Formowanie wtryskowe nylonu wypełnionego włóknem szklanym jest bardzo ważnym procesem w dzisiejszej produkcji. Proces ten polega na integracji elastycznych i wytrzymałych tworzyw sztucznych, takich jak włókna szklane, dzięki czemu powstają lekkie, wytrzymałe i precyzyjne części. Komponenty narażone na wysokie obciążenia i wysokie temperatury. Znaczna liczba gałęzi przemysłu może wykorzystywać formowanie wtryskowe nylonu wypełnionego włóknem szklanym do produkcji elementów poddawanych wysokim naprężeniom i wysokiej temperaturze o stałej jakości.
Producenci wykorzystują ten materiał, ponieważ umożliwia im on produkcję w dużych ilościach bez uszczerbku dla wydajności. W dzisiejszych czasach motoryzacja, elektronika i procesy przemysłowe wymagają tego procesu, aby zapewnić im mocne, niezawodne i opłacalne komponenty.
Czym jest nylon wypełniony włóknem szklanym?
Materiał wzmocniony poliamidem to nylon wypełniony włóknem szklanym. Nylon jest mieszany z małymi włóknami szklanymi, aby przekształcić go w materiał o lepszych właściwościach mechanicznych. Stosuje się formowanie wtryskowe nylonu wypełnionego szkłem, co tworzy część, która byłaby twardsza, mocniejsza i odporna na ciepło w porównaniu do zwykłego nylonu.
Włączenie włókien szklanych zmniejsza wypaczanie i kurczenie się w procesie chłodzenia. Zapewnia to odpowiedni rozmiar produktu końcowego, co ma kluczowe znaczenie w przemyśle i motoryzacji.

Główne właściwości nylonu wypełnionego szkłem są następujące:
- Wysoka wytrzymałość na rozciąganie
- Wysoki poziom stabilności wymiarowej.
- Odporność hemolityczna i chemolityczna.
- Niska waga w porównaniu do metali.
Produkcja form wtryskowych z nylonu wypełnionego włóknem szklanym gwarantuje nie tylko trwałość części, ale także sprawia, że są one opłacalne, jeśli chodzi o produkcję masową.
Właściwości fizyczne, chemiczne i mechaniczne
Artykuł zatytułowany Formowanie wtryskowe nylonu wypełnionego włóknem szklanym to mieszanka nylonu o wysokim stopniu elastyczności i włókien szklanych, które charakteryzują się wysoką wytrzymałością i wyjątkowymi właściwościami. Ich znajomość pomaga w tworzeniu wiarygodnych komponentów.
Właściwości fizyczne
- Gęstość: 1,2 -1,35 g/cm 3, który jest nieco cięższy niż niewypełniony nylon.
- Absorpcja wody: 1-1,5% (30% z wypełnieniem szklanym) spada wraz ze wzrostem zawartości włókien.
- Rozszerzalność cieplna: Niski współczynnik stabilności wymiarowej (1535 µm/m -C)
Właściwości chemiczne
- Odporność: Wysoki w stosunku do paliw, olejów i większości chemikaliów.
- Palność: Od V-2 do V-0, w zależności od klasy.
- Korozja: Nie koroduje jak metale, doskonale sprawdza się w niekorzystnych warunkach.
Właściwości mechaniczne
- Wytrzymałość na rozciąganie: 120-180 Mpa i zależy od zawartości włókien.
- Wytrzymałość na zginanie: 180-250 MPa.
- Odporność na uderzenia: Średnia i zmniejszająca się wraz ze wzrostem zawartości błonnika.
- Sztywność: Sztywność jest wysoka (5 8Gpa), co zapewnia sztywne elementy nośne.
- Odporność na zużycie: Doskonale sprawdza się w przekładniach, łożyskach i elementach ruchomych.
Proces formowania wtryskowego
Formowanie wtryskowe nylonu wypełnionego szkłem polega na stopieniu materiału kompozytowego, a następnie wtryśnięciu go pod wysokim ciśnieniem do formy. Procedura jest podzielona na kilka etapów:
- Przygotowanie materiału: Kompozycja odpowiedniej ilości włókna szklanego i granulatu nylonowego jest mieszana.
- Topienie i wtryskiwanie: Materiał jest podgrzewany aż do stopienia, a następnie wtłaczany do formy.
- Chłodzenie: Jest to proces krzepnięcia, w którym włókna są utrwalane.
- Wyrzucanie i wykańczanie: Pierwowzór bryły jest wyjmowany z formy i prawdopodobnie zostanie przycięty lub wypolerowany.
Włókna szklane w formowanym wtryskowo nylonie wypełnionym szkłem pomagają części nie stracić kształtu i wytrzymałości po schłodzeniu. Jest to szczególnie potrzebne w przypadku ściśle tolerowanych i bardzo złożonych projektów.
Zalety stosowania nylonu wypełnionego włóknem szklanym
Formowanie wtryskowe nylonu wypełnionego włóknem szklanym oferuje kilka korzyści w porównaniu z konwencjonalnymi materiałami:
- Wytrzymałość i trwałość: Wytrzymałość na rozciąganie i zginanie uzyskuje się dzięki zastosowaniu włókna szklanego.
- Odporność na ciepło: Oznacza to, że komponenty mogą wytrzymać wysokie temperatury bez deformacji.
- Dokładność wymiarowa: Mniejszy skurcz jest gwarancją podobieństwa różnych partii.
- Lekka waga: Materiał ten jest wytrzymały, ale po zmniejszeniu jego wagi staje się bardziej wydajny w zastosowaniach motoryzacyjnych i lotniczych.
- Efektywność kosztowa: Krótszy czas produkcji i mniejsza ilość odpadów obniżyłyby koszty.
Ogólnie rzecz biorąc, termin formowanie wtryskowe nylonu wypełnionego włóknem szklanym umożliwia producentom wysokowydajnych części wydajne tworzenie części i zaspokajanie potrzeb nowoczesnego przemysłu.
Końcówki do obróbki nylonu wypełnionego włóknem szklanym
Kiedy wtryskiwanie nylonu wypełnionego włóknem szklanym, Ważne jest, aby zwracać uwagę na zachowanie materiału i ustawienia maszyny. Obecność włókien szklanych wpływa na przepływ, chłodzenie i właściwości termiczne. Jeśli przestrzegane są prawidłowe instrukcje, formowanie wtryskowe nylonu wypełnionego włóknem szklanym może skutkować solidnymi, dokładnymi i bezbłędnymi komponentami.

Przygotowanie materiału
Nylon wypełniony włóknem szklanym jest łatwy w użyciu jako materiał pochłaniający wilgoć. Mokry materiał może prowadzić do powstawania pęcherzyków, pustych przestrzeni i złego wykończenia powierzchni. Wysuszyć materiał w temperaturze 80-100 °C w ciągu 46 godzin. Upewnij się, że włókna szklane nie są zbite w nylon, aby uzyskać jednolitą wytrzymałość.
Temperatura topnienia
Zachować zalecaną temperaturę topnienia nylonu:
- PA6: 250-270°C
- PA66: 280-300°C
Nadmierna temperatura może zniszczyć nylon i zepsuć włókna, podczas gdy zbyt niska temperatura powoduje słaby przepływ i nieodpowiednie wypełnienie w formowaniu wtryskowym nylonu wypełnionego szkłem.
Ciśnienie i prędkość wtrysku
Umiarkowane tempo wtrysku i ciśnienie: 70-120 Mpa jest normalne. Szybki wtrysk może zdeformować włókna i spowodować naprężenia wewnątrz włókien. Odpowiednia prędkość nie tylko umożliwia płynny przepływ, ale także zapewnia stałą orientację włókien, prowadząc do mocniejszych części.
Temperatura formy
Wykończenie powierzchni i dokładność wymiarowa zależą od temperatury formy. Należy utrzymywać temperaturę 80-100°C. Niskie temperatury formy mogą powodować wypaczenia i zapadnięcia, podczas gdy wysokie temperatury poprawiają przepływ i skracają czas cyklu.
Czas chłodzenia
Grubość ścianki powinna być równa czasowi chłodzenia. Zbyt krótka powoduje wypaczenie, zbyt długa zmniejsza wydajność. Odpowiednie kanały chłodzące pomagają zapewnić równomierne chłodzenie i dokładne wymiary w formowaniu wtryskowym nylonu wypełnionego szkłem.
Oto, co dzieje się z nim po wysunięciu i przetworzeniu końcowym
Aby uzyskać płynny wyrzut, należy stosować kąty pochylenia 1 -2 stopnie. Ważne jest, aby unikać zbyt dużej siły wyrzutu, która może spowodować pociągnięcie włókien lub pęknięcie części. Po przetworzeniu może nastąpić przycinanie, polerowanie lub wyżarzanie w celu usunięcia naprężeń wewnętrznych.
Uwzględnienie zawartości włókien
Zawartość włókna szklanego wynosi zazwyczaj 30 50%. Wzrost zawartości włókien zwiększa wytrzymałość, sztywność i tolerancję na ciepło, ale zmniejsza udarność. Kontroluj parametry przetwarzania, aby uniknąć wad, dostosowując je do zawartości włókien.
Potencjalne substytuty nylonu wypełnionego włóknem szklanym
Chociaż nylon wypełniony włóknem szklanym z formowaniem wtryskowym jest mocny i trwały, czasami istnieją lepsze materiały do zastosowania w niektórych wymaganiach.
- Niewypełniony nylon (PA6/PA66): Nylon jest lekki, tańszy i łatwiejszy w obróbce i jest zalecany do prac wymagających niskiego obciążenia, ale nie jest tak sztywny jak nylon wypełniony włóknem szklanym.
- Poliwęglan (PC): Wytrzymałość na uderzenia i odporność na ciepło są wysokie, a sztywność jest mniejsza niż w przypadku formowania wtryskowego nylonu wypełnionego szkłem.
- Siarczek polifenylenu (PPS): Jest on bardzo wytrzymały zarówno pod względem odporności chemicznej, jak i termicznej i może być stosowany w aplikacjach wysokotemperaturowych kosztem.
- Acetal (POM): Stabilność wymiarowa, niskie tarcie i słaba odporność na ciepło i sztywność.
- Kompozyty wzmacniane włóknami: Włókna węglowe lub aramidowe są mocniejsze, sztywniejsze, bardziej skomplikowane i kosztowne w obróbce.

Właściwości nylonu wypełnionego włóknem szklanym
Nylon wypełniony włóknem szklanym w formie wtryskowej jest preferowany ze względu na dobre właściwości mechaniczne i termiczne, które kwalifikują go do wytrzymania wymagającego charakteru zastosowań. Dodatek nylonu z włóknami szklanymi zwiększa wytrzymałość, sztywność i stabilność wymiarową materiału. Oto główne właściwości:
Wysoka wytrzymałość na rozciąganie
Szkła zawierające nylon są odporne na duże siły ciągnące i rozciągające. Sprawia to, że formowanie wtryskowe nylonu wypełnionego szkłem nadaje się do elementów konstrukcyjnych w zastosowaniach motoryzacyjnych i przemysłowych.
Doskonała odporność na ciepło
Włókna szklane zwiększają stabilność termiczną, dzięki czemu części mogą być wytrzymałe w wysokich temperaturach. Ma to kluczowe znaczenie w przypadku elementów narażonych na działanie wysokich temperatur silnika lub sprzętu elektronicznego.
Stabilność wymiarowa
Włókna szklane minimalizują kurczenie się i odkształcanie podczas chłodzenia. Proces formowania wtryskowego nylonu wypełnionego włóknem szklanym tworzy części, które nie tracą kształtu i dokładnych wymiarów nawet w złożonych projektach.
Zwiększona sztywność
Nylon wypełniony włóknem szklanym jest sztywniejszy niż zwykły nylon i nie wygina się pod naciskiem. Sprawdza się to w przypadku kół zębatych, wsporników i obudów mechanicznych.
Moda i odporność na tarcie
Włókna szklane zwiększają również odporność na ścieranie, zmniejszając w ten sposób zużycie ruchomych części. Żywotność komponentów jest wydłużona dzięki zastosowaniu formowania wtryskowego nylonu wypełnionego włóknem szklanym, co jest szczególnie przydatne w środowiskach o wysokim tarciu.
Lekki
Chociaż jest mocny, nylon wypełniony włóknem szklanym jest znacznie lżejszy niż produkty metalowe, dlatego jest stosowany w komponentach samochodowych, lotniczych i elektronicznych, gdzie ważna jest redukcja wagi.
Odporność chemiczna
Nylon jest wypełniony szkłem i jest odporny na oleje, paliwa i większość chemikaliów, dzięki czemu nadaje się do pracy w trudnych warunkach. Gwarantuje to trwałość w przemyśle lub częściach samochodowych.
Rodzaje nylonu wypełnionego włóknem szklanym
Nylon wypełniony szkłem ma kilka rodzajów, z których każdy jest przeznaczony do stosowania w określony sposób w formowaniu wtryskowym nylonu wypełnionego szkłem i formowaniu wtryskowym nylonu wypełnionego szkłem.

PA6 z wypełnieniem szklanym
Nylon 6 (PA6) wzmocniony włóknami szklanymi jest mocny i sztywny oraz odporny na zużycie. Stosowany jest głównie w częściach przemysłowych i samochodowych.
PA66 z wypełnieniem szklanym
PA66 (Nylon 66) jest bardziej odporny na wysokie temperatury i ma nieco lepsze właściwości mechaniczne niż PA6. Doskonale sprawdzi się w zastosowaniach wysokotemperaturowych, takich jak komponenty silnika lub obudowy elektryczne.
Mieszanki PA6/PA66 z wypełnieniem szklanym
Mieszanki łączą w sobie twardość PA6 i odporność na ciepło PA6,6, co zapewnia równowagę między wytrzymałością, sztywnością i stabilnością wymiarową.
Stopnie specjalistyczne
Nylony wypełnione włóknem szklanym czasami zawierają smary, materiały ognioodporne lub stabilizatory UV, które są stosowane w elektronice, częściach zewnętrznych lub sprzęcie ochronnym.
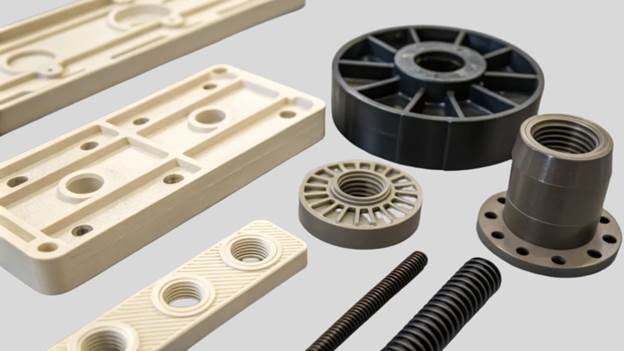
Zastosowania formowania wtryskowego nylonu wypełnionego włóknem szklanym
Formowanie wtryskowe nylonu wypełnionego włóknem szklanym znajduje wiele zastosowań w wielu gałęziach przemysłu ze względu na jego wytrzymałość, odporność na ciepło i dokładność. Przykłady jego powszechnych zastosowań to:

Motoryzacja
- Koła zębate i tuleje
- Wsporniki i obudowy
- Klipsy i elementy złączne
Elektronika
- Złącza elektryczne
- Obudowy przełączników
- Elementy izolacyjne
Maszyny przemysłowe
- Części odporne na zużycie
- Części funkcjonalne maszyn.
Produkty konsumenckie
- Komponenty urządzenia
- Sprzęt sportowy
- Wytrzymałe obudowy
Zastosowanie nylonu wypełnionego szkłem w formowaniu wtryskowym w tych zastosowaniach gwarantuje długą i niezawodną pracę nawet w trudnych warunkach.
Wytyczne projektowe dotyczące formowania wtryskowego nylonu wypełnionego szkłem
Komponenty przeznaczone do stosowania w formowaniu wtryskowym nylonu wypełnionego szkłem muszą być zaprojektowane z dużą starannością, aby zapewnić, że komponenty są tak mocne, jak to możliwe, precyzyjne i jednocześnie trwałe.

Grubość ścianki
- Mają podobną grubość ścianki, aby uniknąć zapadania się i wypaczania.
- Większość elementów z nylonu wypełnionego włóknem szklanym powinna mieć grubość 2-5 m, w zależności od wymaganego obciążenia.
Należy unikać bardzo cienkich przekrojów, ponieważ mogą one prowadzić do osłabienia struktury włókien, a także grubych przekrojów, ponieważ mogą one prowadzić do nierównomiernego chłodzenia i naprężeń wewnętrznych.
Promienie narożników
- Ostre rogi należy zastąpić zaokrąglonymi.
- Koncentracja naprężeń jest zminimalizowana przy promieniu od 0,5 do 1,5 razy większym od grubości ścianki.
- Nylon wypełniony szkłem do formowania wtryskowego ma ostre krawędzie, które mogą powodować pękanie włókien lub pęknięcia.
Rib Design
- Żebra nie dodają materiału i sprawiają, że produkt jest sztywniejszy.
- Konserwacja żeber od 50 do 60% sąsiedniej ściany.
- Wysokość żeber nie może być większa niż 3-krotność grubości ścianki; w przeciwnym razie pojawią się ślady zapadania i wypaczenia.
Prawidłowa konstrukcja żeber zwiększa wytrzymałość i stabilność wymiarową w nylonowych formach wtryskowych wypełnionych szkłem.
Boss Design
- Śruby są mocowane za pomocą występów.
- Stosunek grubości ścianek i zaokrągleń na spodzie wynosi 1:1.
Należy unikać długich, cienkich występów, ponieważ mogą one ulec wypaczeniu podczas utwardzania za pomocą formowania wtryskowego nylonu wypełnionego szkłem.
Kąty zanurzenia
- Nigdy nie pozostawiaj kąta zanurzenia, aby można je było łatwo wyrzucić z formy.
- Pionowe ściany powinny mieć minimalny przeciąg 1-2 stopni z każdej strony.
Zarysowań, odkształceń i wyrywania włókien podczas wyjmowania z formy można uniknąć w procesie prawidłowego rysowania.
Kierunek elastyczności włókien.
- Włókna szklane w formowanym wtryskowo nylonie wypełnionym szkłem są tak zorientowane, że podczas wtryskiwania poruszają się w kierunku przepływu.
- Uzyskaj szczegóły projektowe tak, aby ścieżki naprężeń były równoległe i normalne do włókien, aby osiągnąć maksymalną wytrzymałość.
Należy unikać cech prowadzących do zbijania się lub niewspółosiowości włókien, ponieważ może to skutkować spadkiem wydajności mechanicznej.
Kurczenie się i wypaczanie
Nylon wypełniony szkłem również kurczy się mniej w porównaniu z nylonem niewypełnionym, jednak nierówna grubość ścianki może prowadzić do wypaczeń.
Różne grubości ścianek, żebra i nieodpowiednie kanały chłodzące powinny być stosowane w celu zapewnienia minimalnej zmienności wymiarów.
Wykończenie powierzchni
- Może to spowodować, że powierzchnia będzie nieco bardziej szorstka ze względu na obecność włókien szklanych.
- Zastosuj polerowane formy lub obróbkę końcową w przypadku, gdy gładkie wykończenie jest bardzo ważne.
- Nie poleruj zbyt mocno, aby nie zdezorientować włókien w formowaniu wtryskowym nylonu wypełnionego szkłem.
Popularne powikłania i środki zaradcze
Chociaż formowany wtryskowo nylon wypełniony szkłem jest skuteczny, wiąże się z pewnymi wyzwaniami:
- Pęknięcie włókna: Dzieje się tak, gdy ścinanie jest nadmierne podczas mieszania.
- Rozwiązanie: Dostosuj czas mieszania i prędkość śrub roztworu.
- Zniekształcenie częściczęści mogą ulec zniekształceniu z powodu nierównomiernego chłodzenia.
- Rozwiązanie: Precyzyjne dostosowanie temperatury formy i jej konstrukcji.
- Chropowatość powierzchniWłókna mogą zapewnić nierówne wykończenie.
- Rozwiązanie: Polskie formy i procesy.
- Pobór wody: Nylon pochłania wodę, co wpływa na jakość.
- Rozwiązanie: Przed formowaniem materiały należy wstępnie wysuszyć.
Producenci byliby w stanie maksymalnie wykorzystać nylon wypełniony włóknem szklanym, rozwiązując te kwestie.
Względy środowiskowe i koszty
W niektórych przypadkach, gdy stosowane są metale, formowanie wtryskowe nylonu wypełnionego szkłem jest bardziej przyjazne dla środowiska:
- Mniejsze zużycie energii: Lżejsze materiały zminimalizują zużycie energii podczas produkcji.
- Mniej odpadów materiałowych: Ilość odpadów jest zminimalizowana dzięki dokładnemu formowaniu.
- Wydłużona żywotność produktu: Trwałe części wymagają mniejszej liczby wymian, co ma niewielki wpływ na środowisko.
Zaletą jest również obniżenie kosztów poprzez zwiększenie prędkości i zmniejszenie ilości odpadów, co oznacza, że formowanie wtryskowe nylonu wypełnionego szkłem będzie korzystnym wyborem w produkcji na dużą skalę.
Najlepsze praktyki stosowane przez producentów
Najlepsze praktyki w zakresie skutecznego stosowania formowania wtryskowego nylonu wypełnionego szkłem obejmują:
- Wytrzyj wstępnie wysuszone materiały, aby uniknąć wad związanych z wilgocią.
- Równomierna dystrybucja włókien Użyj odpowiedniej konstrukcji śruby.
- Maksymalizacja temperatury form i szybkości wtrysku.
- Sprawdź chłodzenie monitora, aby upewnić się, że nie ma wypaczeń.
- Należy stosować powierzchnie form wysokiej jakości.
Przestrzeganie tych praktyk pozwala uzyskać wysokiej jakości i spójne części o doskonałej wydajności.
Przyszłe trendy
Zastosowanie formowania wtryskowego nylonu wypełnionego szkłem rośnie z powodu:
- Większe zapotrzebowanie na lekkie części samochodowe.
- Elektronika użytkowa o wysokiej wydajności. Komponenty odporne na wysoką temperaturę, które są wykorzystywane w automatyce przemysłowej.
Wciąż trwają badania nad możliwością lepszego wyrównania włókien, skrócenia czasu cyklu i wydłużenia czasu, w którym materiał ten może być poddany recyklingowi, dzięki czemu może być jeszcze bardziej korzystny w przyszłości.
O Sincere Tech
Strona internetowa: https://plas.co
Sincere Tech to renomowana firma oferująca usługi formowania wtryskowego tworzyw sztucznych. Specjalizujemy się w formowaniu wtryskowym nylonu wypełnionego szkłem.
Czym się zajmujemy
Nasze wytrzymałe i precyzyjne części znajdują zastosowanie w motoryzacji, elektronice i przemyśle. Każdy element jest sprawdzany pod kątem zgodności ze standardami wysokiej jakości.
Dlaczego warto nas wybrać
- Produkujemy trwałe i wysokiej jakości części.
- Nasz personel jest wysoko wykwalifikowany i profesjonalny.
- Oferujemy opłacalne i szybkie rozwiązania.
- Przywiązujemy dużą wagę do zadowolenia klientów.
W Sincere Tech zapewniamy produkty wysokiej jakości, które spełnią Twoje oczekiwania.
Wnioski
Formowanie wtryskowe nylonu wypełnionego włóknem szklanym i formowanie wtryskowe filamentu szklanegoFormowanie wtryskowe nylonu jest kluczowym procesem w dzisiejszej produkcji. Są one wytrzymałe, odporne na ciepło, stabilne wymiarowo i opłacalne. W maszynach samochodowych, elektronicznych lub przemysłowych, nylon wypełniony włóknem szklanym może być stosowany w celu zapewnienia wysokiej wydajności, trwałości i niezawodności komponentów. Producenci byli w stanie zapewnić wysokiej jakości i spójne wyniki, stosując najlepsze praktyki, projektowanie i kontrolę procesu. Formowanie wtryskowe nylonu wypełnionego włóknem szklanym jest jednym z najbardziej opłacalnych i skutecznych rozwiązań dla przemysłu pod względem wytrzymałości, lekkości i niskich kosztów.