L'essor de l'Arabie saoudite en tant que centre d'innovation industrielle découle directement du rôle avancé joué par la technologie du moulage par injection. Grâce à ses diverses capacités, la technologie du moulage par injection permet de créer des composants en plastique de pointe de manière efficace et rentable afin de répondre aux besoins du marché automobile et des consommateurs, ainsi qu'aux exigences du secteur de la construction en matière d'emballage et d'applications dans le bâtiment. L'initiative Vision 2030 de l'Arabie saoudite stimule la demande de composants moulés par injection haut de gamme, tout en favorisant l'expansion industrielle et le développement technologique.
Les entreprises de moulage par injection avancées, dotées d'équipements de pointe, d'une main-d'œuvre qualifiée et de matériaux innovants, stimulent le développement du marché local et mondial. Ce secteur d'activité fabrique des solutions de traitement personnalisées ainsi que des solutions résilientes et précises pour les secteurs industriels duro-interactifs. Grâce à ses opérations de moulage par injection, l'Arabie saoudite fabrique des produits à grande vitesse allant des emballages rigides aux pièces automobiles et aux articles en plastique essentiels pour des utilisations médicales spécifiques.
L'article présente huit grandes entreprises saoudiennes de moulage par injection qui mettent en avant leurs capacités techniques et leurs innovations en matière de fabrication.
1. APICO -Arabian Plastic Industrial Co. Ltd.
Année de création : 1996
Nombre d'employés : 110-150
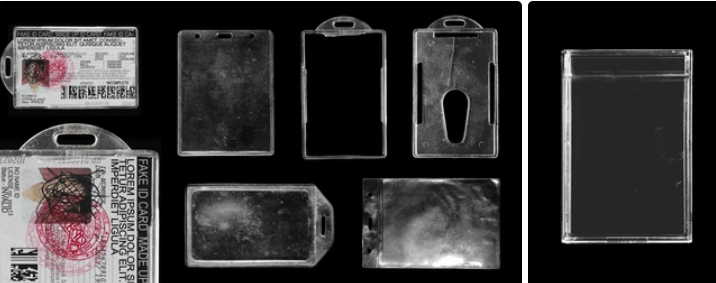
Type d'entreprise : Arabian Plastic Industrial Company (APICO) s'occupe d'emballages en plastique et de moulage par injection de thermoplastiques.
Site web et contact
Site web : https://www.apico.com.sa
Courriel : info@apico.com.sa
Téléphone : +966126380101
Adresse : Industrial City 1, St. 45, Phase 3, Jeddah, KSA
Profil de l'entreprise
APICO a été créée en 1996 sous l'égide du groupe Balubaid en Arabie saoudite et est considérée comme l'une des meilleures entreprises d'emballage plastique et de moulage par injection du Royaume d'Arabie saoudite. APICO propose un large éventail de produits, notamment l'extrusion de films et de feuilles, le moulage par injection, le thermoformage et le moulage par soufflage pour les entreprises des secteurs de l'alimentation et des boissons, de l'automobile, de la construction et bien d'autres encore. L'entreprise est certifiée ISO 9001, 22000 et 45001, ce qui lui permet de fabriquer des produits de qualité. Al-Kharj a également rejoint le réseau APICO en 2024 : L'organisation se développe et s'adapte pour répondre plus efficacement aux besoins de développement dans la région.
Services
- Film
- Thermoformage
- Moulage par soufflage
- Moulage par injection
Pour
1. Pour la fabrication détaillée, APICO utilise des machines européennes et asiatiques à la pointe de la technologie.
2. On peut citer les sacs à provisions, les bouteilles et les caisses moulées sur mesure, qui offrent plusieurs possibilités de transport des produits.
3. L'accent est mis sur le client, car l'entreprise propose des solutions qu'elle développe pour s'adapter à différents secteurs d'activité.
Cons
1. Environnements des entreprises APICO et plusieurs concurrents opèrent dans l'industrie de la fabrication du plastique.
2. Le processus de production nécessite l'utilisation d'une grande quantité d'énergie, ce qui se traduit par des coûts supplémentaires pour l'entreprise.
3. L'entreprise est considérée comme ayant de bonnes performances commerciales, car elle dépend des industries de l'automobile et de la construction, mais elle est sensible aux situations du marché.
Par conséquent, si vous avez besoin de services de moulage par injection en Arabie saoudite, APICO est la meilleure entreprise à visiter.
2. AL SHARQ PLASTIC INDUSTRIES CO.LTD
Année de création : 1976
Nombre d'employés : 200-500
Type d'entreprise : Al-Sharq Plastic Industries fabrique des produits en plastique par injection et par soufflage, ainsi que des films soufflés.
Site web et contact
Site web : https://alsharqplastics.com
Courriel : sales@alsharqplastics.com
Téléphone : +966 11 265 5555
Adresse : New Industrial City, Phase 2, Al Riyadh, Arabie Saoudite
Profil de l'entreprise
Al-Sharq Plastic Industries Company, fondée en 1976, exploite une installation à Riyad, en Arabie saoudite, pour produire des matériaux plastiques de haute qualité. Depuis 2014, Al-Sharq Plastic Industries Company a rejoint Takween Advanced Industries et a élargi son offre pour inclure le moulage par injection, le moulage par soufflage et la production de films soufflés. Al-Sharq fabrique des produits oxo-biodégradables après avoir obtenu l'accréditation de la SASO et de l'ESMA pour les industries pétrochimiques, alimentaires et agricoles. Nos installations de production de pointe, combinées à une distribution mondiale, nous permettent d'offrir des solutions durables et innovantes à nos clients, tout en restant concentrés sur l'excellence.
Services
- Moulage par injection
- Moulage par soufflage
- Caisses en plastique
- Film de soufflage
Pour
1. Notre entreprise déplace plusieurs lignes de production pour diverses utilisations industrielles.
2. Nos installations de production fabriquent des produits oxo-biodégradables conformément aux normes industrielles.
3. Notre activité comprend plus de 300 moules et plus de 100 machines grâce à des systèmes de production avancés.
Cons
1. Il existe des informations difficiles à trouver sur la personne qui a créé l'entreprise et sur l'équipe qui la dirige.
2. La concurrence sur le marché mondial reste intense.
3. L'entreprise dépend de marchés géographiques sélectionnés pour la distribution de ses exportations.
Contactez Al-Sharq Plastic Industries pour tous vos besoins en moulage par injection en Arabie Saoudite.
3. Zamil Plastic Industries Co
Année de création : 1980
Nombre d'employés : 500-1,00
Type d'entreprise : Fabricant et fournisseur
Site web et contact
Site web : www.zamilplastic.co
Téléphone : +966 9200 03679
Courriel : info@zamilplastic.com
Adresse : La production de plastique a lieu dans la 2e rue de la zone industrielle de Zamil, à Dammam, en Arabie saoudite.

Profil de l'entreprise
Zamil Plastic Industries Co. a commencé ses activités en 1980 avant de devenir l'un des plus grands producteurs de produits en plastique de la région du Moyen-Orient. L'entreprise utilise le moulage par injection et le moulage par soufflage pour produire des préformes en PET destinées à différentes industries qui fabriquent des produits alimentaires, des matériaux de construction et des produits de consommation. Aujourd'hui, Zamil Plastic utilise des outils de fabrication modernes issus de son passé industriel pour concevoir des produits alternatifs respectueux de l'environnement. Chez Zamil Plasti,c, nous aidons nos clients à concevoir des solutions de produits qui offrent une qualité supérieure et des résultats commerciaux pour chaque marché cible.
Services
- Récipients en plastique :
- Plastique Emballage :
- Seaux et bacs en plastique
Pour
1. Notre équipe commerciale fabrique des produits en plastique depuis de nombreuses années.
2. Notre société aide de nombreuses industries dans de nombreux secteurs de marché différents en leur fournissant des services commerciaux.
3. L'entreprise crée des produits de qualité supérieure qui fonctionnent comme prévu pour les clients et qui contribuent à la protection de l'environnement.
4. Nos méthodes de production ultramodernes permettent de fabriquer des produits qui répondent à toutes les spécifications de mesure.
5. Notre société offre des services de fabrication avancés dans trois domaines principaux : Nous aidons les entreprises en fabriquant des récipients alimentaires en plastique, des équipements pétroliers et gaziers et des matériaux de consommation.
Cons
1. L'entreprise cesse de desservir certains marchés mondiaux lorsqu'elle soutient des efforts dans des zones géographiques spécifiques.
2. La plupart des gens ne savent pas combien de personnes l'entreprise emploie ni quelle est sa capacité de production
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
4. Usine de plastique Al-Faisal
Année de création : 1989
Non ou employés : 100-200
Type d'entreprise : Fabricant et fournisseur
Site web et contact
Site web : https://www.myfpf.com
Téléphone : +966 12 635 6060
Courriel : info@myfpf.com
Adresse : Al-Mahjar District, First Industrial City, Phase 3, Building No. 8277
Profil de l'entreprise
Depuis son démarrage commercial en 1989, Al-Faisal Plastic Factory est devenu un établissement crucial pour la production de plastique en Arabie saoudite. L'entreprise est spécialisée dans le développement de moules d'injection et de moules de soufflage et propose des solutions complètes de fabrication de moules. Au cours des dernières décennies, elle a mis au point des solutions spécialisées pour répondre aux besoins uniques de ses clients. Al-Faisal Plastic Factory maintient des produits à usage prolongé grâce à ses installations de production régulière de moules et à ses services de maintenance.
Services
- Moules d'injection
- Moules de soufflage
- Entretien des moules
- Emballage
- l'étiquetage
Pour
1. Grâce à leurs compétences en matière de moulage par soufflage et de moulage par injection, ils peuvent proposer différentes solutions à leurs clients.
2. l'entreprise prolonge la durabilité et la durée de vie des produits grâce à ses offres d'entretien des moules.
3. Des décennies d'expérience sur le marché saoudien.
4. Les entreprises industrielles locales ont un accès immédiat à des services rapides à partir de ce site.
Cons
1. Pas de présence en ligne ou de site web pour la sensibilisation internationale.
2. Peu de détails sont disponibles sur les innovations technologiques ou les certifications.
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
5. Saudi Plastic Factory Co
Année de création : 1962
Nombre d'employés : 900-1000
Type d'entreprise : Fabricant et fournisseur
Site web et contact
Site web : https://spf-sa.com
Courriel : spf@spf-sa.com
Téléphone : +966 11 498 2807
Adresse : 2nd Industrial Area, Al Kharj Road, Arabie Saoudite
Profil de l'entreprise
Saudi Plastic Factory (SPF) a démarré ses activités en 1962 en tant qu'installation de production digne de confiance, où le moulage par injection reste son activité principale. Saudi Plastic Factory utilise le moulage par injection pour produire de nombreux articles en plastique, des caisses aux conteneurs laitiers à paroi mince, en passant par les seaux de peinture et les conteneurs PET. SPF met en œuvre des techniques de production avancées qui permettent de créer des produits finis de haute qualité répondant aux normes de performance des secteurs industriels et aux attentes des clients. Le site de Jeddah permet à l'entreprise de servir les clients de sa zone de marché locale et des marchés régionaux voisins.
Services
- Récipients pour produits laitiers à paroi mince
- Seaux de peinture
- Récipients en PET
- Étiquetage dans le moule (IML Packaging)
- Caisses en plastique
Pour
1. Les conteneurs en plastique léger sont les mieux adaptés aux besoins des entreprises du secteur de l'alimentation et des boissons.
2. Les systèmes de gestion thermique utilisés dans le moulage par injection de pointe permettent d'obtenir des résultats de production standardisés.
3. Offre une large gamme de produits destinés à divers secteurs.
4. L'emplacement de cette installation à Djeddah offre des avantages essentiels en matière de transport pour répondre aux besoins de distribution dans cette zone régionale.
Cons
1. Pas de site web public ni d'informations de contact détaillées pour les clients internationaux.
2. Les informations accessibles au public mettent peu l'accent sur le développement durable ou les pratiques respectueuses de l'environnement.
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
6. Usine nationale de plastique (NPF)
Année de création : 1976
Nombre d'employés : 200-300
Type d'entreprise : Fabricant et fournisseur
Site web et contact
Site web : https://www.npfco.com.sa
Courriel : npf@npfco.com.sa
Téléphone : +966114480903
Adresse : Industrial Area, Riyadh 11442, P.O.Box 6447, Arabie Saoudite
Profil de l'entreprise
National Plastic Factory (NPF) a démarré ses activités en 1976 sur ses premiers sites de production de plastique et s'est développée pour devenir une importante entreprise de fabrication de plastique en Arabie Saoudite qui produit en continu. NPF exploite trois centres de fabrication qui fournissent des capacités de production à haute capacité pour répondre aux exigences croissantes des clients. Nous disposons de plus de 80 machines et de 300 moules pour servir différentes industries grâce à notre main-d'œuvre. Nous prévoyons d'augmenter continuellement nos capacités de service dans les secteurs existants et d'entrer dans de nouveaux secteurs industriels. Grâce à ses capacités de fabrication de matériaux, NPF maintient son rôle de fournisseur flexible qui fournit des ressources brutes pour les produits plastiques de qualité industrielle et les plastiques de consommation pour les différentes exigences du marché.
Services
- Produits industriels en plastique
- Biens de consommation en plastique
- Moulage par injection sur mesure
Pour
1. Les activités du secteur des matières plastiques ont été développées au cours de quarante années d'expertise au sein de l'entreprise.
2. L'entreprise sidérurgique exploite plusieurs sites de production, ce qui lui permet de disposer d'une capacité flexible et d'assurer sa souplesse d'exploitation.
3. La fabrication de solutions plastiques durables et fiables est un élément opérationnel central au cœur de leur modèle d'entreprise.
4. Le marché saoudien considère l'entreprise comme un fabricant établi et réputé de produits fiables et de qualité.
Cons
1. Informations minimales sur les avancées technologiques spécifiques ou les certifications.
2. L'entreprise ne fournit pas de plateforme en ligne pour présenter ses produits et services.
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
7. Fabtech Arabie Saoudite
Année de création : 1978
Nombre d'employés : 100-200
Type d'entreprise : Fabricant et fournisseur
Site web et contact
Site web : https://fabtech.sa/
Courriel : info@fabtech.sa
Téléphone : +966 11 265 1557
Adresse : Nouvelle zone industrielle, Riyad, Arabie Saoudite
Profil de l'entreprise
Fabtech s'est forgé une réputation dans le domaine de la fabrication de produits en plastique au cours de 40 années d'activité ininterrompue depuis 1978. Dans le cadre de ses capacités de base, l'entreprise crée des moules sur mesure et des produits en plastique pour de multiples secteurs commerciaux grâce à ses services de développement de produits et à ses installations de fabrication. Grâce à ses opérations de réparation, l'entreprise fournit une assistance complète pour rétablir une fonctionnalité optimale et prolonger la durée de vie des moules de ses clients. Basée à Riyad, l'entreprise est au service des entreprises régionales et locales grâce à sa position de partenaire fiable.
Services
- Conception et développement de moules
- Fabrication de produits en plastique
- Entretien et réparation des moules
Pour
1. Expertise en matière de conception de moules sur mesure et d'ingénierie de précision.
2. L'entreprise aide les clients à entretenir leurs moules grâce à des services d'entretien complets.
3. L'entreprise a accumulé une décennie d'expertise dans la production de produits en plastique de qualité supérieure.
4. Situation stratégique à Riyad, favorisant l'accessibilité régionale.
Cons
1. Peu d'informations sur les innovations technologiques ou les certifications.
2. Pas de site web ou de présence en ligne pour des informations détaillées sur l'entreprise.
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
8. Rowad National Plastic Company Ltd
Année de création : 1992
Nombre d'employés : 500-1000
Type d'entreprise : Fabricant
Site web et contact
Site web : https://rowadplastic.com/
Courriel : marketing@rowadplastic.com
Téléphone : +966 11 2651966
Adresse : Riyad 11457, Royaume d'Arabie Saoudite
Profil de l'entreprise
Rowad National Plastic Company Ltd est leader en Arabie Saoudite dans la fabrication de produits en plastique grâce à une technologie de pointe en matière de moulage par injection. Le groupe d'entreprises développe des composants plastiques durables destinés à l'industrie et aux biens de consommation. Rowad reste un leader de l'industrie parce qu'il domine avec succès les marchés nationaux et internationaux.
Services
- Produits en plastique moulé par injection
- Solutions plastiques industrielles
- Biens de consommation en plastique
- Seaux en plastique
Pour
1. Les clients considèrent l'entreprise comme un expert de premier plan dans la fabrication de produits durables et de haute qualité par moulage par injection.
2. Forte présence sur les marchés régionaux et internationaux.
3. Les solutions personnalisées de l'entreprise permettent à de nombreux secteurs industriels de répondre aux exigences uniques d'industries distinctes.
4. Les équipements de moulage par injection dotés de caractéristiques technologiques modernes permettent d'obtenir des résultats de fabrication uniformes.
Cons
1. La date de création de l'entreprise et son évolution historique globale sont passées sous silence.
2. L'entreprise ne parvient pas à acquérir de nouveaux clients parce qu'elle ne dispose pas d'informations numériques complètes sur l'internet.
Si vous avez besoin de services de moulage par injection en Arabie Saoudite, contactez-nous pour obtenir les meilleures solutions.
9. Sincere Tech
Année de création : 2005
Nombre d'employés : 100-200
Type d'entreprise : Fabricant de moules commerciaux pour l'injection de plastique, fabricant de moules pour le moulage sous pression, fabricant de moules pour le caoutchouc silicone RTV, services d'assemblage de produits, fabricant de prototypes et fabricant.
Site web et contact
Site web : www.plasticmold.net/
Courriel : info@plasticmold.net
Téléphone : +86 135 30801277
Adresse : Changping, Dongguan City, Guangdong Province, China
Profil de l'entreprise
La société Sincere Tech produit trois types de moules dans ses installations de Dongguan City, dans la province de Guangdong, en Chine, depuis sa création par son fondateur, M. Wang Lei, en 2005. L'entreprise a acquis des compétences dans la conception de moules tout en offrant des services de développement de prototypes et des solutions d'assemblage final. Certifiée ISO 9001 : l'entreprise opère dans le secteur de l'électronique médicale automobile en appliquant quatre normes, dont la norme Sincere Tech : ISO 14001, la norme New Car QC : ISO 14001:2015 et Environmental Endorsement Standards : 2015, ainsi que la norme technique de l'industrie automobile : IATF 16949.
Services
- Produits moulés par injection de plastique
- Moules de coulée sous pression
- Moulage de caoutchouc de silicone
- Service de prototypage
- Assemblage complet du produit
- Conception et fabrication de moules
- Emballage du produit
Pour
1. Les moules technologiques modernes font preuve d'une qualité de fabrication exceptionnelle en appliquant les méthodes de fabrication les plus innovantes à l'ensemble de leur champ d'application.
2. Des certifications telles que ISO 9001:2015, ISO 14001:2015 et IATF 16949 en 2016 garantissent la qualité et la conformité.
3. La création de moules présente des caractéristiques parallèles à celles de la conception de produits et de la fabrication de composants, tout en intégrant des étapes complètes de développement de produits.
Cons
1. Les livraisons aux clients internationaux doivent dépasser les attentes, car la majeure partie de la production s'effectue à partir de bases chinoises.
2. La production de moulages sur mesure pour des installations massives exige des dépenses initiales coûteuses pour la production d'outils spécifiquement conçus pour chaque taille.
3. Les sites régionaux travaillent avec des fonctions limitées conçues pour répondre aux exigences des clients, car ils n'ont pas la capacité d'apporter un soutien direct aux clients externes.
Vous avez besoin de véritables solutions de fabrication de moules sur mesure combinées à des services d'assemblage. Visitez Sincere Tech.
Conclusion
Le moulage par injection En Arabie saoudite, le secteur de la plasturgie fonctionne avec une grande résilience pour fournir des services spécialisés qui soutiennent la croissance industrielle sur de multiples marchés. Le secteur de la production du pays comprend Zamil Plastic Industries National Plastic Factory et le leader avant-gardiste Rowad National Plastic Company Ltd, qui dirigent collectivement ce secteur. L'intégration complète de la technologie de moulage par injection de nouvelle génération, de solutions personnalisées et d'un service à la clientèle de qualité supérieure fait de ces entreprises des leaders de l'industrie. Le secteur du moulage par injection en Arabie Saoudite apporte un soutien essentiel à toutes les exigences de l'industrie grâce à ses offres de pièces moulées par injection sur mesure, de produits plastiques moulés pour les systèmes d'emballage et les marchés automobiles, ainsi que de programmes complexes de soutien opérationnel et de maintenance des moules. N'hésitez pas à contacter les entreprises mentionnées dans cet article pour obtenir des conseils de spécialistes et un soutien spécifique à la fabrication lorsque vous recherchez des services de moulage par injection en Arabie Saoudite.