The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
Что такое овермолдинг?
При переформовке один компонент создается из двух или более различных материалов. Основа подложки обычно формуется. Затем на нее наплавляется вторичный материал, который формуется поверх или вокруг нее. Это позволяет производителям смешивать материалы с различными свойствами, например, жесткостью и гибкостью.
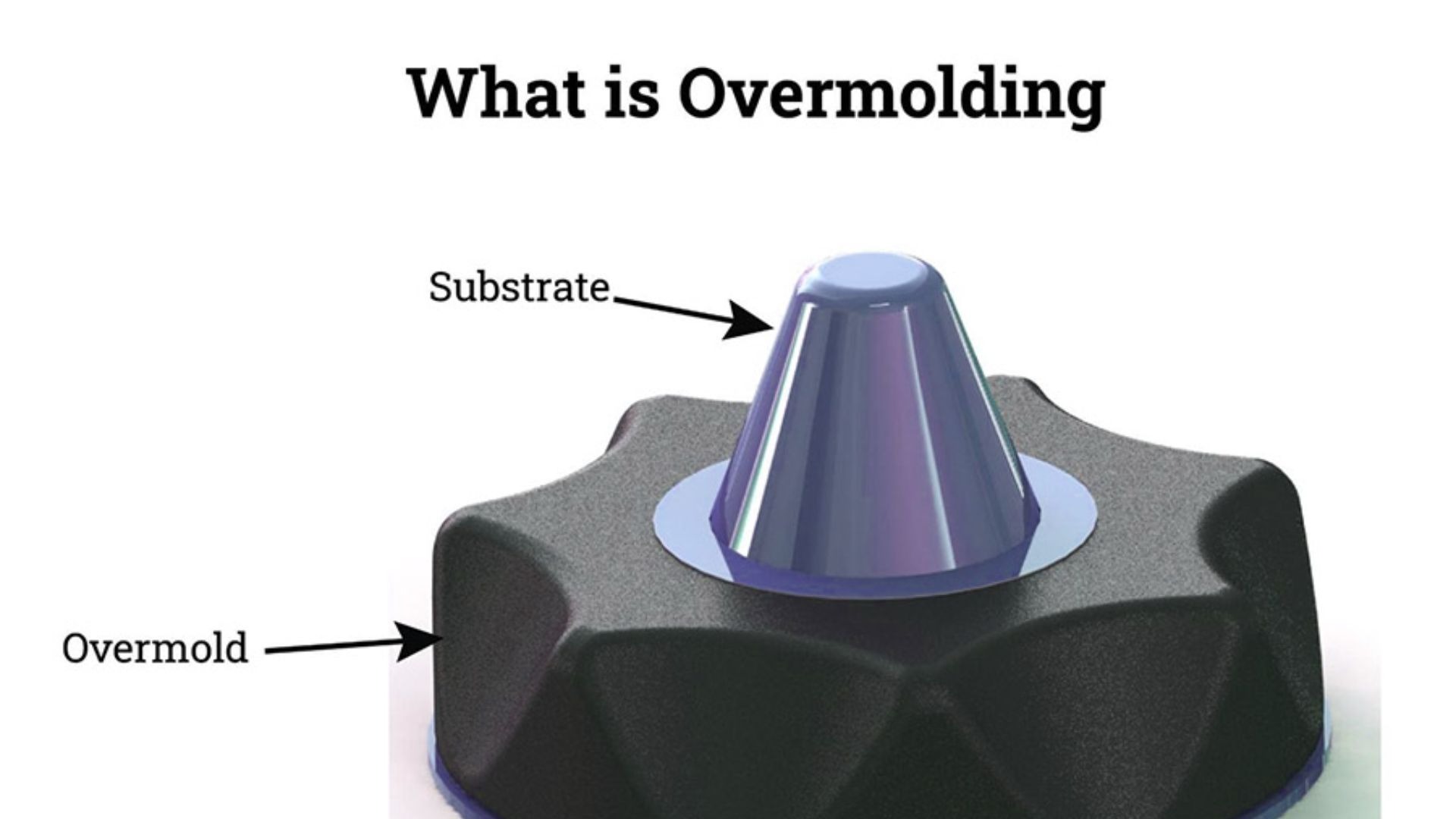
Изделия с мягким покрытием, как правило, изготавливаются методом литья под давлением, включая ручки для инструментов, зубных щеток и других электронных устройств. Это повышает красоту, комфорт и функциональность.
Овермолдинг имеет несколько основных недостатков, к которым относятся:
- Более эргономичный, удобный для пользователя.
- Повышенный срок службы изделий.
- Большая гибкость при проектировании.
Что такое вставное формование?
Формование со вставкой: Это процесс, при котором деталь предварительной формы вставляется в пресс-форму, и в нее впрыскивается пластик. Вставка может быть из металла, пластика или другого материала. Готовое изделие имеет индивидуальную форму вставки.
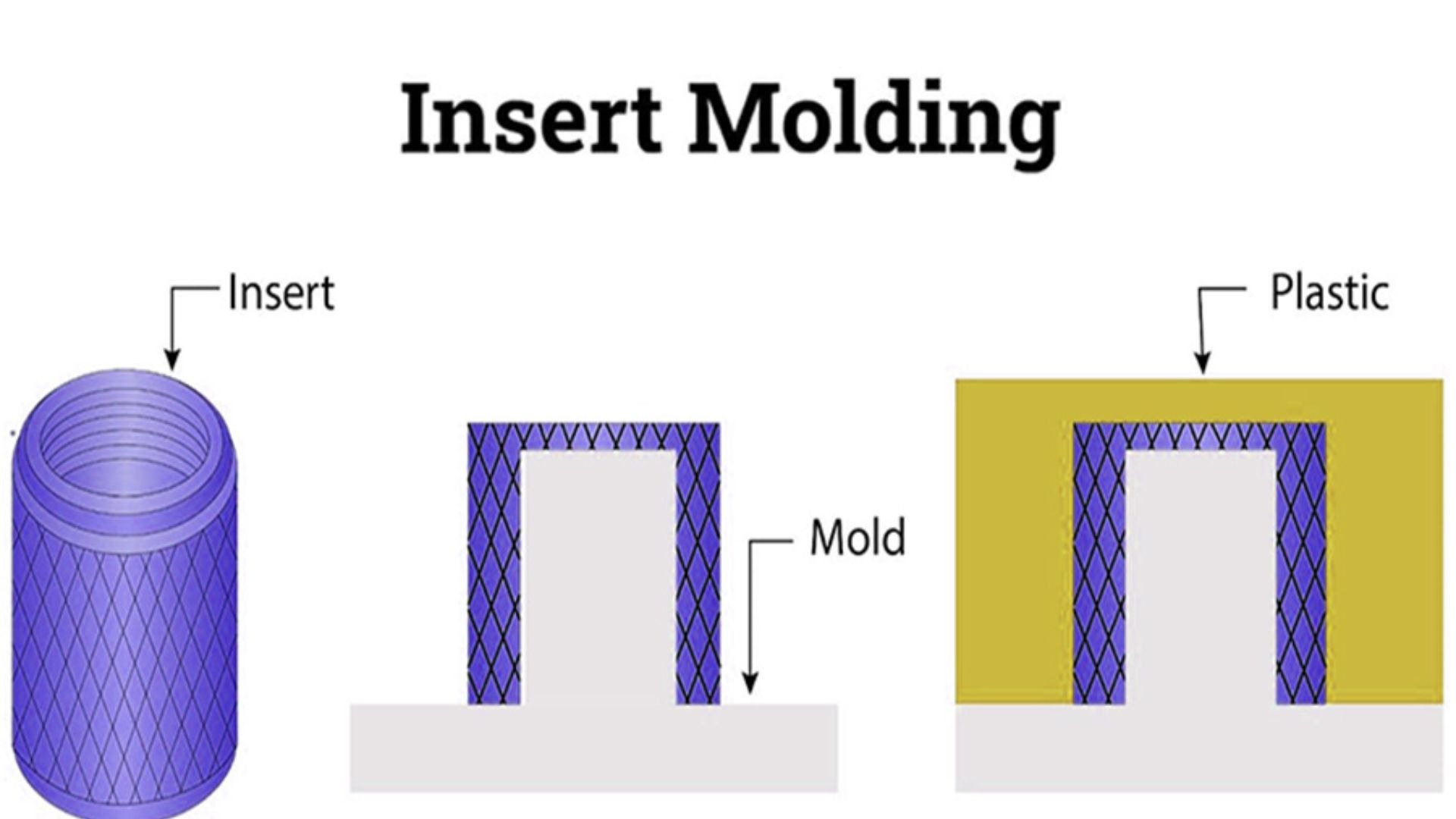
Формование со вставкой - это формование, которое в основном используется в отраслях, где требуется высокая механическая прочность. Электрические разъемы, автомобильные детали и компоненты аппаратного обеспечения - вот некоторые из тех, в которых обычно используется эта техника.
Преимущества литья со вставками заключаются в следующем:
- Прочное механическое сцепление
- Сокращение времени сборки
- Возможность соединять различные материалы.
Некоторые примеры овермолдинга и вставного формования
Это и овермолдинг, и вставное формование, которые находят широкое применение в производственном процессе, хотя и используются в разных областях с учетом особенностей изделий. Понимание особенностей их применения поможет производителям выбрать подходящий процесс.
Применение Овермолдинг применяется следующим образом
Овермолдинг подходит для изделий, которые должны быть удобными, красивыми или ухватистыми. Это сочетание мягких и твердых материалов, которые используются в одной функциональной детали. Обычно используются:
- Ручки для инструментов: Ручки более эргономичны и изготовлены из закаленного пластика.
- Бытовая электроника: Мягкие кнопки на таких предметах, как пульт дистанционного управления и наушники.
- Медицинские приборы, медицинское оборудование: Безопасность и комфорт. Шприцы или хирургические инструменты имеют прорезиненную поверхность.
- Запчасти для автомобилей: Резиновые прокладки или уплотнители на пластиковых деталях для уменьшения шума и повышения долговечности.
Следующие приложения были выполнены в рамках проекта Insert Molding
Применение вставного формования обусловлено тем, что изделие требует высокой механической прочности или представляет собой комбинацию различных материалов в одном изделии. Она применяется в таких распространенных областях, как:
- Электрические разъемы: PT состоит из форм, содержащих металлические вставки, которые вставляются в пластиковые корпуса.
- Автомобильные детали: Детали двигателя или кронштейны, для которых необходимо изготовить металлические вставки для укрепления пластика.
- Аппаратные решения: Винты или металлические элементы, входящие в состав пластиковых деталей, облегчают их сборку.
- Промышленное оборудование: Машинные детали, включающие как металлические вставки, так и формованные пластмассы для использования в деталях, подвергающихся высоким нагрузкам.
Выбор между этими двумя процессами зависит от цели изделия. В случае чрезмерного комфорта, сцепления или мягкой на ощупь поверхности необходимо использовать литье с избытком. Если же на первый план выходят проблемы прочности, долговечности и механической стабильности, то применяйте формование со вставкой.
Концепция этих приложений поможет достичь преимуществ так называемого овермолдинга и вставного формования в современном производстве.
Существенные различия между овермолдингом и вставным формованием
Хотя оба метода подразумевают использование материалов, между ними есть существенные различия. Вот подробное сравнение:
| Характеристика | Овермолдинг | Вставное формование |
| Процесс | Формование вторичного материала на базовой подложке | Впрыскивает пластик вокруг предварительно сформированной вставки |
| Материалы | Часто сочетает мягкие и твердые пластики | Можно комбинировать пластик с металлическими, пластиковыми или другими компонентами |
| Приложения | Ручки, рукоятки, бытовая электроника | Электрические разъемы, автомобильные, аппаратные |
| Сложность | Чуть менее сложный | Требуется точное размещение вставок |
| Прочность | Упор на комфорт и эстетику | Упор на механическую прочность и долговечность |
Это сравнение, которое необходимо сделать при выборе между вставной формой и овермолдом. Накладное литье оптимизировано для удобства пользователя, а вставное литье также оптимизировано для структурной целостности.
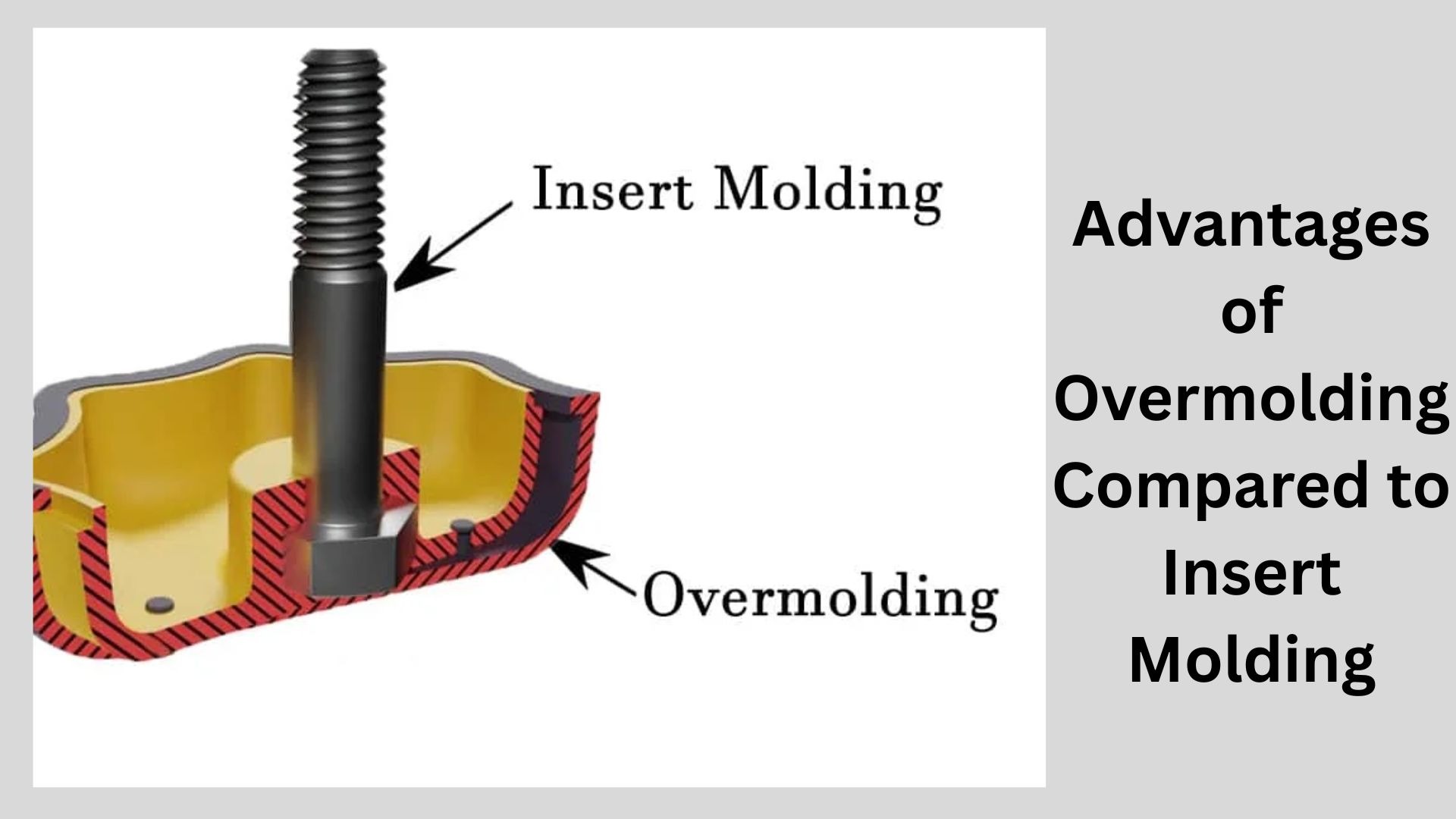
Преимущества овермолдинга по сравнению с вставным формованием
Когда сравнивают овермолд и вставную пресс-форму, необходимо знать, какие преимущества дает каждый процесс. Оба процесса хороши по-разному, однако оба позволяют комбинировать материалы.
Преимущества овермолдинга
- Повышенная эргономичность: Удобные ручки и рукоятки твердых поверхностей становятся мягкими.
- Улучшенная эстетика: Овермолдинг означает, что цвета и текстуры могут быть смешаны так, чтобы они выглядели качественно.
- Ускоренная сборка: Несколько деталей можно собирать одновременно, что экономит время.
- Гибкость дизайна: Функциональность и визуальные эффекты могут быть достигнуты с помощью различных материалов.
- Повышенное удобство использования: Лучше всего работает, когда изделие требует мягкого прикосновения, например, зубные щетки, инструменты и электроника.
Достижения в области преимуществ формования вставками
- Прочное механическое соединение: Такие вставки, как металлы и твердый пластик, надолго интегрируются в продукт формовки.
- Долговечность: Детали могут быть напряжены и подвергаться огромным механическим нагрузкам до предела.
- Меньше сборки: Вставки отливаются в форму, что исключает необходимость в последующей сборке.
- Позволяет создавать сложные узоры: Идеальные конструкции: Когда в изделии используется несколько материалов, необходимых для придания ему структурной целостности.
- Точность и надежность: Наилучшее применение он находит в промышленности, электронике и автомобильных компонентах.
Осознание этих преимуществ помогает производителям принимать решения, например, о выборе лучшего из двух альтернатив: формовки со вставкой и овермолдинга. Овермолдинг - лучший вариант, если речь идет о комфорте, дизайне и эстетике. Формование со вставкой лучше в том случае, если важнее прочность, долговечность и механические характеристики.
Придя к выводу, что процесс может быть как литьевым, так и вставным, компании могут выбрать подходящий вариант, чтобы снизить стоимость, сэкономить время и повысить качество продукции.
Конструктивные соображения
При принятии решения о литье со вставкой или оверформе оно в значительной степени зависит от конструкции. Качественное планирование также обеспечивает качественное производство, сокращение брака и использование максимальных преимуществ любого процесса.
Совместимость материалов
При использовании овермолдинга необходимо выбирать материалы, которые сцепляются друг с другом. Неправильный подбор материалов может привести к расслоению или уязвимости. Аналогично, в процессе формования вставки важно убедиться, что давление и температура находятся в пределах диапазона материала вставки в форму. Это очень важная процедура при сравнении овермолдинга и формования со вставкой.
Толщина и покрытие слоев
При формовании поверхностей основа должна быть соответствующей толщины, а материал для формования должен быть использован таким образом, чтобы он не деформировался и был прочным. При формовании вставки вся вставка должна быть окружена формой, чтобы обеспечить ей механическую прочность, а также хорошее сцепление. Толщина правильных слоев играет важную роль в успешной реализации проектов вставной формы и овермолда.
Дизайн пресс-формы
Пресс-форма создана таким образом, чтобы было легко извлекать детали и предотвратить нагрузку на материалы. Если существует возможность переформовки, форма должна быть такого типа, чтобы в нее можно было поместить несколько материалов с разными свойствами текучести. При литье со вставками формы должны быть заполнены таким образом, чтобы вставки не соскальзывали с места, так как они будут прочно держаться; в противном случае процесс литья не будет успешным с точки зрения успеха в сравнении с литьем со вставками.
Эстетика и отделка поверхности
Как правило, овермолдинг ориентирован на внешний вид и осязание. Дизайнеры должны учитывать текстуру, цвет и качество поверхности. В случае с вставным молдингом фактор эстетики следует за фактором прочности, хотя для того, чтобы конечный продукт соответствовал стандартам качества, предусмотрена соответствующая отделка.
Требования к тепловому расширению
Скорость расширения различных материалов неодинакова. Как при овермолдинге, так и при литье со вставкой неучет теплового расширения может привести к трещинам, смещению или низкому сцеплению. Это ключевые моменты, которые необходимо учитывать при сравнении литья со вставками и овермолдинга.
Стоимость и время производства
Мораль этой истории, которую можно усвоить, чтобы производить наилучшим образом, заключается в понимании стоимости и времени производства процессов овермолдинга и вставного формования. У обоих методов есть свои проблемы, которые влияют на общую стоимость и скорость.

Первоначальные затраты на плесень
Для овермолдинга могут потребоваться более сложные пресс-формы, рассчитанные на большое количество материалов. Это может увеличить начальные затраты на оснастку. Однако эти инвестиции могут окупиться за счет снижения требований в будущем при сборке.
Стоимость формовки вставки также превышает стоимость пресс-формы, поскольку для нее требуется система фиксации вставки. Конструкция пресс-формы имеет большое значение для предотвращения брака в процессе производства. При сравнении двух вариантов - литья со вставками и литья по выплавляемым моделям - первые инвестиции в пресс-форму часто эквивалентны, но зависят от сложности детали.
Расходы на материалы и оплату труда
Овермолдинг также позволяет сэкономить на трудозатратах, поскольку его можно выполнять при объединении деталей в один процесс. Это также позволяет использовать меньший объем мягких материалов в качестве захватов и покрытий и экономить ресурсы.
Формование вставок. Вставки могут быть обработаны перед формовкой. Однако, когда она автоматизирована, это снижает затраты на сборку после производства, что может сократить трудозатраты в долгосрочной перспективе. Это один из ключевых факторов при принятии решения о литье/переформовке и литье со вставкой.
Скорость производства
В случае овермолдинга материал может впрыскиваться более одного раза, что приводит к более длительному циклу, но при этом можно отказаться от последующей обработки и сборки.
Быстрота формовки вкладышей достигается при упрощении процесса размещения вкладышей, особенно на автоматизированных линиях. Это дает ему преимущество при использовании в больших объемах, где эффективность имеет первостепенное значение.
Эффективность затрат
Соответствующий процесс позволяет сэкономить в долгосрочной перспективе. Овермолдинг сокращает объем выполняемой сборки, что позволяет сэкономить на оплате труда. Использование вставного формования делает детали более прочными, а вероятность отказа минимальна. Сопоставив эти факторы, производители смогут решить, что использовать: овермолд против инсерт-формы или инсерт-формование против овермолдинга.
Распространенные ошибки, которых следует избегать
При овермолдинге и литье со вставками некоторые ошибки могут снизить качество изделия и увеличить стоимость производства. Знание этих ошибок - один из способов обеспечить успешное производство.
Выбор несовместимых материалов
Использование материалов, которые плохо сцепляются друг с другом, - одна из самых распространенных ошибок, допускаемых при переформовке. В случае формовки со вставками трещины или детали ломаются, когда используемые вставки не выдерживают давления формовки. При принятии решения об использовании вставной формы или овермолда всегда проверяется совместимость материалов.
Несоответствие вставок
При литье со вставками неправильное расположение вставок может привести к их смещению во время впрыска, что вызывает дефекты или слабые участки. Несоответствие снижает механическую прочность и повышает процент брака. Позиционирование - очень важный параметр, когда речь идет о сравнении процессов литья за несколько месяцев и литья со вставками.
Игнорирование теплового расширения
Процент роста различных материалов под воздействием тепла варьируется. Игнорирование этого факта может привести к короблению, трещинам или расслоению деталей, изготовленных методом переформовки, а также деталей, изготовленных методом вставки. Примечание: Тепловое расширение: При разработке любого дизайна это всегда нужно учитывать, особенно когда речь идет о проекте формования с вставками или овермолдинга.
Плохая конструкция пресс-формы
Поток материала может быть неравномерным, а детали не покрыты или не удалены на основе плохо прорисованной формы. Это может повлиять на эстетику в случае овермолдинга; это может снизить механическую прочность в случае вставного формования. Необходимо правильно выбрать конструкцию пресс-формы, чтобы добиться максимального переформовывания по сравнению со вставным формованием.
Пропуск проверок качества
Процесс производства может быть поспешным и не проверенным должным образом, а недостатки останутся незамеченными. Проверки качества проводятся на регулярной основе, чтобы гарантировать, что все детали прочны, долговечны и изготовлены в соответствии со стандартами. Это один из ключевых этапов эффективного овермолдинга и литья со вставками.
Тенденции будущего
Производственная отрасль динамично развивается. Как овермолдинг, так и вставное литье адаптируются к новым технологиям и материалам. Предвидение будущих тенденций помогает компании быть конкурентоспособной и инновационной.

Передовые материалы
Разрабатываются лучшие полимеры и композиты, более прочные, гибкие и жесткие. Именно эти материалы делают овермолдинг и вставное формование более прочными, поэтому изделия становятся легче, прочнее и универсальнее. Новые достижения материаловедения могут быть использованы для расширения возможностей вставной пресс-формы по сравнению с овермолдом.
Автоматизация и робототехника
Благодаря автоматизации развивается производство деталей, изготовленных методом литья по выплавляемым моделям и со вставками. Роботы с максимальной точностью вставляют вкладыши, уменьшая количество ошибок и сокращая производственный процесс. Эта тенденция делает производство в сфере overmold vs insert mold более эффективным и менее трудоемким.
Интеграция с 3D-печатью
3D-печать сочетается с овермолдингом и вставным литьем для быстрого создания прототипов и мелкосерийного производства. Это позволяет дизайнерам работать со сложными формами, сокращать время изготовления и изготавливать детали по индивидуальному заказу, а также повышает гибкость всей системы в случае использования вставного формования по сравнению с овермолдингом.
Устойчивое производство
Экологичность материалов и процессов сегодня широко распространена как в овермолдинге, так и в литье со вставками. В современных производственных тенденциях овермолдинга и вставного формования компании используют биоразлагаемый пластик и перерабатываемые вставки, чтобы снизить воздействие на окружающую среду.
Умное производство
Интернет вещей (IoT) и датчики, используемые в конструкции пресс-форм, дают возможность контролировать температуру, давление и расход материалов в режиме реального времени. Это позволяет избежать брака, оптимизировать производство и контролировать качество при овермолдинге и вставном литье.
Заключение
Выбор овермолдинга и вставного формования зависит от назначения изделия. Овермолдинг - это вариант, который следует использовать, если вам нужна мягкость, комфорт или красота. Формование со вставкой будет лучшим выбором, если в данный момент важны механическая прочность и долговечность. Информация о различиях между литьем со вставками и литьем с надставками, литьем с надставками и литьем со вставками, различиях между литьем с надставками и литьем со вставками, а также о конструктивных особенностях литья со вставками и литья с надставками может помочь производителю принять правильное решение.
Наконец, существует проблема овермолдинга и вставного формования, которую можно просто обозначить как процесс идеального соответствия технологического процесса требованиям продукта. При правильном подходе можно сэкономить время, снизить затраты и получить высококачественную и функциональную продукцию, соответствующую отраслевым стандартам.