В настоящее время Китай укрепил свои позиции в качестве мирового лидера по производству литья под давлением и стал ценным производственным решением для предприятий всех размеров в мире по конкурентоспособным ценам. Благодаря большому количеству компаний, занимающихся литьем под давлением, Китай стал специализироваться на производстве пластиковых компонентов для всего спектра отраслей промышленности, от автомобилестроения, электроники, здравоохранения и упаковки до производства потребительских товаров. Они используют передовые технологии, точное машиностроение и автоматизацию для изготовления литых деталей с непревзойденной точностью и эффективностью. Китайская индустрия литья под давлением имеет несколько ключевых преимуществ, которые предпочитают использовать предприятия. Одно из самых больших преимуществ, касающихся рентабельности производства, заключается в том, что рабочая сила и производственные затраты в Китае дешевле, чем в западных странах. Кроме того, китайские литьевые компании все чаще оснащаются высокопроизводительным, современным оборудованием и робототехническими системами, что позволяет эффективно и в больших объемах производить продукцию, сохраняя при этом качество. Компания имеет международно признанные сертификаты ISO 9001, ISO 13485 (медицинские изделия) и IATF 16949 (автомобильные компоненты) для соответствия мировым отраслевым стандартам качества.
Китайские компании, занимающиеся литьем под давлением, также обладают такими преимуществами, как индивидуальный подход и инновации. Производители в Китае обладают техническими возможностями, а также опытом для создания индивидуальных форм для многогнездных пресс-форм, овермолдинга, литья со вставками и сложных конструкций. Для предприятий, которым важны скорость и надежность, предпочтительным выбором является способность обеспечить быстрое время выполнения заказа и крупномасштабное производство.
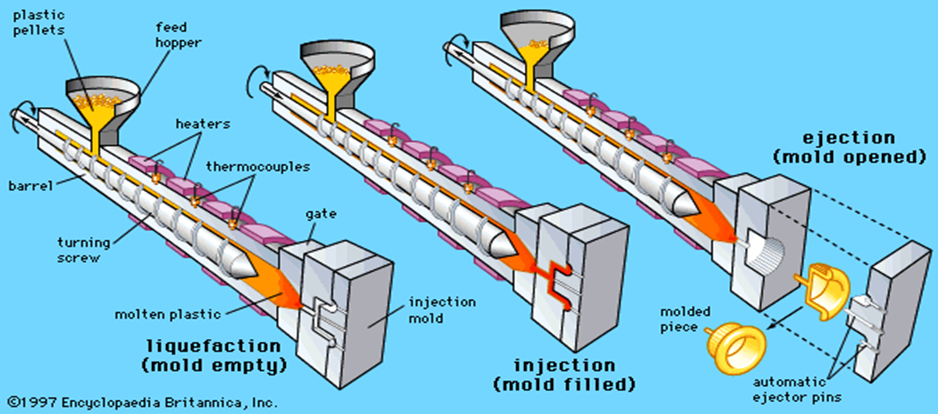
Что такое литье под давлением?

Это процесс изготовления пластиковых деталей путем впрыска расплавленного материала в форму. Он широко используется в таких областях, как автомобилестроение, медицина, электроника, производство пластиковой упаковки и бытовых товаров. Этот процесс позволяет изготавливать сложные детали в массовом производстве с высокой точностью и последовательностью.
Почему стоит воспользоваться услугами китайской компании по литью под давлением?
Во-первых, Китай стал крупным центром литья под давлением по целому ряду причин:
1. Экономически эффективное производство
Ценообразование - одна из ключевых причин, по которой предприятия выбирают китайские формовочные компании. Поскольку трудовые и эксплуатационные затраты в Китае ниже, чем в западных странах, можно производить высококачественные формованные компоненты за меньшую цену.
2. Передовые производственные технологии
Современные китайские компании, занимающиеся литьем под давлением, вкладывают значительные средства в автоматизацию и новейшее оборудование. Точность и высочайшая производительность обеспечиваются многими фирмами с помощью роботизированных систем, автоматизированного проектирования (CAD) и систем контроля качества в режиме реального времени.
3. Стандарты высокого качества
Большинство уважаемых китайских литьевых компаний придерживаются международных стандартов качества, таких как ISO 9001, ISO 13485 (для медицинских изделий) и IATF 16949 (для автомобильных деталей). Эти сертификаты гарантируют, что продукт соответствует требованиям высокого качества.
4. Персонализация и инновации
Многие китайские формовочные компании предлагают индивидуальные решения, соответствующие различным потребностям бизнеса. У китайских производителей найдется ответ на любой запрос клиента, начиная от формовки с накладками и вставками и заканчивая потребностью клиента в сложных многогнездных моделях.
5. Быстрые сроки выполнения заказа
Китайские формовочные компании могут производить большие объемы продукции более эффективно и быстро, чем большинство конкурентов, благодаря эффективным цепочкам поставок и оптимизированным производственным процессам. Предприятиям, которые зависят от скорости вывода продукции на рынок, необходима поддержка этой скорости.
6. Опыт и знания
В Китае существуют тысячи специализированных компаний, занимающихся литьем под давлением и имеющих большой опыт во всех этих областях. Они считаются предпочтительным выбором для глобальных компаний в области проектирования пресс-форм и выбора материалов, а также точного машиностроения.
Отрасли, получающие выгоду от китайских компаний, занимающихся литьем под давлением

Применение литья под давлением достаточно широко и распространено в различных отраслях промышленности, в каждой из которых существуют свои стандарты и технологии.
1. Автомобильная промышленность
Китайские формовочные компании производят такие детали, как приборные панели, бамперы, внутренние панели и компоненты освещения для автомобильного сектора, который в значительной степени зависит от этих компаний. Одним из ключевых преимуществ является возможность изготовления легких, но прочных пластиковых деталей.
2. Электроника и потребительские товары
Китайские компании, занимающиеся литьем под давлением, специализируются на производстве высокоточных деталей для электроники, потребительских товаров и различных других продуктов. Требуется все больше эстетически привлекательных, прочных и функциональных пластиковых компонентов.
3. Медицина и здравоохранение
В таких устройствах, как хирургические инструменты, шприцы и капельницы, используются высококачественные детали, изготовленные методом литья под давлением, и медицинская промышленность не может без них обойтись. В зависимости от производителя многие китайские литьевые компании располагают чистыми помещениями для соблюдения строгих стандартов гигиены и безопасности в соответствии с медицинским производством.
4. Упаковка и пищевая промышленность
Литье под давлением используется и для другой важной области применения - пластиковой упаковки, которая включает в себя контейнеры, крышки и бутылки. С одной стороны, китайские производители выпускают высококачественную долговечную упаковку, а с другой - экологически безопасную.
Ключевые игроки в китайской индустрии литья под давлением
Литье под давлением стало лидером в Китае в таких отраслях, как автомобилестроение, здравоохранение и электроника, а также в производстве потребительских товаров, отличающихся высоким качеством и экономичностью. Китайский предприятия литья под давлением продолжают лидировать на мировом рынке благодаря передовым производственным возможностям, современному оборудованию и соблюдению международных стандартов качества. Существует несколько таких известных китайских компаний по изготовлению пресс-форм для литья пластмассовых деталей.
Sincere Tech: ведущий поставщик решений для литья пластмасс под давлением

Компания Sincere Tech, основанная в 2005 году и расположенная в городе Дунгуань, провинция Китая, известна тем, что уже более 10 лет предоставляет услуги по поставке пресс-форм для литья пластмасс под давлением. Компания расширила свои возможности, включив в них такие направления, как литьевые формы Eddie, формовка силиконовой резины, обработка на станках с ЧПУ и полная сборка изделий, и участвует в самых разных отраслях промышленности по всему миру.
Разнообразный спектр услуг
Sincere Tech предлагает комплексные производственные решения для клиентов со следующими видами продукции:
- Компания предлагает такие продукты, как пресс-формы для литья пластмасс на заказ, с возможностью проектирования и производства высокоточных пресс-форм для массового производства прочных и точных пластиковых компонентов.
- Точная обработка - Обработка с ЧПУ, фрезерование, сверление, точение и шлифование, выполняемые Sincere Tech, осуществляются с полной экспертизой, что гарантирует точность и высокое качество каждой изготовленной детали.
- Чтобы усовершенствовать процесс производства, компания по изготовлению форм для литья под давлением добивается успеха, производя высококачественные и высокопроизводительные формы для литья под давлением и собирая их для производства прочных металлических компонентов, отвечающих строгим отраслевым требованиям.
- Мы предоставляем услуги литья под давлением, используя современные машины для литья пластмасс под давлением для производства компонентов из следующих материалов, таких как PP, ABS, PPS, PEEK, PA66+GF30.
- Услуги по сборке изделий - Компания эффективно собирает узлы, простые узлы и полностью собранные изделия, соблюдая строгие стандарты качества.
- Sincere Tech предлагает решения по литью силикона для конкретных проектов в различных отраслях промышленности.
Приверженность качеству и технологическому прогрессу
Однако компания sincerely tech поддерживает высочайший стандарт качества, соблюдая международные стандарты, такие как ISO 9001:2015 и QS 9000:2015. Для производства пресс-форм и деталей высочайшего качества компания использует передовое оборудование, включая станки с КИМ, 5-осевые станки с ЧПУ и станки FANUC. Sincere Tech также заключает с клиентами соглашения о неразглашении информации (NDA) для защиты интеллектуальной собственности и запатентованных разработок клиентов в целях обеспечения конфиденциальности.
Обслуживание глобальных отраслей промышленности
Компания Sincere Tech, занимающая прочные позиции на международном рынке, поставляет пластиковые и металлические компоненты для различных отраслей промышленности (автомобилестроение, медицина, электроника, бытовая техника, садоводство, косметика, упаковка для продуктов питания и электрические разъемы). Компания имеет очень хорошие продажи на экспортном рынке, чья продукция поставляется на различные мировые рынки, включая Финляндию, так как она может соответствовать различным отраслевым стандартам и требованиям.
Ориентированный на клиента подход
Sincere Tech ценит конкурентоспособные цены, высокое качество производства и качественный сервис. С другой стороны, являясь надежным партнером для международного бизнеса, компания обладает сильными навыками управления проектами, четко общается на техническом английском языке и обеспечивает высокий уровень удовлетворенности клиентов.
Seasky Medical
Китайская компания Seasky Medical, занимающаяся литьем под давлением, производит пластмассы для медицинского применения. Штаб-квартира компании находится в Шэньчжэне, Гуандун, с 1999 года, и она предлагает лучшие решения в области литья под давлением. Они предлагают тонкий дизайн пресс-форм, подбор материалов и литье под давлением, а также заботятся о разработке продукции, поэтому медицинские компоненты отвечают самым высоким стандартам качества и безопасности.
Сертифицированное по ISO 8 производство Seasky Medical обеспечивает производство медицинских изделий, таких как шприцы, компоненты для внутривенных вливаний, хирургические инструменты, в среде, свободной от загрязнений. Компания с более чем десятилетним опытом работы известна тем, что обеспечивает надежное и точное медицинское литье под давлением, в котором она обслуживает мировых поставщиков медицинских услуг.
Shenzhen Silver Basis Technology Co., Ltd
Shenzhen Silver Basis Technology - профессиональная китайская компания, занимающаяся производством пресс-форм для автомобильной и промышленной промышленности. Основанная в 1993 году, компания является одним из самых надежных поставщиков для таких известных мировых брендов, как Peugeot и ZTE, поставляя модели для различных областей применения.
Silver Basis предлагает полный спектр услуг по штамповке металла, литью под давлением, изготовлению пресс-форм и тестированию продукции. Благодаря своему опыту в области литья под давлением для автомобильной промышленности, они могут производить внутренние и внешние детали автомобилей, которые отличаются долговечностью и точностью. Поскольку компания ориентирована на качество, она получила сертификаты ISO 9001 и ISO 14001, и поэтому ее выбирают международные производители автомобилей и электроники.
JMT Automotive Mold Co., Ltd
JMT Automotive Mold Co., Ltd - авторитетная китайская компания по литью под давлением, которая занимается разработкой и производством пресс-форм для автомобилей. С момента своего основания в 2005 году и базирования в Тайчжоу, Чжэцзян, компания создала прочную производственную систему, чтобы удовлетворить растущие потребности автомобильной промышленности.
JMT Automotive Mold имеет опыт работы на производственной площадке площадью 23 000 квадратных метров и является одним из производителей, специализирующихся на производстве пресс-форм SMC, пресс-форм для бытовой техники, а также промышленных пресс-форм. Они располагают высокоскоростным оборудованием с ЧПУ, прецизионным испытательным оборудованием и современными машинами для литья под давлением, которые обеспечивают высокий стандарт производства. JMT Automotive поддерживает технологические инновации и точное проектирование, и мы по-прежнему предлагаем надежное изготовление пресс-форм для отечественных и зарубежных клиентов.
TK Mold Ltd
Основанная в 1978 году, компания TK Mold Ltd является известной китайской формовочной компанией с более чем 40-летним опытом производства пластиковых форм. Компания была основана в 1983 году и специализируется на разработке высокоточных пресс-форм для медицинских приборов, бытовой электроники, приборов "умного дома" и автомобильных компонентов.
TK Mold предлагает передовые решения в области литья под давлением для своих клиентов по всему миру с 5 производственных предприятий, включая одно в Германии. Будучи пионером в области внедрения передовых технологий, автоматизации и точного производства, компания высоко ценится в отраслях, требующих высокопроизводительных пластиковых компонентов. Вся продукция TK Mold сертифицирована по стандартам ISO 9001, ISO 13485 и ISO 14001, чтобы гарантировать, что она соответствует международным стандартам качества и безопасности.
Гуандун Yizumi Precision Machinery Co., Ltd
Гуандунская компания Yizumi является ведущим китайским производителем высокопроизводительных термопластавтоматов, а также пластиковых компонентов. Компания Yizumi была основана в 2002 году, ее штаб-квартира находится в Фошане, Гуандун. Имея производственную базу площадью более 600 000 квадратных метров и штат сотрудников около 3 000 человек, Yizumi превратилась в мировой бренд.
Компания Yizumi получила множество отраслевых наград за свои инновации в области технологий литья под давлением и известна своими инновационными решениями в области литья. В 2015 году компания стала первой китайской формовочной компанией, зарегистрированной на Шэньчжэньской фондовой бирже. Yizumi фокусируется на автомобильной промышленности, бытовой электронике и промышленных приложениях и становится лидером в отрасли благодаря своему современному оборудованию и высокоточному литью.
Проблемы и соображения при выборе китайской формовочной компании

Китайские горнодобывающие компании имеют множество преимуществ, однако, прежде чем выбрать того или иного производителя, компаниям следует знать несколько аспектов.
1. Контроль качества и соответствие требованиям
Все производители не придерживаются одинаковых стандартов качества. Прежде чем выбрать поставщика, необходимо проверить сертификаты и протестировать образец.
2. Защита интеллектуальной собственности
Производство в Китае может стать проблемой для аутсорсинга защиты интеллектуальной собственности (ИС). Чтобы не потерять свои разработки и сохранить их в безопасности, предприятия должны работать с надежными партнерами и заключать юридические соглашения.
3. Коммуникационные и языковые барьеры
Хотя у некоторых китайских производителей есть англоговорящие отделы продаж, общение с ними не всегда бывает простым. Во избежание недоразумений необходимо подготовить документацию и соглашение.
4. Логистика и доставка
Однако работа с крупными заказами на международном уровне может быть сложной и дорогостоящей. Китайские формовочные компании должны понимать, что такое таможенные правила, сроки выполнения заказа и стоимость транспортировки.
Будущие тенденции в китайском литье под давлением

С новыми технологиями приходит и развитие китайской формовочной промышленности, чтобы соответствовать новым требованиям рынка. Ключевые тенденции включают:
1. Устойчивые и экологически чистые материалы
По мере того как в Китае растет озабоченность проблемой пластиковых отходов, многие компании, занимающиеся формовкой, стали уделять больше внимания экологическим нормам и теперь разрабатывают биоразлагаемые, а также переработанные пластиковые материалы.
2. Умное производство и Индустрия 4.0
Автоматизация и контроль качества на основе искусственного интеллекта, полный переход от процесса, ориентированного на человека, к "умной" фабрике с поддержкой IoT полностью изменили процесс литья под давлением, сделав производство более эффективным и уменьшив количество потерь.
3. Расширенная персонализация и производство по требованию
Компании переходят на мелкосерийное производство по требованию для нишевых рынков и быстрой разработки продуктов.
Заключение
Китайские компании, занимающиеся литьем под давлением, являются неотъемлемой частью мировой обрабатывающей промышленности, поскольку они предлагают клиентам экономически эффективные, высококачественные и инновационные решения. Некоторые из этих производителей изготавливают пластиковые детали для автомобильных компонентов, медицинского оборудования и других смежных отраслей. Выбирая китайскую компанию, занимающуюся литьем, бизнесмены должны тщательно изучить стандарты качества, удобство коммуникации и логистики, чтобы обеспечить успешное сотрудничество. Благодаря постоянной тенденции к технологическому прогрессу и устойчивой практике, китайские литьевые компании будут оставаться лидерами в области литья под давлением еще долгие годы. Учитывая многочисленные преимущества, предприятиям, однако, следует взвесить контроль качества, защиту интеллектуальной собственности, проблемы коммуникации и логистики, прежде чем выбрать китайского партнера по литью. Однако если исследования были проведены тщательно и сотрудничество с производителями, которые производят качественную продукцию и сертифицированы для работы, предприятия смогут воспользоваться преимуществами китайского опыта в области литья под давлением. В будущем литье под давлением в Китае будет характеризоваться экологичными материалами, интеллектуальным производством, высокоскоростным производством и автоматизацией производства в сочетании с биоразлагаемыми пластиками и технологиями Индустрии 4.0, и Китай по-прежнему будет иметь наибольшие успехи в мировом литье под давлением. Поскольку китайские литьевые компании постоянно совершенствуются и делают все возможное, чтобы изменить облик китайского производства, они будут и дальше продвигать современное производство.
Часто задаваемые вопросы (FAQ)
1. Почему производство литья под давлением в Китае пользуется популярностью?
Выбирая Китай для литья под давлением, вы получаете преимущества экономически эффективного производства, современных технологий, хорошо обученной рабочей силы и хорошо организованной цепи поставок. Существует множество производителей, которые следуют международным стандартам качества и предлагают индивидуальные решения с очень быстрым сроком исполнения.
2. Как китайские компании, занимающиеся литьем под давлением, приносят пользу промышленности?
Все эти отрасли промышленности зависят от китайского литья под давлением, включая автомобилестроение, электронику, медицинское оборудование, упаковку и потребительские товары. Китайские производители могут эффективно и дешевле производить высокоточные пластиковые компоненты, необходимые для этих отраслей.
3. Как китайские компании, занимающиеся литьем под давлением, гарантируют качество продукции?
Китайские литьевые надежные компании строго контролируют качество от сырья до готовой продукции и получают следующие сертификаты: ISO 9001, ISO 13485 (медицина) и IATF 16949 (автомобильные детали). Уровень процессов тестирования и автоматизированные системы контроля позволяют им соответствовать высоким стандартам.
4. Выбор китайского производителя литья - что это?
Предприятиям следует обратить внимание на сертификаты качества, опыт, производственные возможности, защиту интеллектуальной собственности, способность поддерживать связь и оказывать логистическую поддержку. Для того чтобы заложить основу для хорошего партнерства, необходимо провести пробное тестирование и убедиться в способности компании осуществлять поставки.
5. Каковы перспективы китайской индустрии литья под давлением?
Время, в котором мы живем, требует от промышленности поиска новых тенденций для решения этой проблемы, включая устойчивые и биоразлагаемые пластики, автоматизацию на основе искусственного интеллекта, умные фабрики и производство по требованию. Эти достижения позволят сделать производство более эффективным, уменьшить количество отходов и удовлетворить постоянно растущий спрос на экологичные производственные решения.