литья, у него есть и свои проблемы:
Тепловое расширение: Мы будем иметь разницу в скорости и, следовательно, деформацию в металле и пластике.
Вставка "Движение": Вставки могут смещаться уже в процессе впрыска, если они не закреплены прочно.
Совместимость материалов: Не все пластмассы могут быть совместимы со всеми металлами.
Стоимость изготовления и наладки пресс-форм для малых партий: Оснастка и настройка пресс-формы могут быть дорогими при очень малых объемах.
Эти проблемы сводятся к минимуму за счет правильного проектирования, подготовки форм и контроля процесса.
Будущее литья со вставками
Вставное литье находится на стадии развития. Для повышения эффективности используются новые материалы, усовершенствованные машины и автоматизация, а также появляются возможности 3D-печати и гибридных производственных процессов. Благодаря своей способности производить легкие, прочные и точные детали, обусловленной необходимостью деталей, формовка со вставкой станет важным производственным процессом.
Когда речь идет о помощи по Sincere Tech
В случае формовки со вставкой и литья заново мы предлагаем высококачественные, правильные и надежные решения по формовке в Sincere Tech. Наши технологии и ручная работа гарантируют, что каждая деталь будет соответствовать вашим требованиям. Мы сильны в производстве долговечных, сложных и экономичных пресс-форм для автомобилей, электроники, медицины и товаров народного потребления. Ваш производственный процесс будет легким и эффективным благодаря нашим срокам выполнения заказа и отличному обслуживанию клиентов. Вы переходите в Sincere Tech, и вместе с компанией будете работать в соответствии с точностью, качеством и вашим успехом. Доверьтесь нам, и пусть ваши замыслы воплотятся в жизнь правильно, надежно и в соответствии с отраслевыми стандартами.
Заключение
Формование вставки это гибкий и эффективный производственный процесс. Он позволяет дизайнерам использовать один мощный компонент, представляющий собой комбинацию металла и пластика. Использование литья со вставками в промышленности на протяжении многих лет обусловлено его преимуществами, среди которых мощность, точность и низкая стоимость. Но оно становится все более уверенным с развитием материалов и автоматизации. Решение о производстве методом литья со вставками - это экономия времени, снижение затрат и высококачественная продукция в контексте современного производства.
https://plas.co/wp-content/uploads/2026/01/2-1.jpg10801920Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-01-25 21:20:252026-01-25 21:20:28Что такое формование со вставками? Процесс, применение и преимущества
Рост производства привел к тому, что литье металла под давлением стало одной из самых влиятельных технологий. Процессы модернизации в промышленности, такие как процесс литья под давлением MIM, в настоящее время зависят от этого процесса, в то время как глобальная эффективность растет за счет использования китайских решений для литья металла под давлением. Эти инструменты, такие как системы литья металла под давлением, очень эффективны в создании точного дизайна, а новые методы производства, такие как литье металла под давлением, позволяют производить мощные, сложные и надежные металлические компоненты. Самое главное, что изобретение технологии литья металлов под давлением изменило промышленный потенциал настолько, что сегодня компании достигли новых эталонов эффективности и качества.
Что такое литье металлов под давлением?
Литье металлов под давлением (MIM), также известный как литье металлов под давлением, - это инновационный процесс производства, сочетающий точность литья пластмасс под давлением с прочностью и стабильностью металлов. Он позволяет изготавливать сложные, небольшие и очень точные металлические детали, которые в противном случае было бы сложно или нерентабельно изготавливать с помощью обычных процессов механической обработки.
Эта технология стала основой современного производства, особенно в таких отраслях, как аэрокосмическая, автомобильная, медицинское оборудование, электроника и оборонная промышленность. Литье под давлением MIM позволяет производителям формировать сложные формы, минимизировать отходы материалов и обеспечивать высокое качество конечного результата.
Основные характеристики литья металлов под давлением
Комплексная геометрия: Возможность изготовления деталей таких форм, которые невозможно получить с помощью обычной обработки.
Высокая точность: Соблюдает строгие стандарты работы с ключевыми сотрудниками.
Эффективность материала: По сравнению с традиционной металлообработкой количество лома и отходов сведено к минимуму.
Масштабируемость: Он может поддерживать как мелкосерийное прототипирование, так и крупносерийное производство.
Экономичность: Сокращение трудозатрат и вторичных процессов, а также производство деталей, которые служат долго.
Китайское литье металлов под давлением на подъеме
Китайское литье металлов под давлением в последние годы является одним из мировых лидеров по производству прецизионных металлических деталей. Благодаря передовым технологиям, квалифицированным инженерам и конкурентоспособным производственным мощностям китайские производители стали привлекательными для предприятий по всему миру, которым требуются недорогие, но качественные металлические детали.
Появление в Китае литья металлов под давлением - это показатель технологического прорыва и долгосрочных инвестиций в существующие производственные мощности. Китай инвестировал в свои возможности в области литья под давлением MIM, и в сочетании с масштабируемым производством смог укрепить свое доминирующее положение в автомобильной, аэрокосмической, электронной, медицинской и оборонной промышленности.
Важные факторы, способствующие развитию китайского литья металлов под давлением
Передовые технологии
Сайт Китайские производители Мы используем лучшее оборудование и автоматизированные производственные линии, благодаря чему обеспечивается точность и согласованность всех выпускаемых деталей.
Квалифицированная рабочая сила
Привлечение групп инженеров и техников, обладающих многолетним опытом в области разработки литья металлов под давлением, способствует оптимизации производства и повышению уровня качества.
Конкурентоспособность затрат
Производственные затраты в Китае относительно дешевы, поэтому китайское литье металла под давлением может рассматриваться в качестве жизнеспособной альтернативы для компаний, которым необходимо сократить расходы без ущерба для качества.
Быстрая масштабируемость
Китайские предприятия способны управлять как мелкими прототипами, так и крупномасштабным производством, поэтому они являются хорошим партнером для глобальных отраслей промышленности.
Глобальные стандарты качества
Современные китайские компании, занимающиеся литьем металлов под давлением, соответствуют международным стандартам, таким как ISO и RoHS, поэтому их продукция надежна и сертифицирована.
Процесс литья металла под давлением?
Литье металла под давлением - это сложный производственный процесс, который обеспечивает гибкость литья пластмассы под давлением с мощью и долговечностью металла. Он позволяет производителям изготавливать крошечные, сложные и чрезвычайно точные металлические детали, которые трудно или дорого сделать при обычной механической обработке.
В своей самой простой форме этот процесс основан на работе с мелкими металлическими порошками, связующими веществами и специальными пресс-формами. Литье под давлением MIM позволяет инженерам с легкостью изготавливать крупносерийные детали высокой сложности, которые при этом имеют хорошие, жесткие допуски и механические характеристики.
Шаг 1: Подготовка сырья
Начальный этап - подготовка исходного сырья, которое представляет собой смесь мелкодисперсных металлических порошков и полимерного связующего. Именно связующее вещество способствует течению металлического порошка в процессе впрыска и приданию детали формы до спекания.
Ключевые моменты:
Размер и распределение металлического порошка очень важны для качества конечной детали.
Выбор связующих веществ влияет на текучесть и разрыхление.
Однородное смешивание используется для обеспечения равномерной плотности и прочности каждой детали.
Для успешного литья металла под давлением необходимо правильно подготовить исходное сырье, чтобы все детали соответствовали строгим требованиям по размерам и характеристикам.
Шаг 2: Литье под давлением
Готовое сырье впрыскивается в так называемую металлическую форму для литья под давлением, после чего определяется форма и свойства детали. Конструкция пресс-формы очень важна для обеспечения высокой точности и предотвращения дефектов.
Преимущества литья под давлением в рамках MIM:
Придает самые сложные геометрические формы с минимальной вторичной обработкой.
Обеспечивает высокую точность при работе с большими объемами продукции.
Минимизация отходов по сравнению с традиционными методами обработки.
Именно в этот момент отформованная деталь называется "зеленой", в ней есть связующее вещество, но она недостаточно плотная. С помощью литья под давлением MIM производители могут изготавливать детали со сложным дизайном и очень узкими допусками, которые при других технологиях производства были бы затруднены.
Шаг 3: Скрепление
После формовки необходимо удалить связующее, что называется дебридингом. Этого можно достичь с помощью:
Термообработка: При нагревании компонента связующее вещество испаряется.
Растворитель для связывания: Связующее вещество, растворенное в химическом растворе.
Каталитическое дебиндинг: Катализатор используется для дебридинга при низких температурах.
Эффективное обезжиривание приводит к тому, что деталь не трескается и не деформируется, что очень важно для сохранения точности в процессе литья металла под давлением.
Шаг 4: Спекание
Компонент из дебаунда спекается при повышенной температуре, которая ниже температуры плавления металла. Во время спекания:
Частицы металлов плавятся вместе, образуя массу, которая становится прочнее.
Существует незначительная усадка, и это учитывается при проектировании формы.
Получаются окончательные механические свойства, включающие твердость и прочность на разрыв.
Спекание - это изменение детали, которая раньше была слабой зеленой деталью, а теперь стала полноценной высокопрочной деталью. Данный этап необходим для обеспечения надежности и долговечности изделий, изготовленных с помощью литья металлов под давлением.
Шаг 5: Постобработка и контроль качества.
После спекания детали могут подвергаться другим технологическим процессам, например:
Обработка поверхности (полировка, покрытие или гальванизация).
Обеспечение улучшенных качеств за счет нагрева.
Проверка на соответствие требованиям проекта.
Контроль качества гарантирует, что компоненты для литья металлов под давлением соответствуют промышленным стандартам и надежны в выбранной области применения.
Характеристики отличной металлической пресс-формы для литья под давлением
Точность размеров
Качественное литье металла под давлением гарантирует точность размеров и равномерные допуски всех компонентов, произведенных методом литья металла под давлением. Точность сводит к минимуму вторичную обработку и важна для таких отраслей промышленности, как аэрокосмическая, автомобильная и медицинская.
Долговечность
Прочные пресс-формы изготавливаются из износостойких материалов, способных выдержать все циклы высокого давления и температуры. Прочные пресс-формы используются в китайском литье металлов под давлением для обеспечения эффективности производства и неизменного качества деталей.
Терморегулирование
Соответствующий термоконтроль предотвращает коробление и равномерное охлаждение в процессе литья под давлением MIM. Это обеспечивает равномерную плотность, прочность и отделку каждого компонента.
Простота обслуживания
Современные пресс-формы просты в обслуживании благодаря сменным деталям, которые минимизируют время простоя и увеличивают срок службы. Благодаря эффективному техническому обслуживанию производство литья металлов под давлением становится бесперебойным и надежным.
Сложная геометрия
Превосходные пресс-формы могут создавать сложные формы с тонкими стенками и мелкими деталями. Благодаря этому литье под давлением позволяет производить детали, которые невозможно изготовить обычными способами.
Литье металлов под давлением - мощь и инновации
Технологическая мощь
Литье металла под давлением - это высокоточный и сложный производственный и инженерный процесс, который позволяет промышленникам изготавливать небольшие, сложные и высокопрочные детали с минимальными затратами. Сила данной технологии заключается в том, что она сочетает в себе гибкость конструкции литья пластмассы под давлением с механической прочностью металла, чего ранее было невозможно достичь с помощью традиционных подходов. Компании, применяющие концепцию литья под давлением MIM, получают преимущества: ускоряются производственные циклы, сохраняется качество продукции, а при разработке изделий можно применять инновационные подходы.
Отраслевые применения
Благодаря инновационному использованию литья металла под давлением оно может применяться в самых разных отраслях промышленности: автомобильной, аэрокосмической, медицинской, бытовой электронике, а также в оборонной промышленности. Используя преимущества китайского литья металла под давлением, компании могут использовать доступность решений без ущерба для производительности, производя компоненты, которые соответствуют высоким стандартам в отрасли.
Материал для литья металлов под давлением
Металлические порошки
Мелкодисперсные металлические порошки являются основными компонентами в процессе литья металлов под давлением, которые определяют прочность, долговечность и композиционные свойства конечных изделий. В качестве порошков обычно используются нержавеющая сталь, титан, никелевые сплавы и медь. Используемый порошок определяет твердость, коррозионные и прочностные характеристики. Порошки высокого качества необходимы для того, чтобы гарантировать, что при литье под давлением MIM получаются однородные детали, обладающие высокими механическими свойствами и способные хорошо работать при выполнении сложных задач.
Переплетные материалы
Еще один важный компонент сырья для литья металлов под давлением - связующие вещества. Они представляют собой пропофол и разбухают как временный клей при введении и формовании для связывания металлических порошков. После формовки связующие удаляются с особой тщательностью в процессе дебридинга. Выбор связующего вещества будет иметь решающее значение для плавного течения процесса формования, точности размеров и безупречности конечного продукта. Удаление связующего - один из важнейших процессов эффективного производства в процессе литья металлов под давлением.
Композитные и специальные материалы
В более сложных случаях могут использоваться композитные материалы или металлокерамические смеси. Это специальные материалы, которые позволяют производителям, в том числе и тем, кто занимается литьем фарфорового металла под давлением, изготавливать детали с определенными характеристиками, такими как высокая термостойкость, малый вес или повышенная механическая прочность. При тщательном подборе и сочетании таких материалов с помощью литья металлов под давлением можно удовлетворить высокие требования таких отраслей промышленности, как аэрокосмическая, медицинская, электронная и оборонная.
Выбор материала для использования
Материалы, используемые в процессе литья металлов под давлением, оказывают непосредственное влияние на конечный результат: механическую прочность детали, отделку и термическую стабильность детали. Инженеры должны принимать во внимание такие элементы, как размер частиц, распределение частиц, совместимость со связующим и свойства спекания, чтобы максимизировать производство. Правильный выбор материалов означает, что детали, изготовленные методом литья под давлением MIM, будут не только функциональными, но и надежными и долговечными в той сфере, в которой они будут использоваться.
Потенциал будущего
Постоянное развитие материалов, разработка форм и процессов спекания гарантирует, что литье металлов под давлением является одной из самых популярных технологий приемлемой точности производства. Теперь инженеры могут создавать компоненты с улучшенными механическими свойствами, меньшим весом и более длительным сроком службы. Дальнейшее развитие концепции литья металлов под давлением открывает еще большие перспективы технологического прогресса в области промышленного дизайна, эффективности производства и эксплуатационных характеристик изделий.
Литье металла под давлением: Когда это необходимо?
В случае сложных и точных деталей
Применение литья металлов под давлением обусловлено тем, что промышленности требуются очень сложные, детализированные и миниатюрные металлические компоненты, которые неэффективно изготавливать с помощью традиционных методов механической обработки и литья. С помощью так называемого литья под давлением MIM производители могут достичь тонких деталей, тонких стенок и детальных форм, сохраняя при этом прочность и точность.
Там, где прочность и долговечность имеют большое значение
Это необходимо в тех случаях, когда от компонентов требуется устойчивость к высокому давлению, теплу и механическим нагрузкам. Изделия, изготовленные методом литья металлов под давлением, отличаются высокой прочностью, износостойкостью и надежностью, поэтому находят применение в таких отраслях промышленности, как автомобилестроение, авиастроение и оборонная промышленность.
Когда требуется большой объем производства
Литье металла под давлением рекомендуется в тех случаях, когда компаниям требуется массовое производство продукции с неизменным качеством. Литье металла под давлением в Китае применяется во многих отраслях промышленности для обеспечения эффективного производства, больших объемов и рентабельного производства без снижения точности размеров.
Когда важна экономическая эффективность
В тех случаях, когда необходимо минимизировать отходы материалов, трудозатраты и вторичную обработку, выбор делается в пользу литья под давлением. Оно отличается высокой эффективностью производства и в то же время высоким качеством, а значит, является одним из самых экономичных производственных решений.
Какие материалы допустимы при литье металлов под давлением?
Литье металлов под давлением отдает предпочтение высокоэффективным материалам. Наиболее распространенными из них являются нержавеющая сталь, инструментальная сталь, титан, никелевые сплавы, медь и магнитные сплавы. Все материалы выбираются в зависимости от необходимых свойств, которыми могут быть прочность, твердость, устойчивость к коррозии, теплостойкость и долговечность. Это позволило создать гибкую технологию MIM для удовлетворения интенсивного спроса в автомобильной, медицинской, аэрокосмической промышленности, электронике и промышленном машиностроении.
Нержавеющая сталь
Наиболее распространенным материалом, используемым при литье металлов под давлением, является нержавеющая сталь. Она обладает высокой устойчивостью к коррозии, прочностью и долговечностью, поэтому может использоваться в медицинском оборудовании, оборудовании для пищевой промышленности, автомобильных деталях и потребительских товарах. Такие марки, как 316L и 17-4PH, популярны благодаря своим превосходным механическим качествам и надежности.
Инструментальная сталь
Инструментальную сталь выбирают, когда от деталей требуется высокая твердость, износостойкость и прочность. Она находит применение в режущих инструментах, компонентах промышленных машин, зубчатых передачах и конструктивных элементах, подвергающихся высоким нагрузкам/абразивному износу. Инструментальная сталь гарантирует длительный срок службы и высокую стабильность размеров в стрессовых ситуациях.
Титан
Титан - очень ценный металл для литья под давлением, обладающий легкостью и высокой прочностью. Он также обладает очень хорошей коррозионной стойкостью и биосовместимостью, что делает его идеальным материалом для использования в аэрокосмических компонентах, высокопроизводительных инженерных деталях и медицинских имплантатах, таких как ортопедические и стоматологические устройства.
Никелевые сплавы
Никелевые сплавы применяются в тех случаях, когда деталь должна быть устойчива к высоким температурам, коррозии и тяжелым условиям эксплуатации. Они обеспечивают превосходную термическую стабильность, устойчивость к окислению, что делает их идеальными для аэрокосмических компонентов, оборудования для химической обработки и высокотемпературных механических узлов.
Медь
При литье металлов под давлением используется медь, обладающая высокими показателями электро- и теплопроводности. Она обычно используется в электронных деталях, теплоотводящих элементах, разъемах и электротехническом оборудовании. Медь также является хорошим коррозионностойким материалом, и она оптимальна, когда требуется точная электротехника.
Магнитные сплавы
Для изготовления компонентов с высокими магнитными свойствами используются магнитные сплавы, такие как магнитомягкие нержавеющие стали и сплавы, в состав которых входит железо. Они находят широкое применение в датчиках, двигателях, электронных устройствах, автомобильных системах и в прецизионном электрооборудовании. Они обеспечивают высокий уровень магнитных характеристик и механической прочности.
Применение литья металлов под давлением
Автомобильная промышленность
Литье металла под давлением также является важным процессом в автомобильной промышленности, поскольку с его помощью изготавливаются высокопрочные и точные детали, такие как шестерни, кронштейны, детали двигателя и элементы системы безопасности. С помощью литья под давлением MIM производители могут создавать сложные формы, которые экономически нецелесообразно обрабатывать обычным способом. Возможности китайского литья металлов под давлением также необходимы многим компаниям, чтобы выпускать продукцию в больших количествах и не жертвовать при этом качеством.
Медицина и здравоохранение
Медицинская промышленность получила значительные преимущества от использования литья металлов под давлением, поскольку оно позволяет изготавливать небольшие, точные и биосовместимые детали. Литье металлов под давлением используется для производства хирургических инструментов, ортодонтических скоб, ортопедических имплантатов и корпусов приборов. Некоторые из материалов, поддерживаемых этим процессом, включают нержавеющую сталь и титан, что делает его очень прочным и эффективным в медицине, где он крайне необходим.
Аэрокосмическая и оборонная промышленность
Надежность и производительность имеют решающее значение в аэрокосмической и оборонной промышленности. Легкие, но высокопрочные компоненты, такие как детали турбин, структурная арматура, компоненты оружия и прецизионные соединители, обычно производятся методом литья металла под давлением. Использование литья под давлением MIM позволяет добиться высокой точности размеров, прочности и стабильности, что очень важно в условиях повышенного риска.
Бытовая электроника
Литье металла под давлением применяется в электронной промышленности для производства очень мелких и детализированных деталей, таких как разъемы, петли, компоненты телефонов и аппаратные компоненты. Точность литья под давлением MIM и эффективность китайского литья металла под давлением благоприятствуют массовому производству высокопрочных, гладких и легких электронных деталей.
Строительство промышленных машин и инструментов.
Промышленное оборудование и инженерные инструменты также полагаются на использование литья металлов под давлением в производстве прочных и износостойких компонентов. Части режущих инструментов, замков, крепежа и механических узлов обычно производятся с помощью литья металла под давлением. Это позволяет промышленным изделиям работать, выдерживать и сохранять эффективность использования даже в суровых условиях.
Промышленные преимущества литья металлов под давлением
Эффективность затрат
Литье металла под давлением очень дешево. Производители могут изготавливать сложные детали, используя минимум отходов (при литье под давлением MIM) и низкие трудозатраты. Компании, которые зависят от китайского литья металла под давлением, могут получать качественные компоненты по низкой цене.
Точность и сложность
Этот процесс позволяет изготавливать сложные, высокоточные детали, которые трудно или невозможно сделать традиционными методами. Завершенные функции, малые допуски и новые конструкции - все это обеспечивает литье металла под давлением, которое подходит для применения в аэрокосмической, медицинской и автомобильной промышленности.
Последовательность и надежность.
В контролируемых производственных процессах существует так называемое литье металла под давлением, благодаря которому каждая деталь соответствует строгим требованиям. Использование литья под давлением MIM и китайских установок для литья металла под давлением обеспечивает регулярное и надежное производство, что сводит к минимуму ошибки и переделки.
Универсальность
Компоненты для различных отраслей промышленности, таких как медицинская техника, электроника и оборонная промышленность, могут быть изготовлены с помощью процесса литья металлов под давлением. Он отличается гибкостью, а значит, производители могут эффективно реагировать на динамичные потребности рынка.
Устойчивое развитие
Оно сводит к минимуму количество отходов материалов и энергии, потребляемых в процессе, поэтому литье металлов под давлением является экологически чистым производственным процессом. Литье под давлением MIM способствует устойчивому производству без снижения качества.
О Дун Гуане Sincere Tech
Dong Guan Sincere Tech - это китайский производитель прецизионной продукции, который занимается литьем металлов под давлением (MIM) и сложными инженерными решениями. Благодаря многолетнему опыту работы, новейшим технологиям и профессиональной команде технических специалистов, мы можем похвастаться тем, что являемся одними из лучших и надежных производителей металлического литья в Китае.
Мы предлагаем комплексные услуги, такие как литье под давлением MIM, решения для литья металла под давлением в Китае, проектирование форм для литья металла под давлением, разработка деталей на заказ и производство высокоточных компонентов для автомобильной, медицинской, аэрокосмической, электронной и промышленной отраслей. Наши современные производственные предприятия, управление качеством и приверженность инновациям гарантируют, что все, что мы производим, будет превосходить стандарты качества, долговечности и точности, как того требуют международные стандарты.
В Dong Guan Sincere Tech наш девиз - обеспечить лучшее качество по разумным ценам и предоставить отличные услуги нашим клиентам, и это делает нас надежным выбором для клиентов по всему миру. Если вам нужны лучшие услуги по литью металлов под давлением в Китае, то вы нашли лучшую компанию, на которую можно положиться.
Заключительные размышления
Литье металлов под давлением - это не техника, а революция в точном машиностроении. Мир стал более инновационным, эффективным и надежным благодаря разработкам литья под давлением MIM, точности каждой металлической формы для литья под давлением, мощности производительности литье металлов под давлением, а также технологический прорыв в области литья под давлением METAL. Дорога этой технологии продолжает развиваться, и впереди еще много интересного, что может принести больше возможностей для будущего промышленного производства.
Что такое литье металлов под давлением (MIM)?
Литье металла под давлением - это сложный процесс производства, который включает в себя использование металлического порошка и связующего материала для формирования сложных и высокопрочных металлических деталей. Он позволяет создавать детальные, точные, а также прочные детали, которые невозможно создать с помощью традиционной механической обработки.
Для каких отраслей промышленности может быть предложено литье металлов под давлением?
Литье металла под давлением нашло широкое применение в автомобильной, аэрокосмической, медицинской, электронной и оборонной промышленности, а также в промышленном оборудовании. Она идеально подходит для производства небольших, сложных и высокоточных компонентов, которые должны обладать высоким уровнем прочности и производительности.
Каковы причины, по которым для предоставления услуг MIM должен быть выбран Dong Guan Sincere Tech?
Dong Guan Sincere Tech является ведущим и наиболее авторитетным производителем литья металла под давлением в Китае. Мы разрабатываем и производим высококачественную продукцию, технологии, контроль качества, конкурентоспособные цены и профессиональную поддержку инженеров для достижения высокого качества продукции в любом проекте.
Можете ли вы обеспечить крупносерийное производство?
Да, мы производим продукцию как небольшими партиями, так и в больших масштабах. Мы располагаем современным оборудованием и высококвалифицированным персоналом, что позволяет нам обеспечивать высокий уровень последовательности и эффективности при массовом производстве и в то же время сохранять точность и надежность.
Из каких материалов производится литье металлов под давлением?
Используются самые разнообразные материалы, такие как нержавеющая сталь, титан, никелевые сплавы и специальные металлы. Чтобы гарантировать хорошие эксплуатационные характеристики изделия, каждый материал подбирается с учетом прочности, долговечности, коррозионной стойкости и особенностей использования.
https://plas.co/wp-content/uploads/2026/01/2.jpg414736Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2026-01-08 02:09:452026-01-09 02:33:33Литье металлов под давлением: руководство по новой революции в производстве
В быстро меняющемся мире здравоохранения точность, чистота и соблюдение требований выходят за пределы "гулких слов" и являются обязательным требованием. Одной из базовых технологий, позволяющих производить безопасные, эффективные и масштабируемые медицинские изделия, является литье медицинского пластика под давлением. Придавая форму шприцам и катетерам, хирургическим инструментам и диагностическим корпусам, литье пластмасс под давлением играет важную роль в развитии современной медицины, создавая ее составные части.
Стоит упомянуть о выборе надежного производителя медицинских пресс-форм для литья под давлением. Правильный поставщик гарантирует соответствие вашего изделия строгим отраслевым стандартам, его предельную точность и экономичность при крупносерийном производстве. Неудача может привести к значительным негативным последствиям, таким как отзыв продукции, нарушение нормативных требований или угроза безопасности пациента.
В этой статье представлен список из 10 лучших компании по литью медицинского пластика под давлением из разных уголков мира. Критерии отбора компаний очень строгие, начиная от сертификации, инноваций, присутствия в мире и заканчивая предыдущими результатами деятельности. Несмотря на то, что глобальный характер индустрии включает в себя игроков из многих регионов, мы ограничили выбор только двумя китайскими компаниями, одной из которых является Sincere Tech, а остальные представлены в США, Европе и Израиле.
Что такое литье медицинского пластика под давлением?
Это нишевый производственный процесс, который используется для изготовления высокоточных и качественных деталей из пластика для медицины и здравоохранения. Он подразумевает впрыск расплавленного пластика в специально обработанную форму и его охлаждение до тех пор, пока он не застынет и не примет свою окончательную форму.
Ключевые особенности:
Точность и чистота: Медицинское литье должно соответствовать жестким допускам, и во избежание загрязнения его помещают в чистые помещения.
Биосовместимые материалы: Используйте пластики медицинского класса, такие как поликарбонат, полипропилен и PEEK, которые безопасны для использования в человеческом теле или с ним.
Соответствие нормативным требованиям: Производители должны соблюдать такие стандарты, как ISO 13485, FDA и CE, чтобы гарантировать безопасность и эффективность.
Высокая производительность и воспроизводимость: Идеально подходит для изготовления больших партий однородных, стерильных деталей, таких как шприцы, наборы для внутривенного вливания, диагностические корпуса, артроскопы, хирургические инструменты и устройства для дозирования лекарств.
Критерии отбора
Следующие критерии помогли определить, какая компания лучше всех справляется с литьем под давлением в медицинских целях,
1. Сертификация ISO 13485 и соответствие нормативным требованиям
Международно признанным стандартом для систем управления качеством в индустрии медицинских изделий является ISO 13485. Кроме того, компании должны выполнять требования FDA и CE, если они собираются продавать свою продукцию.
2. Передовые технологии и возможности чистых помещений
Компании должны уметь работать в чистых помещениях (класс ISO 7 или выше) и использовать новейшие технологии литья под давлением (микролитье и многозарядное литье), чтобы соответствовать стандартам гигиены, загрязнения и т. д.
3. Медицинская направленность и опыт работы в отрасли
Надежность и компетентность в области производства медицинских компонентов имеют давнюю историю. Компании, работающие в сфере здравоохранения в течение длительного времени, также лучше понимают нормативные требования и требования к производительности.
4. Большая клиентская база в сфере здравоохранения и глобальный охват
Глобальные компании будут иметь надежную инфраструктуру контроля качества, логистики и регулирования, чтобы лучше обслуживать многонациональных производителей медицинских комплектующих.
5. Возможности НИОКР и персонализации
Они предлагают не только производство, но и инженерную поддержку, проектирование для производства (DFM), а также инновационное партнерство для быстрого и эффективного воплощения новых продуктов в жизнь.
Топ-10 компаний, занимающихся литьем медицинских пластмасс под давлением.
Это одни из мировых лидеров в индустрии литья медицинского пластика под давлением. Отобранные по строгим критериям, таким как сертификаты качества, технологический прогресс, глобальное присутствие и приверженность инновациям, эти производители пользуются доверием ведущих брендов медицинского оборудования по всему миру. Вот 10 лучших:
1. Sincere Tech (Китай)
Sincere Tech является одним из ведущих китайских производителей, занимающихся литьем медицинского пластика под давлением для глобальных клиентов. Охватывая формование в чистых помещениях, быстрое прототипирование и массовое производство, Sincere Tech является надежным источником высокоточных медицинских деталей. Они заботятся о качестве, следуя стандартам ISO 13485, используя передовую оснастку и строгие процессы проверки. Более того, OEM-производители медицинских изделий могут передать на аутсорсинг весь процесс, включая проектирование пресс-формы, изготовление и даже сборку, что делает услугу комплексной для различных компаний.
Веб-сайт: https://www.plasticmold.net/
Профиль компании:
Более 15 лет компания Sincere Tech специализируется на производстве пресс-форм и изготовлении точных пластиковых деталей в Китае. Благодаря квалификации ISO 13485 и высококачественным чистым помещениям компания предлагает важные детали для мировых OEM-производителей медицинского оборудования, стремящихся к жестким допускам. Эта компания занимается проектированием пресс-форм, изготовлением оснастки и вторичной обработкой, причем все это происходит в одном и том же месте. Поскольку они могут управлять разработкой продукции от первых шагов до массового производства, они ценны для медицинского производства.
Обслуживаемые отрасли:
Медицинские приборы, автомобильная промышленность, электроника и упаковка.
Почему стоит выбрать Sincere Tech?
Наш завод по производству прецизионных пресс-форм медицинского назначения соответствует строгому стандарту ISO 13485.
Предоставляет все услуги, начиная с дизайна, создания прототипов и заканчивая производством.
Возможность формования деталей в чистых помещениях для изготовления изделий, не загрязняющих окружающую среду.
Необходим хороший контроль качества и валидация.
Мы предлагаем конкурентоспособные цены как для малых, так и для крупных международных клиентов.
2. Филлипс - Медисайз (США)
Phillips Medisize - компания Molex и титан индустрии в области интегрированной доставки лекарств, диагностических устройств и медицинской электроники. Компания оказывает полный спектр услуг по литью медицинских изделий под давлением, имеет глобальное присутствие и большой опыт в производстве сложных узлов. Они располагают современными чистыми помещениями, где предоставляются услуги по проектированию и созданию прототипов, а также автоматизированные услуги крупносерийного производства, если вам это необходимо. Компания является ведущим новатором в области решений для подключения цифрового здравоохранения и передового отслеживания продукции.
Профиль компании:
Компания Phillips-Medisize, являющаяся подразделением Molex, специализируется на производстве устройств для доставки лекарств, диагностики и подключенного здравоохранения по всему миру. Компания представлена на международном уровне в США, Европе и Азии и располагает чистыми помещениями от класса ISO 7 до класса 8. Они предоставляют услуги на каждом этапе, заботясь о проектировании, разработке, тестировании и полном производстве. Среди их клиентов - ведущие мировые фармацевтические компании и компании, производящие медицинское оборудование.
Обслуживаемые отрасли:
Доставка лекарств, диагностика и медицинская электроника.
Почему стоит выбрать Phillips-Medisize?
Международная эксплуатация, усовершенствованная за счет автоматизации и поддержания чистоты в помещениях.
Знания о подключенном здоровье и использовании цифровых технологий.
История успешного сотрудничества с ведущими компаниями в области медицинских технологий.
Все наши предприятия по всему миру соответствуют стандартам ISO 13485 и FDA.
Имеет опыт работы с крупными производственными проектами.
3. Tessy Plastics (США)
Компания Tessy Plastics уже несколько десятилетий занимается высокоточным литьем пластмасс под давлением в медицинском секторе и известна своей сертификацией по стандарту ISO 13485. У них есть вся продукция собственного производства, начиная от оснастки и заканчивая автоматизацией и валидацией. Полностью ориентируясь на медицинскую сферу, они производят широкий спектр хирургических, диагностических и носимых медицинских устройств, тесно сотрудничая с клиентами и партнерами, чтобы гарантировать высокую надежность, простоту масштабирования и соответствие мировым нормам. Они также обладают возможностями для микроформовки и вставки пресс-форм для тонких компонентов.
Профиль компании:
С 1976 года компания Tessy Plastics работает в Нью-Йорке, США, как семейный бизнес в области прецизионного литья под давлением. Медицинское направление компании Bosch включает в себя хирургические, диагностические и носимые устройства, изготовленные в соответствии с высокими стандартами качества. В своей работе Tessy сочетает автоматизацию, передовую оснастку и сборочные процессы. Инженерный персонал компании сотрудничает с клиентами, решая проблемы проектирования, регулирования и быстрого запуска.
Обслуживаемые отрасли:
Медицина, электроника и потребительские товары.
Почему стоит выбрать Тесси?
Все этапы, от разработки до продажи, находятся в ведении одного человека.
Основными направлениями деятельности компании являются микроформование и формование вставками.
Более 40 лет производства медицинских изделий.
Компания располагает чистыми помещениями ISO класса 7.
Компания сертифицирована по стандарту ISO 13485 и стремится соответствовать всем требованиям, предъявляемым к медицинским изделиям.
4. Герресхаймер (Германия)
Компания Gerresheimer - мировой лидер в области производства медицинской и фармацевтической упаковки с важным подразделением по литью пластмасс под давлением, способным производить системы доставки лекарств, диагностические приборы под давлением и предварительно заполненные шприцы. Компания имеет несколько производственных помещений с чистыми помещениями и работает в соответствии с самыми высокими нормативными стандартами. Благодаря вертикальной интеграции проектирования продукции, изготовления пресс-форм и, наконец, окончательной сборки, компания является предпочтительным партнером фармацевтических компаний по всему миру.
Профиль компании:
Компании, производящие медицинскую и фармацевтическую упаковку, широко признают компанию Gerresheimer и ее многолетний опыт литья под давлением. Глобальные операции компании включают более 30 предприятий, предоставляющих клиентам продукцию от инсулиновых шприцов до ингаляторов и диагностических наборов. Компания сильна тем, что охватывает весь спектр услуг, от проектирования до создания конечной упаковки. Благодаря развитой инфраструктуре компания может производить крупные медицинские изделия, соответствующие многим нормативным требованиям.
Объекты, сертифицированные для работы в чистых помещениях, находятся в разных странах мира.
Новые разработки в области упаковки и устройств.
Многие ведущие фармацевтические организации доверяют нам.
Соблюдение всех медицинских норм ЕС и США.
5. Nypro Healthcare (Jabil - США)
Компания Nypro Healthcare, входящая в состав Jabil, предлагает решения по литью медицинских пластмасс под давлением в больших объемах для рынков с высокой степенью сложности и жесткими требованиями. Благодаря возможностям автоматизации и инженерной поддержке компания Nypro располагает производственными мощностями по всему миру. Они сосредоточены на сложных медицинских приложениях, таких как инъекционная доставка лекарств, диагностические системы и минимально инвазивные хирургические инструменты. Nypro работает с клиентами по партнерской модели, обеспечивая НИОКР, создание прототипов и производство.
Профиль компании:
Компания Nypro, входящая в состав Jabil Healthcare, предоставляет комплексные услуги CDMO и литья под давлением для медицинских изделий. В пяти регионах мира Nypro обеспечивает крупносерийное производство для хирургии, диагностики и доставки лекарств. Благодаря их навыкам автоматизации, соблюдения нормативных требований и уменьшения размеров изделий, клиенты могут обойти конкурентов. Они также работают над проектированием на начальном этапе, подбирают важные материалы и создают прототипы.
Обслуживаемые отрасли:
Доставка лекарств, диагностика и хирургические системы.
Почему стоит выбрать Nypro?
Производственные мощности в нескольких странах с возможностью расширения производства.
Детальное знание правил на регулируемых рынках.
Более совершенная автоматизация и сборка дают автопроизводителям преимущества.
Командная работа на ранних этапах НИОКР и проектирования.
Ведущий поставщик в области производства медицинских изделий повышенной опасности.
6. Röchling Medical (Германия)
Компания Röchling Medical, входящая в группу Röchling Group, предлагает комплексные решения для литья под давлением для клиентов, работающих в фармацевтической, диагностической и медицинской промышленности. Они представлены в Европе, США и Китае. Компетенция Röchling включает в себя проектирование и соблюдение нормативных требований, литье в чистых помещениях. Их портфолио включает в себя все: от компонентов для лабораторий на чипах до корпусов для хирургических приборов, изготовленных по индивидуальному заказу, часто в полностью проверенных условиях класса 7.
Профиль компании:
Компания Röchling Medical входит в группу Röchling Group, помогая фармацевтическим, диагностическим и медицинским предприятиям по всему миру. Формование в чистых помещениях, лабораториях на кристалле и корпусах устройств - это области, в которых специализируется компания, производящая продукцию в Германии, США и Китае. Röchling оказывает техническую поддержку, выполняет регуляторные функции и полностью поддерживает управление продукцией от начала и до конца. Производственные системы на этих предприятиях поддерживают как ограниченные, так и крупные партии продукции.
Обслуживаемые отрасли:
Диагностические, фармацевтические и хирургические инструменты.
Почему стоит выбрать?
Фирмы работают в нескольких странах Европы, Китае и США.
Мы предлагаем широкий спектр услуг по производству в чистых помещениях.
Работа в условиях формовки классов 7 и 8.
Предоставление инженерной помощи по следующим нормативам.
Мы обладаем необходимыми навыками для разработки специальных компонентов для медицинского применения.
7. Seaway Plastics Engineering (США)
Компания Seaway Plastics, специализирующаяся на производстве малых и средних объемов продукции, является надежным партнером для медицинских OEM-производителей, которым требуется быстрое выполнение заказа и гибкая поддержка. Их услуги включают литье под давлением в чистых помещениях, изготовление инструментов и услуги по сборке. Seaway особенно известна в сегменте ортопедических и хирургических изделий. Компания также предоставляет протоколы валидации IQ/OQ/PQ, давая понять, что их продукция строго регламентирована.
Профиль компании:
Компания Seaway Plastics в основном предлагает литье под давлением для компаний, производящих медицинское оборудование, в небольших и средних объемах. В чистых помещениях класса 7 ISO можно изготавливать пресс-формы, а также проводить валидацию и сборку готовых изделий. В основном Seaway производит ортопедические и хирургические инструменты. Благодаря быстрым срокам производства к этим компаниям обращаются как за образцами, так и за мелкими проектами.
Обслуживаемые отрасли:
Ортопедия, хирургические инструменты и диагностика.
Почему стоит выбрать?
Предлагается быстрое изготовление прототипов и небольшое количество образцов.
Мы предлагаем разработку и поддержку собственных инструментов тестирования и автоматизации.
Вы можете быть уверены, что наши предприятия сертифицированы по стандарту ISO 13485 и регулируются FDA.
В чистых помещениях возможно специальное формование чувствительных компонентов.
Обеспечивает полную гибкость для заказчика.
8. МедПласт (сейчас Viant - США)
Сейчас эта компания известна как Viant и является мощным производителем медицинских изделий. Они занимаются контрактным производством, включая литье пластмасс под давлением, экструзию, сборку, упаковку и стерилизацию. Их навыки в литье выходят за рамки имплантируемых устройств, диагностических наборов и систем доставки лекарств. Упор Viant на проектирование с учетом требований технологичности (DFM) и интенсивный контроль качества делает их идеальным поставщиком для медицинских приложений с высокой степенью риска.
Профиль компании:
Компания работает под брендом Viant, предлагая различные процессы производства медицинских изделий, например, литье под давлением и стерилизацию. Их бизнес распространяется на рынки ортопедии, диагностики и одноразовых устройств. Благодаря навыкам Viant в области DFM и внутренним нормативным ресурсам, решения создаются безопасными и масштабируемыми. Более 25 предприятий Vifor Pharma расположены по всему миру, где они применяют свои ноу-хау в области регулирования.
Обслуживаемые отрасли:
Имплантируемые устройства, диагностика и хирургические системы.
Почему стоит выбрать?
Предлагает услуги по разработке дизайна для производства, формовке и стерилизации.
Подтвержденный опыт оказания помощи при трудноизлечимых заболеваниях.
Создано для мира, произведено для мира.
Вы можете изменить свой заказ при необходимости, а все товары проходят контроль качества.
Все наши предприятия сертифицированы по стандартам ISO 13485 и FDA.
9. Технопласт (Израиль)
Компания Technoplast, расположенная в Израиле, является развивающимся игроком в сфере прецизионного медицинского литья пластмасс. Среди предлагаемых компанией продуктов - проектирование изделий, быстрое создание прототипов и серийное производство с большим акцентом на индивидуальные медицинские компоненты. Среди клиентов компании - многонациональные производители медицинского оборудования. Компания известна своей скоростью выхода на рынок, поскольку ее деятельность очень динамична, а также наличием сильного отдела исследований и разработок. Компания "Технопласт" представлена исключительно сильными направлениями (кардиология, диагностика, одноразовые устройства).
Профиль компании:
Technoplast - израильская компания, которая поставляет передовые пластиковые формы для использования в медицинских устройствах. Компания оказывает помощь в проектировании изделий, создании прототипов, изготовлении пресс-форм и крупномасштабном производстве. Компания Technoplast известна своей гибкостью, эффективными исследованиями и разработками, а также опытом производства продукции для кардиологии, диагностики и одноразовых расходных материалов. Быстрая доставка и низкие производственные затраты - главные приоритеты компании.
Обслуживаемые отрасли:
Кардиология, диагностика и одноразовые устройства.
Почему стоит выбрать "Технопласт"?
Повышение производительности за счет гибкости действий и быстрого создания прототипов.
Высокоточное изготовление пресс-форм для детальных медицинских деталей.
Проведение инновационных исследований и разработок для использования в медицине.
Высокие темпы вывода продукции на рынок.
Сертификат ISO 13485 сочетается с продукцией, соответствующей стандартам CE и FDA.
10. TK Mold (Китай)
Вторая и последняя китайская компания из этого списка, TK Mold, известна высокоточной оснасткой и услугами литья под давлением. Они занимаются изготовлением пресс-форм и компонентов медицинского назначения, экспортируя продукцию в Северную Америку, Европу и на другие азиатские рынки. Их сильными сторонами являются инженерный дизайн и способность воплощать эти идеи в жизнь как путем изготовления пресс-форм, так и при производстве малых и средних объемов продукции. TK Mold имеет сертифицированный документ ISO, придерживается международных медицинских стандартов. Поэтому они являются хорошей компанией для аутсорсинга производственных работ.
Профиль компании
Компания TK Mold хорошо известна в Китае благодаря высококачественным литьевым формам и деталям для медицинских приборов. Их клиенты в Северной Америке, Европе и Азии получают пресс-формы для чистых помещений класса 7. Компания TK Mold оказывает поддержку на всех этапах, начиная с разработки первоначального дизайна и заканчивая изготовлением средней партии и послепроизводственными операциями. Благодаря сертификации ISO 13485 и соответствию международным стандартам, компания заслужила доверие как офшорный партнер.
Обслуживаемые отрасли
Медицина, электроника и автомобилестроение.
Почему стоит выбрать?
Для производства используется лишь небольшое количество профессионально разработанных пресс-форм.
Особое внимание уделяется инновациям в инженерном деле.
Сертифицировано ISO и соответствует медицинским рекомендациям.
Предоставление экспертных услуг в ЕС, США и Азии.
Доступные методы работы с OEM-производителями.
Перспективы развития компаний, занимающихся литьем медицинского пластика под давлением.
С развитием индустрии здравоохранения компании, занимающиеся медицинским литьем под давлением, должны развиваться в нескольких важных аспектах. Вот что ждет нас в будущем:
1. Внедрение "умных" материалов
Компании вкладывают средства в такие материалы, как антимикробные, биоразлагаемые или биорезорбируемые полимеры, которые обеспечивают улучшенную функциональность.
Эти материалы позволяют использовать более безопасные и экологичные одноразовые медицинские изделия.
2. Расширение сферы применения микрофлюидики и миниатюризации
Все больше и больше компаний, занимающихся обработкой, вынуждены создавать сверхмалые и сложные детали для лабораторий-на-чипе, носимых датчиков и диагностических устройств.
Для сохранения конкурентоспособности потребуется способность к микроформовке.
3. Интеграция автоматизации и индустрии 4.0
Однако усовершенствованная автоматизация и анализ данных в режиме реального времени позволят компаниям повысить эффективность процессов, прослеживаемость и контроль качества.
Умные фабрики с подключенными системами сведут к минимуму человеческий фактор, а производительность труда повысится.
4. Персонализация и производство по требованию
Растет спрос на персонализированные медицинские изделия, поэтому компании переходят на гибкий режим серийного производства.
Быстрое прототипирование и аддитивное производство могут улучшить традиционные процессы формовки.
5. Устойчивое развитие и соблюдение экологических норм
Мировые постановления заставляют компании перерабатывать, сокращать количество отходов и энергопотребление, а также уменьшать использование неперерабатываемых пластиков.
Производители принимают "зеленые" инициативы и практики циркулярной экономики.
6. Усиление контроля со стороны регулирующих органов
С появлением новых и инновационных материалов и технологий компании могут ожидать более строгих протоколов проверки, отслеживания и соблюдения требований.
Ради сохранения доступа к рынку придется инвестировать в экспертизу бюрократии.
7. Стратегическое партнерство с компаниями, работающими в сфере медицинских технологий
Компании налаживают более тесное сотрудничество с производителями медицинских комплектующих, чтобы совместно разрабатывать инновационные решения, чувствительные к интеллектуальной собственности.
Привлечение к проектированию на ранних стадиях станет конкурентным преимуществом.
Заключение
Важно выбрать лучшего производителя медицинского пластика для литья под давлением, чтобы гарантировать, что ваше медицинское устройство будет успешным с точки зрения безопасности, масштабного производства и соблюдения всех требований. В этом списке представлены элитные мировые компании, которые не только следуют техническим и нормативным требованиям медицинской промышленности, но и предлагают инновационные и ориентированные на клиента решения.
Начиная с мировых гигантов, таких как Phillips-Medisize и Gerresheimer, и заканчивая нишевыми компаниями, такими как Sincere Tech и Technoplast, каждый из них обладает определенным опытом и возможностями в области здравоохранения. Независимо от того, разрабатываете ли вы новый диагностический инструмент или расширяете производство уже имеющегося оборудования, сотрудничество с одним из этих надежных поставщиков медицинского литья под давлением выведет вас на передовые позиции в области качества и конкурентной борьбы.
Авторитетные поставщики медицинского литья под давлением гарантируют опережение в плане качества и конкурентоспособности на рынке.
Вопросы и ответы
1. Что такое литье медицинского пластика под давлением?
Это производственный процесс, который позволяет изготавливать высокоточные пластиковые детали для медицинских целей с использованием специального оборудования и материалов в соответствии с высокими нормативными стандартами.
2. Почему сертификация ISO 13485 важна для компаний, занимающихся медицинским литьем?
Она обеспечивает соответствие компании международно принятым стандартам систем менеджмента качества в индустрии медицинских изделий, что является залогом соблюдения нормативных требований и безопасности продукции.
3. Какие материалы обычно используются в медицинском литье под давлением?
К распространенным материалам относятся поликарбонат медицинского класса, полипропилен, полиэтилен и термопластичные эластомеры, которые должны быть биосовместимыми и стерилизуемыми материалами.
4. Каков эффект чистых помещений в медицинском литье под давлением?
Чистые помещения - это свободная от загрязнений среда, которая жизненно необходима для производства стерильных/чувствительных медицинских компонентов, поскольку сводит к минимуму вероятность загрязнения твердыми частицами.
5. Могут ли небольшие фирмы соответствовать объему продукции, выпускаемой крупными производителями?
Да. Многочисленные небольшие фирмы, предоставляющие услуги по экспертизе ниш, гибкой разработке и быстрому созданию прототипов, действительно являются хорошими партнерами для специализированной или индивидуальной работы.
https://plas.co/wp-content/uploads/2025/03/injection-molding-machine.jpg412550Администраторhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАдминистратор2025-06-16 15:00:202025-06-16 15:03:07Топ-10 компаний, занимающихся литьем медицинских пластмасс под давлением
Китай является лидером в производстве, особенно в области изготовления пресс-форм. Большой спрос на высококачественные пластиковые изделия по всему миру привел к тому, что компании по всему миру обращаются к китайским производителям пресс-форм за точностью, экономичностью и инновациями. Этот пост поможет вам определить, ищете ли вы лучшего производителя пресс-форм в Китае, какие факторы следует учитывать при выборе лучшего китайского производителя пресс-форм, какие преимущества дает работа с китайским производителем пресс-форм и как выбрать китайского производителя пресс-форм для вашего бизнеса. Процесс литья под давлением очень часто используется в производстве и предполагает впрыскивание расплавленного пластика в форму для изготовления высокоточных деталей. Этот метод незаменим в таких отраслях, как автомобилестроение, электроника, медицинское оборудование и потребительские товары. В последние десятилетия Китай поднялся на мировой уровень в области производства пресс-форм и является поставщиком высококачественных пресс-форм по доступной цене.
Число китайских производителей пресс-форм выросло настолько, что это повлияло на мировой рынок, предлагая недорогие и инновационные решения. Одна из причин, основанная на поддержке правительством производственной инфраструктуры в Китае, - доминирование литья под давлением. Китайское производство литьевых форм включает в себя тысячи тысяч небольших фабрик и крупных высокотехнологичных заводов. Для создания пресс-форм с высокой точностью и быстротой на этих предприятиях используются передовые технологии обработки с ЧПУ, EDM (Electrical Discharge Machining) и автоматизированные процессы. Китайская индустрия производства пресс-форм развивается и поддерживается постоянными инвестициями в технологии и квалифицированную рабочую силу, чтобы соответствовать международным стандартам качества. Предприятиям, которым необходимо, чтобы их пресс-формы были высококачественными, долговечными и экономически эффективными, необходимо искать лучшего производителя пресс-форм в Китае. Надежный производитель пресс-форм гарантирует хороший дизайн, выбор высококачественных материалов и тщательный контроль качества. В Китае есть компании, специализирующиеся на изготовлении пресс-форм, чтобы удовлетворить спецификации клиентов и обеспечить большую гибкость и различия в производстве.
В этом посте речь пойдет о литьё под давлениемПроизводство пресс-форм, обработка с ЧПУ, литье под давлением, обработка поверхностей, контроль качества, разработка прототипов, изготовление нестандартной оснастки, выбор полостей в пресс-формах и материалов".
Рост и развитие китайской промышленности по производству пресс-форм
В последние годы индустрия производства пресс-форм в Китае развивается очень быстро. Китай стал мировым лидером в производстве пресс-форм. Поскольку производство пресс-форм для литья пластмасс под давлением все больше перемещается из развитых стран в Китай, эта страна превратилась в крупный город по производству пресс-форм, предлагая многое производителям по всему миру.
Китайские производители пресс-форм для литья под давлением работают в очень богатой среде, так как Китай имеет огромную и диверсифицированную обрабатывающую промышленность. В современном мире производства пластиковые формы являются важным фактором в производственных операциях, и качество этих пластиковых форм в значительной степени определяет эффективность и точность всех производственных процессов.
Подъем китайской промышленности литьевых форм
Китайская промышленность по изготовлению пресс-форм для пластмасс играет важную роль в производстве Китая. Носитель технологии изготовления пресс-форм также представляет собой развитие производственного потенциала страны. За последние 10 лет китайская индустрия пресс-форм для литья пластмасс под давлением быстро развивалась.
С 2003 по 2013 год темпы роста отрасли стабильно превышали 19 процентов в год. Китайские производители пресс-форм для литья под давлением в Китае продемонстрировали значительное улучшение производственных мощностей, доходов и показателей рентабельности по сравнению с прошлыми годами.
По последним статистическим данным, в Китае действует более 1500 средних и крупных компаний по производству пресс-форм для пластмасс. За прошедшие годы их совокупный годовой доход превысил 160 миллиардов юаней и вырос более чем на 27%. Общая прибыль выросла почти на 14 процентов и превысила 10 миллиардов юаней. Тем временем отечественные технологии производства пресс-форм развиваются, местные производители становятся все более конкурентоспособными на мировом рынке.
Технологические достижения и положение на рынке
Лучший производитель пресс-форм в китайской промышленности добился большого прогресса в технической и производственной эффективности. Китайские компании используют передовые технологии производства, что позволяет им повысить точность изделий, их долговечность, а также общее качество продукции.
Несмотря на прогресс, индустрия литья под давлением в Китае достигла довольно высокого уровня развития, но такие страны, как США и Япония, по-прежнему лидируют на рынке высокоточных литьевых форм. Но по мере развития Китая разрыв между отечественными и зарубежными конкурентами начинает сокращаться.
Положение китайских производителей пресс-форм для литья под давлением на мировом рынке зависит от того, смогут ли они интегрировать передовые технологии. Поскольку автоматизация, проектирование на основе искусственного интеллекта и точное машиностроение находятся на подъеме, китайские производители находятся в идеальном положении, чтобы задействовать своих игроков в этих тенденциях и добиться большего прогресса.
Основные производственные центры в Китае
В географическом плане китайская индустрия производства пресс-форм в основном сосредоточена в двух основных областях:
Дельта реки Янцзы является основным центром производства и продажи пресс-форм, где расположены одни из самых крупных и сложных производственных предприятий во всем мире.
Еще одним важным центром производства литьевых форм, как на внутреннем, так и на международном рынках, является дельта Жемчужной реки.
Большая часть китайского производства пресс-форм для литья пластмасс под давлением поставляется на такие рынки, как автомобилестроение, электроника, медицинское оборудование и потребительские товары.
В китайскую индустрию производства пресс-форм также пришли иностранные инвестиции. Почти 50 процентов общего дохода и прибыли отрасли приходится на предприятия, финансируемые инвесторами из Гонконга, Макао и других международных рынков. Иностранное участие помогло внедрить новые технологии, различные стандарты качества и повысить репутацию Китая как лучшего места для производства пресс-форм.
Производство пресс-форм для литья под давлением в Китае
Литье под давлением - очень популярный производственный процесс, используемый для создания пластиковых компонентов, при котором расплавленный материал впрыскивается в форму. Это необходимый процесс, используемый в автомобильной промышленности, электронике, медицине и производстве потребительских товаров, среди прочих. К счастью, правильный выбор производителя пресс-форм для литья под давлением в Китае может сыграть свою роль в повышении качества продукции, а также экономичности.
Преимущества литья под давлением в Китае
Передовая обработка на станках с ЧПУ, электроэрозионная обработка (EDM) и т. д. Китайские производители пресс-форм используют высокоточное оборудование для изготовления пресс-форм с превосходной точностью и прочностью.
Глобальный спрос на продукцию - Благодаря глобальному спросу многие производители могут предложить машины, позволяющие сократить сроки выполнения заказов и быстрее выпускать продукцию.
Дизайн пресс-формы - изготовитель пресс-формы устанавливает и чинит ее, поэтому китайские производители пресс-форм предлагают лучшие решения, когда им предоставляются уникальные спецификации дизайна, особенно в простых и сложных конструкциях пресс-форм.
Многие китайские производители внедряют экологически чистую практику, сокращая количество отходов и энергопотребление, используя переработанные материалы и оптимизируя эффективность производства.
Лучшие производители пресс-форм в Китае предлагают высококачественные пресс-формы по гораздо более доступным ценам, чем в западных странах, благодаря низкой стоимости рабочей силы и материалов.
Китайская промышленность, Производители пластиковых форм в Китае имеют как мелкомасштабные, так и крупномасштабные производственные возможности, которые подходят для любого бизнеса, нуждающегося в пластиковых формах.
Выбор опытного производителя пресс-форм для литья под давлением в Китае помогает предприятиям воспользоваться преимуществами передовых технологий, стабильных производственных процессов и снижения затрат при сохранении высокого качества продукции.
Процесс литья под давлением
Современное производство зависит от изготовления литьевых форм для производства множества пластиковых деталей высокого качества. Изготовитель пресс-формы создает инструмент, разрабатывая дизайн формы, а затем перерабатывая ее в форму, пригодную для испытания расплавленных пластиковых изделий. Надежный китайский производитель пресс-форм для литья под давлением следует установленным этапам, чтобы производить формы, которые хорошо работают и экономят деньги.
1. Проектирование изделий и пресс-форм
На начальном этапе изготовления пресс-формы дизайнеры разрабатывают полную 3D-модель пластиковой детали для инженерных целей. Окончательный дизайн изделия определяет, как будет создана пресс-форма.
Размеры детали, материал и объем производства.
Количество полостей (однополостные или многополостные формы).
Наша система включает в себя способы эффективного охлаждения и выталкивания формованных деталей.
Оптимизация конструкции пресс-формы становится проще благодаря современным программным системам CAD и CAE. Опытные китайские компании, производящие пресс-формы для пластмасс, исследуют схемы движения пресс-формы, чтобы заранее выявить любые производственные проблемы.
2. Выбор материала пресс-формы
Выбор подходящих материалов для пресс-форм напрямую влияет на то, насколько хорошо будет работать и сохраняться ваш продукт. Опытный производитель пресс-форм для литья под давлением в Китае работает с этими стандартными материалами для пресс-форм:
Закаленная сталь лучше всего подходит для производственных линий, где создается много деталей, поскольку она сохраняет прочность при интенсивной эксплуатации.
Предварительно закаленная сталь: Проще в обработке, но подходит для средних серий.
Благодаря своим легким свойствам алюминий является экономичным решением для изготовления прототипов и мелкосерийного производства.
Процесс выбора формы зависит от производственных потребностей, типа пластика и срока службы формы.
3. Обработка с ЧПУ и электроэрозионная обработка
После утверждения дизайна пресс-формы наша производственная команда использует передовые станки для начала производства.
Система ЧПУ управляет точной резкой металлических блоков с помощью компьютерного управления для промышленного производства.
Станок EDM генерирует сложные детали с помощью электрических искр, с которыми не могут сравниться станки с ЧПУ.
Лучшие производители пресс-форм в Китае используют свой опыт, чтобы идеально обработать каждую деталь пресс-формы, что снижает вероятность появления дефектов в готовых пластиковых деталях.
4. Термообработка и отделка поверхности
Термообработка укрепляет металлические детали, делая пресс-форму более прочной и эффективной. Процесс термообработки делает детали пресс-формы более прочными и способными выдерживать производственные циклы.
После термообработки форма получает окончательную обработку поверхности.
Текстурирование: Процесс формования включает операции текстурирования, чтобы придать готовым пластиковым изделиям определенный рисунок поверхности.
5. Сборка и установка пресс-формы
Все детали пресс-формы, прошедшие механическую обработку, собираются вместе, чтобы получить готовую систему пресс-формы. Сюда входят:
Система пресс-форм содержит стержень и полости для инструментов формования пластмасс.
Отформованный продукт можно извлечь с помощью выталкивающих штифтов.
Система включает каналы, контролирующие температуру пресс-формы, и ускоряет производственные циклы.
Направляющие штифты и втулки помогают деталям пресс-формы оставаться правильно выровненными во время производства.
Для получения качественного результата при литье под давлением необходимо правильно выполнить подгонку пресс-формы. Инженеры-специалисты китайской профессиональной компании по производству пресс-форм для литья под давлением проверяют и дорабатывают каждую деталь пресс-формы до идеальной посадки.
6. Испытания и пробные запуски плесени
Перед началом серийного производства производитель пресс-формы испытывает ее с помощью первоначальных операций литья под давлением. Этот этап гарантирует, что:
Форма подтверждает свою способность работать без каких-либо проблем.
Пластиковые компоненты соответствуют требованиям к качеству по размерам, качеству поверхности и прочности материала.
Перед началом массового производства производители вносят необходимые изменения для повышения качества продукции.
Китайские компании, производящие пресс-формы для пластмасс, тестируют формы с различными пластиковыми материалами во время испытаний, чтобы проверить их производительность и эффективность производства.
7. Внесение изменений в форму и окончательное утверждение
Наша команда вносит необходимые изменения, когда тестирование обнаруживает проблемы с производительностью или работой. К ним относятся:
Система охлаждения нуждается в регулировке для лучшего отвода тепла.
Изготовитель пресс-формы регулирует положение выталкивающих штифтов, чтобы облегчить извлечение деталей.
Мы улучшаем поверхность полости, выравнивая или изменяя форму деталей пресс-формы.
После того как пресс-форма соответствует всем стандартам качества при проверке, она становится готовой к крупносерийному производству.
8. Поставка пресс-форм и начало производства
Утвержденная пресс-форма отправляется на предприятие по литью под давлением, где производственные рабочие устанавливают ее в термопластавтомат. Высококлассный китайский производитель пресс-форм предоставляет техническую помощь и рекомендации по обслуживанию, чтобы ваша пресс-форма работала долгое время.
Факторы, влияющие на стоимость литья под давлением
Стоимость пластиковых пресс-форм и деталей, изготовленных методом литья под давлением, является важным фактором, определяющим общий успех производственного проекта. Существует несколько факторов, влияющих на стоимость литья под давлением: сложность детали, размер, обработка поверхности, выбор материала, полости пресс-формы и объем производства. Это может быть изучено предприятиями, чтобы оптимизировать свои проекты и сократить расходы на привлечение профессиональных производителей пресс-форм.
Сложность конструкции
Стоимость изготовления пресс-формы напрямую зависит от сложности компонента. Более сложная оснастка, необходимый инжиниринг, дополнительная обработка в большей степени способствуют повышению цены пресс-формы. Чтобы минимизировать затраты, следует по возможности упростить дополнительные, ненужные элементы, острые углы и детали. Если некоторые элементы конструкции можно упростить, деталь может быть очень экономичной без ущерба для ее функциональности.
Размер компонента
Естественно, для крупного компонента требуется более крупная пресс-форма, на изготовление которой уходит больше сырья и времени на обработку. Общая стоимость возрастает с увеличением размера пресс-формы. В случае с деталями, изготовленными методом литья под давлением, одним из важнейших аспектов проектирования является возможность оптимизации размеров детали без ущерба для ее эксплуатационных характеристик. Сокращение ненужных объемов (в данном примере - уменьшение количества стручков ванили) может помочь снизить производственные затраты при сохранении целостности продукта.
Выбор материала
На стоимость материалов и пресс-форм сильно влияет тип пластика, который используется в процессе формовки. Такие пластики, как армированные или высокоэффективные полимеры, имеют более высокую стоимость из-за своей прочности и особых свойств. Кроме того, если используются абразивные или термостойкие пластики, то для противостояния износу требуется закаленная сталь, и, как следствие, увеличивается общая стоимость. Важно выбрать материал хорошего качества, но при этом не разориться на производительности.
Требования к чистоте поверхности
Отделка поверхности литой детали влияет на эстетику детали, а также на ее стоимость. У производителей есть возможность использовать более низкий класс отделки, SPI Finish B-3 или C, если деталь не является частью видимой части конечного продукта. Но если вы хотите получить красивую и качественную отделку, вам придется выполнить дополнительные технологические операции и понести дополнительные затраты на производственный процесс.
Количество полостей и объем производства
Следовательно, стоимость сильно зависит от конфигурации полости пресс-формы. Это означает, что пресс-форма с одной полостью дешевле в изготовлении, но стоимость одной детали выше, поскольку производство неэффективно. Однако пресс-формы с несколькими полостями или семейные пресс-формы обеспечивают более быстрое время работы и более низкую стоимость единицы продукции, но более высокую первоначальную стоимость пресс-формы.
В этом случае одногнездные пресс-формы для небольших партий продукции могут быть наиболее экономически эффективным вариантом. Несмотря на это, при крупном производстве многогнездные пресс-формы могут значительно снизить долгосрочные затраты за счет увеличения производительности и эффективности производства.
Методы оценки затрат на литье пластмасс под давлением
При планировании проекта литья под давлением зависимость от цен, предоставляемых производителями, может не дать полного представления о том, сколько на самом деле может стоить проект. Существует множество способов оценки стоимости литья пластмасс под давлением, которые помогут предприятиям принять лучшее решение. Существуют следующие методы, которые помогают организованно рассчитать расходы для различных объемов производства.
Оценка стоимости литья под давлением в небольших объемах
Оценка затрат на основе характеристик достаточно эффективна для мелкосерийного производства. Стоимость пресс-формы сильно влияет на цену этой детали, поэтому для ее изготовления в малосерийном литье под давлением часто используются методы быстрой оснастки, позволяющие быстро изготовить пресс-форму, чтобы можно было произвести небольшое количество пресс-форм.
Цены на материалы точно рассчитываются в соответствии с геометрической формой детали и требованиями дизайна. Кроме того, необходимо выбрать подходящую машину для литья под давлением из базы данных с колонкой доступных машин, которая позволит оптимизировать время цикла на основе геометрии детали, свойств материала и технических характеристик машины.
Еще один важный шаг в оценке стоимости - выбор базы пресс-формы. Для выбора наиболее эффективной конфигурации пресс-формы можно использовать стандартные размеры пресс-форм от известных поставщиков пресс-форм. Если рассчитать стоимость изготовления и стоимость материала для различных вариантов расположения полостей, можно определить наиболее экономически целесообразный вариант.
Оценка затрат на основе характеристик для массового производства
Для крупносерийного производства лучше всего подходит метод оценки стоимости по элементам. Благодаря большому количеству изделий, выпускаемых в рамках данной серии, расходы на пресс-формы распределяются на большее количество изделий, и можно использовать более прочные, высокоточные пресс-формы, хотя они и дороже на начальном этапе.
Исходя из текущих цен на сырье, составляется смета расходов на материалы в зависимости от геометрии детали. Другим фактором является выбор наиболее подходящей машины для литья под давлением, чтобы снизить затраты на производство и сократить время цикла.
Для расчета затрат на пресс-форму необходимо выбрать основание пресс-формы, используя размеры и категории стандартных пресс-форм. Сразу после этого в соответствии с геометрией детали и производственными требованиями разрабатывается необходимая конфигурация пресс-формы. Математическая оценка нескольких конфигураций полостей позволяет предприятиям определить наиболее экономически эффективную полость, сочетающую затраты на материал, производство и пресс-форму.
Оценка стоимости пластиковой формы
Стоимость изготовления самой пресс-формы также может быть определена с помощью другого метода оценки стоимости, основанного на характеристиках. Размеры детали и требуемые характеристики, такие как количество полостей, должны определять размер стандартной пресс-формы. Требования к обработке и общая цена зависят от типа пресс-формы: стандартная пресс-форма SPI или быстрое изготовление прототипов для мелкосерийного производства.
Быстрый подход к изготовлению пресс-форм позволяет производить их в более короткие сроки, что может сократить время изготовления малосерийной продукции. Но в случае массового производства высокоточные пресс-формы, изготовленные с расчетом на долговечность, впоследствии окажутся менее затратным вариантом.
Подход к оценке средних затрат
Калькулятор стоимости литья под давлением даст базовое представление о том, сколько будет стоить работа по литью под давлением без учета геометрии детали. Для этого метода поэтапного перехода от одного процесса к другому также необходимы дополнительные параметры процесса, такие как выбор материала, количество рабочих колес, количество компонентов и т. д.
База данных цен поможет определить стоимость материалов для деталей, а настраиваемые параметры, такие как время цикла, скорость работы станков и стоимость рабочей силы, позволят распределить производственные расходы. При учете затрат на пресс-формы формируется подробная сводка затрат на материалы, производство и изготовление пресс-форм, которая помогает компаниям планировать свой бюджет очень систематично.
Основные советы по поиску надежной китайской компании, занимающейся литьем под давлением
Выбор китайского производителя пресс-форм - залог хорошего качества продукции, оптимальных сроков поставки и рентабельности. Сотрудничество с надежным производителем пресс-форм для литья под давлением в Китае может повлиять на успех вашего проекта из-за сложности процесса литья под давлением. Учитывая все вышесказанное, вот шесть ключевых ориентиров, на которые вы должны обратить внимание при поиске надежного партнера-производителя.
СОВЕТ 1: Оцените качество продукта
Выбирая китайского производителя пресс-форм для литья под давлением, вы должны исходить из того, что качество продукции должно быть главным приоритетом. Вероятность того, что используемый вами материал будет высокоточным, выше, а компания приложит максимум усилий для того, чтобы ваш продукт был качественным.
Прежде чем вступать в партнерство, предпримите следующие шаги:
Чтобы ознакомиться с их опытом и структурой управления, посетите сайт компании.
Компания должна запросить сертификаты менеджмента качества, например, стандарты ISO.
Узнайте, есть ли у них подробная информация о прошлых проектах (фотографии, примеры из практики и т. д.), и попросите оценить их возможности.
Спросите его, есть ли у него опыт изготовления подобных изделий.
Авторитетные китайские производители пресс-форм всегда четко определяют свои позиции с точки зрения стандартов качества и предыдущих работ.
СОВЕТ 2: Убедитесь в стабильности производственных мощностей
Еще одним важным фактором при выборе китайского производителя пресс-форм для пластмасс является своевременная доставка. В связи с большими сроками выполнения проектов по литью под давлением очень важно убедиться, что производитель способен стабильно соблюдать сроки.
Для оценки необходимо определить производственные мощности компании.
Посмотрите, как выглядят их оборудование и машины, как указано на их сайте.
Ознакомьтесь с подробным перечнем машин и оборудования для литья под давлением.
Убедитесь, что у них достаточно производственных линий, чтобы выполнить все ваши заказы.
Однако следует учитывать, что китайский производитель пресс-форм для литья под давлением со стабильными производственными возможностями и достаточно хорошо оснащенным цехом поможет вам избежать задержек и других непредвиденных проблем.
СОВЕТ 3: Обеспечьте профессиональную техническую поддержку
Процесс литья под давлением - сложная технология, и не все дизайнеры изделий являются экспертами в области производства пресс-форм. Лучший китайский производитель пресс-форм должен помочь вам оптимизировать ваш дизайн и устранить производственные риски.
Ранние этапы на пути общения кажутся таковыми:
Предоставляет ли производитель профессиональные отзывы о возможных недостатках конструкции?
Проводят ли их инженеры технико-экономическое обоснование конструкции вашей пресс-формы?
Могут ли они внести предложения по усовершенствованию, которое повысит долговечность и/или экономическую эффективность?
Квалифицированный производитель пресс-форм для литья под давлением в Китае поможет вам оптимизировать проект, решив технические проблемы до начала изготовления пресс-формы и избежав дорогостоящего пересмотра.
СОВЕТ 4: Общение - король или королева
Работа с производителем пластиковых форм в Китае без языкового барьера может привести к недоразумениям и задержкам, поэтому очень важно обеспечить бесперебойную связь.
Ищите компанию, которая:
Здесь работают англоязычные торговые представители, с которыми можно обсудить все вопросы.
Сотрудники, владеющие несколькими языками, также обеспечивают непрерывную связь даже в тех случаях, когда ключевой контакт недоступен.
Позволяет напрямую связаться с инженером, говорящим на вашем рабочем английском языке, для обсуждения технических вопросов.
Производитель, обладающий хорошими коммуникативными навыками, будет гораздо эффективнее использовать ваше время и лучше понимать, что вам нужно, добиваясь тем самым большей эффективности.
СОВЕТ 5: Сравните цены, чтобы найти экономически выгодное решение
Однако литье под давлением может быть довольно дорогим, поэтому очень важно найти китайского производителя пресс-форм, который сможет предложить конкурентоспособные цены без ущерба для качества.
Чтобы обеспечить наилучшую сделку:
Попросите разных производителей прислать вам несколько предложений.
Сравните цены на пресс-форму, стоимость материалов и стоимость производства, а также сравните графики.
Изучите варианты снижения стоимости, включая дизайн пресс-форм, в которые помещается большее количество изделий, или скидки на оптовые закупки.
Именно с надежным производителем пресс-форм для литья под давлением в Китае вы получите прозрачное ценовое предложение, которое поможет вам найти решение, соответствующее вашему бюджету, без особых затрат.
СОВЕТ 6: Проверьте репутацию компании
Прежде чем принять окончательное решение о сотрудничестве с китайским производителем пресс-форм для пластмасс, необходимо получить представление о его репутации на рынке. Записи о работе компании с предыдущими клиентами являются показателем ее надежности и качества обслуживания.
Так можно проверить репутацию производителя:
Назовите имена старых клиентов, чтобы получить рекомендации и узнать об их опыте.
Ищите отзывы в Интернете, комментарии, отзывы, процитированные другими людьми (Testimonials), или независимые рейтинги.
Изучите, как долго компания работает в этой отрасли и с кем она сотрудничала, особенно с известными брендами.
Производитель пресс-форм для литья под давлением в Китае с положительными отзывами клиентов и большим опытом работы, скорее всего, предложит высококачественный результат и профессиональное обслуживание.
Как выбрать лучшего производителя пресс-форм в Китае?
Выбор производителя пресс-формы - непростая задача. Некоторые из факторов, о которых следует подумать, таковы:
1. Опыт и репутация в отрасли
Ищите производителей с опытом работы в этом бизнесе. Опытный китайский производитель пресс-форм имеет большой портфель успешных проектов и читает удобные отзывы клиентов.
2. Производственные возможности
Убедитесь, что выбранный вами производитель пресс-форм для пластмасс в Китае располагает развитым оборудованием и технологиями. Высокая точность сложной пресс-формы может быть обеспечена на хорошо оборудованном заводе.
3. Контроль качества и сертификация
Производство пресс-форм - это гарантия качества. Наличие сертификатов ISO является эталоном ведущего производителя пресс-форм в Китае, а строгие меры контроля качества также должны быть приняты во внимание.
4. Коммуникация и поддержка клиентов
Коммуникация в международном бизнесе - дело понятное. Сотрудничайте с производителем, способным понять ваши потребности и своевременно предоставлять обновления.
5. Ценообразование и сроки выполнения заказа
Сравните стоимость услуг различных производителей пресс-форм для литья под давлением в Китае. Доступность важна, но ни в коем случае не в ущерб качеству. Кроме того, убедитесь, что поставщик сможет выполнить ваши требования по срокам.
Роль изготовителей пластиковых форм в различных отраслях промышленности
Каждый из них обслуживает широкий спектр отраслей промышленности, нуждающихся в специфических пресс-формах.
1. Автомобильная промышленность
Они должны уметь создавать высокоточные формы для бамперов, приборных панелей и деталей двигателя в автомобильном секторе. Надежный производитель пресс-форм для пластмасс в Китае гарантирует долговечность проекта, а также его согласованность.
2. Медицинская промышленность
При производстве медицинского оборудования и приборов необходимо строго соблюдать санитарные нормы. Лучшие производители пресс-форм соблюдают международные стандарты, чтобы гарантировать безопасность и качество.
3. Электронная промышленность
Лучшие китайские компании, производящие пресс-формы для литья под давлением, разрабатывают и изготавливают сложные конструкции с высочайшей точностью для производителей электроники для корпусов смартфонов, компонентов печатных плат и т. д.
4. Потребительские товары
Высококачественные пресс-формы необходимы для производства бытовых товаров, игрушек и упаковочных решений, чтобы обеспечить стабильный уровень производства. Китайские производители пресс-форм могут предложить инновационные и экономически эффективные решения.
Будущие тенденции в производстве пресс-форм в Китае
С развитием технологий индустрия производства пресс-форм в Китае продолжает расти. Некоторые ключевые тенденции, указывающие на будущее мира, таковы.
1. Интеграция автоматизации и искусственного интеллекта
Робототехника и системы, управляемые искусственным интеллектом, используются многими производителями для повышения точности и сокращения количества повторений.
2. Экологически чистые материалы
В связи с растущей обеспокоенностью по поводу пластиковых отходов, ряд китайских компаний, производящих пресс-формы для литья под давлением, изучают экологичные материалы.
3. 3D-печать в производстве пресс-форм
Технология 3D-печати позволяет изменить этап создания прототипа и сократить расходы и время на разработку.
4. Расширение глобального сотрудничества
Международные компании сотрудничают с китайскими производителями пресс-форм для повышения качества и расширения своего международного присутствия.
Sincere Tech - ведущая компания по производству пресс-форм в Китае
Компания Sincere Tech Co., Ltd. была основана в 2005 году и является лидером в Китае в области производства пресс-форм, предлагая комплексные производственные решения. Компания расположена в провинции Гуандун со штаб-квартирой в городе Дунгуань. Мы специализируемся на производстве пресс-форм для литья пластмасс под давлением, пресс-форм для литья под давлением, пресс-форм для силиконовой резины и услуг по механической обработке с ЧПУ.
Разнообразный портфель услуг
Sincere Tech - это широкопрофильный провайдер, обслуживающий различные отрасли.
Высококачественное литье пластмасс под давлением: Продукция представляет собой пластиковые компоненты высокого качества для автомобильной промышленности, электроники, медицинского оборудования и потребительских товаров.
Специализируясь на литье алюминия, магния и цинка под давлением, требования к которому отличаются точностью и универсальностью, компания удовлетворяет потребности промышленности.
Предлагая формовку силиконовой резины, компания гарантирует, что продукция будет изготовлена в соответствии с конкретными функциональными и эстетическими стандартами.
Передовое оборудование с ЧПУ: Наше оборудование оснащено передовыми станками с ЧПУ для производства сложных и точных, с отличными допусками и отделкой, деталей.
Являясь поставщиком услуг по быстрому прототипированию и сборке изделий, компания обеспечивает плавный переход от концепции к завершению работ.
Обеспечение качества и сертификация
В рамках строгой системы контроля качества Sincere Tech работает по стандартам ISO 9001:2015. Подобное обязательство гарантирует, что все без исключения продукты будут соответствовать ожиданиям клиента и даже превосходить их.
Клиентоориентированный подход
Sincere tech использует методологию, ориентированную на клиента, и поэтому предоставляет индивидуальные услуги, начиная с консультации и заканчивая постпроизводственной поддержкой. Это способствует долгосрочному партнерству, гарантируя, что проекты клиентов будут выполнены точно и эффективно.
Глобальный охват и признание в отрасли
Компания Sincere Tech завоевала прочное присутствие во всем мире. Это признанный лидер в отрасли алюминиевого литья с репутацией ведущего производителя алюминиевого литья в Китае и США.
В заключение следует отметить, что компания Sincere Tech находится на пороге развития индустрии производства пресс-форм, предоставляя широкий спектр услуг, гарантируя стандарты качества и являясь дружественной компанией для компаний, желающих получить надежное и креативное производство.
Заключение
Хотя китайские производители пресс-форм для литья под давлением сравнительно недавно появились на мировом рынке, они завоевали огромную репутацию в индустрии пресс-форм для литья под давлением. Китайские производители пресс-форм стали известны в мире благодаря передовым технологиям, квалифицированной рабочей силе и экономически эффективному производству. Короткие сроки выполнения заказов, точное проектирование и экономически эффективные индивидуальные решения - вот чем пользуются компании, которым необходимо надежное производство пресс-форм. Автоматизация и экологически чистая практика набирают обороты и делают Китай сильнее в этой отрасли. Выбор лучшего производителя пресс-форм в Китае - это не что иное, как строгий анализ его опыта, производственных мощностей, контроля качества и обслуживания клиентов. Чтобы обеспечить самые высокие стандарты проектирования, производства и отделки литьевых форм, необходимо иметь дело с надежным производителем литьевых форм в Китае. Китайские производители пресс-форм могут предложить полный спектр решений для автомобильной, медицинской, электронной промышленности и производства потребительских товаров.
Кроме того, производители пресс-форм для пластмасс в Китае обладают масштабируемыми производственными возможностями, и предприятия могут прибыльно развиваться при сохранении низких затрат. Кроме того, производители уделяют время использованию экологически чистых материалов и энергосберегающих процессов. Однако в целом Китай остается лучшим местом для производства пресс-форм для литья под давлением по той причине, что он обладает превосходными технологиями, продукция доступна по цене, а ее качество таково, что вы можете быть уверены в ее соответствии международным стандартам.
Вопросы и ответы
1. Почему люди используют Китай для производства пресс-форм для литья под давлением?
Производство в Китае также является экономически эффективным, передовые технологии, квалифицированная рабочая сила, а также более быстрые сроки выполнения заказа делают Китай мировым лидером в производстве пресс-форм для литья под давлением.
2. Как выбрать хорошую компанию по производству пресс-форм в Китае?
Прежде чем сделать выбор, выберите опытного производителя пресс-форм, имеющего соответствующие сертификаты, достаточные производственные мощности, меры контроля качества и отзывы клиентов.
3. Какие отрасли промышленности Китая нуждаются в литье пластмасс под давлением?
Китайские производители пресс-форм поддерживают многие отрасли промышленности, такие как автомобильная, электронная, медицинская, упаковочная и производство потребительских товаров, где требуются высококачественные и точные компоненты.
4. Способны ли китайские производители пресс-форм изготавливать сложные конструкции?
Действительно, китайские производители могут создавать очень сложные и точные конструкции пресс-форм, да, благодаря передовым методам обработки с ЧПУ и автоматизации.
5. Соответствуют ли китайские производители пресс-форм для литья под давлением международным стандартам качества?
Ведущие китайские производители пресс-форм, прошедшие сертификацию ISO, также осуществляют строгий контроль качества, чтобы соответствовать мировым стандартам.
Благодаря своей экономичности, высокой скорости производства и высокой точности алюминиевые пресс-формы для литья под давлением стали распространенным инструментом в области литья пластмасс под давлением. Формы изготавливаются из высококачественных алюминиевых сплавов и широко используются для создания прототипов, мало- и среднесерийного производства и т. д. с жесткими сроками выпуска. Алюминиевые пресс-формы не имеют длительного цикла охлаждения, как стальные, поэтому они имеют более высокую скорость охлаждения, что сокращает время цикла и повышает экономичность производства по сравнению со стальными пресс-формами. Аналогичным образом, при литье алюминия под давлением для процесса формовки используется дизайн формы и обработка на современных фрезерных станках с ЧПУ (Computer Numerical Control) и EDM (Electric Discharge Machining). После этого форма готова к приему расплавленного пластика, который под высоким давлением впрыскивается в полость. Алюминий обладает высокой теплопроводностью, поэтому пластик быстро охлаждается и застывает, что позволяет ускорить производственный цикл по сравнению со стальными формами. Отлитые детали после извлечения из пресс-формы подвергаются обрезке и отделке для обеспечения качества.
Низкая первоначальная стоимость алюминиевых пресс-форм по сравнению со стальными - одно из главных преимуществ алюминиевых пресс-форм для литья под давлением. Это идеальный вариант для производителей, которые хотят иметь небольшой объем производства без ущерба для качества, так как это дешевые, но качественные конструкции для краткосрочного производства. Однако, в отличие от стальных пресс-форм, алюминиевые требуют частой замены деталей и служат всего от 10 000 до 100 000 циклов в зависимости от технического обслуживания и выбора материала. Для того чтобы алюминиевые пресс-формы для литья под давлением служили как можно дольше, необходимо регулярное техническое обслуживание. С другой стороны, очистка после каждого цикла, наблюдение за износом и повреждениями, нанесение защитного покрытия и соблюдение условий хранения могут способствовать увеличению срока службы.
В этой статье мы рассмотрим весь процесс производства алюминия литьевая форма, преимущества, срок службы, техническое обслуживание и стоимость.
Что такое алюминиевая литьевая форма?
Алюминиевая пресс-форма для литья под давлением - это пресс-форма, изготовленная в основном из алюминия или алюминиевых сплавов для литья пластмассовых деталей под давлением. По сравнению с обычными стальными пресс-формами эти формы имеют заметные преимущества в скорости производства и первоначальных инвестициях.
В частности, алюминиевые пресс-формы отлично подходят для создания прототипов, малых и средних серий, а также в отраслях, где требуется быстрое повторение деталей.
Как работают литьевые формы для алюминия
1. Проектирование пресс-форм и обработка на станках с ЧПУ
Первым шагом в процессе проектирования алюминиевых пресс-форм для литья под давлением является разработка формы для литья алюминия под давлением на основе желаемых пластических свойств детали. Инженеры создают 3D-модели с помощью компьютерного моделирования (CAD). После принятия решения о создании пресс-формы она обрабатывается на станках с ЧПУ из алюминиевого блока, что обеспечивает высокую точность и аккуратность.
2. Подготовка и настройка пресс-формы
После обработки на пресс-форму наносятся такие финишные процессы, как полировка, покрытие и выталкивающий штифт. Они помогают повысить прочность формы и сгладить поток пластика. После установки пресс-формы на термопластавтомат она готова к производству.
3. Литье пластмассы и заполнение формы
Оборудование для литья под давлением расплавляет пластиковые гранулы (ABS, полипропилен, нейлон), чтобы создать пластик в расплавленном состоянии, который будет впрыснут в полость алюминиевой формы под высоким давлением. Кроме того, конструкция пресс-формы обеспечивает равномерное заполнение, что позволяет избежать таких проблем, как воздушные карманы и неравномерная толщина.
4. Быстрое охлаждение и затвердевание
Теплопроводность - одно из лучших тепловых свойств, которым могут обладать алюминиевые формы для литья под давлением. Благодаря превосходной теплоотдаче алюминий остывает и затвердевает быстрее, чем сталь. Это сокращает время цикла, что снижает производительность.
5. Выброс готовой детали
Когда пластик достаточно охлаждается для застывания, выталкивающие штифты выталкивают деталь из формы. При необходимости конечный продукт дорабатывается, с незначительной обрезкой или последующей обработкой.
6. Повторите процесс
Пресс-форма снова закрывается, и цикл продолжается для массового производства. Алюминиевые пресс-формы эффективны для быстрых циклов, поэтому такие пресс-формы целесообразно использовать для быстрого создания прототипов и малых и средних партий продукции.
Почему алюминиевые формы лучше
Улучшенный отвод тепла, что позволяет увеличить время цикла.
Он требует меньше тепла (а значит, и меньше энергии).
Модификации (изменения или улучшения дизайна) легче вносить
Использование алюминиевых пресс-форм для литья под давлением позволяет производителям создавать высококачественные пластиковые детали по низкой цене и в сжатые сроки.
Срок службы и обслуживание алюминиевых пресс-форм
Срок службы алюминиевых пресс-форм для литья под давлением
Срок службы алюминиевых пресс-форм для литья под давлением зависит от нескольких причин, таких как качество материала, объем производства, а также тип пластика. Например, алюминиевые пресс-формы выдерживают в среднем от 10 000 до 100 000 циклов впрыска, поэтому их обычно используют для производства малых и средних объемов.
Алюминиевые пресс-формы имеют меньший срок службы по сравнению со стальными, которые могут выдержать от 500 000 до более миллиона циклов. Конечно, их срок службы можно значительно продлить с помощью защитного покрытия, правильной конструкции и технического обслуживания.
На срок службы алюминиевых форм влияет несколько факторов.
1. Выбор материала: Алюминиевые сплавы более низкого класса не так прочны и долговечны, как сплавы высокого класса, такие как 7075 или QC 10.
2. Производственная среда: В производственных условиях они подвергаются высокому давлению впрыска и контактируют с высокоабразивными материалами (например, стеклонаполненными пластиками), что способствует их быстрому износу.
3. Сюда входят охлаждение и термоциклирование: Алюминиевая форма остывает гораздо быстрее, чем стальная, что приводит к меньшим тепловым нагрузкам. Однако резкие перепады температуры со временем могут привести к появлению трещин.
4. Покрытия и обработка поверхности: Никелирование, анодирование или твердые покрытия могут быть эффективными средствами для предотвращения износа и коррозии и, следовательно, увеличения срока службы пресс-формы.
Хотя алюминиевые формы не подходят для больших серий, при правильном проектировании и уходе они могут прослужить достаточно долго для изготовления прототипов и малых и средних серий при относительно низких затратах.
Обслуживание алюминиевых пресс-форм для литья под давлением
Для достижения максимального срока службы алюминиевой формы для литья под давлением и стабильного качества деталей необходимо регулярное техническое обслуживание. Алюминиевые формы, в отличие от стальных, мягче и более подвержены царапинам и повреждениям, поэтому необходимо более частое профилактическое обслуживание.
Процедуры ежедневного обслуживания
Например, после каждого производственного цикла необходимо очищать пресс-форму, чтобы удалить остатки пластика, мусор и загрязнения. Чтобы избежать царапин на поверхности пресс-формы, используются неабразивные чистящие средства. Чтобы избежать прилипания при производстве, можно нанести легкий разделитель формы.
Периодический осмотр и ремонт
Регулярные проверки позволяют своевременно обнаружить поверхностные царапины, вмятины или мелкие трещины, а также признаки раннего износа. Убедитесь, что имеется достаточное количество выталкивающих штифтов, каналов охлаждения и мест для вентиляции, чтобы пресс-форма продолжала работать и оставалась эффективной. При обнаружении износа для восстановления работоспособности формы можно использовать мелкий ремонт, например, полировку или повторное нанесение покрытия.
Хранение и защита
Алюминиевые формы следует хранить, когда они не используются, в сухом помещении с контролируемой температурой, чтобы не возникла коррозия. Чтобы сохранить форму в хорошем состоянии, перед хранением рекомендуется нанести защитное покрытие или использовать спрей для защиты от ржавчины.
Общие проблемы обслуживания и их решения
1. Поверхностные царапины: Высокие пятна можно уменьшить до гладкости с помощью тонких полировочных составов или покрытий.
2. Изменение температуры (растрескивание или деформация): Не подвергайте его резким перепадам температуры, используйте постепенное нагревание и охлаждение.
3. Формованные детали: Нанесите на конструкцию детали разделительные агенты, чтобы улучшить извлечение из формы.
4. Коррозия или окисление: Их следует хранить в контролируемой среде, где они защищены покрытиями.
Когда следует выбирать производство алюминиевых пресс-форм для литья под давлением?
1. Когда вам нужно быстрое прототипирование
Если компании необходимо разработать новый продукт, но при этом прототипы должны быть изготовлены быстро и недорого, алюминиевые пресс-формы для литья под давлением - недорогое и быстрое решение. В отличие от стальных пресс-форм, которые могут занимать месяцы, эти позволяют производителям изготавливать тестовые детали через несколько дней или недель. Кроме того, они позволяют быстро вносить изменения в конструкцию и способствуют снижению затрат на разработку перед началом крупномасштабного производства.
2. Если объем производства низкий или средний
При производстве от 10 000 до 100 000 пластиковых деталей алюминиевые пресс-формы являются идеальной альтернативой стальным пресс-формам, что выгодно для производителя. Они недороги на начальном этапе, имеют более короткий цикл производства и обладают хорошим сроком службы, что делает их идеальными для коротких серий или сезонной продукции. Алюминиевые формы, в отличие от стальных, которые требуют больших первоначальных инвестиций, позволяют предприятию сократить расходы без ущерба для качества.
3. Когда скорость и эффективность имеют значение
Поскольку алюминий - материал с высокой теплопроводностью, впрыскиваемый пластик остывает в алюминиевых формах гораздо быстрее, чем в стальных. Такое расположение приводит к сокращению времени цикла, повышению эффективности производства и снижению энергопотребления. Алюминиевые пресс-формы предпочтительны для компаний, которым требуется быстрое время выполнения заказа, а также для компаний, которым необходима более высокая эффективность рабочего процесса.
4. Когда вам нужна экономичная оснастка
Из-за высокой стоимости изготовления стальных пресс-форм для стартапа, малого бизнеса или для тестирования продукта они могут оказаться не слишком выгодным вложением. Кроме того, алюминиевые литьевые формы гораздо дешевле своих аналогов, поэтому их стоит выбрать, если у вас небольшой бюджет. Для компании, которая не уверена, что ее продукт потребует большого объема серийного производства, алюминиевые пресс-формы сокращают финансовые риски, но при этом гарантируют высокое качество деталей.
5. Когда требуется высокая точность и чистота поверхности
Для достижения высокой точности и гладкости поверхности идеально подходят алюминиевые пресс-формы. Использование алюминиевых пресс-форм необходимо для производства деталей с жесткими допусками и бездефектными поверхностями в таких отраслях, как производство медицинского оборудования, бытовой электроники и аэрокосмической промышленности. Современные методы обработки и отделки делают поставщиков алюминиевых пресс-форм способными обеспечить превосходное качество деталей, а иногда и сделать ненужной вторичную обработку.
6. В каких случаях алюминиевые формы могут быть непригодны
Существует ряд преимуществ, связанных с алюминиевыми пресс-формами для литья под давлением, но не в каждой ситуации их можно использовать. Стальные пресс-формы, однако, больше подходят для объемов производства более 500 000 деталей благодаря своей прочности и долговечности. В индустрии литья под высоким давлением алюминиевые пресс-формы могут изнашиваться быстрее, поэтому их не следует использовать в экстремальных условиях производства.
Преимущества литьевых форм для алюминия
1. Ускоренное время производства
Поскольку алюминиевые пресс-формы для литья под давлением обеспечивают гораздо лучший теплоотвод, чем стальные, впрыскиваемый пластик остывает гораздо быстрее. Следовательно, циклы производства с такими пресс-формами значительно короче, чем со стальными, что также повышает эффективность.
2. Низкие первоначальные затраты
Производство алюминиевых пресс-форм обходится гораздо дешевле, чем стальных, используемых для литья под давлением. Это делает их отличным выбором для стартапов, мелкосерийных производителей и компаний, которые работают над созданием прототипов.
3. Более легкая обработка и модификации
Изготовление пресс-формы происходит быстрее и дешевле благодаря тому, что алюминий легче поддается резке и формовке, чем сталь. Кроме того, гибкость конструкции достигается меньшими усилиями по внесению изменений и корректировок.
4. Высококачественная отделка поверхности
Легкий вес и хорошая обработка деталей без необходимости последующей обработки обеспечиваются алюминиевыми пресс-формами. Алюминиевые литьевые формы используются во многих отраслях промышленности для создания деталей с гладким и детализированным дизайном, выполненных с высокой точностью.
5. Экологически чистый
Алюминиевые пресс-формы для литья под давлением - это экологичный вариант по сравнению со стальными альтернативами, поскольку этот материал подлежит вторичной переработке.
Алюминиевые пресс-формы для литья под давлением в сравнении со стальными пресс-формами
Две важнейшие особенности производства пресс-форм - это пресс-формы для литья под давлением из алюминия и пресс-формы из стали.
Первоначальная стоимость алюминиевых пресс-форм для литья под давлением остается ниже, в то время как затраты на стальные пресс-формы выше.
Скорость производства алюминиевых и стальных пресс-форм различается, так как алюминиевые пресс-формы быстрее охлаждаются при более коротких циклах, в отличие от стальных пресс-форм, которые работают с более длительными производственными циклами.
Стальные пресс-формы служат дольше алюминиевых, поскольку их эксплуатационный диапазон составляет от 100 000 до более чем 100 000 циклов, в то время как срок службы алюминиевых пресс-форм составляет от 10 000 до 100 000 циклов.
Алюминиевые формы обеспечивают лучшую обрабатываемость, чем стальные, но стальные формы представляют для пользователя более сложные задачи по модификации.
Surface Finish демонстрирует высокое качество и требует дополнительной отделки путем полировки.
Алюминиевые формы оказываются более экономичными, чем стальные, для производства продукции в условиях короткого и среднего производства, поскольку они позволяют сократить длительность производственного цикла.
Области применения литьевых форм для алюминия
1. Прототипирование и разработка продукта
Компании, занимающиеся быстрым прототипированием, выбирают алюминиевые пресс-формы для литья под давлением как за их доступность, так и за возможность быстрого внесения изменений в конструкцию.
2. Низко- и среднесерийное производство
Сочетание доступности и качества изготовления делает алюминиевые литьевые формы пригодными для производства от 10 000 до 100 000 деталей без негативных последствий.
3. Медицинские и потребительские товары
Алюминиевые пресс-формы используются во многих отраслях промышленности, таких как производство медицинского оборудования и потребительских товаров, поскольку в этих областях требуется эффективное изготовление точных компонентов.
4. Аэрокосмические и автомобильные компоненты
Положительные эффекты от использования алюминиевых форм включают производство легких компонентов, которые создают жизненно важные высокопроизводительные конструкции для аэрокосмической техники и автотранспорта.
Стоимость пресс-формы для литья алюминия под давлением
Более дорогие алюминиевые пресс-формы для литья под давлением являются результатом сочетания трех основных факторов, к которым относятся их размер, сложность и объем производства.
Несколько переменных определяют общую стоимость производства алюминиевых пресс-форм для литья под давлением.
При изготовлении сложных или крупных алюминиевых пресс-форм затраты возрастают из-за увеличения потребности в материалах, а также роста трудозатрат.
Производители усиливают алюминиевые литьевые формы путем нанесения защитных покрытий, если планируется крупносерийное производство, поскольку такие модификации продлевают срок службы формы.
Стоимость возрастает при использовании пресс-форм с несколькими полостями, в которых одновременно создается множество деталей.
Изменения, внесенные после начала производства, повлекут за собой дополнительные расходы.
2. Стоимость производства пресс-форм из алюминия и стали заслуживает рассмотрения
В следующей таблице представлен анализ стоимости и скорости производства различных типов пресс-форм для литья пластмасс под давлением:
Тип пресс-формы
Первоначальная стоимость
Стоимость обслуживания
Скорость производства
Лучшее для
Алюминиевая пресс-форма для литья под давлением
$5,000 - $25,000
Низкий
Быстрый
Прототипирование малых и средних партий
Стальная литьевая форма
$15,000-$100,000+
Выше
Медленнее
Крупносерийное производство
Предприятия, которым необходимо снизить первоначальные расходы и при этом сохранить качество продукции, выбирают алюминиевые формы из-за их доступности.
Как правильно выбрать производителя пресс-форм для литья алюминия под давлением
Выбирая производителя алюминиевых пресс-форм для литья под давлением, обратите внимание на:
Репутация и опыт работы с производителями: Работайте с производителями, имеющими отличную репутацию и опыт изготовления высококачественных форм.
Гарантия возможности установки: Для производителя не должно составить труда установить детали.
Повышенная прочность и долговечность: Качество используемого алюминия - High Grade, что делает срок службы ноутбука более длительным.
Mold Время доставки: Любой хороший производитель поставит формы быстро и без ущерба для качества.
Техническое обслуживание и ремонт: Выбирайте компании, которые предлагают постпродажную поддержку.
Заключение
Алюминиевые пресс-формы для литья под давлением - это эффективный, экономичный и быстрый способ изготовления пластиковых деталей. Они используются для быстрого прототипирования, а также для низкого и среднего производства, а также в отраслях, где требуется высокая точность. Благодаря этому время охлаждения сокращается до долей обычного времени для стальных пресс-форм, а производственные циклы становятся быстрее. Хотя алюминиевые пресс-формы имеют более низкую начальную стоимость и быстрее изготавливаются, износ стальной поверхности больше, и она не прослужит так долго. Несмотря на это, при соблюдении правил смазки, нанесения защитных покрытий и регулярной очистки производители могут продлить срок службы пресс-форм до 100 000 циклов. В зависимости от объемов производства, бюджета и других требований конкретного проекта можно сделать выбор между алюминиевыми и стальными пресс-формами.
Алюминиевые пресс-формы для литья под давлением являются идеальной заменой дорогостоящим стальным пресс-формам для коротких серийных проектов, прототипов и приложений, чувствительных к затратам. В то же время стальные пресс-формы больше подходят для экстремально долговечных проектов, когда требуется большой объем производства. Зная о процессе, преимуществах и обслуживании алюминиевых пресс-форм для литья под давлением, предприятия могут сбалансировать стоимость, качество и эффективность производства. Независимо от того, используются ли пластиковые формы для мелкосерийного производства или для тестирования новых образцов продукции, они считаются важным активом в современном производстве пластмасс.
Часто задаваемые вопросы (FAQ)
1. Почему используются алюминиевые пресс-формы для литья под давлением?
При производстве пластиковых деталей алюминиевые пресс-формы для литья под давлением обычно применяются для быстрого создания прототипов, мало- и среднесерийного производства и в отраслях, где требуется быстрый оборот. В таких отраслях, как медицина, автомобилестроение, аэрокосмическая промышленность и производство потребительских товаров, они широко используются.
2. Как долго служат алюминиевые литьевые формы?
Delta D обеспечивает клиентам высокоэффективную и долговечную форму для металлообработки, однако срок службы алюминиевых форм зависит от качества материала, технического обслуживания и условий производства. В среднем они проходят от 10 000 до 100 000 циклов, что делает их пригодными для мелкосерийного производства и изготовления прототипов.
3. Являются ли алюминиевые пресс-формы для литья под давлением менее дорогими, чем стальные?
Литье алюминия под давлением обходится гораздо дешевле, чем литье стали. Благодаря более высокой скорости производства и меньшему времени обработки, более низкой первоначальной стоимости, они экономически выгодны для краткосрочного производства.
4. Каковы пределы алюминиевых форм при литье под высоким давлением?
Хотя алюминиевые пресс-формы способны выдерживать умеренно высокое давление при литье под давлением, они не так прочны, как стальные пресс-формы для очень высокого рабочего давления и больших объемов производства. Тем не менее, они могут быть усилены защитными покрытиями и армированием.
5. В каких отраслях алюминиевые пресс-формы для литья под давлением приносят наибольшую пользу?
По этой причине алюминиевые литьевые формы очень полезны для таких отраслей, как производство медицинских приборов, бытовой электроники, прототипирование автомобилей и даже аэрокосмическая промышленность.
https://plas.co/wp-content/uploads/2025/03/Aluminum-Injection-Mold.jpg500800Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2025-03-13 23:30:002025-03-14 11:26:42Полное руководство по литьевым формам для алюминия и их экономической эффективности
Литье под давлением ABS обладает хорошей ударопрочностью и гладкой поверхностью и является предпочтительным методом производства пластиковых деталей высокого качества во многих отраслях промышленности. Акрилонитрил-бутадиен-стирол (АБС) - это термопласт, который очень часто используется в литье под давлением благодаря своей прочности, долговечности и простоте обработки. Литье ABS-пластика под давлением экономически эффективно и надежно для производства больших количеств продукции для массового производства, включая автомобильные компоненты, бытовую электронику и медицинские приборы. Базовые пластмассы, такие как ABS, состоят из акрилонитрила для химической стойкости, бутадиена для прочности и стирола для жесткости и глянцевого внешнего вида, что делает их отличными для литья. Этому способствует и высокая температура плавления (от 200 до 250°C), и отличная обрабатываемость, и умеренная термостойкость. Однако, как и у любого другого материала, у формования из ABS есть свои плюсы и минусы: чувствительность к ультрафиолету, умеренная термостойкость и т.д.
Для производства бездефектных изделий методом литья ABS-пластика необходимо тщательно учитывать все факторы, связанные с охлаждением высушенного материала, контролем температуры, толщиной стенок, давлением впрыска, а также конструкцией пресс-формы. Кроме ABS, производители используют и другие пластики: полипропилен (PP), поликарбонат (PC), полиэтилен (PE), полиамид (Nylon) и PET, каждый из которых имеет свои преимущества. Выбор ABS или альтернативного материала зависит от понимания свойств данного материала.
В этой статье подробно рассказывается об основных особенностях литья под давлением ABS, о том, как обрабатывается его химический состав, о его преимуществах и недостатках, а также о сравнении с другими пластиками. В конце статьи читатель получит подробные сведения о том, почему ABS по-прежнему остается наиболее предпочтительным материалом в современном производстве.
Что такое литье под давлением ABS?
Процесс литья под давлением ABS помогает производить прочные, легкие и ударопрочные пластиковые детали из акрилонитрил-бутадиен-стирола (ABS). ABS-пластик нагревается до расплавления, затем впрыскивается в форму, охлаждается и застывает в нужной форме. Он хорошо известен своей прочностью, термостойкостью и легкостью формовки и используется в автомобильных компонентах, электронике, игрушках и бытовой технике. Это метод, который позволяет наладить массовое производство с неизменным качеством, обеспечивая доступное и универсальное решение для многих отраслей. Кроме того, для улучшения эстетики и функциональности можно использовать полированные, текстурированные или цветные детали из ABS.
Химическая структура и состав ABS
В состав ABS входят:
Акрилонитрил (C₃H₃N) - Обеспечивает химическую стойкость и термостойкость.
Бутадиен (C₄H₆) - повышает вязкость и ударопрочность.
Стирол (C₈H₈) - Обеспечивает жесткость и глянцевую поверхность.
Молекулярная структура
ABS - это молекулярная структура, основу которой составляет длинная полимерная цепочка, заполненная частицами бутадиенового каучука в акрилонитрил-стирольной матрице. Сочетание этих двух характеристик позволяет использовать ABS-пластик для литья.
Химические свойства АБС-пластика
Некоторые из наиболее важных химических свойств ABS делают его популярным материалом для литья под давлением.
Легко обрабатывается, температура плавления составляет около 200-250 C.
Он легкий и в то же время прочный, его плотность составляет 1,04-1,07 г/см³.
К кислотам, щелочам и маслам устойчив, но органические растворители, такие как ацетон, влияют на него.
Температуры: Термостойкость до 80-100°C, однако длительное воздействие высокой температуры приводит к разрушению материала.
Природа и физические характеристики литья ABS
ABS не является термопластом с высокой температурой плавления, как большинство других пластмасс (то есть он аморфный), но его можно расплавить. Вместо этого он размягчается в диапазоне температур и отлично подходит для литья. Основные физические характеристики включают:
Высокая ударная прочность - выдерживает резкие удары и нагрузки.
Хорошая стабильность размеров - сохраняет форму при различных условиях.
Глянцевая и гладкая отделка - обеспечивает эстетическую привлекательность потребительских товаров.
Их можно обрабатывать и формовать с высокой точностью, а также легко резать и сверлить.
Процесс литья под давлением ABS-пластика
Ниже перечислены этапы процесса литья ABS-пластика под давлением.
Сушка материала - гранулы ABS высушиваются для удаления влаги.
Нагрев до 200-250°C и подача под высоким давлением в форму (плавление и впрыск).
Охлаждение и застывание - пластик остывает в форме, где он принимает форму формы.
Выталкивание и отделка - затвердевший продукт выталкивается, обрезается, окрашивается или покрывается лаком.
Области применения ABS-формования
Благодаря универсальности ABS широко используется во всех видах промышленности.
Приборные панели, бамперы и внутренняя отделка составляют автомобильную промышленность.
Корпуса для ноутбуков, клавиатуры, чехлы для телефонов и т.д.
Бытовые товары: Кухонная техника, пылесосы и игрушки (например, кирпичики LEGO).
Медицинское оборудование: Хирургические инструменты и корпуса для диагностических приборов.
Преимущества и недостатки литья под давлением ABS
Преимущества
ABS-пластик (расшифровывается как акрилонитрил-бутадиен-стирол) обладает высокой ударопрочностью, то есть он прочен и устойчив к ударам, а значит, используется для изготовления прочных изделий.
Он легко поддается формовке, резке, сверлению и обработке - отличная обрабатываемость.
Хорошая химическая и термическая стойкость - кислоты, щелочи и умеренный нагрев не оказывают на них такого воздействия, как на менее прочные чугунные отливки.
Гладкая поверхность - позволяет получать глянцевые, эстетичные детали, подходящие для потребительских товаров.
Благодаря более низкой стоимости по сравнению с большинством инженерных пластмасс, ABS является экономически эффективным.
Прочный, но легкий - отличный материал для применения в тех областях, где требуется прочность без увеличения массы.
Биоразлагаемый - ABS является перерабатываемым пластиковым материалом, который может быть переработан, так как он экологически чист по своей природе.
Недостатки
Длительное воздействие солнечных лучей приводит к пожелтению и ломкости.
Легко воспламеняется - если не содержит огнезащитных добавок, легко горит.
Детали из ABS склонны к деформации - при неправильном охлаждении они могут сжиматься или деформироваться.
Низкая погодоустойчивость - подвержены разрушению в экстремальных внешних условиях.
ABS чувствителен к химическим веществам, поэтому такие растворители, как ацетон, растворяют его.
Умеренная термостойкость - плавится при высоких температурах (100°C), поэтому не подходит для использования в очень жарких помещениях.
Производство литья под давлением ABS включает в себя множество ключевых факторов.
Для производства литых под давлением деталей из ABS-пластика необходимо учитывать множество переменных и действовать правильным образом, чтобы добиться высокого качества, прочности и доступности продукции. Ниже перечислены факторы, на которых следует сосредоточиться:
Выбор материала
Чтобы добиться необходимой прочности, термостойкости и качества поверхности, используйте высококачественную ABS-смолу.
Однако в зависимости от требований к применению, таких как устойчивость к ультрафиолетовому излучению, огнестойкость или ударная прочность, можно выбрать конкретные марки ABS.
Предварительная обработка сухой АБС-смолы
Впитывают влагу, поэтому гигроскопичны и должны быть правильно высушены, иначе могут возникнуть такие дефекты, как пузырьки и дефекты поверхности.
Процесс сушки
Гранулы АБС желательно высушить при температуре 80-90°C в течение 2-4 часов при подготовке к формованию.
Гидролиз ослабляет механические свойства и приводит к нестабильным результатам формования; его можно предотвратить путем правильной сушки.
Контроль температуры
Оптимальное течение и заполнение формы происходит при температуре плавления 200-250°C.
50 - 80°C Температура формы для предотвращения коробления, неравномерной усадки и дефектов.
Скорость охлаждения должна быть медленной и равномерной, чтобы повысить точность размеров и механическую прочность.
Равномерная толщина стенок при проектировании деталей из ABS-пластика
Почему это важно?
Если толщина стенок не совпадает, это приводит к короблению, раковинам, напряжению в материале и накоплению материала.
Нестабильность размеров готовых деталей может быть вызвана неравномерным охлаждением.
Рекомендации по проектированию
Наилучшие результаты достигаются при строго постоянной толщине от 1,2 до 3,5 мм.
Постепенный переход от раздела к разделу предотвратит появление точек напряжения или слабых мест.
Используйте скругления вместо острых углов, так как они выравнивают нагрузку.
Давление и скорость впрыска
Однако оптимальное давление должно быть установлено в диапазоне 50-150 МПа, чтобы обеспечить полное и бездефектное заполнение формы.
Контролируемая скорость
Далее следуют следы от ожогов, повышенное внутреннее напряжение и разрушение материала из-за слишком быстрого →.
Ошибки → короткие выстрелы (неполное заполнение), линии шва и отсутствие адгезии.
Правильная настройка давления и скорости позволяет улучшить качество поверхности, прочность и точность формованных деталей.
Проектирование и вентиляция плесени
Это гарантирует отсутствие воздушных пробок, прожогов и дефектов, вызванных задержанными газами.
Размещение затворов должно быть оптимизировано для плавного и ненапряженного потока материала.
Снижение риска появления потеков и поверхностных дефектов обусловлено гладкой и однородной поверхностью пресс-формы.
Если инструмент представляет собой многогнездную пресс-форму, заполнение и охлаждение должны быть сбалансированы для равномерного заполнения и охлаждения полостей.
Усадка и деформация
Пожалуй, самым важным моментом при разработке пресс-форм для ABS является высокая скорость усадки - 0,4-0,7%, поэтому необходимо учитывать изменения размеров после охлаждения.
Очень важно постепенное охлаждение, чтобы избежать искажения размеров или деформации детали.
Арматурные конструкции, такие как ребра жесткости и прокладки, являются правильными, если они помогают сохранить форму и стабильность.
Постобработка и отделка
Детали из ABS могут быть окрашены, покрыты лаком, отполированы или подвергнуты лазерной гравировке для улучшения внешнего вида.
Этот этап заключается в обеспечении гладкости краев и удалении лишнего материала путем обрезки, шлифовки и удаления заусенцев.
Хромирование или УФ-покрытие поверхности делает решение долговечным и устойчивым к воздействию внешних факторов.
Свойства материала ABS
Общие характеристики ABS пластика
Акрилонитрил-бутадиен-стирол (ABS) - это нетоксичный термопласт без запаха, который обычно выглядит как гранулы или порошок цвета слоновой кости, полупрозрачный или прозрачный. Плотность, которая колеблется от 1,05 до 1,18 г/см³, позволяет ему быть легким, но прочным. Как и у ABS, скорость усадки составляет от 0,4% до 0,9% и обеспечивает хорошую стабильность размеров формованных деталей. Модуль упругости составляет 2 ГПа, а коэффициент Пуассона - 0,394, то есть он не слишком слабый и не слишком жесткий. Он поглощает менее 1% влаги, его температура плавления составляет от 217°C до 237°C, а термическое разложение начинается при температуре выше 250°C.
Механическая прочность АБС-пластика
АБС широко известен благодаря очень высокой ударной вязкости и отличной прочности при низких температурах. Он хорошо сопротивляется износу, поэтому подходит для деталей, требующих постоянного движения или трения. Этот пластик обеспечивает стабильность размеров формованной детали, благодаря чему она сохраняет свою форму. Кроме того, ABS обладает умеренной маслостойкостью, поэтому является приемлемой альтернативой для подшипников с низкой скоростью вращения и средней нагрузкой.
Термостойкость и термическая стабильность
Температура теплового отклонения (ТТО) ABS находится в диапазоне от 93 до 118 °C, что указывает на сохранение его структуры при умеренном нагреве. Однако при отжиге его термостойкость может повыситься примерно на 10°C, что повысит его применимость в более требовательных к тепловым характеристикам приложениях.
Возможности электроизоляции
АБС-пластик является отличным электроизолятором, поэтому его выбирают в качестве материала для корпусов электроники и электрических компонентов. Изоляционные свойства стабильны в различных температурных, влажностных и частотных условиях, поэтому он обладает стабильной производительностью в различных ситуациях.
Химическая и экологическая стойкость
ABS устойчив к воздействию воды, неорганических солей, щелочей и широкого спектра кислот и подходит для использования в промышленных и бытовых целях. Однако он не разрушается при контакте с кетонами, альдегидами или хлорированными углеводородами, но может растрескиваться при контакте с уксусной кислотой, растительным маслом и т. д.
При всех своих достоинствах ABS как полимер обладает плохой атмосферостойкостью. Материал становится слабее под воздействием ультрафиолетового (УФ) излучения. Исследования показывают, что после шести месяцев пребывания на открытом воздухе его ударная прочность может упасть почти на 50%, в зависимости от области применения и исходного содержания смолы, что указывает на необходимость использования УФ-стабилизаторов или защитного покрытия при наружном применении.
Стоимость АБС-пластика и литья под давлением
Факторы, определяющие стоимость пластика ABS, - это стоимость сырья, стоимость обработки и стоимость любой последующей обработки, которая может потребоваться. Это те затраты, которые, скорее всего, будут понесены в процессе литья ABS под давлением:
Стоимость сырья
Цена смолы ABS зависит от рыночной цены, поставок от производителя, качества и любых дополнительных характеристик, которые могут потребоваться, например, огнестойкость ABS, устойчивость к ультрафиолетовому излучению или более высокие классы прочности ABS. В целом, стоимость стандартной смолы ABS выглядит следующим образом:
$1.50 - $3.50 за кг для стандартных гранул ABS.
$3.00 - $5.00 за кг для специальных сортов ABS, которые включают огнестойкие, УФ-стабилизированные или высокоударные сорта ABS.
Из всех этих типов ABS дороже полипропилена (PP), но дешевле поликарбоната (PC), а также нейлона (PA).
Затраты на литье под давлением
Ниже перечислены некоторые факторы, влияющие на стоимость литья ABS-пластика под давлением:
Стоимость плесени
Простые пресс-формы: $3,000 - $10,000
Сложные многогнездные формы: $10,000 - $50,000+
Формы для прототипирования (малосерийное производство): $500 - $5,000
Стоимость производства одной детали
Мелкие, простые детали: $0.50 - $2.00 за штуку
Более крупные или сложные детали: $2.00 - $10.00+ за штуку
Большой объем производства: Затраты снижаются благодаря таким факторам, как оптовые закупки исходных материалов.
Расходы на обработку
Почасовая оплата станков: $20 - $100 в час (в зависимости от размера и типа машины).
Стоимость рабочей силы: Зависит от региона, но стоит от 5 до 50 долларов США в час.
Энергозатраты: Поскольку ABS необходимо нагревать до температуры 200-250°C, это требует значительных затрат электроэнергии.
Дополнительные расходы
Окраска, покрытие и полировка: $0,50 - $5,00 за деталь.
Отходы и переработка материалов: В зависимости от конкретного случая, это может увеличить стоимость на 5- 10%.
Кросс-функциональные: В зависимости от масштабов детали и места производства.
Эффективна ли АБС с точки зрения затрат?
Плюсы: Стоимость сырья умеренная, материал легко поддается обработке, а большая часть лома может быть переработана, что делает его подходящим для средних и больших объемов производства.
Конс: Дороже, чем ПП и ПЭ, но дешевле, чем ПК и нейлон. К недостаткам можно также отнести высокую стоимость пресс-форм, особенно если речь идет о мелкосерийном производстве.
В целом, литье под давлением ABS экономично, долговечно и легко обрабатывается, поэтому многие отрасли промышленности предпочитают использовать этот материал для обработки.
Другие пластмассы, используемые для литья под давлением
Помимо ABS-пластика, в литье под давлением обычно используется множество других термопластов. Однако каждый материал отличается по своим свойствам от другого, что делает их пригодными для различных применений. Вот сравнение наиболее распространенных пластмасс для литья под давлением с ABS.
Полипропилен (PP) против ABS
Преимущества полипропилена
Отличная химическая стойкость и влагостойкость.
Бюджетный легкий и недорогой вариант.
Хорошая ударная прочность, но ниже, чем у ABS.
Ограничения ПП
Термостойкость и жесткость ниже, чем у ABS.
Не так прочен, как ABS, в условиях высоких нагрузок.
Общие области применения: Упаковка, автомобильные детали, медицинские контейнеры и бытовые товары.
Поликарбонат (PC) против ABS
Преимущества ПК
Иногда используется для обеспечения повышенной ударопрочности пуленепробиваемых стекол и других видов защитного снаряжения.
Высокая термостойкость и долговечность.
Этот материал может быть прозрачным и легко тонироваться или окрашиваться.
Ограничения ПК
Дороже, чем ABS.
Склонна к царапинам и нуждается в покрытии для укрепления.
Общие применения: Автомобильные компоненты, защитные шлемы, линзы для очков и электрические корпуса.
Полиэтилен (PE) против ABS
Преимущества полиэтилена
Высокая устойчивость к химическим веществам, воде и коррозии.
Обладает низкими фрикционными свойствами, подходит для движущихся частей.
Очень гибкий и легкий.
Ограничения ПЭ
Более низкая жесткость и механическая прочность по сравнению с ABS.
Плохая термостойкость - плавится при низких температурах.
В пластиковых пакетах, бутылках, трубах и пищевых контейнерах используется пластик.
Полиэтилентерефталат (ПЭТ) против АБС
Преимущества ПЭТ
Очень легкий, но при этом обладает отличными барьерными свойствами против влаги и газов.
Высокая стабильность размеров - хорошо сохраняет форму.
Хорошая химическая стойкость и возможность вторичной переработки.
Ограничения ПЭТ
Обладает меньшей ударопрочностью, чем ABS.
Не так термостойки, как другие инженерные пластики.
Применение: Бутылки для воды, упаковки для продуктов питания, волокна для одежды и косметические контейнеры.
Полиамид (PA/Nylon) против ABS
Преимущества нейлона
Высокая механическая прочность и отличная вязкость.
Хорошая термостойкость позволяет использовать его в высокотемпературных средах.
Износостойкие и устойчивые к трению, используются для движущихся частей.
Ограничения нейлона
Он впитывает влагу, что влияет на стабильность размеров.
Выбор подходящего типа материала для литья под давлением
Такие факторы, как механическая прочность, химическая стойкость, допустимая температура и стоимость, будут влиять на то, какой пластик выбрать для литья под давлением. ABS - это баланс между прочностью, долговечностью и доступностью, но другие пластики, такие как PP, PC, PE, PET, Nylon и другие, имеют преимущество в некоторых областях применения. Эта информация позволяет производителям принимать оптимальные решения для своих изделий с точки зрения их производительности.
Заключение
Литье под давлением ABS - это универсальный, эффективный и недорогой способ производства высококачественных пластиковых компонентов. Это идеальный материал для автомобильной промышленности, электроники, производства потребительских товаров и медицинского оборудования благодаря хорошей ударопрочности, гладкой поверхности и хорошей технологичности. Для достижения наилучших результатов при литье ABS производители должны уделять особое внимание контролю температуры, равномерной толщине стенок, оптимальному давлению впрыска и достаточно продуманным формам. Поглощение влаги в смолах ABS также требует предварительной обработки, поскольку это может привести к образованию пузырьков и других дефектов, а также к ухудшению механических свойств. Методы последующей обработки, такие как нанесение лакокрасочных покрытий и финишная обработка поверхности, могут привести к повышению долговечности и улучшению внешнего вида деталей из ABS.
ABS по-прежнему является лидером в производстве пластика литьё под давлениемНо полипропилен, поликарбонат, полиэтилен, полиэтилентерефталат и нейлон являются другими лучшими вариантами в зависимости от потребностей применения. Поликарбонат обладает большей ударопрочностью, чем нейлон, а полипропилен более химически устойчив. Механические свойства, стоимость, экологические проблемы и предполагаемое использование определяют правильный выбор материала. В целом, литье ABS-пластика остается главной силой в современном производстве, поскольку идеальное сочетание характеристик, цены и производства делает его идеальным. ABS - надежный и широко используемый термопласт для литья под давлением, независимо от того, для каких целей он применяется - автомобильных, бытовых или промышленных.
Часто задаваемые вопросы о литье под давлением ABS
1. Можно ли использовать ABS-пластик для наружного применения?
Этот тип синхронного бесщеточного двигателя постоянного тока с минимальным напряжением плохо переносит ультрафиолетовое излучение и может стать хрупким и обесцветиться под воздействием солнечных лучей. Несмотря на это, УФ-стабилизаторы или покрытия могут повысить его долговечность при использовании на открытом воздухе.
2. Какие преимущества имеет литье под давлением ABS?
АБС термостоек, чрезвычайно прочен, но легок, обладает высокой ударной вязкостью, хорошо поддается обработке и легко обрабатывается как гладкая поверхность. Кроме того, он по-прежнему легкий, но прочный.
3. Устойчив ли пластик ABS к химическим веществам?
Вода, кислоты, щелочи, а иногда и органические растворители, такие как ацетон, воздействуют на ABS. Это может повысить класс способности ABS противостоять химическим веществам.
https://plas.co/wp-content/uploads/2025/03/ezgif-45146127f64759.jpg500900Автор статьиhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgАвтор статьи2025-03-10 21:12:162025-03-10 21:47:42Литье под давлением ABS: Исчерпывающее руководство