
التصنيع الآلي للبلاستيك باستخدام الحاسوب

تُعد المواد البلاستيكية مكونًا أساسيًا في العديد من صناعات التصنيع بسبب خواصها المتعددة بما في ذلك؛ الخواص الميكانيكية والكيميائية والبيولوجية، والتي تتضافر مع وفرتها وتنوعها. علاوةً على ذلك، فإن عملية تحويل البلاستيك الخام إلى أجزاء وتجميعات نموذجية وظيفية سريعة نسبيًا من تقنيات التصنيع التقليدية.
إحدى الطرق الرئيسية المستخدمة هي تصنيع البلاستيك الطرحي، والمعروف أيضًا باسم التصنيع الآلي للبلاستيك باستخدام الحاسوب.توضح هذه المقالة أساسيات التصنيع الآلي باستخدام الحاسب الآلي للبلاستيكوأنواعها، واعتباراتها، ومواصفاتها، والفهم الكامل لهذه العمليات وإمكانية تحسين التصنيع.

ما هو التصنيع الآلي للبلاستيك؟
على الرغم من أن "التصنيع الآلي" يرتبط عادةً بعمليات الطرح الدقيقة للمعادن، إلا أنه يمكن تعديل أساليب مماثلة للبلاستيك، ولكن مع بعض الاختلافات. التصنيع الآلي للبلاستيك باستخدام الحاسب الآلي تشمل استخدام المخارط، والمطاحن، وماكينات القطع، ومكابس الحفر، والمطاحن، وغيرها من الآلات التي يتم التحكم فيها لإنتاج أجزاء أو منتجات ذات مواصفات دقيقة.
تُستخدم هذه الماكينات أيضًا في تصنيع المعادن، ولكن البلاستيك له خصائص تصنيع مختلفة تمامًا. على سبيل المثال، المعادن لها بعض درجات حرارة الانصهار المحددة، في حين أن البلاستيك يُظهر التمدد غير المتبلور عبر نطاق واسع من درجات الحرارة. إن البلاستيك المشغول آلياً باستخدام الحاسب الآلي كمواد هجينة أكثر عرضة للزحف، والتشقق، والذوبان، والانصهار، والحفر، والتغير بشكل عام أثناء التشغيل الآلي أكثر من المعادن.
تتطلب الاختلافات المختلفة تقنيات تصنيع متقدمة للبلاستيك، مما يعني أنه يجب الحفاظ على التوازن بين اختيار المواد وتقنيات المناولة والأدوات المناسبة وعوامل التثبيت بعناية لتحقيق أفضل النتائج.
أنواع مختلفة من عمليات تصنيع البلاستيك:
يمكن معالجة البلاستيك باستخدام طرق تصنيع مختلفة. دعونا نوجز عن تقنيات التصنيع الأكثر شيوعًا في صناعات تشغيل البلاستيك;
حفر البلاستيك:
مكبس الحفر هو أداة ماكينة رئيسية تُستخدم لصنع ثقوب أسطوانية وعبر ثقوب في المواد. بالإضافة إلى ذلك، يولد الحفر حرارة أكبر مقارنةً بعمليات التصنيع الآلي الأخرى، وهو ما قد يمثل أحيانًا مشكلة للبلاستيك الحساس للحرارة.
قد تؤدي الحرارة المفرطة في البلاستيك إلى تقطيع الأسطح الخشنة والأسطح الخشنة، وبصفة عامة، سوء جودة التصنيع، مما يؤكد على أهمية استراتيجيات خفض الحرارة. يتم تحقيق هذا التخفيض من خلال النظر بعناية في العديد من العوامل بما في ذلك سرعة القطع، ومعدل التغذية، وتصميمات الأدوات، ومواد أداة القطع، ومواد التبريد، ومواد التبريد، وحدّة لقمة الحفر لتقليل الاحتكاك غير المرغوب فيه. فيما يلي بعض الإرشادات العامة لحفر البلاستيك:
فيما يلي بعض الإرشادات العامة لحفر البلاستيك:
- بالنسبة لقم الثقب، اختر زوايا التواء تتراوح بين 9 درجات و18 درجة، وزوايا نقطة الحفر التي تتراوح بين 90 درجة و118 درجة، لتسهيل إزالة البُرادة وتبديد الحرارة أثناء الحفر.
- تساعد ممارسة إزالة المثقاب من الحفرة على فترات منتظمة على تجنب تراكم البُرادة والحرارة الزائدة.
- تأكد من أن لقمة الثقب حادة؛ فاستخدام لقم الثقب غير الحادة أو غير المشحوذة بشكل صحيح يمكن أن يسبب الإجهاد وتراكم الحرارة.
- على الرغم من أن المثاقب الفولاذية عالية السرعة مناسبة لغالبية المواد البلاستيكية، إلا أن المواد الكاشطة قد تتطلب استخدام مثاقب كربيد أو ماس أو غيرها من المثاقب عالية الصلابة، مع سرعات منخفضة للحصول على أفضل النتائج.
خيوط بلاستيكية/خيوط بلاستيكية/خيوط بلاستيكية:
خيوط بلاستيكية لجزء النموذج الأولي
إن الخيوط الملولبة أو الثقب هو عملية إنشاء خيوط في المواد للسماح باستخدام أدوات التثبيت مثل البراغي أو البراغي. وعلى النقيض من المعدن الذي يحافظ على الخيوط جيدًا، فإن البلاستيك حساس للشق وهو عرضة للتمزق عند خيوط الخيوط الدقيقة. لا تُعد قواطع القوالب الخيار الأفضل للخيوط البلاستيكية لأنها تتطلب إعادة القطع عند إزالتها.
عادةً ما يتم قطع اللولبة البلاستيكية باستخدام أدوات تعقب اللولبة، خاصةً ذات الأسنان المزدوجة لتجنب النتوءات، وبدل تشغيل آلي كبير. فيما يلي بعض الإرشادات العامة لخياطة اللولبة/خياطة البلاستيك: فيما يلي بعض الإرشادات العامة لخياطة اللولبة/خياطة البلاستيك:
- فكّر في استخدام إدخالات معدنية ملولبة في الثقوب البلاستيكية من خلال الثقوب البلاستيكية بحيث يمكنك تجاوز الخيوط البلاستيكية تمامًا.
- بالنسبة للسنون اللولبية البلاستيكية، استخدم ملحق كربيد للولبة أحادية النقطة، وخذ عدة 0. 001" هي الجملة الأخيرة.
- يمكن أن توقف المبردات تمدد اللولبة وتقلل من تأثيرات الحرارة أثناء عملية اللولبة.
- احرص على أن تكون الأدوات المستخدمة في خيوط البلاستيك حادة ولا تستخدم الأدوات التي استخدمت لقطع المعادن.
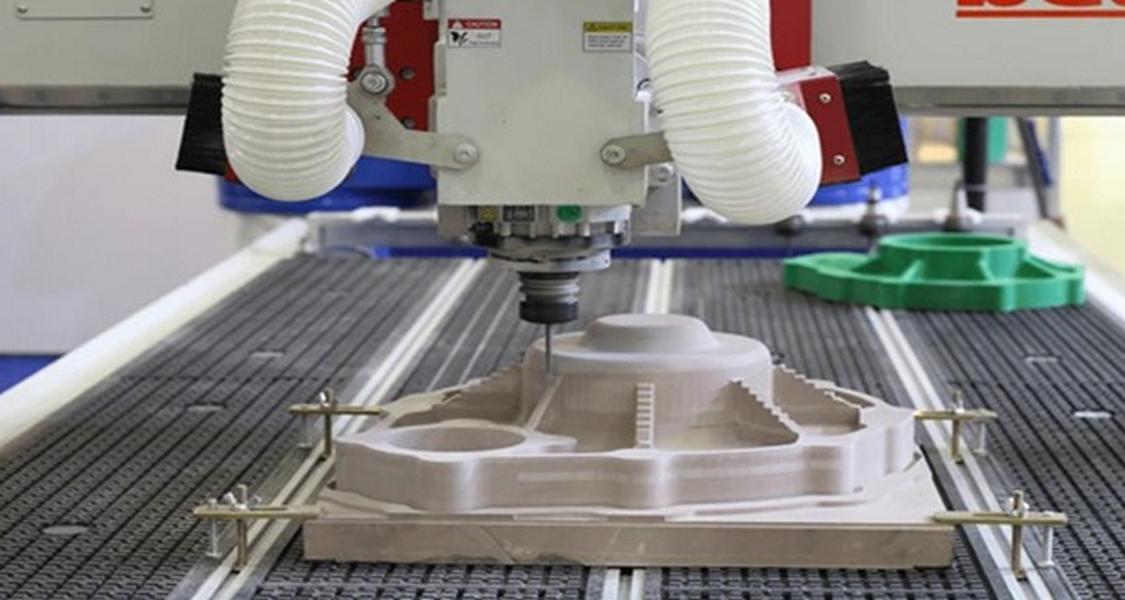
طحن البلاستيك:
تستخدم ماكينات التفريز قاطعة دوارة يتم تحريكها بسرعة عالية لإزالة المواد من قطعة عمل ثابتة على طول المحاور X وY وZ. توفر ماكينات التفريز بنظام التحكم الرقمي، التي يتم تشغيلها بواسطة أجهزة كمبيوتر متطورة، دقة عالية مع مستوى منخفض من التدخل البشري.
يحتاج تفريز البلاستيك إلى طريقة مختلفة عن تفريز المعادن بسبب اهتزاز المغزل الذي يؤدي إلى ظهور علامات الرفرفة وحركة الشُّغْلَة. يتغلب المشغلون على ذلك باستخدام أنظمة التفريغ، أو مشابك التثبيت أو الأشرطة مزدوجة الجوانب لتثبيت قطعة العمل البلاستيكية في مكانها.
بالإضافة إلى ذلك، ينطوي الطحن البلاستيكي على الطحن لأسفل (الطحن المتسلق)، حيث يكون دوران القاطع في نفس اتجاه حركة التغذية. فيما يلي بعض القواعد العامة للطحن باستخدام الحاسب الآلي.
- نظف طاولة العمل وقطعة العمل للحصول على ترابط أفضل.
- لا تشبك قطعة العمل بإحكام شديد حتى لا تشوه المادة أو تجعلها تنبثق.
- بالنسبة للقطع النهائي، استخدم ماكينات التفريز ثنائية الفلوت أو رباعية الفلوت؛ أما ماكينات التفريز الطرفية الخشنة القياسية فهي جيدة للقطع الخشن، اعتمادًا على المادة.
- عندما تقوم بالطحن داخل الجيوب الداخلية، تجنب الزوايا الداخلية الحادة ومناطق الضغط أو استخدم ماكينات التفريز الطرفية ذات الزوايا المستديرة.
خراطة البلاستيك:
الخراطة هي عملية تدوير الشُّغْلَة من خلال المخرطة وتشكيلها باستخدام الأدوات الثابتة. يمكن تطبيق التدبير الوقائي لإدارة الحرارة لتقليل تدمير المواد. فيما يلي بعض القواعد العامة لخراطة البلاستيك:
فيما يلي بعض القواعد العامة لتحويل البلاستيك:
- تُعد إدخالات الكربيد للخراطة هي الخيار الأفضل وتحاول تحقيق أسطح مصقولة لتقليل الاحتكاك وتراكم المواد.
- استخدم زوايا ارتياح كبيرة وانحناءة خلفية سالبة لضمان عدم وجود تآكل مفرط.
- قم بتغيير معدل التغذية وفقًا لصلابة البلاستيك، والذي يتراوح عادةً بين 0. 004 إلى 0. 010 بوصة لكل دورة.
- أولاً، حدد عرض الأداة الأصغر من الحد الأدنى لقطر المكوّن وتأكد من أن الأداة حادة وجديدة للحصول على أفضل النتائج.
نشر البلاستيك:
يعني النشر بالمنشار تقطيع المواد إلى قطع أصغر من خلال منشار نطاقي أو منشار طاولة أو معدات متخصصة. يجب إدارة حرارة شفرات المنشار بفعالية.
فيما يلي بعض القواعد العامة لنشر البلاستيك:
- تُصنع المناشير ذات الأشرطة للقطع المستقيم والمتواصل، بينما تُستخدم مناشير الطاولة لقطع المواد الأكثر سمكًا.
- استخدم شفرات ذات زوايا منخفضة وزوايا منخفضة مصنوعة من البلاستيك لتقليل تراكم الحرارة.
- يجب استخدام شفرات ذات رؤوس كربيد التنجستن عندما يكون البلاستيك رقيقًا، بينما تكون شفرات المناشير الدائرية المجوفة هي الخيار الأفضل للبلاستيك الأكثر سمكًا.
- يوصى باستخدام شفرات رفيعة وحادة لقطع مثالي.
ما هي اعتبارات تصنيع البلاستيك آلياً؟
إن ثبات الأبعاد والتحكم في التمدد الحراري وإدارة امتصاص الرطوبة هي المشاكل الرئيسية التي يجب أخذها في الاعتبار أثناء تصنيع البلاستيك. من الضروري منع التشويه، لذا فإن مخزون تخفيف الإجهاد والتلدين المتكرر له أهمية كبيرة.
يساعد تكييف المواد من خلال عملية التجفيف لتحقيق مستوى توازن الرطوبة على تجنب التشوهات الإضافية. إن القدرة على الحفاظ على ثبات درجة الحرارة عن طريق التبريد المنتظم، لاستيعاب التمدد الحراري وكذلك العمل في بيئات يتم التحكم في درجة حرارتها هو الشيء الرئيسي الذي يجعل من الممكن البقاء على نفس مستوى التفاوتات.
التشغيل الآلي بالتجربة والخطأ:
إن قولبة البلاستيك هي عملية ترتبط ارتباطًا وثيقًا بقابلية تأثر المادة بالتغيرات في البيئة. على سبيل المثال، قد يتعرض الجزء المشكّل آليًا لتغيرات في الأبعاد عند نقله من مكان إلى بيئة مختلفة. من أجل الحصول على أفضل النتائج الممكنة، من الضروري مطابقة بيئة التشغيل الآلي وبيئة عمل الجزء قدر الإمكان.
على الرغم من أنه لتحقيق الكمال، يتعين على المرء عادةً القيام بذلك من خلال التجربة والخطأ. ويشمل ذلك تحسين معدلات التغذية وسرعات الماكينة، وهو العامل الأكثر أهمية في تحديد المنتج النهائي. في البداية، يتم الإبقاء على معدلات تغذية وسرعات الماكينة عالية ثم يتم تغييرها تدريجيًا بعد كل عملية تشغيل للسماح بتحسين البُرادة وسلاسة التصنيع الآلي دون أي مشاكل في الأدوات.
اختيار المواد وتقنية التصنيع:
يتم تحديد نتيجة التصنيع الآلي للبلاستيك من خلال بعض العوامل، وهذه العوامل حاسمة للغاية. تُعد هياكل الدعم، وإدارة الاهتزاز، وشحذ الأدوات، والمتطلبات الخاصة بالمواد هي العوامل الرئيسية التي تحدد جودة الأجزاء البلاستيكية. وترتبط العيوب الأكثر شيوعًا، مثل النتوءات والشقوق وعلامات الثرثرة بالبلاستيك منخفض الصلابة. يمكن لتطبيق هذه التقنيات التغلب عليها.
يتم أيضًا دعم عملية التصنيع الآلي والمواد من خلال إضافة دعامات عند الحاجة وتجهيز الأسطح بطبقة نهائية ناعمة ومنخفضة الاحتكاك قبل التصنيع الآلي. وغالبًا ما تُعتبر عملية تصنيع البلاستيك بالقطع البلاستيكية فنًا لأن التخصيص هو أحد المهام الرئيسية التي تؤكد على أهمية الدعم المناسب للمادة المختارة وعملية تصنيع معينة.
السلامة:
المسألة الأكثر أهمية لسلامة المشغل هي الوقاية من أي مخاطر صحية قد تكون مرتبطة بالمواد أثناء تصنيع البلاستيك. تنبعث من البلاستيك مواد سامة عندما تكون الحرارة أكثر من المطلوب وهذا يشكل تهديدًا للمشغلين. يمكن أن يتسبب استنشاق جزيئات البلاستيك في تهيج العين والجهاز التنفسي والجهاز الهضمي عند ابتلاعها. لضمان السلامة:
● ارتدِ معدات الحماية الشخصية مثل النظارات الواقية والقفازات والكمامات.
● تأكد من أن نظام التهوية في منطقة التشغيل الآلي في حالة جيدة.
● اتبع إرشادات السلامة مثل ضمان التنظيف المنتظم وحظر الطعام والمشروبات والتبغ في منطقة العمل.
● تطوير بروتوكولات السلامة للوقاية من المخاطر التي تنشأ عن تصنيع البلاستيك.
تطبيقات تصنيع الآلات البلاستيكية:
نطاق استخدام الآلات البلاستيكية واسع للغاية ويوجد في جميع قطاعات الصناعات الحديثة تقريبًا. وعلى الرغم من أن نطاق تطبيقه واسع، إلا أن الآلات البلاستيكية تثبت فائدتها بشكل خاص في عدد قليل من الأسواق.
فيما يلي لمحة موجزة عن العديد من التطبيقات الرئيسية:
● وضع النماذج الأولية وتطوير المنتجات بشكل فوري واختبارها.
● تصميم وتصنيع معدات مناولة المواد الكيميائية عالية المقاومة للتآكل والمتانة.
● إن التوافق الحيوي للبلاستيك وقابليته للتعقيم يجعله مادة ملائمة لتصنيع الأدوات الطبية الحيوية والصيدلانية.
● أبحاث الضوئيات للعناصر والأجهزة البصرية.
● تصنيع أشباه الموصلات لإنتاج الأجزاء والمكونات ذات الأغراض المحددة.
● الاستخدامات المختبرية لإنشاء تركيبات ومعدات مخصصة.
● تصنيع المنسوجات لإنتاج الأجزاء والمكونات الميكانيكية.
بلاستيك من الدرجة الهندسية للتصنيع الآلي باستخدام الحاسب الآلي
نطاق قابلية تصنيع البلاستيك واسع جدًا نظرًا لأن كل منها له خصائص خاصة ويمكن استخدامه في صناعات مختلفة. النايلون، على سبيل المثال، هو مادة ذات ميزات ميكانيكية خاصة، والتي يمكن استخدامها بدلاً من المعادن في حالات محددة. فيما يلي المواد البلاستيكية الشائعة المفضلة لتصنيع البلاستيك حسب الطلب:

ABS (أكريلونيتريل بوتادين ستايرين):
ABS هي مادة خفيفة الوزن تعمل بالتحكم الرقمي باستخدام الحاسب الآلي وتتميز بقوة صدمة ممتازة ومتانة وقابلية تشغيل آلي. ومع ذلك، فإن ABS هي مادة لها العديد من الخصائص الميكانيكية المواتية ولكنها غير مستقرة كيميائيًا وحساسة للمذيبات والشحوم والكحول والمذيبات الكيميائية. علاوة على ذلك، لا يمكن اعتبار ABS النقي مادة مستقرة حراريًا لأنها قابلة للاشتعال حتى في الظروف شبه الحرارية.
الإيجابيات:
● خفة الوزن والمتانة الميكانيكية.
● المادة قابلة للتشغيل الآلي بشكل كبير، وبالتالي فهي مثالية للنماذج الأولية السريعة.
● نقطة الانصهار المنخفضة هي الميزة الأساسية لعدد من طرق النماذج الأولية السريعة.
● قوة شد عالية وعمر افتراضي طويل.
● فعالة من حيث التكلفة.
السلبيات:
● تنبعث الأدخنة البلاستيكية الساخنة تحت الحرارة؛ مما يتطلب تهوية مناسبة.
● يمكن أن تتسبب نقطة الانصهار المنخفضة في حدوث تشوه أثناء التصنيع الآلي باستخدام الحاسب الآلي نتيجة للحرارة المتولدة.
التطبيقات:
تحظى ABS بشعبية كبيرة لخدمات النماذج الأولية السريعة في اللدائن الحرارية الهندسية وتستخدم في الصناعات الكهربائية والسيارات لقطع مثل أغطية لوحة المفاتيح والحاويات الإلكترونية وأجزاء لوحة عدادات السيارات، وهناك العديد من النماذج الأولية التي تستخدم مادة ABS، للكميات الكبيرة من أجزاء ABS، استخدم قولبة حقن ABS ستكون العملية أحد أفضل الخيارات.
نايلون (بولي أميد):
النايلون أو البولي أميد هو بلاستيك منخفض الاحتكاك ومقاوم للصدمات والمواد الكيميائية والتآكل. الخصائص الميكانيكية المتميزة مثل القوة والمتانة والصلابة للمادة تجعلها مناسبة للتصنيع باستخدام الحاسب الآلي وتمنحها ميزة تنافسية في تصنيع قطع السيارات والقطع الطبية. قولبة حقن النايلون ستوفر لك العملية تكلفة الوحدة.
الإيجابيات:
● خواص ميكانيكية متميزة مع قوة شد كبيرة.
● خفيفة الوزن وفعالة من حيث التكلفة.
● مقاومة للحرارة والمواد الكيميائية.
● مناسب للاستخدامات التي تكون فيها المتانة ومقاومة الصدمات هي المتطلبات الأساسية.
السلبيات:
● ثبات منخفض الأبعاد.
● عرضة لامتصاص الرطوبة.
● غير مقاوم للأحماض المعدنية القوية.
التطبيقات:
النايلون عبارة عن لدائن حرارية هندسية ذات أداء عالٍ تُستخدم في صناعة النماذج الأولية وتصنيع الأجزاء الحقيقية في صناعات مثل الصناعات الطبية والسيارات. وتشمل العناصر المحامل والغسالات والأنابيب.
أكريليك (PMMA - بولي ميثيل ميثاكريليت):
بشكل عام، يُفضَّل استخدام الأكريليك في التصنيع باستخدام الحاسب الآلي للبلاستيك نظرًا لخصائصه البصرية ومقاومته الكيميائية وفعاليته من حيث التكلفة، مما يجعله مناسبًا لمختلف الصناعات التي تحتاج إلى مكونات شفافة أو مقاومة للخدش.
الإيجابيات:
● خفيف الوزن وقابل للتشغيل الآلي بشكل كبير.
● مقاومة للمواد الكيميائية والأشعة فوق البنفسجية.
● مقاوم للخدوش وشفاف بصريًا، ومناسب للتطبيقات التي تتطلب شفافية.
● فعالة من حيث التكلفة مقارنة بمواد مثل البولي كربونات والزجاج.
السلبيات:
● لا تقاوم الحرارة والصدمات والتآكل بشكل كبير.
● قد تتشقق إذا كان الحمل ثقيلًا جدًا.
● معرضة لتدمير المواد العضوية المكلورة/العضوية العطرية.
التطبيقات:
يُستخدم الأكريليك في استبدال مواد مثل البولي كربونات والزجاج، مما يجعله مناسبًا للتطبيقات في صناعة السيارات مثل أنابيب الإضاءة وأغطية مصابيح الإضاءة. كما أنه يُستخدم في صناعات أخرى لتصنيع الألواح الشمسية والستائر الزجاجية وغيرها.
بوم (ديلرين):
POM، التي يشار إليها عادةً باسم ديلرين، هي مادة بلاستيكية تعمل بنظام التحكم الرقمي (CNC) تُستخدم كثيرًا في العديد من خدمات التصنيع الآلي نظرًا لقدرتها الممتازة على التشغيل الآلي. وهي قوية ولديها القدرة على تحمل الحرارة والمواد الكيميائية والتآكل والتلف. يتوفر الدلرين بدرجات مختلفة، حيث إن الدلرين 150 و570 هما الأكثر استخدامًا في الصناعات بسبب ثبات أبعادهما.
الإيجابيات:
● قابلة للتشغيل الآلي بدرجة عالية مع مقاومة ممتازة للمواد الكيميائية.
● يوفر ثباتاً عالياً في الأبعاد وقوة شد عالية لقوة التحمل.
● متوفرة في درجات مختلفة، مع كون ديلرين 150 و570 من الخيارات الشائعة بسبب ثبات أبعادها.
السلبيات:
● مقاومة ضعيفة للأحماض والمواد الكيميائية.
التطبيقات:
يُستخدم POM على نطاق واسع في مختلف الصناعات؛ ففي السيارات، يُستخدم في مكونات أحزمة المقاعد، وفي المعدات الطبية لأقلام الأنسولين، وفي السلع الاستهلاكية للسجائر الإلكترونية وعدادات المياه.
البولي إيثيلين عالي الكثافة (HDPE):
يتميز البولي إيثيلين عالي الكثافة بمقاومة عالية للإجهاد والأحماض. وعادةً ما يوفر قوة شد ميكانيكية وميكانيكية استثنائية من بين اللدائن الحرارية الأخرى المصممة هندسيًا. دعونا نقيّم إيجابيات وسلبيات البولي إيثيلين عالي الكثافة.
الإيجابيات:
● مثالية للنماذج الأولية السريعة
● منخفضة التكاليف مقارنةً بالأكريليك والنايلون.
السلبيات:
● مقاومة ضعيفة للأشعة فوق البنفسجية.
التطبيقات:
يُستخدم البولي إيثيلين عالي الكثافة على نطاق واسع في التطبيقات، بما في ذلك النماذج الأولية وصناعة التروس والمحامل والتغليف والعزل الكهربائي والمعدات الطبية.
LDPE:
LDPE، هو بوليمر بلاستيكي قوي ومرن. يتمتع بقدرات مقاومة كيميائية جيدة، وأداء مثالي في التطبيقات ذات درجات الحرارة المنخفضة. ويُعد استخدامه مثاليًا في تشكيل الأطراف الاصطناعية والأجهزة التقويمية.
الإيجابيات:
● قوية ومرنة للغاية ومقاومة للتآكل.
● إنها ثنائية التوافق مما يجعلها سليمة للاستخدامات الطبية.
السلبيات:
● غير مناسبة لمقاومة درجات الحرارة العالية.
● صلابة وقوة هيكلية منخفضة.
التطبيقات:
يُستثنى البولي إثيلين المنخفض الكثافة من إنتاج التروس المخصصة والمكونات الكهربائية الداخلية وقطع غيار السيارات التي تحتاج إلى تلميع أو لمعان شديد. يجعل معامل الاحتكاك المنخفض ومقاومة العزل العالية والمتانة خيارًا مثاليًا للتطبيقات عالية الأداء.
PTFE (تفلون):
PTFE، الذي يُشار إليه عادةً باسم التفلون، هو مادة بلاستيكية متطورة تُستخدم عادةً في التصنيع باستخدام الحاسب الآلي. وتتميز بخصائصها الميكانيكية والكيميائية الفائقة التي تُستخدم على نطاق واسع في مختلف المنتجات التجارية. وبفضل معامل الاحتكاك المنخفض ومقاومته الكيميائية للأشعة فوق البنفسجية والمواد الكيميائية والتعب، فإن مادة PTFE متينة للغاية. كما أنه مشهور بطبيعته غير اللاصقة ويستخدم على نطاق واسع في طلاء المقالي غير اللاصقة.
الإيجابيات:
● من السمات الرئيسية لـ PTFE الثبات الكيميائي، ومقاومة الأشعة فوق البنفسجية، والاحتكاك المنخفض.
● لها خصائص مضادة للالتصاق.
السلبيات:
● الخواص الميكانيكية للمواد الأخرى أفضل بكثير منها.
● سمك منخفض في القضبان والألواح.
التطبيقات:
وبالإضافة إلى خواصه المضادة للالتصاق التي تجعله مفيدًا في صناعة المقالي المانعة للالتصاق، يستخدم التفلون أيضًا في إنتاج الحشيات وأشباه الموصلات ولصقات القلب.
بدائل التصنيع الآلي للبلاستيك باستخدام الحاسب الآلي
يعتمد اختيار التقنية المناسبة على عوامل مختلفة مثل؛ اختيار المواد المناسبة، ومواصفات أجزاء الاستخدام النهائي.
القولبة بالحقن:
يعتبر قولبة الحقن مثالية بشكل خاص لإنتاج قطع العمل البلاستيكية بكميات كبيرة. وهي تنطوي في التشغيل على صب البلاستيك الهندسي المنصهر في قالب أو تجويف من الفولاذ عالي القوة لتشكيل الشكل المطلوب عند التبريد المفاجئ والتصلب.
الإيجابيات:
● مناسبة لكل من النماذج الأولية وعمليات الإنتاج بكميات كبيرة.
● اقتصادية لتصميم الأجزاء النموذجية المعقدة.
● يلزم وجود متطلبات إضافية مثل الطلاء بأكسيد الألومنيوم والتلميع والمعالجات السطحية.
السلبيات:
● التكاليف الأولية للأدوات مرتفعة للغاية.
الطباعة ثلاثية الأبعاد:
تُعد الطباعة ثلاثية الأبعاد، التي يشار إليها عادةً باسم التصنيع المضاف، طريقة شائعة للنماذج الأولية تستخدم تقنيات مثل الطباعة المجسمة (SLA) ونمذجة الترسيب المنصهر (FDM) والتلبيد الانتقائي بالليزر (SLS) لتصنيع اللدائن الحرارية مثل النايلون و PLA و ABS و ULTEM في أشكال نماذج أولية ثلاثية الأبعاد.
الإيجابيات:
● تصميم نماذج أولية سريعة دون الحاجة إلى أدوات.
● مثالية للتصميمات المعقدة والإنتاج على نطاق صغير.
● هدر المواد أقل من التصنيع الآلي.
السلبيات:
● القيود في اختيار المواد والخصائص الميكانيكية.
● سرعة الإنتاج البطيئة للمشاريع الكبيرة الحجم.
يعد كل من القولبة بالحقن والطباعة ثلاثية الأبعاد خيارين ممكنين لـ التصنيع الآلي باستخدام الحاسب الآلي للبلاستيك لكل منها مزاياها وقيودها التي تعتمد على احتياجات المشروع الخاصة.
الصب بالتفريغ
يستخدم الصب بالتفريغ، الذي يُعرف أيضًا باسم صب البولي يوريثين/اليوريثين، قوالب وراتنجات السيليكون لتكرار نمط رئيسي. تُعد طريقة النماذج الأولية السريعة هذه مثالية لإنتاج نسخ بلاستيكية عالية الجودة، وهي مفيدة لتصور الأفكار وتحديد عيوب التصميم أثناء عملية استكشاف الأخطاء وإصلاحها.
المآخذ الرئيسية
تقدم هذه المقالة وصفًا موجزًا للتشغيل الآلي للبلاستيك، بما في ذلك تعريفه وعملياته والصناعات التي يُستخدم فيها وكيفية عمله. للحصول على فهم أعمق للمواضيع ذات الصلة، يُرجى الرجوع إلى أدلةنا الأخرى أو استخدامها للعثور على مصادر التوريد المحتملة وتفاصيل المنتج على خدمات التصنيع الآلي للبلاستيك لدينا


اترك رداً
تريد المشاركة في هذا النقاششارك إن أردت
لا تتردد في المساهمة!