

Les matières plastiques sont un composant essentiel dans plusieurs industries de fabrication en raison de leurs propriétés polyvalentes, notamment mécaniques, chimiques et biologiques, qui sont combinées à leur abondance et à leur diversité. En outre, le processus de transformation du plastique brut en prototypes de pièces et d'assemblages fonctionnels est relativement rapide par rapport aux techniques d'usinage conventionnelles.
L'une des principales méthodes utilisées est la fabrication plastique soustractive, également connue sous le nom de Usinage CNC du plastique.Cet article présente les principes de base de la Usinage CNC du plastiqueIl s'agit d'un outil qui permet de mieux comprendre les processus de fabrication, leurs types, leurs considérations et leurs spécifications, et d'acquérir une compréhension complète de ces processus et de leur potentiel d'amélioration de la fabrication.

Qu'est-ce que l'usinage des matières plastiques ?
Bien que le terme "usinage" soit généralement associé à des processus soustractifs précis pour les métaux, des approches similaires peuvent être modifiées pour les matières plastiques, à quelques différences près. Usinage CNC des matières plastiques comprend l'utilisation de tours, de fraises, de machines à découper, de perceuses, de meuleuses et d'autres machines contrôlées pour produire des pièces ou des produits répondant à des spécifications exactes.
Ces machines sont également utilisées pour l'usinage des métaux, mais les plastiques ont des propriétés d'usinage très différentes. Par exemple, les métaux ont des températures de fusion spécifiques, alors que les plastiques présentent une expansion amorphe dans une large gamme de températures. Le plastiques usinés en CNC en tant que matériaux hybrides, ils sont plus susceptibles de fluer, de s'écailler, de fondre, de se fissurer et, d'une manière générale, de présenter une plus grande variabilité lors de l'usinage que les métaux.
Les différentes variations nécessitent des techniques d'usinage avancées pour les matières plastiques, ce qui signifie que l'équilibre entre la sélection des matériaux, les techniques de manipulation, l'outillage approprié et les facteurs de stabilisation doit être soigneusement maintenu pour obtenir des résultats optimaux.
Différents types de procédés d'usinage des matières plastiques :
Le plastique peut être traité à l'aide de différentes méthodes d'usinage. Voici un bref aperçu des techniques d'usinage les plus courantes dans l'industrie du plastique ;
Plastique Perçage :
La perceuse à colonne est l'une des principales machines-outils utilisées pour réaliser des trous cylindriques et traversants dans les matériaux. En outre, le perçage génère plus de chaleur que les autres procédés d'usinage, ce qui peut parfois poser problème pour les matières plastiques sensibles à la chaleur.
Une chaleur excessive dans les matières plastiques peut entraîner un écaillage, des surfaces rugueuses et, en général, une mauvaise qualité de fabrication, ce qui souligne l'importance des stratégies de réduction de la chaleur. Cette réduction est obtenue par un examen minutieux de nombreux facteurs, notamment la vitesse de coupe, la vitesse d'avance, la conception des outils, les matériaux des outils de coupe, les liquides de refroidissement et l'affûtage des forets, afin de minimiser les frottements indésirables. Voici quelques lignes directrices générales pour le perçage des matières plastiques :
Voici quelques lignes directrices générales pour le perçage des plastiques :
- Pour les mèches, choisissez des angles de torsion compris entre 9° et 18°, et des angles de pointe compris entre 90° et 118°, afin de faciliter l'évacuation des copeaux et la dissipation de la chaleur pendant le perçage.
- La pratique consistant à retirer le foret du trou à intervalles réguliers permet d'éviter l'accumulation de copeaux et de chaleur excessifs.
- Veillez à ce que le foret soit bien aiguisé ; l'utilisation de forets émoussés ou mal aiguisés peut provoquer des tensions et une accumulation de chaleur.
- Bien que les forets en acier rapide conviennent pour la majorité des plastiques, les matériaux abrasifs peuvent nécessiter l'utilisation de forets en carbure, en diamant ou d'autres forets à dureté élevée, avec des vitesses réduites pour obtenir les meilleurs résultats.
Plastique Filetage/Taraudage :
Filetage plastique d'une pièce prototype
Le filetage ou taraudage est le processus qui consiste à créer des filets dans le matériau pour permettre l'utilisation d'attaches telles que des vis ou des boulons. Contrairement au métal qui retient bien les filets, le plastique est sensible aux entailles et a tendance à se déchirer lors du filetage à pas fin. Les emporte-pièces ne sont pas la meilleure option pour le filetage du plastique, car ils doivent être recoupés lorsqu'ils sont retirés.
Le filetage du plastique est généralement réalisé à l'aide de peignes à fileter, en particulier des peignes à deux dents pour éviter les bavures, et d'une importante surépaisseur d'usinage. Voici quelques lignes directrices générales pour le filetage des plastiques:Voici quelques lignes directrices générales pour le filetage des plastiques :
- Pensez à utiliser des inserts filetés en métal dans les trous de passage en plastique afin de contourner les filets en plastique.
- Pour les filetages en plastique, utiliser une plaquette en carbure pour le filetage en un point, et prendre un multiple de 0,001" est la dernière phrase.
- Les liquides de refroidissement peuvent empêcher l'expansion du fil et réduire les effets de la chaleur pendant le processus de filetage.
- Veillez à ce que les outils utilisés pour le filetage du plastique soient tranchants et n'utilisez pas les outils qui ont servi à couper le métal.
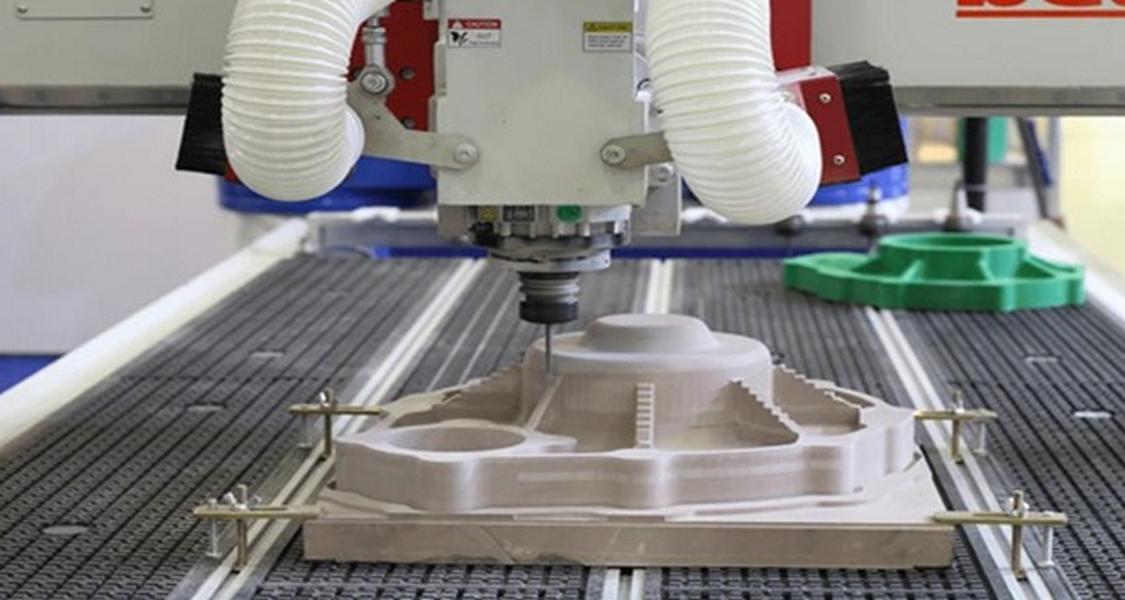
Fraisage du plastique :
Les fraiseuses utilisent une fraise rotative qui se déplace à grande vitesse pour enlever de la matière d'une pièce stationnaire le long des axes X, Y et Z. Les fraiseuses CNC, pilotées par des ordinateurs sophistiqués, offrent une grande précision avec un faible niveau d'intervention humaine. Les fraiseuses à commande numérique, pilotées par des ordinateurs sophistiqués, offrent une grande précision avec un faible niveau d'intervention humaine.
Le fraisage du plastique nécessite une méthode différente de celle du fraisage du métal en raison des vibrations de la broche qui entraînent des marques de broutage et des mouvements de la pièce. Les opérateurs y remédient en utilisant des systèmes d'aspiration, des pinces de fixation ou des rubans adhésifs double face pour maintenir la pièce en plastique en place.
En outre, le fraisage du plastique implique un fraisage vers le bas (fraisage en montée), dans lequel la rotation de la fraise se fait dans le même sens que le mouvement d'avance. Voici quelques règles générales pour les fraisages CNC.
- Nettoyez la table de travail et la pièce à usiner pour améliorer l'adhérence.
- Ne pas serrer la pièce trop fort afin de ne pas déformer le matériau ou le rendre élastique.
- Pour les coupes de finition, utilisez des fraises à 2 ou 4 cannelures ; les fraises à bouts ronds standard conviennent pour les coupes d'ébauche, en fonction du matériau.
- Lorsque vous fraisez des poches intérieures, évitez les angles intérieurs aigus et les zones de tension ou utilisez des fraises à angles arrondis.
Tournage en plastique :
Le tournage est un processus qui consiste à faire tourner la pièce à travers le tour et à la façonner à l'aide de l'outillage stationnaire. La mesure préventive de gestion de la chaleur peut être appliquée pour minimiser la destruction du matériau. Voici quelques règles générales pour le tournage des matières plastiques :
Voici quelques règles générales pour le tournage des matières plastiques :
- Les plaquettes en carbure pour le tournage sont la meilleure option et tentent d'obtenir des surfaces polies pour réduire le frottement et l'accumulation de matière.
- Utilisez des angles de dépouille généreux et une inclinaison arrière négative pour éviter toute usure excessive.
- Varier la vitesse d'avance en fonction de la rigidité du plastique, qui se situe généralement entre 0,004 et 0,010 pouce par tour.
- Tout d'abord, choisissez une largeur d'outil inférieure au diamètre minimal du composant et assurez-vous que l'outil est bien affûté et frais pour obtenir les meilleurs résultats.
Sciage du plastique :
Le sciage consiste à couper les matériaux en petits morceaux à l'aide d'une scie à ruban, d'une scie à table ou d'un équipement spécialisé. La chaleur des lames de scie doit être gérée efficacement.
Voici quelques règles générales pour le sciage des matières plastiques :
- Les scies à ruban sont conçues pour les coupes droites et continues, tandis que les scies à table sont utilisées pour couper des matériaux plus épais.
- Utilisez des lames à faible angle de coupe et des angles de réglage en plastique pour minimiser l'accumulation de chaleur.
- Les lames en carbure de tungstène doivent être utilisées lorsque les plastiques sont fins, tandis que les lames de scie circulaire à affûtage creux constituent le meilleur choix pour les plastiques plus épais.
- Des lames fines et tranchantes sont recommandées pour une coupe parfaite.
Quels sont les éléments à prendre en compte pour l'usinage des matières plastiques ?
La stabilité dimensionnelle, le contrôle de la dilatation thermique et la gestion de l'absorption de l'humidité sont les principaux problèmes à prendre en compte lors de l'usinage des matières plastiques. Il est nécessaire d'éviter les déformations, c'est pourquoi l'utilisation d'un stock de détensionnement et un recuit fréquent sont d'une grande importance.
Le conditionnement des matériaux par le processus de séchage pour atteindre le niveau d'équilibre de l'humidité permet d'éviter les distorsions supplémentaires. La capacité de maintenir la température constante par un refroidissement régulier, de tenir compte de la dilatation thermique et de travailler dans des environnements à température contrôlée est le principal élément qui permet de conserver le même niveau de tolérance.
Usinage par essais et erreurs :
Le moulage des matières plastiques est un processus étroitement lié à la vulnérabilité du matériau aux changements de l'environnement. Par exemple, une pièce usinée peut subir des modifications dimensionnelles lorsqu'elle est déplacée d'un endroit à un autre. Afin d'obtenir les meilleurs résultats possibles, il est nécessaire de faire correspondre autant que possible l'environnement d'usinage et l'environnement de travail de la pièce.
Toutefois, pour atteindre la perfection, il faut généralement procéder par essais et erreurs. Il s'agit de l'optimisation des vitesses d'avance et de la vitesse de la machine, qui est le facteur le plus déterminant pour le produit final. Au début, les avances et les vitesses de la machine sont maintenues à un niveau élevé, puis, après chaque passage, elles sont progressivement modifiées pour permettre l'optimisation des copeaux et un usinage en douceur sans problème d'outillage.
Sélection des matériaux et techniques d'usinage :
Le résultat de l'usinage des matières plastiques est déterminé par quelques facteurs, et ces facteurs sont très importants. Les structures de support, la gestion des vibrations, l'affûtage des outils et les exigences spécifiques aux matériaux sont les principaux facteurs qui déterminent la qualité des pièces en plastique. Les défauts les plus courants, tels que les bavures, les fissures et les marques de broutage, sont associés aux matières plastiques de faible rigidité. L'application de ces techniques permet de les surmonter.
Le processus d'usinage et le matériau sont également soutenus par l'ajout de supports lorsque cela est nécessaire et par la préparation des surfaces avec une finition lisse et à faible frottement avant l'usinage. Le processus d'usinage des matières plastiques est souvent considéré comme un art, car la personnalisation est l'une des tâches clés qui soulignent l'importance d'un soutien adéquat du matériau sélectionné et d'un processus d'usinage particulier.
La sécurité :
La question la plus importante pour la sécurité de l'opérateur est la prévention de tout risque sanitaire lié au matériau pendant l'usinage des matières plastiques. Les plastiques émettent des substances toxiques lorsque la chaleur est supérieure à celle requise, ce qui constitue une menace pour les opérateurs. L'inhalation de particules de plastique peut provoquer une irritation des yeux, du système respiratoire et du système gastro-intestinal lorsqu'elles sont ingérées. Pour garantir la sécurité :
● Porter des équipements de protection individuelle tels que des lunettes, des gants et des masques.
● Assurez-vous que le système de ventilation de la zone d'usinage est en bon état.
● Respecter les consignes de sécurité, telles que le nettoyage régulier et l'interdiction de consommer de la nourriture, des boissons et du tabac dans la zone de travail.
● Élaborer des protocoles de sécurité pour prévenir les risques liés à l'usinage des matières plastiques.
Applications d'usinage du plastique :
Le champ d'application de l'usinage des matières plastiques est extrêmement vaste et se retrouve dans presque tous les secteurs de l'industrie moderne. Bien que le champ d'application soit vaste, l'usinage du plastique s'avère particulièrement avantageux pour quelques marchés.
Voici un bref aperçu de quelques applications clés :
● Prototypage et développement de produits pour des essais immédiats.
● Concevoir et fabriquer des équipements de manutention des produits chimiques très résistants à la corrosion et durables.
● La biocompatibilité et la stérilisabilité du plastique en font un matériau idéal pour la fabrication d'outils biomédicaux et pharmaceutiques.
● Recherche en photonique pour les éléments et dispositifs optiques.
● Fabrication de semi-conducteurs pour la production de pièces et de composants à des fins spécifiques.
● Utilisations en laboratoire de la création d'installations et d'équipements sur mesure.
● Fabrication de textiles pour la production de pièces et de composants mécaniques.
Plastiques de qualité technique pour l'usinage CNC
La gamme d'usinabilité des matières plastiques est très large, car chacune d'entre elles possède des caractéristiques particulières et peut être utilisée dans différents secteurs. Le nylon, par exemple, est un matériau aux caractéristiques mécaniques particulières, qui peut être utilisé à la place des métaux dans certains cas. Vous trouverez ci-dessous les matières plastiques les plus courantes pour l'usinage du plastique sur mesure :

ABS (Acrylonitrile Butadiène Styrène) :
L'ABS est un matériau CNC léger qui présente une excellente résistance aux chocs, une grande solidité et une bonne usinabilité. Cependant, l'ABS est un matériau qui possède de nombreuses propriétés mécaniques favorables, mais qui est chimiquement instable et sensible aux graisses, aux alcools et aux solvants chimiques. En outre, l'ABS pur ne peut être considéré comme thermiquement stable car il est inflammable même dans des conditions semi-thermiques.
Pour :
● Légèreté et robustesse mécanique.
● Le matériau est extrêmement facile à usiner et convient donc parfaitement à la réalisation rapide de prototypes.
● Le faible point de fusion est l'avantage principal d'un certain nombre de méthodes de prototypage rapide.
● Haute résistance à la traction et longue durée de vie.
● Rentable.
Cons :
● Les fumées de plastique chaudes sont émises sous l'effet de la chaleur ; une ventilation adéquate est nécessaire.
● Un point de fusion bas peut entraîner des déformations lors de l'usinage CNC en raison de la chaleur générée.
Applications :
L'ABS est très populaire pour les services de prototypage rapide dans les thermoplastiques techniques et il est utilisé dans les industries électrique et automobile pour des pièces telles que les capuchons de clavier, les boîtiers électroniques et les pièces du tableau de bord des voitures. Il existe de nombreux prototypes d'usinage utilisant le matériau ABS, pour une grande quantité de pièces en ABS, utilisez Moulage par injection d'ABS sera l'une des meilleures options.
Nylon (polyamide) :
Le nylon, ou polyamide, est un plastique à faible friction qui résiste aux chocs, aux produits chimiques et à l'abrasion. Les propriétés mécaniques exceptionnelles du matériau, telles que la résistance, la durabilité et la dureté, le rendent adapté à l'usinage CNC et lui confèrent un avantage concurrentiel dans la fabrication de pièces automobiles et médicales. Si vous avez besoin d'un volume important de pièces en nylon, utilisez moulage par injection de nylon vous permettra d'économiser des coûts unitaires.
Pour :
● Propriétés mécaniques exceptionnelles avec une grande résistance à la traction.
● Léger et rentable.
● Résistant à la chaleur et aux produits chimiques.
● Convient aux applications où la ténacité et la résistance aux chocs sont les principales exigences.
Cons :
● Faible stabilité dimensionnelle.
● Susceptible d'absorber l'humidité.
● Ne résiste pas aux acides minéraux forts.
Applications :
Le nylon est un thermoplastique technique très performant, utilisé pour le prototypage et la fabrication de pièces réelles dans des secteurs tels que le médical et l'automobile. Les éléments comprennent des roulements, des rondelles et des tubes.
Acrylique (PMMA - poly méthacrylate de méthyle) :
En général, l'acrylique est préféré dans l'usinage CNC du plastique en raison de ses propriétés optiques, de sa résistance chimique et de sa rentabilité, ce qui le rend adapté à différentes industries qui ont besoin de composants transparents ou résistants aux rayures.
Pour :
● Léger et très facile à usiner.
● Résistant aux produits chimiques et aux UV.
● Résistant aux rayures et optiquement clair, il convient aux applications nécessitant de la transparence.
● Rentable par rapport à des matériaux tels que le polycarbonate et le verre.
Cons :
● La chaleur, les chocs et l'abrasion ne lui sont pas très résistants.
● Peut se fissurer si la charge est trop lourde.
● Vulnérable à la destruction des substances organiques chlorées/aromatiques.
Applications :
L'acrylique est utilisé pour remplacer des matériaux tels que le polycarbonate et le verre, ce qui le rend approprié pour des applications dans l'industrie automobile telles que les tuyaux d'éclairage et les couvercles de feux clignotants. Il est également utilisé dans d'autres industries pour la fabrication de panneaux solaires, d'auvents de serre, etc.
POM (Delrin) :
Le POM, communément appelé Delrin, est une matière plastique CNC fréquemment utilisée par de nombreux services d'usinage en raison de son excellente usinabilité. Il est solide et peut résister à la chaleur, aux produits chimiques et à l'usure. Le Delrin existe en différentes qualités, les Delrin 150 et 570 étant les plus utilisés dans l'industrie pour leur stabilité dimensionnelle.
Pour :
● Hautement usinable avec une excellente résistance chimique.
● Offre une stabilité dimensionnelle et une résistance à la traction élevées pour une meilleure durabilité.
● Disponibles en différentes qualités, les Delrin 150 et 570 sont des choix populaires en raison de leur stabilité dimensionnelle.
Cons :
● Faible résistance aux acides et aux produits chimiques.
Applications :
Le POM est largement utilisé dans toutes les industries ; dans l'automobile, il est utilisé pour les composants des ceintures de sécurité, dans l'équipement médical pour les stylos à insuline, et dans les biens de consommation pour les cigarettes électroniques et les compteurs d'eau.
PEHD (polyéthylène haute densité) :
Le polyéthylène haute densité possède une résistance élevée aux contraintes et aux acides. En général, il offre une résistance mécanique et une résistance à la traction exceptionnelles par rapport à d'autres thermoplastiques de qualité technique. Évaluons les avantages et les inconvénients du PEHD.
Pour :
● idéal pour le prototypage rapide
● Relativement peu coûteux par rapport à l'acrylique et au nylon.
Cons :
● Mauvaise résistance aux UV.
Applications :
Le PEHD est largement utilisé dans des applications telles que le prototypage, la création d'engrenages, de roulements, d'emballages, d'isolations électriques et d'équipements médicaux.
LDPE :
Le PEBD est un polymère plastique résistant et flexible. Il présente une bonne résistance aux produits chimiques et des performances optimales dans les applications à basse température. Son utilisation est idéale pour façonner la polyvalence des prothèses et des orthèses.
Pour :
● solides, très élastiques et résistants à la corrosion.
● Sa bicompatibilité le destine à des usages médicaux.
Cons :
● ne convient pas pour la résistance aux hautes températures.
● Faible rigidité et résistance structurelle.
Applications :
Le PEBD se distingue dans la production d'engrenages sur mesure, de composants électriques intérieurs et de pièces automobiles nécessitant un polissage ou un brillant élevé. Son faible coefficient de frottement, sa résistance élevée à l'isolation et sa durabilité en font un choix idéal pour les applications à hautes performances.
PTFE (téflon) :
Le PTFE, communément appelé téflon, est un matériau plastique haut de gamme couramment utilisé dans l'usinage CNC. Il se distingue par ses propriétés mécaniques et chimiques supérieures, largement utilisées dans divers produits commerciaux. Grâce à son faible coefficient de frottement et à sa résistance chimique aux rayons UV, aux produits chimiques et à la fatigue, le PTFE est très durable. Il est également réputé pour sa nature non adhésive et est largement utilisé dans le revêtement des poêles antiadhésives.
Pour :
● Le PTFE se caractérise par sa stabilité chimique, sa résistance aux UV et son faible coefficient de frottement.
● a des propriétés antiadhésives.
Cons :
● les propriétés mécaniques d'autres matériaux sont bien meilleures que les leurs.
● faible épaisseur dans les barres et les plaques.
Applications :
Outre ses propriétés antiadhésives qui le rendent utile pour la fabrication de poêles antiadhésives, le téflon est également utilisé dans la production de joints, de semi-conducteurs et de patchs cardiaques.
Alternatives à l'usinage CNC des matières plastiques
Le choix de la technique appropriée dépend de divers facteurs tels que la sélection du matériau approprié, la spécification des pièces d'utilisation finale.
Moulage par injection :
Le moulage par injection est notamment idéal pour la production en série de pièces en plastique. Il consiste à verser du plastique technique fondu dans un moule ou une cavité en acier à haute résistance, afin de lui donner la forme souhaitée après un refroidissement soudain et une solidification.
Pour :
● Convient à la fois au prototypage et à la production en série.
● Économique pour la conception de pièces prototypes complexes.
● Les exigences supplémentaires telles que l'anodisation, le polissage et les traitements de surface sont nécessaires.
Cons :
● Les coûts initiaux de l'outillage sont relativement élevés.
Impression 3D :
L'impression 3D, communément appelée fabrication additive, est une méthode de prototypage populaire qui utilise des technologies telles que la stéréolithographie (SLA), la modélisation par dépôt de matière fondue (FDM) et le frittage sélectif par laser (SLS) pour usiner des thermoplastiques tels que le nylon, le PLA, l'ABS et l'ULTEM dans des formes de prototypes 3D.
Pour :
● Prototypage rapide sans nécessité d'outillage.
● Idéal pour les conceptions complexes et les productions à petite échelle.
● Les pertes de matériaux sont moindres que dans le cas de l'usinage.
Cons :
● Les restrictions dans la sélection des matériaux et les propriétés mécaniques.
● La lenteur de la production pour les projets à grande échelle.
Le moulage par injection et l'impression 3D sont tous deux des choix possibles pour l'usinage à commande numérique du plastique, chacun ayant ses propres avantages et limites qui dépendent des besoins particuliers du projet.
Coulée sous vide
La coulée sous vide, également appelée coulée de polyuréthane/uréthane, utilise des moules en silicone et des résines pour reproduire un modèle de base. Cette méthode de prototypage rapide est idéale pour produire des copies en plastique de haute qualité, qui sont utiles pour visualiser les idées et identifier les défauts de conception pendant le processus de dépannage.
Principaux enseignements
Cet article donne une brève description de l'usinage des matières plastiques, y compris sa définition, ses processus, les industries où il est utilisé et son fonctionnement. Pour une compréhension plus approfondie de sujets connexes, veuillez consulter nos autres guides ou utiliser pour trouver des sources d'approvisionnement potentielles et des détails sur les produits à l'adresse suivante nos services d'usinage du plastique.