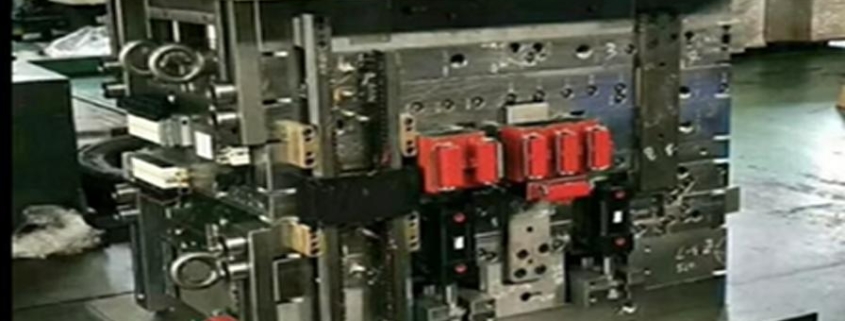
Üretim dünyasında, plasti̇k enjeksi̇yon kaliplama çeşitli sektörlerde parça ve ürünlerin oluşturulmasında hayati bir rol oynar. Yüksek kaliteli plastik bileşenler üretmek isteyen şirketler ve yenilikçiler için doğru enjeksiyon kalıplama ortağını seçmek oyunun kurallarını değiştirebilir. Özel çözümlerden seri üretime kadar, doğru enjeksiyon kalıplama şirketi kalite, hassasiyet ve üretim verimliliğinin en önemli öncelikler olmasını sağlar. Ancak, bu kadar çok seçenek mevcutken, en uygun olanı belirlemek zor olabilir.
Bu makale şu hususları vurgulamaktadır en i̇yi̇ enjeksi̇yon kaliplama şi̇rketleri̇ kendilerini bu alanda lider olarak kabul ettirmişlerdir. İster yüksek hacimli çalışmalarda uzmanlaşmış bir şirket, ister düşük hacimli, özel plastik parçalar için ısmarlama çözümler sunan bir şirket arıyor olun, bu kılavuz karar vermenize yardımcı olacak temel bilgileri sağlayacaktır. Üretim kapasitesi, geçmiş, hizmetler, sertifikalar ve benzersiz avantajlar gibi temel faktörler her şirket için derinlemesine incelenecektir.
En İyi Enjeksiyon Kalıplama Şirketini Seçmenin Temel Faktörleri
Bir enjeksiyon kalıplama ortağı ararken, her şirketi farklılaştıran temel faktörleri anlamak çok önemlidir. İşte en iyi enjeksiyon kalıplama şirketlerini değerlendirirken göz önünde bulundurulması gereken en önemli hususlar:
1. Deneyim ve Tarihçe
Deneyim, bir şirketin bu alandaki uzmanlığının kritik bir göstergesidir. Plastik enjeksiyon kalıplama alanında uzun bir geçmişe sahip olan şirketler muhtemelen süreçlerini geliştirmiş, en son teknolojiye yatırım yapmış ve müşterilerine fayda sağlayan sektör bilgisi edinmişlerdir. Bir şirketin deneyimi güvenilirliğe de işaret edebilir; köklü şirketler genellikle karmaşık projelerin ve öngörülemeyen zorlukların üstesinden gelmeye daha hazırdır.
2. Üretim Kapasitesi ve Teknoloji
Enjeksiyon kalıplama şirketleri kapasite ve teknolojik yetenekler açısından önemli ölçüde farklılık gösterir. Bazıları yüksek hacimli üretim çalışmaları için donatılmışken, diğerleri düşük hacimli veya özel parçalar konusunda uzmanlaşmıştır. Ayrıca, bilgisayar destekli tasarım (CAD), otomatik makineler ve robotik kollar gibi ileri teknolojiler hassasiyeti, kaliteyi ve hızı artırabilir. Bir ortak seçerken, tesislerinin, makinelerinin ve teknik yeteneklerinin proje ihtiyaçlarınızla uyumlu olup olmadığını göz önünde bulundurun.
3. Özel Hizmetler ve Uzmanlıklar
Her projenin kendine özgü gereksinimleri vardır, bu nedenle bir dizi özel hizmet sunan bir şirketle çalışmak değer katabilir. Tasarım yardımı, prototip oluşturma, malzeme seçimi ve ikincil işlemler (son işlem veya montaj gibi) gibi hizmetler daha fazla esneklik sağlar. Prototipleme hizmetleri sunan şirketler, müşterilerin tam üretime geçmeden önce tasarımları iyileştirmelerine yardımcı olabilir, bu da potansiyel israfı ve ek maliyetleri azaltır.
4. Kalite Güvencesi ve Sertifikalar
Kalite güvencesi, güvenilir bir enjeksiyon kalıplama şirketinin ayırt edici özelliğidir. ISO 9001, IATF 16949 (otomotiv için) ve ISO 13485 (tıbbi cihazlar için) gibi sertifikalar sıkı kalite kontrol standartlarının göstergeleridir. Ayrıca, üretim süreci boyunca yapılan kalite kontrolleri, parçaların spesifikasyonlara uygun olmasını sağlamaya ve kusur olasılığını azaltmaya yardımcı olur. Titiz kalite kontrol protokollerine sahip şirketler genellikle medikal, havacılık ve uzay veya otomotiv gibi yüksek hassasiyet gerektiren sektörler için daha iyi bir seçimdir.
5. Fiyatlandırma ve Esneklik
Birçok işletme için maliyet verimliliği en önemli önceliktir. Enjeksiyon kalıplama maliyeti malzeme, üretim hacmi ve karmaşıklık gibi faktörlere bağlı olarak büyük ölçüde değişebilir. Şeffaf fiyatlandırma ve üretim hacimlerinde esneklik sağlayan bir şirketle ortaklık kurmak önemli tasarruflar sağlayabilir. Talebe göre üretimi yukarı veya aşağı ölçeklendirme yeteneği de dahil olmak üzere sipariş boyutundaki esneklik de günümüz pazarında önemli bir avantajdır.
6. Teslim Süreleri ve Proje Yönetimi
Zamanında teslimat, özellikle hızlı ürün döngüleri olan sektörlerde, proje teslim tarihlerini karşılamak için genellikle kritik öneme sahiptir. Güçlü proje yönetimi yeteneklerine ve kısa teslim sürelerine sahip enjeksiyon kalıplama şirketleri, proje zaman çizelgelerini etkili bir şekilde yönetmek için daha donanımlıdır. En iyi şirketlerin çoğu, kesintisiz iletişim ve görünürlük sağlamak için çevrimiçi izleme araçları ve özel proje yöneticileri de sağlar.

Dikkate Alınması Gereken En İyi 10 Enjeksiyon Kalıplama Şirketi
Her profil, bilinçli bir karar vermenize yardımcı olmak için her şirketin yeteneklerine, benzersiz güçlü yönlerine ve hizmetlerine derinlemesine bir bakış sağlar.
1. Protolabs
- Web sitesi: Protolabs
- Arka plan: Protolabs 1999 yılında Maple Plain, Minnesota'da dijital üretimde hızlı prototipleme için artan talebi karşılamak üzere kurulmuştur. Bugün şirket, hızlı dönüşlü enjeksiyon kalıplama ve düşük hacimli üretimde tanınmış bir liderdir.
- Kapasite: Protolabs, otomatik tesisler ve hızlı üretimi destekleyen gelişmiş bir dijital üretim platformu ile donatılmıştır. Şirketin kapasitesi günde binlerce düşük ila orta hacimli siparişi kapsamaktadır.
- Avantajlar: Hızlı teklif verme sistemiyle tanınan Protolabs, müşterilerin tasarımları yüklemesine ve anında teklif almasına olanak tanır. Bu hızlı takip süreci üretimi hızlandırır ve pazara sunma hızına öncelik veren müşteriler için idealdir.
- Tarihçe ve "Hakkımızda": Protolabs yenilikçiliği, kaliteyi ve hızlı geri dönüşleri vurgular. "Hakkımızda" sayfası, şirketin teknoloji ve otomasyon yoluyla gelişmiş üretim çözümleri sağlama misyonunu vurgulamaktadır.
- Ana Hizmetler: Özel plastik enjeksiyon kalıplama, hızlı prototipleme, CNC işleme ve 3D baskı. Enjeksiyon kalıplama yetenekleri, tıbbi cihazlar, otomotiv ve tüketim malları gibi endüstrilerin ihtiyaçlarını karşılayan termoplastikler ve silikon kauçuk dahil olmak üzere çok çeşitli malzemeleri kapsar.
2. EVCO Plastik
- Web sitesi: EVCO Plastik
- Arka plan: 1964 yılında kurulan EVCO Plastics'in merkezi Wisconsin'dedir ve Kuzey Amerika ve Asya'daki operasyonlar da dahil olmak üzere dünya çapında on tesisle varlığını genişletmiştir.
- Kapasite: 28 ila 3.500 ton arasında değişen 150'den fazla enjeksiyon kalıplama makinesiyle EVCO, küçük ve büyük ölçekli üretim çalışmalarını karşılayabilecek esnekliğe sahiptir. Küresel tesisleri verimli, büyük hacimli üretimi destekler.
- Avantajlar: EVCO sürdürülebilir uygulamalara, kalite kontrolüne ve yenilikçi otomasyona olan bağlılığıyla öne çıkmaktadır. Şirket, sürekli olarak yüksek kaliteli parçalar üretmek için robotik ve ileri teknolojiden yararlanıyor.
- Tarihçe ve "Hakkımızda": EVCO 50 yılı aşkın deneyime sahiptir ve dürüstlük, kalite ve müşteri odaklı hizmet değerlerini vurgulayan bir aile şirketidir. "Hakkımızda" sayfası EVCO'nun plastik endüstrisindeki köklü geleneğine ve sürdürülebilirlik konusundaki ileri görüşlü yaklaşımına odaklanmaktadır.
- Ana Hizmetler: Tam hizmet plastik enjeksiyon kalıplama, tıbbi sınıf kalıplama, takımlama, montaj ve ikincil işlemler. EVCO, sağlık, otomotiv ve tüketim malları dahil olmak üzere birçok sektörde çalışmasıyla bilinir ve ISO 9001, ISO 13485 ve AS9100 sertifikalarına sahiptir.
3. ICOMold
- Web sitesi: ICOMold
- Arka plan: 2003 yılında Hollanda, Ohio'da kurulan ICOMold, Fathom Manufacturing'in bir yan kuruluşudur ve teknoloji odaklı bir yaklaşımla uygun maliyetli enjeksiyon kalıplama çözümleriyle tanınır.
- Kapasite: ICOMold, hızlı teslimat süreleri ve gelişmiş dijital altyapı sunan tesisleriyle hem özel, düşük hacimli siparişleri hem de büyük ölçekli üretimi idare etmek için iyi bir donanıma sahiptir.
- Avantajlar: ICOMold'un tescilli çevrimiçi fiyat teklifi sistemi, hızlı ve şeffaf fiyatlandırmaya değer veren müşteriler için önemli bir avantaj olan anlık fiyat teklifleri sağlar ve sipariş takibine olanak tanır. Bu özellik, ICOMold'u her büyüklükteki şirket için son derece erişilebilir bir seçenek haline getirmektedir.
- Tarihçe ve "Hakkımızda": Enjeksiyon kalıplama sürecini teknoloji aracılığıyla kolaylaştırmaya odaklanan ICOMold, verimlilik ve uygun fiyat konusunda kararlıdır. "Hakkımızda" sayfası, üretim sürecini basitleştirme ve yeni başlayanlardan büyük işletmelere kadar tüm müşteriler için erişilebilir hale getirme misyonlarını vurgulamaktadır.
- Ana Hizmetler: ICOMold enjeksiyon kalıplama, CNC işleme ve 3D baskı sağlar. Temel endüstrileri arasında otomotiv, medikal, tüketici ürünleri ve endüstriyel ekipman bulunmaktadır. Kalite güvencesi, ISO sertifikalı tesisleri ile hizmetlerinin ayrılmaz bir parçasıdır.
4. Plastikon Endüstrileri
- Web sitesi: Plastikon Endüstrileri
- Arka plan: Merkezi Hayward, Kaliforniya'da bulunan Plastikon Industries 1982 yılında kurulmuştur. Şirket, otomotiv ve sağlık gibi yüksek standartlar gerektiren sektörlerde kaliteli üretim konusunda güçlü bir üne sahiptir.
- Kapasite: Plastikon, yüksek hacimli üretim ve karmaşık parça montajı yapabilen tesisleriyle ABD'de ve dünya çapında kapsamlı üretim kapasitesine sahiptir.
- Avantajlar: Plastikon kendini sürdürülebilir üretim uygulamalarına, yeniliğe ve yüksek kalite standartlarını korumaya adamıştır. Küresel ayak izi, verimli üretim ve dağıtım sağlar.
- Tarihçe ve "Hakkımızda": Plastikon'un "Hakkımızda" sayfası kalite, yenilikçilik ve müşteri bağlılığı gibi temel değerlerini vurgulamaktadır. Onlarca yıllık deneyime sahip bir şirket olarak, güçlü müşteri ilişkileri ve sürekli iyileştirme konusunda bir üne sahiptir.
- Ana Hizmetler: Tam hizmet özel plastik enjeksiyon kalıplama, ürün tasarımı, montaj ve ikincil hizmetler. Plastikon, otomotiv, sağlık ve elektronik dahil olmak üzere çeşitli sektörlere hizmet vermektedir. Tesisleri ISO 9001, ISO 14001 ve IATF 16949 sertifikalıdır.
5. Rex Plastik
- Web sitesi: Rex Plastik
- Arka plan: Rex Plastics, Vancouver, Washington merkezli, özel plastik enjeksiyon kalıplama konusunda uzmanlaşmış bir aile şirketidir. 40 yılı aşkın bir süre önce kurulan Rex Plastics, küçük ve orta ölçekli üretim hacimlerine odaklanmaktadır.
- Kapasite: Rex Plastics, özel projeler için esneklik sağlayan, özel ve daha küçük üretim çalışmaları için uygun birkaç orta ölçekli enjeksiyon kalıplama makinesi işletmektedir.
- Avantajlar: Daha küçük bir aile şirketi olan Rex Plastics, özel projelerde kişiselleştirilmiş hizmet ve yakın işbirliği sunar. Uygulamalı yaklaşımları, müşteri ihtiyaçlarına hızlı bir şekilde uyum sağlamalarına olanak tanır.
- Tarihçe ve "Hakkımızda": Rex Plastics, kuruluşundan bu yana yerel toplumda kök salmıştır ve Amerikan üretimine olan bağlılığını vurgulamaktadır. "Hakkımızda" sayfası, işçilik, dürüstlük ve kaliteli ürünler sunmaya odaklandıklarını vurgulamaktadır.
- Ana Hizmetler: Özel plastik enjeksiyon kalıplama, kalıp tasarımı ve ultrasonik kaynak ve sıcak damgalama gibi ikincil işlemler. Kalite ve müşteri memnuniyetine odaklanarak endüstriyel ekipmanlardan tüketim mallarına kadar çeşitli sektörlerde çalışmaktadırlar.
6. Murray Plastik
- Web sitesi: Murray Plastik
- Arka plan: Gainesville, Georgia'da bulunan Murray Plastics, yirmi yılı aşkın deneyime sahip termoplastikler konusunda uzmanlaşmış ABD merkezli bir özel enjeksiyon kalıplama şirketidir.
- Kapasite: Murray Plastics, özel projeler için ideal olan küçük ve orta ölçekli üretim çalışmalarına odaklanmaktadır. Karmaşık termoplastik kalıpları işleyebilen çok yönlü bir makine yelpazesine sahiptirler.
- Avantajlar: Murray Plastics, duyarlı müşteri hizmetleri ve ABD merkezli üretime olan bağlılığıyla tanınıyor ve bu da teslim sürelerini en aza indirmek isteyen müşterilere hitap ediyor.
- Tarihçe ve "Hakkımızda": Murray Plastics, müşterileriyle güçlü ilişkiler kurmaya ve yüksek kaliteli, Amerikan yapımı ürünler sunmaya olan bağlılığını vurgulamaktadır. "Hakkımızda" sayfası, müşteri odaklı yaklaşımlarını ve yerel üretim adanmışlıklarını detaylandırmaktadır.
- Ana Hizmetler: Özel plastik enjeksiyon kalıplama, ürün tasarımı ve montaj hizmetleri. Murray Plastics, duyarlı, kişiselleştirilmiş hizmete odaklanarak endüstriyel ve tüketici ürünleri için yüksek kaliteli parçalar oluşturma konusunda uzmanlaşmıştır.
7. İlk Amerikan Plastik
- Web sitesi: İlk Amerikan Plastik
- Arka plan: 1993 yılında kurulan First American Plastic, Illinois ve Mississippi'de uygun maliyetli, yüksek hacimli plastik enjeksiyon kalıplama çözümlerine odaklanan tesislere sahiptir.
- Kapasite: Büyük ölçekli üretim için tasarlanan tesisleriyle First American Plastic, yüksek hacimli üretim ihtiyaçlarını uygun fiyat vurgusuyla karşılamaktadır.
- Avantajlar: Kaliteden ödün vermeden düşük maliyetli üretim yapmasıyla tanınan First American Plastic, müşterilerine büyük ölçekli üretim için uygun maliyetli çözümler sunmaktadır.
- Tarihçe ve "Hakkımızda": First American Plastic kuruluşundan bu yana verimlilik ve güvenilirliğe öncelik vermiştir. "Hakkımızda" sayfası, uygun fiyatlı, yüksek kaliteli plastik çözümler sunma konusundaki kararlılıklarını vurgulamaktadır.
- Ana Hizmetler: Enjeksiyon kalıplama, özel kalıplama, montaj ve paketleme. First American Plastic, uygun fiyat ve kalite güvencesine odaklanarak özellikle tüketim malları ve ambalaj endüstrileri için uygundur.
8. Nicolet Plastik
- Web sitesi: Nicolet Plastik
- Arka plan: 1986 yılında kurulan Nicolet Plastics'in merkezi Wisconsin'dedir ve karmaşık, düşük hacimli üretim çalışmalarında uzmanlaşmıştır. Hızlı Yanıt Üretimine (QRM) odaklanan Nicolet, hızlı proje tamamlamaya ihtiyaç duyan müşterilere esnek ve verimli çözümler sunmasıyla tanınır.
- Kapasite: Nicolet Plastics'in tesisleri düşük hacimli, karmaşık parça üretimi için optimize edilmiştir. Karmaşık kalıpları hassasiyetle yönetmek için gelişmiş makineler ve yetenekli teknisyenler kullanırlar.
- Avantajlar: Nicolet'in QRM modeli, özel ve karmaşık parçalar için teslim sürelerini kısaltma açısından belirgin bir avantaj sağlamaktadır. Süreç israfı en aza indirdiği ve verimliliği en üst düzeye çıkardığı için, küçük partiler halinde benzersiz veya teknik parçalara ihtiyaç duyan müşteriler için idealdir.
- Tarihçe ve "Hakkımızda": Nicolet, 35 yılı aşkın bir süredir kendini hassas kalıplama sanatına adamıştır. "Hakkımızda" sayfası, karmaşık tasarımları ele almak için bir QRM yaklaşımı kullanarak duyarlı, müşteri merkezli üretime olan bağlılıklarını vurgulamaktadır.
- Ana Hizmetler: Özel plastik enjeksiyon kalıplama, prototipleme, takımlama ve montaj. Nicolet Plastics, elektronik, tıbbi ve endüstriyel ekipman dahil olmak üzere çeşitli endüstrilere hizmet vermektedir. Her ürünün sıkı kalite standartlarını karşılamasını sağlayan ISO 9001 sertifikasına sahiptirler.
9. Xometry
- Web sitesi: Xometry
- Arka plan: 2013 yılında kurulan ve merkezi Gaithersburg, Maryland'de bulunan Xometry, dijital üretimde hızla önemli bir oyuncu haline geldi. Gelişmiş çevrimiçi platformuyla tanınan Xometry, enjeksiyon kalıplama, CNC işleme ve 3D baskı dahil olmak üzere özel parçalar konusunda uzmanlaşmıştır.
- Kapasite: Xometry, küresel üreticilerden oluşan bir ağ tarafından desteklenen kapsamlı üretim yeteneklerine sahiptir. Bu, küçük parti ve özel siparişler için esnekliği korurken yüksek hacimli üretim yapmalarını sağlar.
- Avantajlar: Şirketin çevrimiçi fiyat teklifi ve sipariş sistemi, müşterilerin anında fiyat teklifi, tasarım geri bildirimi ve hızlı geri dönüş süreleri almasını sağlar. Bu verimli dijital yaklaşım, şeffaf fiyatlandırma ile kolaylaştırılmış bir sipariş süreci arayan şirketler için idealdir.
- Tarihçe ve "Hakkımızda": Xometry, özel üretimi herkes için erişilebilir ve verimli hale getirmek amacıyla kurulmuştur. "Hakkımızda" sayfası, Xometry'nin talep üzerine çözümler sunmak için en son teknolojiyi geniş bir üretim ortakları ağıyla birleştirme taahhüdünü sergiliyor.
- Ana Hizmetler: Enjeksiyon kalıplama, CNC işleme, 3D baskı ve sac metal imalatı. Xometry, otomotiv, tıp, havacılık ve tüketim malları dahil olmak üzere geniş bir endüstri yelpazesine hitap etmektedir. Yetenekleri hızlı prototiplemeden tam ölçekli üretime kadar uzanmaktadır.
10. Amtek Plastik İngiltere
- Web sitesi: Amtek Plastik İngiltere
- Arka plan: Merkezi Devon, İngiltere'de bulunan Amtek Plastics UK, plastik enjeksiyon kalıplama alanında 30 yılı aşkın deneyime sahiptir. Amtek, medikal, otomotiv ve tüketim malları gibi yüksek standartlara sahip endüstrilere odaklanarak İngiltere ve AB pazarlarına hizmet vermektedir.
- Kapasite: Amtek'in tesisleri hem küçük hem de orta ölçekli üretim çalışmalarını yürütecek şekilde donatılmıştır ve müşterilere hassas ihtiyaçlarla hizmet vermelerine olanak tanır. Yetenekleri, hem teknik hem de tüketici uygulamaları için uygun bir dizi malzemeyi kalıplamaya kadar uzanır.
- Avantajlar: Amtek'in kapsamlı malzeme uzmanlığı ve İngiltere merkezli üretimi, onu yerelleştirilmiş üretime ihtiyaç duyan şirketler için ideal bir ortak haline getirmektedir. Müşteri desteği ve kaliteye odaklanmaları, onlara Avrupa çapında sadık bir müşteri tabanı kazandırmıştır.
- Tarihçe ve "Hakkımızda": Amtek, güçlü müşteri ilişkilerini ve kaliteye bağlılığı vurgulayan hassas üretim alanında zengin bir geçmişe sahiptir. "Hakkımızda" sayfası, ilk tasarımdan nihai ürüne kadar uçtan uca destek sağlamaya olan bağlılıklarını vurgulamaktadır.
- Ana Hizmetler: Özel enjeksiyon kalıplama, tasarım desteği, kalıplama ve montaj. Amtek ayrıca tampon baskı ve ultrasonik kaynak gibi ikincil hizmetler de sunarak müşterilerin ürünleri daha da özelleştirmesine olanak tanır.

Son Seçim Nasıl Yapılır?
İdeal enjeksiyon kalıplama ortağının seçilmesi, projeye özgü faktörlerin dikkatle değerlendirilmesini gerektirir. İşte size rehberlik edecek bir kontrol listesi:
1. Proje Kapsamını Şirket Kapasitesi ile Uyumlu Hale Getirin
- Yüksek Hacimli ve Düşük Hacimli: Gibi şirketler EVCO Plastik ve Xometry yüksek hacimli üretimde üstünlük sağlarken Rex Plastik ve Nicolet Plastik düşük hacimli, özel parçalar konusunda uzmanlaşmıştır.
- Karmaşıklık ve Hassasiyet: Hızlı Yanıt Üretim modellerine sahip şirketler, örneğin Nicolet Plastikprototipler veya teknik parçalar için ideal olan karmaşık tasarımları verimli bir şekilde işleyebilir.
2. Teknik Yetenekleri ve Ekipmanı Değerlendirin
- İleri Teknoloji: Gibi şirketler Protolabs ve ICOMold hız ve hassasiyete önem veren müşteriler için faydalı olan gerçek zamanlı fiyat teklifi ve izleme ile yüksek teknolojili çözümler sunar.
- Uzmanlaşmış Uzmanlık: Projeniz benzersiz malzemeler veya sertifikalar gerektiriyorsa, şirketin ilgili deneyime ve gerekli sertifikalara (ISO 9001, tıbbi için ISO 13485, vb.) sahip olup olmadığını kontrol edin.
3. Konum ve Teslim Sürelerini Dikkate Alın
- Yurtiçi ve Uluslararası Üretim: Küresel tesisleri olan şirketler, örneğin Plastikon Endüstrileri ve Amtek Plastik İngiltereuluslararası dağıtım ihtiyaçları olan müşteriler için esneklik sunar.
- Kurşun Zamanları: Sıkı bir zaman çizelgeniz varsa, aşağıdaki gibi şirketler Protolabs ve Xometry hızlı geri dönüş süreleri ve hızlı prototipleme ile bilinir.
4. Bütçe ve Esneklik
- Uygun Maliyetli Çözümler: Bütçe bilincine sahip projeler için, aşağıdaki gibi şirketler İlk Amerikan Plastik ve ICOMold kaliteden ödün vermeden rekabetçi fiyatlar sunuyoruz.
- Esnek Üretim Seçenekleri: Üretim hacimlerini ayarlamak için esnekliğe ihtiyaç duyan işletmeler, aşağıdaki gibi şirketleri seçmekten fayda sağlayacaktır Rex Plastiközel, daha küçük ölçekli üretime hitap etmektedir.
Sonuç
Doğru enjeksiyon kalıplama şirketini seçmek, üretim zaman çizelgelerinden ürün kalitesine kadar her şeyi etkileyerek bir projenin başarısında önemli bir fark yaratabilir. İşletmeler, her bir şirketin güçlü yönlerini, yeteneklerini ve uzmanlığını değerlendirerek kendi özel ihtiyaçlarına uygun bir ortak bulabilirler. İster yüksek hacimli üretim ister özel bir enjeksiyon kalıplama çözümü arıyor olun, burada listelenen şirketler sektörün en iyilerinden bazılarıdır.
Her şirket, aşağıdakilere kadar benzersiz avantajlar sunar Protolabs' hızlı geri dönüş ve dijital öncelikli yaklaşım Amtek Plastik İngiltere' Birleşik Krallık ve AB'de yerel üretime bağlılık. Sorunsuz bir üretim süreci, yüksek kaliteli parçalar ve zamanında teslimat sağlamak için her seçeneği dikkatlice değerlendirin.
Tabii ki hepsinin iyi olduğunu düşünebilirsiniz, ancak fiyat sizin için biraz yüksek olabilir, o zaman aramanızı öneririz Çin'de plastik enjeksiyon kalıplama şirketleriÇinli şirket size düşük kalıp maliyeti, hızlı teslimat süresi sunabildiğinden ve küçük miktar siparişi kabul edildiğinden, Sincere Tech, parça tasarımı, prototipleme, test, kalıp tasarımı ve üretimi, döküm takımları, CNC işleme, yüzey kaplamaları, sertifika gibi hepsi bir arada hizmetler sunan Çin'deki en iyi kalıp üreticilerinden biridir, ürün montaj hizmetleri China, paketleme ve teslimat, projeniz için güvenilir bir Çinli ortak arıyorsanız, Sincere Tech en iyi seçeneklerinizden biri olacaktır.
İlerlemeye hazır işletmeler için, bu en iyi enjeksiyon kalıplama şirketleriyle bir teklif veya danışma için ulaşmak, ürününüzü başarılı bir şekilde pazara sunmanın bir sonraki adımıdır.