
3 levyn ruiskuvalumuotti
Mikä on 3 levyn ruiskuvalumuotit
3 levyn ruiskuvalumuotti (kolmen levyn ruiskuvalumuotti) on yksi ruiskuvalutyökaluista, joita valmistajat käyttävät muoviosien valmistukseen. Muita työkaluja ovat muun muassa ruiskuvalutyökalut. Muovituotteen täydellinen muotin suunnittelu on mahdotonta ilman kolmea ensisijaista levyä, jotka ovat vastuussa muotin ontelon ja juoksuputkijärjestelmän muodostamisesta. Ihmisillä on tapana kutsua ensimmäistä kolmesta levystä sarjan "A:ksi", toista "B:ksi" ja kolmatta "C:ksi". Seuraavassa on kooste niiden suorittamista toiminnoista:
- Levy A, joka tunnetaan myös nimellä ensimmäinen levy, on muotin perustava, liikkumaton pinta. Se sisältää tyypillisesti ruiskun, joka on pääkanava sulan muovin ruiskuttamiseksi muottiin.
- Toinen levy eli B-levy on liikkuva levy, joka auttaa muovikomponentin pääreiän tekemisessä. B-levyä liikutetaan, kun muotti sulkeutuu, jolloin sula muovi virtaa onteloon ja muotoilee tuotteen halutulla tavalla.
- Kolmen laatan C-muotoinen: C-levy: C-levy on ylimääräinen liikkuva levy, joka auttaa valetun osan poistamisessa muotista. Muotoiluprosessin lopussa siinä on yleensä ulosheittotapit tai jokin muu mekanismi, joka pakottaa jähmettyneen muoviosan ulos muotista.
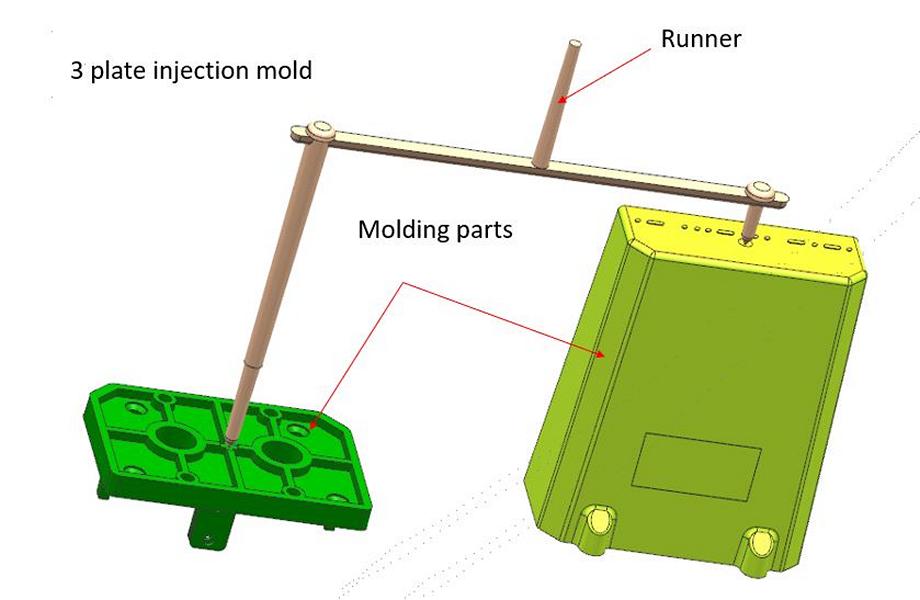
Kolmen levyn ruiskuvalumuotin ominaispiirre on, että juoksuputkijärjestelmä on etäällä valettavasta kappaleesta. Ruiskutusyksikkö tyhjentää sulan muovin onteloon kanavien kautta, jotka muodostavat juoksuputkijärjestelmän. Tämän erottelun etuja ovat muun muassa lyhyemmät sykliajat ja helpompi tuotteen ulosheittäminen, ja se mahdollistaa myös monimutkaisempien muottien luomisen.

I. Kolmen levyn ruiskuvalumuotin komponentit
Kun tarvitaan muovisia ruiskuvalukappaleita, joiden geometria on monimutkaisempi, kolmilevyinen ruiskuvalumuotti on edistyksellinen työkalu, joka auttaa prosessissa erottamalla osan automaattisesti ja tehokkaasti juoksuputkijärjestelmästä. Verrattuna yksinkertaisempaan kaksilevyiseen muottiin, tässä muotissa on ylimääräinen erotustaso. A kolmilevyinen ruiskuvalumuotti Järjestelmä koostuu seuraavista pääosista, joilla kullakin on oma tehtävänsä:
A-puoli: Kolmilevyisessä ruiskuvalumuotissa A-puoli on pääontelolevy, joka muotoilee valettavan osan ulkopinnan. Siinä on kaksi osaa: ydinpuoli, joka muotoilee osan sisäpuolen, ja ontelopuoli, joka muotoilee osan ulkopuolen. Kun A-puoli asetetaan ruiskuvalukoneen kiinteälle puolelle, se pysyy paikallaan muotin valmistuksen ajan.
B-puoli: Muotin B-puoli, jota kutsutaan myös "irrotuslevyksi", tukee A-puolella olevia osia ja helpottaa valetun osan irtoamista. Se liikkuu A-puolen mukana, kun muotti avautuu ja sulkeutuu, mikä helpottaa kappaleen ottamista ulos muotista sen jälkeen, kun se on valettu. Yleensä ulosheittotapit ovat B-puolella. Nämä tapit työntävät osan ulos muotista sen jäähdyttyä.
C-levy: C-levy, jota kutsutaan myös juoksupeliksi tai kelluvaksi levyksi, sisältää juoksupeltijärjestelmän, joka jakaa muovisulan eri portteihin. Tämä levy liikkuu itsenäisesti kolmen levyn muotissa, C-levy sijaitsee ylä- ja ontelolevyjen välissä, kelluva levy sisältää porttimekanismin. mahdollistaa juoksupyöräjärjestelmän ja osien poistamisen itsenäisesti, tämä on keskeinen ero kolmen levyn muotin ja kahden levyn muotin välillä.
Sprue- ja juoksuputkijärjestelmä: Kolmiolevyruiskuvalumuotissa ruisku- ja juoksuputkijärjestelmä siirtää sulan muovin ruiskutusyksiköstä muotin aukkoon. Sprue on muotin aukko, johon muovi menee, ja juoksuputket siirtävät materiaalin eri reikiin. Tasapainoisen täytön ja lyhyiden syklien aikaansaamiseksi on tärkeää, että sprue- ja runner-järjestelmä on suunniteltu oikein.
Jäähdytysjärjestelmä: Tehokas jäähdytysjärjestelmä on tarpeen, jotta muottiin valetun osan rakenne säilyy ja syklin kesto lyhenee. Kolmilevyisen ruiskuvalumuotin jäähdytysjärjestelmä koostuu kanavista, jotka liikuttavat jäähdytysnestettä muotin ympärillä. Näin lämpö poistuu ja muovi kovettuu. Jäähdytyksen suunnittelu on tehtävä oikein, jotta vältytään vääntymiseltä, uppoumilta ja muilta virheiltä lopullisessa kappaleessa.
Kolmilevyisen ruiskuvalumuotin osat toimivat yhdessä tarkkojen ja korkealaatuisten muoviosien valmistamiseksi nopeasti ja helposti. Sen selvittäminen, mitä kukin osa tekee muovausprosessissa, on tärkeää, jotta voidaan valmistaa parhaat muotit, lyhentää jaksoaikoja ja varmistaa, että jokaisen osan laatu on aina sama. Kun valmistajat kiinnittävät tarkkaa huomiota A- ja B-puoleen, C-puoleen, ruisku- ja juoksutusjärjestelmään sekä jäähdytysjärjestelmään, he voivat saada parempia tuloksia ruiskuvalutoiminnoistaan.
Kolmen levyn muotilla on monia etuja:
Parantaa kiertoaikoja mahdollistamalla juoksupyörien ja osien automaattisen ja samanaikaisen poistamisen.
Mahdollistaa monimutkaisemman geometrian omaavien osien valamisen.
Se voi parantaa muovin virtausta muottiin käyttämällä useita portteja.
Haitat: Se on monimutkaisempi, kalliimpi ja vaikeampi valmistaa ja ylläpitää.
Juoksupyörän poiston monimutkaisuus voi aiheuttaa pidempiä sykliaikoja.
Muoviosien valmistuksessa kolmilevyinen ruiskuvalumuotti on hyödyllinen työkalu, joka mahdollistaa monimutkaisten osien tehokkaan ja joustavan valmistuksen.
Jos sinulla on hanke, jota et tiedä, tarvitaanko 3 levyn ruiskumuotti, 2 levyn ruiskumuotti tai 3 levyn ruiskumuotti. kuumakanavan muotti? Tervetuloa ottamaan yhteyttä meihin, tarjoamme 3 levyn ruiskuvalumuotin, 2 levyn ruiskuvalumuotti ja muun tyyppiset muoviset ruiskumuotit, tarkistamme tämän sinulle ja lähetämme sinulle tarjouksen osasi suunnittelun mukaan.


Jätä vastaus
Haluatko osallistua keskusteluun?Voit vapaasti osallistua!