現在、中国は射出成形企業の世界的リーダーとしての地位を固め、世界中のあらゆる規模の企業にとって、競争力のある価格で価値ある製造ソリューションとなっている。多数の射出成形企業のおかげで、中国は自動車、エレクトロニクス、ヘルスケア、パッケージングから消費財に至るまで、あらゆる産業のプラスチック部品を生産する専門地域となっている。彼らは高度な技術、精密工学、オートメーションなどの力仕事をこなし、比類のない精度と効率で成形部品を製造している。いくつかの重要な利点は、企業が選ぶ傾向にある中国の射出成形業界を構築しています。費用対効果の高い生産に関する最大の引力のひとつは、中国の人件費と生産コストが欧米諸国よりも安いことだ。さらに、中国の成形企業は高効率の最新機械とロボットシステムをますます装備しており、品質を維持すると同時に効率的な大量生産を可能にしている。同社は、ISO9001、ISO13485(医療機器)、IATF16949(自動車部品)といった国際的に認知された認証を取得しており、世界的な業界標準の品質に準拠している。
中国の射出成形会社はまた、カスタマイズと革新の強みを持っています。中国の射出成形メーカーは、顧客の複数個取り金型、オーバーモールド、インサート成形、複雑な設計に対応するカスタマイズ金型を提供する技術力と専門知識を持っている。スピードと信頼性を求める企業にとって、高速ターンアラウンドタイムと大規模生産を提供する能力は好ましい選択です。
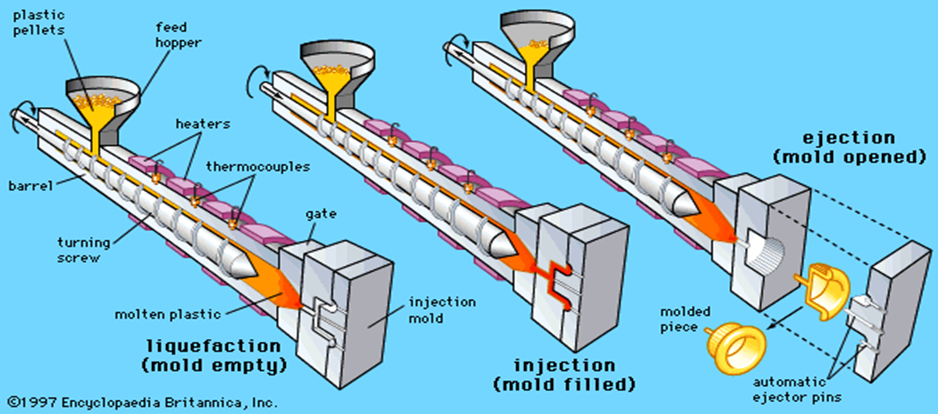
射出成形とは?

溶かした材料を金型に注入してプラスチック部品を製造する工程。自動車、医療、電子機器、プラスチック包装、家庭用品など、幅広く利用されている。複雑な部品を高い精度と一貫性で大量生産する。
なぜ中国の射出成形会社を使うのか?
まず、中国が射出成形の主要拠点となったのにはさまざまな理由がある:
1.費用対効果の高い生産
価格設定は、企業が中国の成形会社を選ぶ重要な理由の一つである。中国の人件費と操業コストは欧米諸国よりも低いため、高品質の成形部品をわずかなコストで生産することが可能です。
2.先端製造技術
現代の中国の射出成形会社では、自動化と最新鋭の機械に対して多額の投資が行われている。ロボットシステム、コンピュータ支援設計(CAD)、リアルタイム品質管理システムを使用する多くの企業によって、精度と最高の生産性が確保されている。
3.高品質の基準
ほとんどの立派な中国の成型会社はISO 9001、ISO 13485(医療機器用)、IATF 16949(自動車部品)などの国際品質基準を遵守しています。これらの認証は、製品が高品質の要件を満たしていることを保証しています。
4.カスタマイズと革新
異なるビジネスニーズに適したカスタマイズされたソリューションは、多くの中国の成形企業が提供しています。中国メーカーは、オーバーモールディングやインサート成形から、複雑な多数個取りモデルに対するクライアントのニーズまで、あらゆるクライアントのニーズに対する答えを持っている。
5.迅速な納期
中国の成形企業は、効率的なサプライチェーンと合理化された生産工程のおかげで、ほとんどの競合他社よりも効率的かつ迅速に大量生産することができる。製品を市場に投入するスピードに依存する企業は、このスピードのサポートを必要としている。
6.経験と専門知識
中国の射出成形業界には、これらすべての分野で深い経験を持つ専門企業が数千社ある。彼らは、金型設計、材料選択、精密エンジニアリングの領域で、グローバル企業に選ばれています。
中国射出成形企業から恩恵を受ける産業

射出成形の用途は非常に広く、さまざまな業界に広がっており、それぞれが独自の基準や技術を持っている。
1.自動車産業
中国の成型企業は、ダッシュボード、バンパー、内装パネル、照明部品などの部品を生産しており、自動車部門はこれらの企業に大きく依存している。重要な利点のひとつは、軽量だが耐久性のあるプラスチック部品を製造できることだ。
2.エレクトロニクスと消費財
電子機器や消費財産業、その他さまざまな製品のために、中国の射出成形企業は高精度の部品を専門に生産している。美観に優れ、耐久性があり、機能的なプラスチック部品がますます必要とされている。
3.医療とヘルスケア
手術器具、注射器、点滴コネクターなどの機器には、すべて高品質の射出成型部品が使用されており、医療業界は射出成型部品なしでは成り立ちません。医療メーカーにもよりますが、多くの中国成形企業は医療製造に準じた厳格な衛生・安全基準のためのクリーンルーム設備を持っています。
4.包装・食品産業
射出成形は、もうひとつの主要な用途であるプラスチック包装(容器、キャップ、ボトルなど)にも使われている。一方では、中国メーカーは高品質で耐久性のあるパッケージング・ソリューションを製造し、他方では環境に優しい。
中国射出成形業界の主要企業
射出成形は、自動車、ヘルスケア、エレクトロニクスから消費財に至るまで、高品質かつ費用対効果の高い産業において、中国のリーダーとして台頭してきた。中国 射出成形会社 をリードし続ける高度な製造能力、最先端の設備、および国際的な品質基準に従って実施することにより、世界市場をリードしています。これらのよく知られている中国の成形金型製作中国金型プラスチック部品製造会社のいくつかがあります。
Sincere Tech: プラスチック射出成形ソリューションのリーディングプロバイダー

Sincere Techは2005年に設立され、中国東莞市に位置し、10年以上のビジネス成形プラスチック射出成形金型供給サービスを提供することで知られています。同社は、エディキャスト金型、シリコーンゴム成形、CNC機械加工、および完全な製品アセンブリのようなものを含むように能力を拡大しており、世界中の多種多様な産業に参加しています。
多様なサービス
Sincere Techでは、以下のようなお客様にトータルな製造ソリューションを提供しています:
- 同社は、耐久性と精度に優れたプラスチック部品を大量生産するための高精度金型を設計・製造する能力を持ち、カスタムプラスチック射出成形金型などの製品を提供している。
- 精密機械加工 - Sincere Techが行うCNC機械加工、フライス加工、ドリル加工、旋盤加工、研削加工は完全な専門知識で行われ、製造されるすべての部品が精密で高品質であることを保証します。
- 製造プロセスを向上させるために、ダイカスト金型製造会社は高品質で高性能なダイカスト金型を製造し、厳しい業界要件の仕様を満たす耐久性のある金属部品を製造するためにそれらを組み立てることによって成功を収めている。
- 私たちは、PP、ABS、PPS、PEEK、PA66+GF30などの材料で作られたコンポーネントを製造するための高度なプラスチック射出成形機を利用して射出成形サービスを提供しています。
- 製品組立サービス - 同社は、厳格な品質基準に従って、サブアセンブリ、シンプルアセンブリ、完全組立製品を効率的に組み立てます。
- Sincere Techは、様々な業界の特定のプロジェクトにシリコーン成形ソリューションを提供しています。
品質と技術進歩へのコミットメント
しかし、ISO 9001:2015やQS 9000:2015などの国際規格に準拠することで、最高水準の品質を維持している。最高品質の金型と部品を製造するために、同社はCMM機械、5軸CNC機械、FANUC機械などの先進的な機械を活用しています。Sincere Techはまた、機密保持を目的として、クライアントの知的財産と独自の設計を保護するためのNDA(秘密保持契約)をクライアントにマッチングする。
グローバル産業への対応
Sincere Techは国際的な企業であり、様々な産業(自動車、医療、電子機器、家電、園芸、化粧品、食品パッケージ、電気コネクター)にプラスチックと金属部品を供給している。同社は輸出市場において非常に高い売上を誇っており、その製品はフィンランドを含む様々な世界市場に出荷されている。
顧客重視のアプローチ
Sincere Techは、競争力のある価格設定、高品質の製造、良質なサービスを大切にしている。一方、国際ビジネスの信頼できるパートナーとして、同社のプロジェクト管理能力は高く、技術英語でのコミュニケーションは明確で、顧客満足度は高い。
シースキー・メディカル
中国の射出成形会社であるSeasky Medicalは、医療用プラスチックを製造しています。同社は1999年から広東省深センに本社を置き、最高の射出成形ソリューションを提供している。優れた金型設計、材料選択、射出成形を提供し、製品開発も担当するため、医療用部品は最高の品質と安全基準を満たしている。
Seasky MedicalのISO 8認証取得事業は、コンタミネーションのない環境で注射器、点滴部品、手術器具などの医療機器の生産を保証します。10年以上の経験を持つ同社は、信頼性が高く正確な医療用射出成形を提供することで知られており、世界的なヘルスケアプロバイダーにサービスを提供しています。
深セン銀基科技有限公司
深圳市銀基科技は中国の専門的な金型製造会社で、自動車と工業用金型製造に専念している。1993年に設立された同社は、プジョーや中興通訊などの世界的に有名なブランドのための最も信頼性の高いサプライヤーの一つであり、多様な用途のモデルを供給しています。
Silver Basisは、金属プレス、ダイカスト、金型製作、製品テストなど、包括的なサービスを提供している。自動車用射出成形の専門知識を生かし、耐久性と精度に優れた内外装部品を製造することができる。同社は品質を重視しているため、ISO9001およびISO14001の認証を取得しており、そのため国際的な自動車メーカーや電子機器メーカーから選ばれている。
JMT自動車金型株式会社
JMT汽車金型有限公司は中国の射出成形会社で、自動車用金型の設計と製造に携わっている。2005年に設立され、浙江省台州市を拠点として、自動車業界の増加するニーズを満たすために、同社は堅実な生産システムを構築してきました。
JMT自動車金型は23,000平方メートルの生産サイトで動作経験を持ち、SMC金型、家電製品金型だけでなく、工業用金型に特化したメーカーの一つです。高速CNC機械、精密検査設備、最新鋭の射出成型機械があり、生産水準が高い。JMT汽車は技術革新と精密エンジニアリングの運営を維持し、現在も国内外の顧客に信頼できる金型製作を提供しています。
TKモールド
1978年に設立されたTK Mold Ltd.は、プラスチック金型製作において40年以上の歴史を持つ中国の有名な成形会社である。同社は1983年に設立され、医療機器、家電、スマート家電、自動車部品用の高精度金型の開発を専門としている。
TKモールドは、ドイツを含む5つの生産工場を拠点に、世界中の顧客に高度な射出成形ソリューションを提供している。最先端技術、自動化、精密製造の採用におけるパイオニアである同社は、高性能のプラスチック部品を必要とする産業界から高く評価されています。TKモールドの製品はすべてISO 9001、ISO 13485、ISO 14001の認証を取得し、国際的な品質と安全基準に適合していることを保証しています。
広東易泉精密機械有限公司
広東易泉は中国射出成形の大手企業で、高性能射出成形機とプラスチック部品を生産している。2002年に設立され、本社は広東省仏山市にあります。60万平方メートル以上の生産基地と3000人近くのスタッフを擁し、Yizumiは世界ブランドに発展してきました。
イズミは射出成形技術の革新で数々の業界賞を受賞し、革新的な成形ソリューションで知られている。2015年、同社は中国の成形企業として初めて深セン証券取引所に上場した。Yizumiは自動車、家電、産業用アプリケーションに注力し、最新鋭の機械と高精度の成形で業界のリーダーとなっている。
中国の成形会社を選ぶ際の課題と留意点

中国の鉱山会社には多くの利点があるが、メーカーにコミットする前に、企業はいくつかの側面に注意する必要がある。
1.品質管理とコンプライアンス
すべてのメーカーが同じ品質基準に従っているわけではありません。サプライヤーを選択する前に、まず認定を確認し、サンプルをテストする必要があります。
2.知的財産の保護
中国での製造は、知的財産(IP)保護をアウトソーシングする上で問題となる可能性がある。デザインを失わず、安全に保護するために、企業は信頼できるパートナーと法的契約を結ぶべきです。
3.コミュニケーションと言葉の壁
いくつかの中国メーカーには英語を話す営業チームがあるが、コミュニケーションは必ずしも一筋縄ではいかない。誤解を防ぐために、文書と同意書を用意する。
4.物流と出荷
しかし、国際的な大口注文に対応するのは複雑でコストがかかる。中国の成形企業は、企業のカスタム規制、リードタイム、および運賃の範囲内で理解する必要があります。
中国射出成形の今後の動向

新しい技術とともに、中国の成形業界は新しい市場の需要に対応するために発展している。主なトレンドは以下の通り:
1.持続可能で環境に優しい素材
中国でプラスチック廃棄物に対する関心が高まるにつれて、多くの成形メーカーが環境規制を重視するようになり、現在では生分解性だけでなく、リサイクル可能なプラスチック材料の開発も進めている。
2.スマート・マニュファクチャリングとインダストリー4.0
自動化とAI主導の品質管理、人間中心のプロセスからIoT対応のスマート工場への完全な転換は、射出成形プロセスを完全に変革し、生産をより効率的で無駄の少ないものにした。
3.カスタマイズとオンデマンド生産の増加
企業の焦点は、ニッチ市場と迅速な製品開発のためのオンデマンド、少量生産に移っている。
結論
中国の射出成形企業は、コスト効率に優れ、高品質で革新的なソリューションを顧客に提供しているため、世界の製造業にとって不可欠な存在となっている。これらのメーカーの一部は、自動車部品、医療機器、およびその他の関連産業用のプラスチック部品を機械加工しています。中国の成形会社を選択する際、事業体は品質基準、コミュニケーションの利便性、物流を厳密に検討し、成功するパートナーシップを確保する必要があります。技術の進歩と持続可能な慣行の継続的な傾向により、中国の成形企業は射出成形を通じて、今後も何年もリードし続けるだろう。しかし、多くの利点があるのであれば、企業は品質管理、知的財産権保護、コミュニケーションの課題、物流を考慮した上で、中国の成形パートナーを選ぶべきである。しかし、調査が十分に行われ、品質が保証された射出成形メーカーと協力すれば、企業は中国の射出成形の専門知識から恩恵を受けることができる。将来、中国の射出成形は、持続可能な材料、スマート製造、高速生産、生産主導の自動化を特徴とし、生分解性プラスチックやインダストリー4.0技術と相まって、中国は依然として世界の射出成形で最大の進歩を遂げるだろう。中国の成形企業が絶えず進歩し、中国の製造業の様相を変えるために最善を尽くすにつれて、彼らは近代的な製造業を推進し続けるだろう。
よくある質問 (FAQ)
1.なぜ中国からの射出成形製造が人気なのか?
射出成形のために中国を選択すると、費用対効果の高い生産、近代的な技術、よく訓練された労働力、およびよく組織化されたサプライチェーンの利点を提供します。国際的な品質基準に従っている多くのメーカーがあり、彼らは非常に迅速な納期でカスタマイズされたソリューションを提供しています。
2.中国の射出成形企業はどのように産業に利益をもたらすのか?
自動車、電子機器、医療機器、包装、消費財など、これらの産業はすべて中国の射出成形に依存している。中国メーカーは、これらの産業で必要とされる高精度のプラスチック部品を効率よく、より安く生産することができる。
3.中国の射出成形会社はどのように製品の品質を保証していますか?
中国成形信頼できる会社は原材料から完成品までの品質を厳格に管理し、以下の認証を取得しています:ISO9001、ISO13485(医療)、IATF16949(自動車部品)。ISO9001、ISO13485(医療)、IATF16949(自動車部品)の認証を取得しています。
4.中国の成形メーカーの選択は何ですか?
企業は、品質認証、経験、生産能力、知的財産保護、コミュニケーション能力、ロジスティクス・サポートを考慮すべきである。良好なパートナーシップへの道を切り開くために、サンプルテストを実施し、企業の納品能力を確認すべきである。
5.中国射出成形業界の展望は?
私たちが生きている時代は、持続可能な生分解性プラスチック、AIを活用したオートメーション、スマート工場、オンデマンド生産など、産業界がそれを解決するための新しいトレンドを見つけることを必要としている。これらの進歩により、製造はより効率的になり、廃棄物は少なくなり、環境に優しい製造の答えに対する継続的に高まる需要に供給されるようになるだろう。