
CNC plastic machining

Plastic materials are a core component in several fabrication industries because of their versatile properties including; mechanical, chemical, and biological properties, which are combined with its abundance and diversity. Further, the process of converting raw plastic into functional prototype parts and assemblies is relatively fast from conventional machining techniques.
One of the key methods used is subtractive plastic manufacturing, also known as CNC plastic machining.This article demonstrates the basics of plastic cnc machining, its types, considerations, specifications, and complete understanding of these processes and their potential to improve manufacturing.

What is Plastic Machining?
Although “machining” is commonly associated with precise subtractive processes for metals, similar approaches can be modified for plastics, but with some differences. CNC Plastic machining includes the use of lathes, mills, cutting machines, drill presses, grinders, and other controlled machineries to produce exact specification parts or products.
These machines also utilized for metal machining, but plastics have quite different machining properties. For example, metals have some specific melting temperatures, while plastics demonstrate the amorphous expansion across the wide temperature range. The cnc machined plastics as a hybrid materials are more likely to creep, chip, melt, pit, and generally have more variability during machining than metals.
The different variations require advanced machining techniques for plastics, which means that the balance between material selection, handling techniques, appropriate tooling, and stabilizing factors must be carefully maintained to achieve the optimal results.
Different Types of Plastic Machining processes:
Plastic can be processed by using different machining methods. Let’s brief about most popular machining techniques in plastic working industries;
Plastic Drilling:
The drill press is a main machine tool that is used to make cylindrical and through-holes in materials. In addition, drilling generates more heat compared to other machining processes, which sometimes can be a problem for heat-sensitive plastics.
Excessive heat in plastics may lead to chipping, rough surfaces and, in general, poor quality of fabrication, which emphasizes the importance of heat reduction strategies. This reduction is achieved by a careful consideration of many factors including cutting speed, feed rate, tool designs, cutting tool materials, coolants, and drill bit sharpness to minimize the undesired friction. Here are some general guidelines for drilling plastics:
Here are some general guidelines for drilling plastics:
- For drill bits, select twist angles between 9° and 18°, and drill point angles ranging from 90° to 118°, to facilitate chip removal and heat dissipation during drilling.
- The practice of removing the drill from the hole at regular intervals helps to avoid the accumulation of excessive chips and heat.
- Make sure the drill bit is sharp; using blunt bits or improperly sharpened ones can cause the stress and heat buildup.
- Although high-speed steel drills are suitable for the majority of plastics, abrasive materials may require the use of carbide, diamond, or other high-hardness drills, with reduced speeds for the best results.
Plastic Threading/Tapping:
Plastic Threading of prototype part
The threading or tapping is the process of creating threads in material to allow fasteners such as screws or bolts to be used. In contrast to metal which holds threads well, plastic is notch-sensitive and is prone to tearing when fine pitch threading. The die cutters are not the best option for plastic threading as they require to be re-cut when removed.
The plastic threading is usually cut with thread-chasers, especially twin-toothed ones to avoid burring, and a large machining allowance. Here are some general guidelines for threading/tapping plastics:Here are some general guidelines for threading/tapping plastics:
- Think of using metal threaded inserts in plastic through-holes so that you can bypass the plastic threads altogether.
- For plastic threads, use a carbide insert for single-point threading, and take multiple 0. 001” is the last sentence.
- Coolants can stop the thread from expanding and reduce the heat effects during the threading process.
- Make sure that the tools used for plastic threading are sharp and do not use the tools that were used for cutting metal.
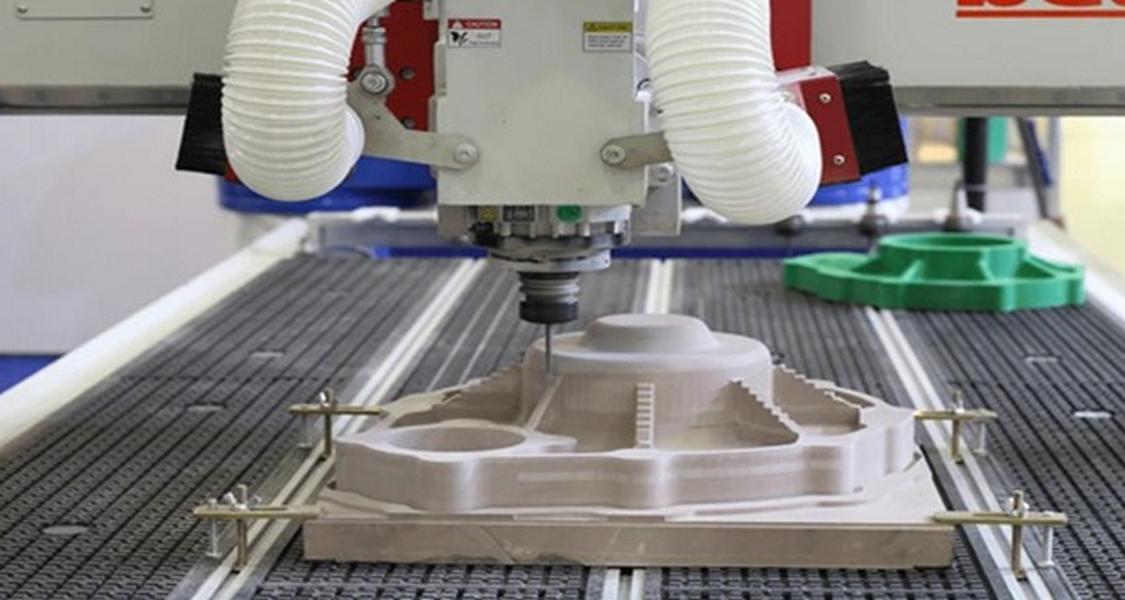
Plastic Milling:
Milling machines utilize a rotary cutter that is moved at a high speed to remove material from a stationary workpiece along the X, Y, and Z axes. CNC milling machines, driven by sophisticated computers, provide high precision with a low level of human intervention.
Plastic milling needs a different method than metal milling because of the vibration of the spindle that leads to chatter marks and workpiece movement. The operators overcome this by using vacuum systems, fixture clamps or double-sided tapes to hold the plastic workpiece in place.
In addition to that, plastic milling involves down milling (climb milling), in which the cutter rotation is in the same direction as the feed movement. Here are some general rules for cnc millings.
- Clean the worktable and workpiece to get better bonding.
- Do not clamp the workpiece too tightly so as to not deform the material or make it spring.
- For finishing cuts, use 2-flute or 4-flute mills; standard rough end mills are good for roughing cuts, depending on the material.
- When you are milling inside pockets, avoid sharp inside corners and stress areas or use end mills with rounded corners.
Plastic Turning:
Turning is a process of rotating the workpiece through the lathe and shaping it with the stationary tooling. The preventive measure of heat management can be applied to minimize the material destruction. Here are some general rules for turning plastics:
Here are some general rules for turning plastics:
- Carbide inserts for turning are the best option and try to achieve polished surfaces to reduce friction and material buildup.
- Use generous relief angles and negative back rake to ensure that there is no excessive wearing.
- Vary the feed rate in accordance with the stiffness of the plastic, which is usually between 0. 004 to 0. 010 inches per revolution.
- Firstly, select the tool width that is smaller than the minimum diameter of the component and ensure that the tooling is sharp and fresh to get the best results.
Plastic Sawing:
Sawing means cutting the materials into smaller pieces through a bandsaw, tablesaw or specialized equipment. The saw blades’ heat must be effectively managed.
Here are some general rules for sawing plastics:
- Saws with bands are made for straight and continuous cuts, while table saws are used for cutting through thicker materials.
- Use blades with low rake and set angles which are plastic-rated to minimize the heat buildup.
- Tungsten carbide-tipped blades should be used when the plastics are thin, while hollow-ground circular saw blades are the best choice for thicker plastics.
- Thin and sharp blades are recommended for perfect cutting.
What are the Considerations For Plastic Machining?
The dimensional stability, thermal expansion control and moisture absorption management are the key problems that should be taken into account during the machining of plastics. It is necessary to prevent distortion, so stress-relieving stock and frequent annealing are of great significance.
Conditioning materials through the drying process to achieve the moisture equilibrium level will help to avoid the additional distortions. The capability to keep temperature constant by regular cooling, to accommodate thermal expansion as well as work in temperature-controlled environments is the main thing that makes it possible to stay at the same tolerances level.
Trial-and-Error Machining:
Plastic molding is a process that is closely connected with the material’s vulnerability to the changes in the environment. As an example, a machined part may undergo dimensional changes when moved from one location to a different environment. In order to get the best possible results, it is necessary to match the machining environment and the part’s work environment as much as possible.
Although, to achieve perfection, one usually has to do this through trial and error. This covers the optimization of feed rates and machine speeds, which is the most critical factor determining the final product. At the beginning, machine feeds and speeds are kept high and then, after each run, they are gradually changed to allow for chip optimization and smooth machining without any tooling problems.
Material Selection and Machining Technique:
The result of plastic machining is determined by a few factors, and these factors are very crucial. The support structures, vibration management, sharpening of tools, and material-specific requirements are the main factors that determine the quality of plastic parts. The most common defects, such as burrs, cracks, and chatter marks, are associated with low-rigidity plastics. The application of these techniques can overcome them.
The machining process and material are also backed up by adding supports where needed and prepping surfaces with a smooth, low-friction finish before machining. The process of plastic machining is often considered as an art as customization is one of the key tasks that stresses the importance of proper support of the selected material and particular machining process.
Safety:
The most important issue for the operator’s safety is the prevention of any health hazard that may be related to the material during the machining of plastics. Plastics emit toxic substances when heat is more than the one required and this is a threat to the operators. Plastic particles inhalation could cause eye, respiratory system, and gastrointestinal system irritation when it is ingested. To ensure safety:
● Wear personal protective equipment like goggles, gloves, and masks.
● Make sure that the ventilation system in the machining area is in a good order.
● Follow safety guidelines such as ensuring regular cleaning and prohibiting food, drinks, and tobacco in the work area.
● Develop safety protocols to prevent the hazards that arise from the machining of plastics.
Plastic Machining Applications:
The scope of the use of plastic machining is extremely broad and is found in almost all sectors of modern industries. Though the scope of its application is wide, plastic machining proves to be especially advantageous to few markets.
Here is a brief overview of several key applications:
● Prototyping and product development for immediate and testing.
● Design and fabricate chemical handling equipment that is highly resistant to corrosion and durable.
● Plastic’s bio-compatibility and sterilizability make it a convenient material for fabricating biomedical and pharmaceutical tools.
● Photonics research for optical elements and devices.
● Semiconductor manufacturing for the production of parts and components with specific purposes.
● Laboratory uses of creating custom fixtures and equipment.
● Textile manufacturing for producing mechanical parts and components.
Engineered Grade Plastics For CNC Machining
The plastic machinability range is very wide due to the fact that each of them has special characteristics and can be used in different industries. Nylon, for instance, is a material with special mechanical features, which can be employed instead of metals in specific cases. Below are common plastics favored for custom plastic machining:

ABS (Acrylonitrile Butadiene Styrene):
ABS is a lightweight CNC material that has excellent impact strength, strength, and machinability. However, ABS is a material with many favorable mechanical properties but is chemically unstable and solvent-sensitive to greases, alcohols, and chemical solvents. Moreover, pure ABS cannot be considered as thermally stable because it’s flammable even in semi-thermal conditions.
Pros:
● Lightweight and mechanical robustness.
● The material is extremely machinable, hence it is perfect for quick prototyping.
● The low melting point is the core advantage of a number of quick prototyping methods.
● High tensile strength and long-life span.
● Cost-effective.
Cons:
● The hot plastic fumes are emitted under heat; proper ventilation is needed.
● Low melting point can cause deformation during CNC machining as a result of heat generated.
Applications:
ABS is very popular for quick prototyping services in engineering thermoplastics and it is used in the electrical and automotive industries for parts like keyboard caps, electronic enclosures, and car dashboard parts. there are many prototype machining are using ABS material, for high quantity of ABS part, use ABS injection molding process will be one of the best option.
Nylon (Polyamide):
Nylon, or polyamide, is a low-friction plastic which is resistant to impact, chemicals, and abrasion. The outstanding mechanical properties such as strength, durability, and hardness of the material make it suitable for CNC machining and give it a competitive edge in the automotive and medical part manufacturing. if need high volume of nylon part, use nylon injection molding process will save unit cost for you.
Pros:
● Outstanding mechanical properties with great tensile strength.
● Lightweight and cost-effective.
● Heat and chemical resistant.
● Suitable for applications where toughness and impact resistance are the primary requirements.
Cons:
● Low dimensional stability.
● Susceptible to moisture absorption.
● Not resistant to strong mineral acids.
Applications:
Nylon is an engineering thermoplastic with high performance that is used for prototyping and manufacturing real parts in industries such as medical and automotive. Elements comprise bearings, washers, and tubes.
Acrylic (PMMA – Poly Methyl Methacrylate):
In general, acrylic is preferred in plastic cnc machining due to its optical properties, chemical resistance, and cost-effectiveness, which makes it suitable for different industries that need transparent or scratch-resistant components.
Pros:
● Lightweight and highly machinable.
● Chemical and UV resistant.
● Resistant to scratches and optically clear, suitable for applications requiring transparency.
● Cost-effective as compared to materials like polycarbonate and glass.
Cons:
● Heat, impact, and abrasion are not highly resistant to it.
● May be cracked if the load is too heavy.
● Vulnerable to the destruction of chlorinated/aromatic organic substances.
Applications:
Acrylic finds use in replacing materials like polycarbonate and glass, making it suitable for applications in the automotive industry such as light pipes and indicator light covers. It is also utilized in other industries for manufacturing solar panels, greenhouse canopies, and more.
POM (Delrin):
POM, commonly referred to as Delrin, is a CNC plastic material that is frequently used by many machining services because of its excellent machinability. It is strong and it has the ability to withstand heat, chemicals and wear and tear. Delrin comes in different grades, with Delrin 150 and 570 being the most widely used ones in the industries for their dimensional stability.
Pros:
● Highly machinable with excellent chemical resistance.
● Offers high dimensional stability and tensile strength for durability.
● Available in various grades, with Delrin 150 and 570 being popular choices due to their dimensional stability.
Cons:
● Poor resistance to acids, and chemicals.
Applications:
POM is widely used across industries; in automotive, it’s used for seat belt components, in medical equipment for insulin pens, and in consumer goods for electronic cigarettes and water meters.
HDPE (High-Density Polyethylene):
The high density polyethylene possess high resistance to stress, and acids. Usually, it offers exceptional mechanical, and tensile strength among other engineered grade thermoplastics. Let’s evaluate pros, and cons of HDPE.
Pros:
● ideal for rapid prototyping
● Reletively costs low as compared to acrylic, and nylon.
Cons:
● Poor UV resistance.
Applications:
HDPE finds extensive use in applications, including prototyping, creating gears, bearings, packaging, electrical insulation, and medical equipment.
LDPE:
LDPE, is a tough and flexible plastic polymer. It has a good chemical resistance abilities, and optimal performance in low temperature applications. It’s use is ideal in shaping versatility is prosthetics and orthotics.
Pros:
● strong, higly elastic, and resistive to corrosion.
● It’s bicompatible makes it sound for medical uses.
Cons:
● not suitable for high-temperature resistance.
● Low stiffness and structural strength.
Applications:
LDPE stands exception in production of custom gears, interior electrical components, and auto car parts that needs polishing or high gloss. Its low friction coefficient, high insulation resistance and durability makes an ideal choice for high-performance applications.
PTFE (Teflon):
PTFE, commonly referred to as Teflon, is a high-end plastic material that is commonly used in CNC machining. It is distinguished by its superior mechanical and chemical properties that are widely used in various commercial products. With the low coefficient of friction and chemical resistance to UV rays, chemicals and fatigue, PTFE is very durable. It is also famous for its non-adhesive nature and is widely used in coating non-stick pans.
Pros:
● chemically stabe, UV resistant, and low friction are key features of PTFE.
● has anti-adhesive properties.
Cons:
● mechanical properties of other materials are far better than them.
● low thickness in rods and plates.
Applications:
In addition to its anti-adhesive properties that make it useful in making non-stick pans, Teflon is also used in the production of gaskets, semiconductors, and heart patches.
Alternatives To CNC Plastic Machining
The choice of appropriate technique depends upon various factors such as; appropriate material selection, end-use parts specification.
Injection Molding:
Injection molding is notably ideal for mass-production of plastic workpieces. In operation, it involves pouring of molten engineering plastic into a mold die or cavity of high strength steel, to form the desired shape upon sudden cooling, and solidification.
Pros:
● Suitable for both prototyping and mass production runs.
● Economical for designing complicated prototype parts.
● The additional requirements like anodizing, polishing, and surface treatments are required.
Cons:
● The upfront costs of tooling are reletively high.
3D Printing:
3D printing, commonly referred to as additive manufacturing, is a popular prototyping method that uses technologies like Stereolithography (SLA), Fused Deposition Modeling (FDM), and Selective Laser Sintering (SLS) to machine thermoplastics such as nylon, PLA, ABS, and ULTEM into 3d prototypes shapes.
Pros:
● Fast prototyping without the requirement of tooling.
● Ideal for complex designs and small-scale productions.
● Material wastage is less than machining.
Cons:
● The restrictions in the material selection and mechanical properties.
● The slow production speed for large-scale projects.
Both injection molding and 3D printing are feasible choices to plastic cnc machining, each with its own advantages and limitations which depend on the particular project needs.
Vacuum Casting
Vacuum casting, also identifies as polyurethane/urethane casting, utilizes silicone molds and resins to replicate a master pattern. This rapid prototyping method is ideal for producing high-quality plastic copies, which are useful for visualizing ideas and identifying design flaws during the troubleshooting process.
Key Take Aways
This article gives a brief description of plastic machining, including its definition, processes, industries where it is used, and how it operates. For a deeper understanding of related topics, please refer to our other guides or use to find potential supply sources and product details at our plastic machining services.


Leave a Reply
Want to join the discussion?Feel free to contribute!