

Muovimateriaalit ovat keskeinen komponentti useilla valmistusteollisuuden aloilla, koska niiden monipuoliset ominaisuudet, kuten mekaaniset, kemialliset ja biologiset ominaisuudet, yhdistyvät niiden runsauteen ja monimuotoisuuteen. Lisäksi raakamuovin muuntaminen toimiviksi prototyyppiosiksi ja kokoonpanoiksi on suhteellisen nopeaa verrattuna perinteisiin työstötekniikoihin.
Yksi tärkeimmistä käytetyistä menetelmistä on subtraktiivinen muovivalmistus, joka tunnetaan myös nimellä CNC-muovin työstö.Tässä artikkelissa esitellään perusasiat muovin cnc-työstö, sen tyypit, näkökohdat, eritelmät ja täydellinen ymmärrys näistä prosesseista ja niiden mahdollisuuksista parantaa valmistusta.

Mitä on muovin työstö?
Vaikka "työstö" yhdistetään yleisesti metallien tarkkoihin subtraktiivisiin prosesseihin, samanlaisia lähestymistapoja voidaan soveltaa myös muovien työstöön, mutta tietyin eroin. CNC Muovin työstö käsittää sorvien, jyrsimien, leikkuukoneiden, porakoneiden, hiomakoneiden ja muiden valvottujen koneiden käytön tarkan eritelmän mukaisten osien tai tuotteiden valmistamiseksi.
Näitä koneita käytetään myös metallin työstöön, mutta muovien työstöominaisuudet ovat aivan erilaiset. Esimerkiksi metalleilla on tietyt sulamislämpötilat, kun taas muovit ovat amorfisia ja laajalla lämpötila-alueella. The cnc-työstetyt muovit hybridimateriaaleilla on suurempi todennäköisyys virrata, lohkeilla, sulaa, kuoppia ja yleensä enemmän vaihtelua työstön aikana kuin metalleilla.
Erilaiset variaatiot edellyttävät kehittyneitä muovien työstötekniikoita, mikä tarkoittaa, että materiaalin valinnan, käsittelytekniikoiden, sopivien työkalujen ja vakauttavien tekijöiden välinen tasapaino on säilytettävä huolellisesti optimaalisten tulosten saavuttamiseksi.
Erilaiset muovin työstöprosessit:
Muovia voidaan työstää erilaisilla työstömenetelmillä. Kerrotaan lyhyesti muoviteollisuuden suosituimmista työstömenetelmistä;
Muoviporaus:
Porakone on tärkein työstökone, jota käytetään sylinterimäisten ja läpireikien tekemiseen materiaaleihin. Lisäksi porauksessa syntyy enemmän lämpöä kuin muissa työstöprosesseissa, mikä voi joskus olla ongelma lämpöherkille muoveille.
Muovien liiallinen kuumuus voi johtaa lohkeiluun, karheisiin pintoihin ja yleisesti ottaen huonoon valmistuksen laatuun, mikä korostaa lämmön vähentämisstrategioiden merkitystä. Lämmön vähentäminen saavutetaan ottamalla huolellisesti huomioon monia tekijöitä, kuten leikkausnopeus, syöttönopeus, työkalujen rakenteet, leikkuutyökalujen materiaalit, jäähdytysnesteet ja poranterän terävyys, jotta ei-toivottu kitka saadaan minimoitua. Seuraavassa on joitakin yleisiä ohjeita muovien porausta varten:
Seuraavassa on joitakin yleisiä ohjeita muovien poraamiseen:
- Valitse poranterille 9°-18°:n kierrekulmat ja 90°-118°:n poranteräkulmat, jotta lastunpoisto ja lämmönpoisto helpottuvat porauksen aikana.
- Kun pora irrotetaan reiästä säännöllisin väliajoin, vältytään liialliselta lastujen ja lämmön kertymiseltä.
- Varmista, että poranterä on terävä; tylppien tai väärin teroitettujen poranterien käyttö voi aiheuttaa rasitusta ja lämmönmuodostusta.
- Vaikka suurnopeusteräksiset porat soveltuvat useimpiin muoveihin, hiertävät materiaalit saattavat vaatia kovametalli-, timantti- tai muiden kovalujuusteräksisten porien käyttöä pienemmillä nopeuksilla parhaiden tulosten saavuttamiseksi.
Muovi Kierteitys/kartoitus:
Prototyyppiosan muovinen kierteitys
Kierteittäminen tai kierteittäminen on prosessi, jossa materiaaliin luodaan kierteet, jotta kiinnittimiä, kuten ruuveja tai pultteja, voidaan käyttää. Toisin kuin metalli, joka pitää kierteet hyvin, muovi on loviherkkää ja repeää herkästi, kun kierteitä tehdään hienojakoisesti. Muovikierteitykseen ei ole paras vaihtoehto muottileikkurit, koska ne on leikattava uudelleen, kun ne poistetaan.
Muovikierteet leikataan yleensä kierteitystyökaluilla, erityisesti kaksoishampaisilla, jotta vältetään purseet, ja suurella työstövaralla. Seuraavassa on joitakin yleisiä ohjeita muovien kierteittämistä/ kierteittämistä varten: Seuraavassa on joitakin yleisiä ohjeita muovien kierteittämistä/ kierteittämistä varten:
- Ajattele metallisten kierteitettyjen inserttien käyttöä muovisissa läpivientirei'issä, jotta voit ohittaa muovikierteet kokonaan.
- Muovikierteitä varten käytä kovametallilevyä yhden pisteen kierteitykseen ja ota moninkertainen 0. 001" on viimeinen lause.
- Jäähdytysnesteet voivat estää kierteen laajenemisen ja vähentää lämpövaikutuksia kierteitysprosessin aikana.
- Varmista, että muovin kierteittämiseen käytettävät työkalut ovat teräviä, äläkä käytä työkaluja, joita on käytetty metallin leikkaamiseen.
Muovin jyrsintä:
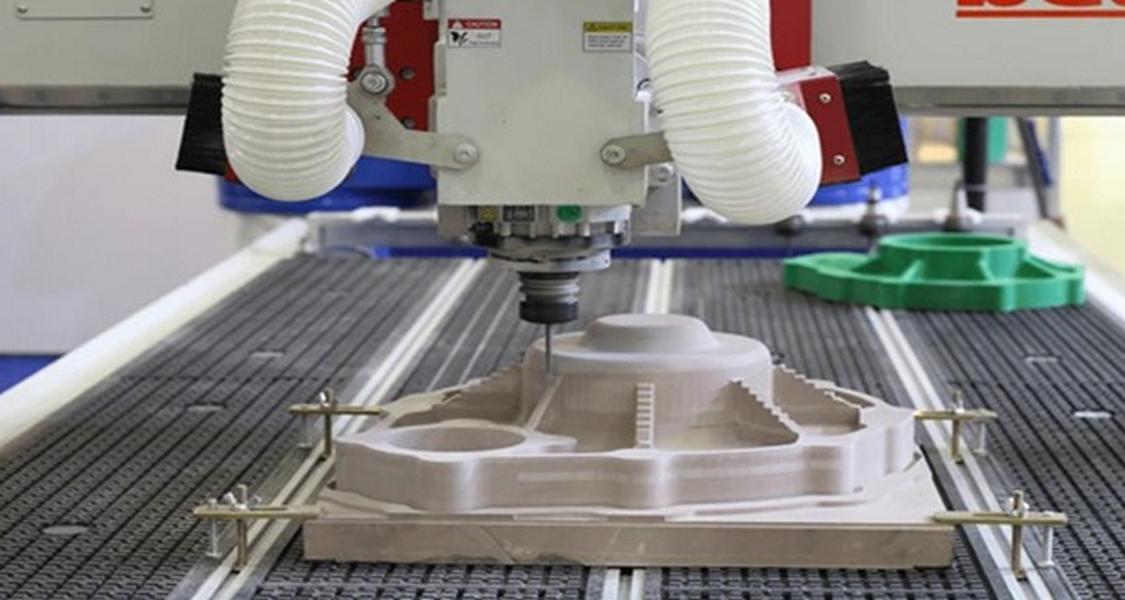
Jyrsinkoneissa käytetään pyörivää jyrsintä, jota liikutetaan suurella nopeudella poistamaan materiaalia paikallaan olevasta työkappaleesta X-, Y- ja Z-akseleita pitkin. Kehittyneiden tietokoneiden ohjaamat CNC-jyrsinkoneet tuottavat suurta tarkkuutta, kun ihmisen työpanos on vähäinen.
Muovin jyrsintään tarvitaan erilainen menetelmä kuin metallin jyrsintään, koska karan värähtely aiheuttaa lastuamisjälkiä ja työkappaleen liikkeitä. Operaattorit selviävät tästä käyttämällä alipainejärjestelmiä, kiinnityspuristimia tai kaksipuolisia teippejä, joilla muovinen työkappale pidetään paikallaan.
Muovijyrsintään kuuluu lisäksi alasjyrsintä (kiipeilyjyrsintä), jossa jyrsimen pyöriminen on samansuuntaista kuin syöttöliike. Seuraavassa on joitakin yleisiä sääntöjä cnc-jyrsintää varten.
- Puhdista työpöytä ja työkappale paremman tartunnan saamiseksi.
- Älä kiristä työkappaletta liian tiukasti, jotta materiaali ei epämuodostu tai jousta.
- Käytä viimeistelyleikkauksiin 2- tai 4-liuskaisia jyrsimiä; tavalliset karkeat jyrsimet soveltuvat materiaalista riippuen karhennusleikkauksiin.
- Kun jyrsit sisätaskuja, vältä teräviä sisäkulmia ja jännitysalueita tai käytä pyöristetyillä kulmilla varustettuja jyrsimiä.
Muovin sorvaus:
Sorvaus on prosessi, jossa työkappaletta pyöritetään sorvissa ja muotoillaan se paikallaan olevilla työkaluilla. Materiaalin tuhoutumisen minimoimiseksi voidaan soveltaa ennaltaehkäisevää lämmönhallintatoimenpidettä. Seuraavassa on joitakin yleisiä sääntöjä muovien sorvausta varten:
Seuraavassa on joitakin yleisiä sääntöjä muovin sorvausta varten:
- Kovametallilevyt sorvaukseen ovat paras vaihtoehto, ja niillä pyritään saavuttamaan kiillotetut pinnat kitkan ja materiaalin kertymisen vähentämiseksi.
- Käytä suuria kohokulmia ja negatiivista takakaltevuutta sen varmistamiseksi, että kulumista ei tapahdu liikaa.
- Vaihtele syöttönopeutta muovin jäykkyyden mukaan, joka on yleensä välillä 0,004-0,010 tuumaa kierrosta kohti.
- Valitse ensin työkalun leveys, joka on pienempi kuin osan minimihalkaisija, ja varmista, että työkalut ovat teräviä ja tuoreita, jotta saat parhaat tulokset.
Muovin sahaus:
Sahaus tarkoittaa materiaalien leikkaamista pienemmiksi paloiksi vannesahalla, pöytäsahalla tai erikoislaitteilla. Sahanterien lämpöä on hallittava tehokkaasti.
Seuraavassa on joitakin yleisiä sääntöjä muovien sahausta varten:
- Vannesahat on tarkoitettu suoriin ja jatkuviin leikkauksiin, kun taas pöytäsahoja käytetään paksumpien materiaalien leikkaamiseen.
- Käytä teriä, joissa on matala kallistus ja jotka ovat muoviluokiteltuja, jotta lämmön muodostuminen olisi mahdollisimman vähäistä.
- Volframikarbidikärkisiä teriä tulisi käyttää, kun muovit ovat ohuita, kun taas onttohiottu pyörösahanterä on paras valinta paksummille muoveille.
- Ohuita ja teräviä teriä suositellaan täydellistä leikkaamista varten.
Mitkä ovat muovin työstöön liittyvät näkökohdat?
Mittapysyvyys, lämpölaajenemisen hallinta ja kosteuden imeytymisen hallinta ovat keskeisiä ongelmia, jotka olisi otettava huomioon muovien työstössä. Vääristymät on estettävä, joten jännityksenpoistovarastolla ja tiheällä hehkutuksella on suuri merkitys.
Materiaalien kunnostaminen kuivausprosessin aikana kosteustasapainon saavuttamiseksi auttaa välttämään ylimääräisiä vääristymiä. Kyky pitää lämpötila vakiona säännöllisellä jäähdytyksellä, ottaa huomioon lämpölaajeneminen sekä työskennellä lämpötilavalvotuissa ympäristöissä on tärkein asia, joka mahdollistaa toleranssien pysymisen samalla tasolla.
Kokeile ja erehdy -työstö:
Muovin muovaus on prosessi, joka liittyy läheisesti materiaalin alttiuteen ympäristön muutoksille. Esimerkkinä voidaan mainita, että koneistettuun kappaleeseen voi tulla mittamuutoksia, kun se siirretään yhdestä paikasta toiseen ympäristöön. Parhaan mahdollisen tuloksen saavuttamiseksi on välttämätöntä sovittaa koneistusympäristö ja kappaleen työstöympäristö mahdollisimman hyvin yhteen.
Tosin täydellisyyden saavuttaminen edellyttää yleensä kokeiluja ja virheitä. Tämä kattaa syöttönopeuksien ja koneen nopeuksien optimoinnin, joka on kriittisin lopputuotteen määrittävä tekijä. Aluksi koneen syötöt ja nopeudet pidetään korkeina, ja sitten niitä muutetaan asteittain jokaisen ajon jälkeen, jotta lastuaminen voidaan optimoida ja koneistus sujuu tasaisesti ilman työkaluongelmia.
Materiaalin valinta ja työstötekniikka:
Muovin työstötulos riippuu muutamasta tekijästä, jotka ovat erittäin tärkeitä. Tukirakenteet, tärinän hallinta, työkalujen teroitus ja materiaalikohtaiset vaatimukset ovat tärkeimmät tekijät, jotka määrittävät muoviosien laadun. Yleisimmät viat, kuten purseet, halkeamat ja säröjäljet, liittyvät matalajäykkiin muoveihin. Näitä tekniikoita soveltamalla ne voidaan voittaa.
Työstöprosessia ja materiaalia tuetaan myös lisäämällä tukia tarvittaessa ja esikäsittelemällä pinnat sileällä, vähän kitkaa aiheuttavalla viimeistelyllä ennen työstöä. Muovin työstöprosessia pidetään usein taiteena, sillä räätälöinti on yksi tärkeimmistä tehtävistä, jossa korostuu valitun materiaalin ja tietyn työstöprosessin asianmukaisen tuen merkitys.
Turvallisuus:
Käyttäjän turvallisuuden kannalta tärkeintä on ehkäistä materiaaliin mahdollisesti liittyvät terveysvaarat muovin työstön aikana. Muovit erittävät myrkyllisiä aineita, kun lämpöä on enemmän kuin on tarpeen, ja tämä on uhka käyttäjille. Muovihiukkasten hengittäminen voi aiheuttaa silmien, hengitysteiden ja ruoansulatuskanavan ärsytystä, kun niitä niellään. Turvallisuuden varmistamiseksi:
● Käytä henkilökohtaisia suojavarusteita, kuten suojalaseja, käsineitä ja naamareita.
● Varmista, että koneistustilan ilmanvaihtojärjestelmä on kunnossa.
● Noudattaa turvallisuusohjeita, kuten säännöllisen siivouksen varmistamista ja ruoan, juomien ja tupakan kieltämistä työalueella.
● Kehitetään turvallisuusprotokollia muovin työstöstä aiheutuvien vaarojen ehkäisemiseksi.
Muovin työstösovellukset:
Muovin työstön käyttöala on erittäin laaja, ja sitä esiintyy lähes kaikilla nykyaikaisen teollisuuden aloilla. Vaikka muovin työstö on laaja, se on erityisen hyödyllistä vain harvoilla markkinoilla.
Seuraavassa on lyhyt katsaus useisiin keskeisiin sovelluksiin:
● Prototyyppien kehittäminen ja tuotekehitys välitöntä testausta varten.
● Suunnittelet ja valmistat kemikaalien käsittelylaitteita, jotka kestävät korroosiota ja ovat kestäviä.
● Muovin bioyhteensopivuus ja steriloitavuus tekevät siitä kätevän materiaalin biolääketieteellisten ja farmaseuttisten välineiden valmistukseen.
● Optisia elementtejä ja laitteita koskeva fotoniikan tutkimus.
● Puolijohteiden valmistus erityistarkoituksiin tarkoitettujen osien ja komponenttien valmistukseen.
● Laboratoriokäytöt mukautettujen kalusteiden ja laitteiden luomiseksi.
● Tekstiilien valmistus mekaanisten osien ja komponenttien valmistukseen.
Muovit CNC-koneistukseen
Muovien työstettävyysalue on hyvin laaja, koska jokaisella muovilla on erityisominaisuuksia ja niitä voidaan käyttää eri teollisuudenaloilla. Esimerkiksi nailon on materiaali, jolla on erityisiä mekaanisia ominaisuuksia ja jota voidaan käyttää metallien sijasta tietyissä tapauksissa. Alla on lueteltu yleisiä muoveja, joita suositaan muovin räätälöityyn työstöön:

ABS (akryylinitriilibutadieenistyreeni):
ABS on kevyt CNC-materiaali, jolla on erinomainen iskunkestävyys, lujuus ja työstettävyys. ABS on kuitenkin materiaali, jolla on monia suotuisia mekaanisia ominaisuuksia, mutta se on kemiallisesti epävakaa ja liuotinherkkä rasvoille, alkoholeille ja kemiallisille liuottimille. Lisäksi puhdasta ABS-materiaalia ei voida pitää termisesti stabiilina, koska se on syttyvää jopa puolilämpimissä olosuhteissa.
Plussaa:
● Kevyt ja mekaanisesti kestävä.
● Materiaali on erittäin hyvin työstettävissä, joten se sopii erinomaisesti nopeaan prototyyppien valmistukseen.
● Matala sulamispiste on useiden nopeiden prototyyppien valmistusmenetelmien keskeinen etu.
● Korkea vetolujuus ja pitkä käyttöikä.
● Kustannustehokas.
Miinukset:
● Kuumat muovihöyryt vapautuvat lämmön vaikutuksesta; asianmukainen ilmanvaihto on tarpeen.
● Alhainen sulamispiste voi aiheuttaa muodonmuutoksia CNC-työstön aikana syntyvän lämmön seurauksena.
Sovellukset:
ABS on erittäin suosittu nopeiden prototyyppipalveluiden suunnittelussa kestomuoveissa, ja sitä käytetään sähkö- ja autoteollisuudessa osissa, kuten näppäimistön korkit, elektroniset kotelot ja auton kojelaudan osat.ABS-materiaalia käytetään monissa prototyyppien työstöissä, kun ABS-osa on suuri määrä, käytä ABS-materiaalia. ABS ruiskuvalu prosessi on yksi parhaista vaihtoehdoista.
Nylon (polyamidi):
Nailon eli polyamidi on vähän kitkaa aiheuttava muovi, joka kestää iskuja, kemikaaleja ja hankausta. Materiaalin erinomaiset mekaaniset ominaisuudet, kuten lujuus, kestävyys ja kovuus, tekevät siitä sopivan CNC-työstöön ja antavat sille kilpailuetua autoteollisuudessa ja lääketieteellisten osien valmistuksessa. jos tarvitset suuria määriä nailonosia, käytä nylon ruiskuvalu prosessi säästää yksikkökustannuksia.
Plussaa:
● Erinomaiset mekaaniset ominaisuudet ja suuri vetolujuus.
● Kevyt ja kustannustehokas.
● Lämpöä ja kemikaaleja kestävä.
● Soveltuu sovelluksiin, joissa sitkeys ja iskunkestävyys ovat ensisijaisia vaatimuksia.
Miinukset:
● Alhainen mittapysyvyys.
● Altis kosteuden imeytymiselle.
● Ei kestä vahvoja mineraalihappoja.
Sovellukset:
Nailon on suorituskykyinen tekninen kestomuovi, jota käytetään prototyyppien ja todellisten osien valmistukseen esimerkiksi lääketieteen ja autoteollisuuden aloilla. Elementtejä ovat laakerit, aluslevyt ja putket.
Akryyli (PMMA - polymetyylimetakrylaatti):
Yleisesti ottaen akryyliä suositaan muovin cnc-työstössä sen optisten ominaisuuksien, kemiallisen kestävyyden ja kustannustehokkuuden vuoksi, mikä tekee siitä sopivan eri teollisuudenaloille, jotka tarvitsevat läpinäkyviä tai naarmuuntumattomia komponentteja.
Plussaa:
● Kevyt ja hyvin työstettävissä.
● Kemikaalien ja UV-säteilyn kestävä.
● Kestää naarmuja ja on optisesti kirkas, sopii läpinäkyvyyttä vaativiin sovelluksiin.
● Kustannustehokas verrattuna polykarbonaatin ja lasin kaltaisiin materiaaleihin.
Miinukset:
● Lämpö, iskut ja kuluminen eivät kestä sitä kovin hyvin.
● Saattaa halkeilla, jos kuorma on liian raskas.
● Altis kloorattujen/aromaattisten orgaanisten aineiden tuhoutumiselle.
Sovellukset:
Akryyli korvaa polykarbonaatin ja lasin kaltaisia materiaaleja, joten se soveltuu autoteollisuuden sovelluksiin, kuten valoputkiin ja merkkivalojen suojuksiin. Sitä käytetään myös muilla teollisuudenaloilla muun muassa aurinkopaneelien ja kasvihuonekatosten valmistuksessa.
POM (Delrin):
POM, jota yleisesti kutsutaan Delriniksi, on CNC-muovi, jota monet koneistuspalvelut käyttävät usein sen erinomaisen työstettävyyden vuoksi. Se on vahvaa ja kestää lämpöä, kemikaaleja ja kulumista. Delriiniä on saatavana eri laatuja, joista Delrin 150 ja 570 ovat teollisuudessa eniten käytettyjä niiden mittatarkkuuden vuoksi.
Plussaa:
● Erittäin hyvin työstettävissä ja erinomainen kemikaalien kestävyys.
● Tarjoaa suuren mittatarkkuuden ja vetolujuuden kestävyyttä varten.
● Saatavana eri laatuja, joista Delrin 150 ja 570 ovat suosittuja valintoja niiden mittatarkkuuden vuoksi.
Miinukset:
● Huono kestävyys happoja ja kemikaaleja vastaan.
Sovellukset:
POM-muovia käytetään laajalti eri teollisuudenaloilla: autoteollisuudessa sitä käytetään turvavöiden komponentteihin, lääkinnällisissä laitteissa insuliinikyniin ja kulutustavaroissa sähköisiin savukkeisiin ja vesimittareihin.
HDPE (High-Density Polyethylene):
Suurtiheyksinen polyeteeni kestää hyvin rasitusta ja happoja. Yleensä se tarjoaa poikkeuksellisen mekaanisen lujuuden ja vetolujuuden muiden valmistettujen kestomuovien joukossa. Arvioidaanpa HDPE:n hyvät ja huonot puolet.
Plussaa:
● ihanteellinen nopeaan prototyyppien valmistukseen
● Kustannukset ovat alhaiset verrattuna akryyliin ja nailoniin.
Miinukset:
● Huono UV-kestävyys.
Sovellukset:
HDPE:tä käytetään laajalti muun muassa prototyyppien valmistuksessa, hammaspyörien, laakereiden, pakkausten, sähköeristeiden ja lääkinnällisten laitteiden valmistuksessa.
LDPE:
LDPE on sitkeä ja joustava muovipolymeeri. Sillä on hyvät kemialliset kestävyysominaisuudet ja optimaalinen suorituskyky matalissa lämpötiloissa. Sen käyttö on ihanteellista muotoilun monipuolisuudessa on proteesit ja ortoosit.
Plussaa:
● vahva, erittäin joustava ja korroosionkestävä.
● Sen kaksoiskompatibelius tekee siitä hyvän lääketieteelliseen käyttöön.
Miinukset:
● ei sovellu korkean lämpötilan kestävyyteen.
● Alhainen jäykkyys ja rakenteellinen lujuus.
Sovellukset:
LDPE on poikkeus räätälöityjen hammaspyörien, sisustussähköosien ja kiillotusta tai kiiltoa tarvitsevien autojen osien tuotannossa. Sen alhainen kitkakerroin, korkea eristyskestävyys ja kestävyys tekevät siitä ihanteellisen valinnan korkean suorituskyvyn sovelluksiin.
PTFE (teflon):
PTFE, jota yleisesti kutsutaan tefloniksi, on korkealaatuinen muovimateriaali, jota käytetään yleisesti CNC-työstössä. Se erottuu erinomaisista mekaanisista ja kemiallisista ominaisuuksistaan, joita käytetään laajalti erilaisissa kaupallisissa tuotteissa. PTFE:n kitkakerroin on alhainen ja se kestää UV-säteitä, kemikaaleja ja väsymystä, joten se on erittäin kestävä. Se on tunnettu myös tarttumattomuudestaan, ja sitä käytetään laajalti tarttumattomien pannujen pinnoittamiseen.
Plussaa:
● PTFE:n keskeisiä ominaisuuksia ovat kemiallinen kestävyys, UV-kestävyys ja alhainen kitka.
● on tarttumista estäviä ominaisuuksia.
Miinukset:
● muiden materiaalien mekaaniset ominaisuudet ovat paljon paremmat kuin niiden.
● pieni paksuus sauvoissa ja levyissä.
Sovellukset:
Teflonia käytetään tarttumattomien ominaisuuksiensa ansiosta tarttumattomien pannujen valmistuksessa, mutta myös tiivisteiden, puolijohteiden ja sydänlaastareiden valmistuksessa.
Vaihtoehtoja CNC Muovin työstö
Sopivan tekniikan valinta riippuu useista tekijöistä, kuten materiaalin valinnasta ja loppukäyttöön tarkoitettujen osien määrittelystä.
Ruiskuvaluprosessi:
Ruiskupuristus soveltuu erityisesti muovisten kappaleiden massatuotantoon. Siinä sulaa teknistä muovia kaadetaan muottiin tai lujatekoisesta teräksestä valmistettuun onteloon, jolloin haluttu muoto muodostuu äkillisen jäähtymisen ja jähmettymisen jälkeen.
Plussaa:
● Soveltuu sekä prototyyppien valmistukseen että massatuotantoon.
● Taloudellinen monimutkaisten prototyyppiosien suunnitteluun.
● Tarvitaan lisävaatimuksia, kuten anodisointia, kiillotusta ja pintakäsittelyjä.
Miinukset:
● Työkalujen valmistuskustannukset ovat suhteellisen korkeat.
3D-tulostus:
3D-tulostus, jota kutsutaan yleisesti additiiviseksi valmistukseksi, on suosittu prototyyppien valmistusmenetelmä, jossa käytetään tekniikoita, kuten stereolitografiaa (SLA), sulatettua lasermallinnusta (FDM) ja valikoivaa lasersintrausta (SLS), termoplastisten muovien, kuten nailonin, PLA:n, ABS:n ja ULTEM:n, työstämiseksi 3D-prototyyppien muotoihin.
Plussaa:
● Nopea prototyyppien valmistus ilman työkaluja.
● Ihanteellinen monimutkaisiin malleihin ja pienimuotoiseen tuotantoon.
● Materiaalihukka on pienempi kuin koneistuksessa.
Miinukset:
● Materiaalin valintaan ja mekaanisiin ominaisuuksiin liittyvät rajoitukset.
● Hidas tuotantonopeus suurissa hankkeissa.
Sekä ruiskupuristus että 3D-tulostus ovat toteuttamiskelpoisia vaihtoehtoja muovin CNC-työstö, kullakin on omat etunsa ja rajoituksensa, jotka riippuvat hankkeen erityistarpeista.
Tyhjiövalu
Tyhjiövalussa, joka tunnetaan myös nimellä polyuretaani/uretaanivalu, käytetään silikonimuotteja ja hartseja mallin jäljentämiseen. Tämä nopea prototyyppimenetelmä on ihanteellinen korkealaatuisten muovikopioiden tuottamiseen, jotka ovat hyödyllisiä ideoiden visualisoinnissa ja suunnitteluvirheiden tunnistamisessa vianmääritysprosessin aikana.
Keskeiset tulokset
Tässä artikkelissa kuvataan lyhyesti muovin työstö, mukaan lukien sen määritelmä, prosessit, teollisuudenalat, joilla sitä käytetään, ja sen toiminta. Jos haluat syvällisemmän ymmärryksen aiheeseen liittyvistä aiheista, tutustu muihin oppaisiin tai etsi mahdollisia hankintalähteitä ja tuotetietoja osoitteessa muovin työstöpalvelumme.