Nykyään Kiina on vakiinnuttanut asemansa ruiskuvaluyritysten maailmanlaajuisena johtajana, ja siitä on tullut arvokas tuotantoratkaisu kaikenkokoisille yrityksille maailmassa kilpailukykyiseen hintaan. Suuren ruiskuvaluyritysten määrän ansiosta Kiinasta on tullut erikoistunut alue, jolla valmistetaan muovikomponentteja koko teollisuudenalalle autoteollisuudesta, elektroniikasta, terveydenhuollosta ja pakkauksista kulutustavaroihin. Ne tekevät raskasta työtä edistyksellisen teknologian, tarkkuustekniikan ja automaation avulla valmistetaan valettuja osia lyömättömällä tarkkuudella ja tehokkuudella. Useat keskeiset edut rakentavat kiinalaista ruiskuvaluteollisuutta, jonka yritykset yleensä valitsevat. Yksi suurimmista vetovoimatekijöistä kustannustehokkaan tuotannon osalta on se, että työvoima- ja tuotantokustannukset ovat Kiinassa halvemmat kuin länsimaissa. Lisäksi kiinalaisilla muovausyrityksillä on yhä useammin tehokkaita, huipputeknisiä koneita ja robotiikkajärjestelmiä, jotka mahdollistavat tehokkaan ja suuren volyymin tuotannon samalla kun laatu säilyy. Yrityksellä on kansainvälisesti tunnustetut sertifioinnit, kuten ISO 9001, ISO 13485 (lääkinnälliset laitteet) ja IATF 16949 (autoteollisuuden komponentit), jotka täyttävät alan maailmanlaajuiset laatustandardit.
Kiinalaisilla ruiskuvaluyrityksillä on myös räätälöinnin ja innovoinnin vahvuus. Kiinalaisilla valmistajilla on tekniset valmiudet sekä asiantuntemus tarjota räätälöityjä muotteja asiakkaan moniontelomuoteille, ylivalulle, insertin valulle ja monimutkaisille malleille. Nopeutta ja luotettavuutta etsiville yrityksille niiden kyky tarjota nopeaa läpimenoaikaa ja valtavan mittakaavan tuotantoa on ensisijainen valinta.
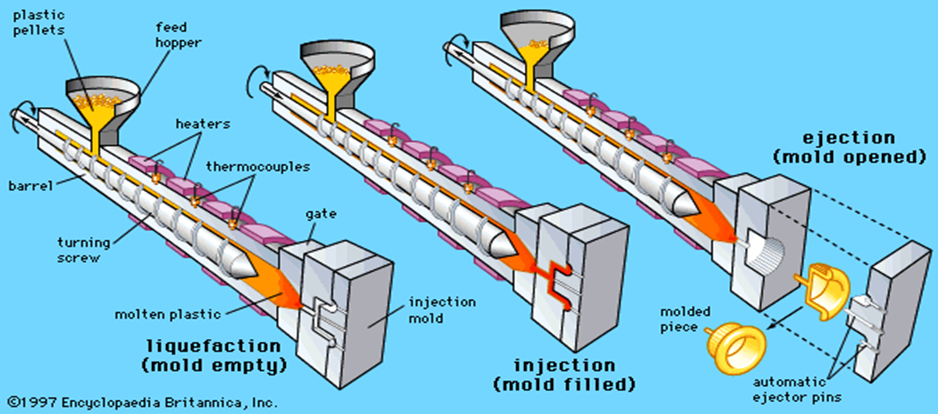
Mikä on ruiskuvaluprosessi?

Tämä on prosessi, jossa muoviosia valmistetaan ruiskuttamalla sulaa materiaalia muottiin. Sitä käytetään laajalti esimerkiksi autoteollisuudessa, lääketieteessä, elektroniikassa, muovipakkauksissa ja kotitaloustavaroissa. Tämä prosessi vie monimutkaisen osan massatuotantoon suurella tarkkuudella ja johdonmukaisuudella.
Miksi käyttää kiinalaista ruiskupuristusyritystä?
Ensinnäkin Kiinasta on tullut merkittävä ruiskuvaluprosessin keskus monista eri syistä:
1. Kustannustehokas tuotanto
Hinnoittelu on yksi tärkeimmistä syistä, miksi yritykset valitsevat kiinalaiset valumuottiyritykset. Koska työvoima- ja toimintakustannukset ovat Kiinassa alhaisemmat kuin länsimaissa, on mahdollista valmistaa korkealaatuisia valettuja komponentteja murto-osalla kustannuksista.
2. Kehittynyt valmistustekniikka
Nykyaikaisissa kiinalaisissa ruiskuvaluyrityksissä tehdään suuria investointeja automaatioon ja uusimpiin koneisiin. Monet yritykset käyttävät robottijärjestelmiä, tietokoneavusteista suunnittelua (CAD) ja reaaliaikaisia laadunvalvontajärjestelmiä varmistaakseen tarkkuuden ja korkeimman tuottavuuden.
3. Korkealaatuiset standardit
Useimmat arvostetut kiinalaiset muovausyritykset noudattavat kansainvälisiä laatustandardeja, kuten ISO 9001, ISO 13485 (lääkinnälliset laitteet) ja IATF 16949 (autonosat). Nämä sertifikaatit takaavat, että tuote täyttää laatuvaatimukset.
4. Räätälöinti ja innovointi
Monet kiinalaiset muovausyritykset tarjoavat räätälöityjä ratkaisuja, jotka sopivat erilaisiin liiketoiminnan tarpeisiin. Kiinalaisilla valmistajilla on vastaus jokaisen asiakkaan tarpeeseen ylivalusta ja insertin valusta, ja haluavat asiakkaan tarpeeseen monimutkaisia moniontelomalleja.
5. Nopeat läpimenoajat
Kiinalaiset muovausyritykset pystyvät tuottamaan suuria määriä tehokkaammin ja nopeammin kuin useimmat kilpailijat tehokkaiden toimitusketjujen ja virtaviivaistettujen tuotantoprosessien ansiosta. Yritykset, jotka ovat riippuvaisia nopeudesta tuodessaan tuotteita markkinoille, tarvitsevat tukea tästä nopeudesta.
6. Kokemus ja asiantuntemus
Kiinan ruiskuvaluteollisuudessa on tuhansia erikoistuneita yrityksiä, joilla on syvää kokemusta kaikilla näillä aloilla. Niitä pidetään globaalien yritysten ensisijaisena valintana muottien suunnittelun ja materiaalivalintojen sekä tarkkuustekniikan alalla.
Kiinalaisista ruiskupuristusyrityksistä hyötyvät toimialat

Ruiskuvalun käyttö on melko laajaa ja levittäytyy eri teollisuudenaloille, joista jokaisella on omat standardinsa ja tekniikkansa.
1. Autoteollisuus
Kiinalaiset muovausyritykset valmistavat kojelautojen, puskureiden, sisäpaneelien ja valaisimien kaltaisia osia autoteollisuudelle, joka on vahvasti riippuvainen näistä yrityksistä. Yksi keskeinen etu on kyky valmistaa kevyitä mutta kestäviä muoviosia.
2. Elektroniikka ja kulutustavarat
Elektroniikka- ja kulutustavarateollisuudessa ja monissa muissa tuotteissa kiinalaiset ruiskuvalupuristimet ovat erikoistuneet tuottamaan erittäin tarkkoja osia. Tarvitaan yhä enemmän esteettisesti miellyttäviä, kestäviä ja toimivia muoviosia.
3. Lääketiede ja terveydenhuolto
Laitteissa, kuten kirurgisissa instrumenteissa, ruiskuissa ja IV-liittimissä, käytetään korkealaatuisia ruiskujyrsittyjä osia, eikä lääketeollisuus voi tulla toimeen ilman niitä. Lääketieteellisestä valmistajasta riippuen monilla kiinalaisilla muovausyrityksillä on puhdashuonetilat, joissa noudatetaan lääketieteellisen valmistuksen mukaisia tiukkoja hygienia- ja turvallisuusstandardeja.
4. Pakkaus- ja elintarviketeollisuus
Ruiskupuristusta käytetään myös toiseen tärkeään sovellukseen, muovipakkauksiin, joihin kuuluvat astiat, korkit ja pullot. Kiinalaiset valmistajat tuottavat laadukkaita ja kestäviä pakkausratkaisuja ja ovat samalla ympäristöystävällisiä.
Kiinan ruiskuvaluteollisuuden tärkeimmät toimijat
Ruiskupuristaminen on noussut Kiinan johtavaksi teollisuudenalaksi autoteollisuudessa, terveydenhuollossa ja elektroniikassa sekä kulutustavaroissa, joilla on korkea laatu ja kustannustehokkuus. Kiinalainen ruiskupuristusyritykset jatkaa maailmanmarkkinoiden johtoasemaa kehittyneiden valmistusvalmiuksien, huipputeknisten laitteiden ja kansainvälisten laatustandardien noudattamisen avulla. On olemassa muutamia näistä tunnetuista kiinalaisista valumuottien valmistus kiinan muotit muoviosien valmistusyritykset.
Sincere Tech: johtava muovin ruiskuvaluratkaisujen toimittaja

Sincere Tech, joka on perustettu vuonna 2005 ja joka sijaitsee Dongguanin maakunnassa, Kiinassa, tunnetaan yli 10 vuoden ajan tarjoamalla liiketoimintaa valettu muovin ruiskuvalumuottipalvelu. Yritys on laajentanut valmiuksiaan kattamaan muun muassa Eddie-valumuotit, silikonikumin muovaus, CNC-koneistus ja täydellinen tuotekokoonpano, ja se osallistuu monenlaisiin teollisuudenaloihin ympäri maailmaa.
Monipuolinen palveluvalikoima
Sincere Tech tarjoaa kokonaisvaltaisia valmistusratkaisuja niille asiakkaille, joilla on seuraavat tyypit:
- Yritys tarjoaa tuotteita, kuten räätälöityjä muoviruiskumuotteja, joilla on kyky suunnitella ja valmistaa korkean tarkkuuden muotteja kestävien ja tarkkojen muoviosien massavalmistukseen.
- Tarkkuuskoneistus - Sincere Tech:n CNC-koneistus, jyrsintä, poraus, sorvaus ja hionta tapahtuu täydellä asiantuntemuksella, mikä takaa, että jokainen valmistettu osa on tarkka ja laadukas.
- Valmistusprosessin tehostamiseksi painevalumuotteja valmistava yritys saavuttaa menestystä valmistamalla korkealaatuisia ja suorituskykyisiä painevalumuotteja ja kokoamalla ne kestävien metallikomponenttien valmistamiseksi, jotka täyttävät teollisuuden tiukat vaatimukset.
- Tarjoamme ruiskuvalupalveluja hyödyntämällä kehittyneitä muoviruiskuvalukoneita tuottamaan komponentteja, jotka on valmistettu seuraavista materiaaleista, kuten PP, ABS, PPS, PEEK, PA66 + GF30.
- Tuotekokoonpanopalvelut - Yritys kokoaa tehokkaasti osakokoonpanoja, yksinkertaisia kokoonpanoja ja kokonaan koottuja tuotteita noudattaen tiukkoja laatustandardeja.
- Sincere Tech tarjoaa silikonivaluratkaisuja eri teollisuudenalojen erityishankkeisiin.
Sitoutuminen laatuun ja teknologiseen kehitykseen
Sincerely tech ylläpitää kuitenkin korkeinta laatutasoa noudattamalla kansainvälisiä standardeja, kuten ISO 9001:2015 ja QS 9000:2015. Parhaiden muottien ja osien valmistamiseksi yritys käyttää edistyksellisiä koneita, kuten CMM-koneita, 5-akselisia CNC-koneita ja FANUC-koneita. Sincere Tech sopii myös asiakkaiden kanssa NDA-sopimuksista (Non-Disclosure Agreements) asiakkaiden immateriaalioikeuksien ja suojattujen mallien suojaamiseksi luottamuksellisuutta varten.
Maailmanlaajuisten toimialojen palveleminen
Sincere Tech on kansainvälisesti vahva yritys, joka toimittaa muovi- ja metallikomponentteja eri teollisuudenaloille (autoteollisuus, lääketiede, elektroniikka, kodinkoneet, puutarhanhoito, kosmetiikka, elintarvikepakkaukset ja sähköliittimet). Yrityksellä on erittäin hyvä myynti vientimarkkinoilla, joiden tuotteita toimitetaan eri maailmanmarkkinoille, myös Suomeen, koska se pystyy täyttämään erilaiset teollisuuskohtaiset standardit ja vaatimukset.
Asiakaslähtöinen lähestymistapa
Sincere Tech arvostaa kilpailukykyistä hinnoittelua, korkealaatuista valmistusta ja laadukasta palvelua. Toisaalta kansainvälisten yritysten luotettavana kumppanina yrityksen projektinhallintataidot ovat vahvat, teknisen englannin viestintä on selkeää ja asiakastyytyväisyys on korkea.
Seasky Medical
Kiinalainen ruiskuvaluyritys Seasky Medical valmistaa muoveja lääketieteelliseen käyttöön. Yrityksen pääkonttori on sijainnut Shenzhenissä, Guangdongissa, vuodesta 1999, ja se tarjoaa parhaita ruiskuvaluratkaisuja. Se tarjoaa hienoa muottien suunnittelua, materiaalivalintaa ja ruiskuvalua sekä huolehtii tuotekehityksestä, joten lääketieteelliset komponentit täyttävät korkeimmat laatu- ja turvallisuusstandardit.
Seasky Medicalin ISO 8 -sertifioitu toiminta takaa lääketieteellisten laitteiden, kuten ruiskujen, IV-komponenttien ja kirurgisten instrumenttien tuotannon kontaminaatiovapaassa ympäristössä. Yritys, jolla on yli kymmenen vuoden kokemus, tunnetaan luotettavasta ja tarkasta lääketieteellisestä ruiskuvalusta, jossa se palvelee maailmanlaajuisia terveydenhuollon tarjoajia.
Shenzhen Silver Basis Technology Co., Ltd.
Shenzhen Silver Basis Technology on ammattimainen kiinalainen muovausyritys, joka on omistautunut autoteollisuuden ja teollisuuden muottien valmistukseen. Vuonna 1993 perustettu yritys on yksi maailman tunnetuimpien tuotemerkkien, kuten Peugeotin ja ZTE:n, luotettavimmista toimittajista, joka toimittaa malleja erilaisiin käyttötarkoituksiin.
Silver Basis tarjoaa kattavan valikoiman palveluja metallin leimaamiseen, painevaluun, muottien valmistukseen ja tuotetestaukseen. Autojen ruiskuvalun asiantuntemuksensa ansiosta he voivat valmistaa ajoneuvojen sisä- ja ulkopuolisia osia, jotka ovat kestäviä ja tarkkoja. Koska yritys keskittyy laatuun, sille on myönnetty ISO 9001- ja ISO 14001 -sertifikaatit, ja sen vuoksi kansainväliset auto- ja elektroniikkavalmistajat valitsevat sen.
JMT Automotive Mold Co., Ltd.
JMT Automotive Mold Co., Ltd on hyvämaineinen kiinalainen ruiskuvaluprosessin yritys, joka käsittelee autoteollisuuden muottien suunnittelua ja valmistusta. Vuonna 2005 perustetun ja Taizhoussa, Zhejiangissa sijaitsevan yrityksen perustamisesta lähtien se on rakentanut vankan valmistusjärjestelmän täyttääkseen autoteollisuuden kasvavat tarpeet.
JMT Automotive Moldilla on käyttökokemusta 23 000 neliömetrin tuotantolaitoksessa, ja se on yksi SMC-muottiin, kodinkoneiden muottiin ja teollisuusmuottiin erikoistuneista valmistajista. Heillä on nopeat CNC-koneet, tarkkuustestauslaitteet ja huippuluokan ruiskuvalukoneet, jotka johtavat korkeatasoiseen tuotantoon. JMT Automotive ylläpitää teknisen innovaation ja tarkkuustekniikan toimintaa, ja tarjoamme edelleen luotettavaa muotinvalmistusta kotimaisille ja ulkomaisille asiakkaille.
TK Mold Ltd
Vuonna 1978 perustettu TK Mold Ltd on tunnettu kiinalainen muovausyritys, jolla on yli 40 vuoden kokemus muovimuottien valmistuksesta. Yritys perustettiin vuonna 1983, ja se on erikoistunut lääketieteellisten laitteiden, kulutuselektroniikan, älykkäiden kodinkoneiden ja autoteollisuuden komponenttien korkean tarkkuuden muottien kehittämiseen.
TK Mold tarjoaa kehittyneitä ruiskuvaluratkaisuja maailmanlaajuiselle asiakasryhmälleen viidestä tuotantolaitoksestaan, joista yksi sijaitsee Saksassa. Koska yritys on edelläkävijä huipputeknologian, automaation ja tarkkuusvalmistuksen käyttöönotossa, se nauttii suurta arvostusta korkean suorituskyvyn muovikomponentteja vaativilla teollisuudenaloilla. Kaikki TK Moldin tuotteet on sertifioitu ISO 9001-, ISO 13485- ja ISO 14001 -standardien mukaisesti sen varmistamiseksi, että ne täyttävät kansainväliset laatu- ja turvallisuusstandardit.
Guangdong Yizumi Precision Machinery Co., Ltd., Ltd.
Guangdong Yizumi on johtava kiinalainen ruiskuvaluyritys, joka tuottaa korkean suorituskyvyn ruiskuvalukonetta sekä muovikomponentteja. Yizumi perustettiin vuonna 2002, ja sen pääkonttori sijaitsee Foshanissa, Guangdongissa. Yli 600 000 neliömetrin tuotantotukikohdan ja lähes 3000 työntekijän ansiosta Yizumi on kehittynyt maailmanlaajuiseksi tuotemerkiksi.
Yizumi on voittanut lukuisia alan palkintoja ruiskuvalutekniikan innovaatioistaan, ja se tunnetaan innovatiivisista muovausratkaisuistaan. Vuonna 2015 yhtiöstä tuli ensimmäinen kiinalainen muovausyritys, joka listautui Shenzhenin pörssiin. Yizumi keskittyy autoteollisuuteen, kulutuselektroniikkaan ja teollisuussovelluksiin ja siitä on tulossa alan johtava yritys huipputeknisillä koneillaan ja tarkkuutta vaativalla muovailullaan.
Haasteet ja näkökohdat kiinalaisen muottiyrityksen valinnassa

Kiinalaisilla kaivosyhtiöillä on monia etuja, mutta ennen kuin yritykset sitoutuvat valmistajaan, niiden on syytä olla tietoisia muutamista seikoista.
1. Laadunvalvonta ja vaatimustenmukaisuus
Kaikki valmistajat eivät noudata samoja laatustandardeja. Ennen toimittajan valintaa sinun tulisi tarkistaa sertifioinnit ja testata ensin näyte.
2. Teollis- ja tekijänoikeuksien suoja
Kiinassa tapahtuva valmistus voi olla ongelma teollis- ja tekijänoikeuksien suojan ulkoistamisen kannalta. Välttääkseen malliensa menettämisen ja pitääkseen ne turvassa yritysten tulisi työskennellä luotettavien kumppaneiden ja oikeudellisten sopimusten kanssa.
3. Viestintä- ja kielimuurit
Vaikka useilla kiinalaisilla valmistajilla on englanninkielisiä myyntitiimejä, viestintä ei aina ole suoraviivaista. Väärinkäsitysten välttämiseksi laaditaan dokumentaatio ja sopimus.
4. Logistiikka ja merenkulku
Suurten tilausten käsittely kansainvälisesti voi kuitenkin olla monimutkaista ja kallista. Kiinalaisten muovausyritysten olisi ymmärrettävä yritysten tullisäännökset, toimitusajat ja rahtikustannukset.
Tulevaisuuden suuntaukset Kiinan ruiskupuristuksessa

Uusien teknologioiden myötä Kiinan muovailuteollisuus kehittyy vastaamaan markkinoiden uusia vaatimuksia. Tärkeimpiä suuntauksia ovat:
1. Kestävät ja ympäristöystävälliset materiaalit
Kun muovijätteen aiheuttama huoli on kasvanut Kiinassa, monet muovivalmistusyritykset ovat alkaneet olla entistä huolestuneempia ympäristömääräyksistä ja kehittävät nyt biohajoavia ja kierrätettyjä muovimateriaaleja.
2. Älykäs valmistus ja teollisuus 4.0
Automaatio ja tekoälypohjainen laadunvalvonta, täydellinen siirtyminen ihmiskeskeisestä prosessista IoT-käyttöönotettuun älykkääseen tehtaaseen on muuttanut ruiskuvaluprosessin täysin, ja se tekee tuotannosta tehokkaampaa ja vähentää hävikkiä.
3. Lisääntynyt räätälöinti ja tilaustuotanto
Yritysten painopiste on siirtymässä tilaustuotantoon, pienten erien tuotantoon kapeille markkinoille ja nopeaan tuotekehitykseen.
Päätelmä
Kiinalaiset ruiskuvaluyritykset ovat olennainen osa maailmanlaajuista valmistusteollisuutta, sillä ne tarjoavat asiakkaille kustannustehokkaita, korkealaatuisia ja innovatiivisia ratkaisuja. Jotkut näistä valmistajista valmistavat muoviosia autoteollisuuden komponentteihin, lääkinnällisiin laitteisiin ja muihin vastaaviin teollisuudenaloihin. Valitessaan kiinalaista ruiskupuristusyritystä liikeyksiköiden olisi tutkittava tarkasti laatustandardit, viestinnän helppous ja logistiikka onnistuneen kumppanuuden varmistamiseksi. Teknologisen kehityksen ja kestävien käytäntöjen jatkuvan suuntauksen vuoksi kiinalaiset muovausyritykset johtavat ruiskuvalua vielä monta vuotta. Monien etujen vuoksi yritysten olisi kuitenkin punnittava laadunvalvontaa, teollis- ja tekijänoikeuksien suojaa, viestinnän haasteita ja logistiikkaa ennen kiinalaisen valukumppanin valintaa. Jos tutkimus on kuitenkin tehty perusteellisesti ja yhteistyötä tehdään valmistajien kanssa, jotka tuottavat laadukkaasti ja joilla on sertifiointi työhön, yritykset voivat hyötyä Kiinan ruiskuvaluprosessin asiantuntemuksesta. Tulevaisuudessa Kiinan ruiskuvaluille ovat ominaisia kestävät materiaalit, älykäs valmistus, nopea tuotanto ja tuotantoon perustuva automaatio yhdistettynä biohajoaviin muoveihin ja teollisuus 4.0 -teknologioihin, Kiinalla on edelleen suurimmat edistysaskeleet maailmanlaajuisessa ruiskuvalussa. Kun kiinalaiset muovausyritykset kehittyvät jatkuvasti ja tekevät parhaansa muuttaakseen kiinalaisen valmistuksen kasvoja, ne edistävät edelleen nykyaikaista valmistusta.
Usein kysytyt kysymykset (FAQ)
1. Miksi ruiskuvalu valmistus Kiinasta on suosittua?
Kiinan valitseminen ruiskupuristukseen tarjoaa kustannustehokkaan tuotannon, nykyaikaisen teknologian, hyvin koulutetun työvoiman ja hyvin organisoidun toimitusketjun edut. Monet valmistajat noudattavat kansainvälisiä laatustandardeja ja tarjoavat räätälöityjä ratkaisuja hyvin nopealla toimitusajalla.
2. Miten kiinalaiset ruiskuvaluyritykset hyödyttävät teollisuutta?
Kaikki nämä teollisuudenalat ovat olleet riippuvaisia kiinalaisesta ruiskuvalusta, mukaan lukien autoteollisuus, elektroniikka, lääkinnälliset laitteet, pakkaukset ja kulutustavarat. Kiinalaiset valmistajat pystyvät tuottamaan tehokkaasti ja halvemmalla näiden teollisuudenalojen tarvitsemia korkean tarkkuuden muovikomponentteja.
3. Miten kiinalaiset ruiskuvalumuovausyritykset takaavat tuotteiden laadun?
Kiinan muottiin luotettavat yritykset valvovat tiukasti laatua raaka-aineista valmiisiin tuotteisiin ja saavat seuraavat sertifikaatit: ISO 9001, ISO 13485 (lääketieteelliset tuotteet) ja IATF 16949 (autonosat). Niiden testausprosessien taso ja automatisoidut tarkastusjärjestelmät pitävät ne korkeiden standardien tasalla.
4. Mikä on kiinalaisen muotinvalmistajan valinta?
Yritysten olisi otettava huomioon laatusertifikaatit, kokemus, tuotantovalmiudet, teollis- ja tekijänoikeuksien suoja sekä kyky kommunikoida ja tarjota logistista tukea. Näytteiden testaaminen ja sen varmistaminen, että yritys pystyy toimittamaan tuotteita, olisi tehtävä hyvän kumppanuuden pohjustamiseksi.
5. Mitkä ovat Kiinan ruiskuvaluteollisuuden näkymät?
Nykyinen aika vaatii teollisuudelta uusia suuntauksia, kuten kestäviä ja biohajoavia muoveja, tekoälyllä toimivaa automaatiota, älykkäitä tehtaita ja tilaustuotantoa. Nämä edistysaskeleet tehostavat valmistusta, vähentävät jätteiden määrää ja vastaavat jatkuvasti kasvavaan kysyntään ympäristöystävällisistä valmistusvaihtoehdoista.