Moderní výroba dbá na efektivitu a přesnost. Mezi používané techniky patří vstřikování za pomoci plynu. Vstřikování za pomoci plynu je technologická výrobní metoda, která pomáhá vyrábět lehké, odolné a složité plastové díly. Duté části se vytvářejí vstřikováním inertního plynu do formy, což snižuje množství použitého materiálu a také zkracuje dobu cyklu.
Výsledkem je nárůst rozměrové přesnosti, snížení deformací a schopnost provádět inovativní konstrukce. Vstřikování za pomoci plynu je užitečné v automobilovém průmyslu, nábytkářském průmyslu, elektronickém průmyslu a v průmyslu spotřebních výrobků, kde je zapotřebí nákladově efektivní výroba s vysokou kvalitou. Spolehliví dodavatelé vstřikování s plynovou asistencí Sentinel mají zajištěn pravidelný výsledek. S převažující výrobou většina výrobců využívá vstřikované výrobky, které jsou podporovány použitím plynu, což výrobcům umožňuje dosáhnout efektivity, pevnosti a estetičnosti.
Co je vstřikování za pomoci plynu?
Plynová asistence vstřikování plastů je proces, při kterém se během vstřikování plastu do formy vstřikuje inertní plyn (obvykle dusík). Plyn tlačí teplý plast proti tenkým stěnám nebo dutině součásti a vytváří v ní dutinu. Tato technika šetří materiál, zvyšuje přesnost rozměrů a minimalizuje deformace.
Tento postup je nejvhodnější v úsecích, které jsou silné nebo jejichž úseky mají dlouhé průtočné dráhy. Je široce používán při výrobě automobilů, nábytku a spotřebních výrobků. Kvalitu a spolehlivost by zajistil výběr vhodných dodavatelů vstřikování za pomoci plynu.
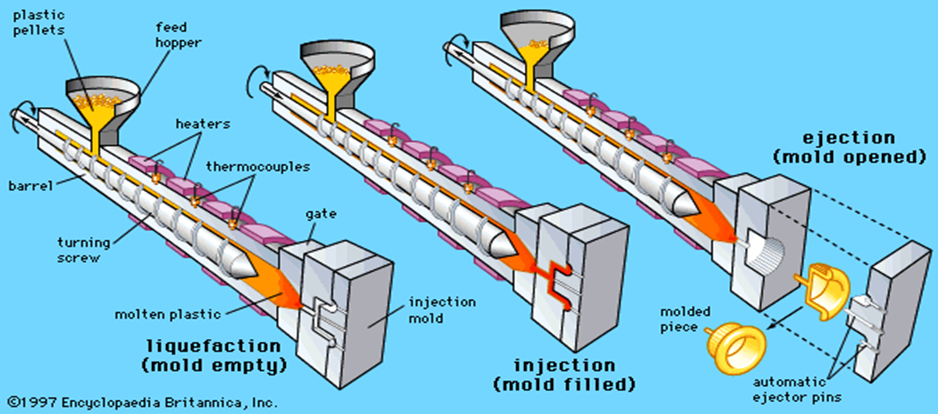
Provoz vstřikování s asistencí plynu
Začíná stejně jako běžné vstřikování ng, při kterém se plast vstřikuje do formy. Jakmile je dutina formy částečně zaplněna, je do některých oblastí vstříknut plyn pod tlakem. Tento plyn vytlačuje kapalný plast ven a vytváří duté kanálky, ls ale zpevňuje povrch.
Výsledkem této metody je snížení napětí v silnějších dílech, nulové propady a rovnoměrná tloušťka stěny. Výsledkem je vysoce kvalitní díl, který je rozměrově stabilnější, lehčí a pevnější. To jsou vlastnosti, které jsou pro výrobce výrobků, jako je například vstřikování za pomoci plynu, funkční a estetické.
Aplikace vstřikovacích forem s plynovou asistencí: Plynové vstřikování je poddajná výrobní technika, která se používá ve většině průmyslových odvětví. Duté nebo složité formy lze vytvářet s menším úsilím, což ji činí vhodnou pro užitné i dekorativní účely.
Automobilový průmysl Automobilky vyrábějí interiérové panely, kliky dveří a konstrukční díly vstřikováním průmyslového plynu. Díky tomuto postupu jsou lehké, aniž by ztratily pevnost, která souvisí s úsporností a výkonem.
Nábytek a spotřební zboží
Plynové vstřikování se používá k vytváření dutých profilů, které se používají v plastových dílech nábytku, spotřebičů a nástrojů. Lehké komponenty jako opěradla židlí, rukojeti a kryty tvoří efektivní způsob výroby.
Průmyslová zařízení
Roboty a stroje obvykle vyžadují silné plastové díly určité velikosti. Vyrobené výrobky na bázi vstřikování za pomoci plynu mají dlouhou životnost, standardní tloušťku stěn a odolnost proti deformacím.
Elektronika Vstřikování za pomoci plynu se používá při výrobě spotřební elektroniky, krytů nástrojů a dalších zařízení, která vyžadují pevný a atraktivní vzhled při nízké spotřebě materiálu.
Další aplikace
Používá se také ve sportovním vybavení, hračkách a obalech. Výrobci se uchylují ke službám dodavatelů vstřikování s plynovou asistencí, kteří mají možnost vyrábět díly dané velikosti a kvality.
Díky známým aplikacím mohou společnosti plně využít výhod vstřikování plynu k výrobě lehkých a cenově dostupných výrobků.
Použitý materiál
Termoplasty: Termoplasty jsou nejčastěji používanými materiály při vstřikování za pomoci plynu. Některé materiály lze snadno zpracovávat a spojovat v procesu s asistencí plynu, například polypropylen (PP), polyethylen (PE), ABS a polykarbonát (PC). Tyto plasty jsou vhodné při výrobě lehkých a pevných vstřikovaných výrobků.
Vyztužený plast: Sklem vyztužené plasty z nylonu nebo polypropylenu jsou navíc houževnaté a tuhé. Používají se v oblastech, kde je součást vystavena vysokému namáhání nebo zatížení, a proto se dobře uplatní u automobilových nebo průmyslových dílů vyráběných při vstřikování za pomoci plynu.
Speciální polymery: V některých případech se používají speciální polymery, které se vyznačují buď vysokou tepelnou odolností, nebo chemickou odolností. Tyto materiály určují požadavky na výrobek z hlediska specifických podmínek, které zajišťují jeho výkonnost a dlouhou životnost. Zařazení vstřikování s podporou plynu, které v tomto odvětví fungovalo již dříve, pomůže při výběru správného materiálu, který se použije v každé aplikaci.
Výběr materiálu: Použité médium musí mít vynikající tokové vlastnosti, tepelnou stabilitu a kompatibilitu se vstřikováním plynu. Správný výběr materiálu je zcela zásadní pro snížení vad, pevnosti a účinnosti dílů používaných v procesu vstřikování za pomoci plynu.
Techniky
Vzájemné vstřikování pomocí plynových kanálů
V něm se duté díly vyrábějí tak, že se do formy v některých místech napumpují. Šetří to spotřebu materiálu a zajišťuje rovnoměrnost tloušťky stěn. Široké uplatnění nachází také při výrobě lehkých a houževnatých kompozitů - vstřikování s asistencí.
Přizpůsobitelný regulátor tlaku plynu
Tlak plynu lze také upravovat v procesu formování, aby se zlepšila manipulace s tokem materiálu. Tím se zabrání vzniku propadlin, zlepší se povrchová úprava a výtvarné dílo je pevnější. A co je nejdůležitější, případy vysoce kvalitního plynem asistovaného vstřikované produkty.
Sekvenční vstřikování plynu
Sekvenční vstřikování plynu zahrnuje vstřikování plynu v různých fázích procesu vstřikování. Tento postup zaručí optimalizaci toku materiálů, které nabývají tvaru úplného X, a snížení počtu defektů. Měli by být osloveni také dodavatelé, protože jsou obeznámeni s asistencí vstřikování plynu, takže lze postupovat přesně.
Nejmodernější metody chlazení
Plynové vstřikování s pokročilými chladicími systémy je vhodné pro rychlé tuhnutí součástí a zkrácení doby cyklu. To podporuje produktivitu a nebrání konstrukci dílu.
Výhody vstřikování za pomoci plynu
Při porovnání tradičního vstřikování a tzv. vstřikování za pomoci plynu lze vypozorovat několik výhod:
Úspora materiálu
Duté profily také spotřebují méně plastu a snižují náklady i dopad na životní prostředí.
Méně deformací a stop po propadnutí
Plynové vstřikování minimalizuje většinu běžných vad, jako jsou stopy po propadnutí nebo deformace povrchu, a to díky rovnoměrnému rozložení materiálu.
Součásti zapalovačů
K dispozici jsou duté struktury, které umožňují vytvářet lehké součásti bez snížení pevnosti.
Rychlejší výroba
S menší spotřebou materiálu a lepším průtokem je spojeno zkrácení doby cyklu, což je pro výrobce přijatelnější.
Vylepšený prostor pro volnost designu
Je možné vytvářet složité tvary a přidávat silnější díly, aniž by se snížila kvalita nebo prodražila výroba.
Úvahy o návrhu
Asistované vstřikování vyvinuté s plynem je také třeba dobře naplánovat, aby se proces maximalizoval.
Výběr materiálu u všech plastů lze lisovat za pomoci plynu. Konstruktéři by měli používat materiály, které snadno tečou a spojují se při vstřikování plynu.
Tloušťka stěny
Stěny by měly mít stejnou tloušťku. Otevřené prostory by měly být umístěny na strategických místech, aby vytvářely pevnost a funkčnost.
Umístění plynového kanálu: Nejdůležitější je umístění plynového kanálu. Pokud jsou položeny na nesprávném místě, mohou zanechat poloplné výplně, slabá místa nebo estetické defekty.
Návrh formy
Do forem by měl být umožněn průchod plastů a plynů. Brány by měly být dobře větrané a navržené tak, aby byla zajištěna efektivita výroby a minimalizovány vady.
Tyto konstrukční specifikace jsou jistým prostředkem vysoké kvality výsledků a spolehlivosti vstřikování s plynovou asistencí.
Náklady a efektivita výroby
Náklady a efektivita výroby Vstřikování s asistencí plynu je ve srovnání s tradičními postupy velmi ekonomické, pokud jde o náklady na formy a rychlost výroby výrobků. Šetří náklady na materiál, protože díly jsou duté prostory, které jsou dobré a hospodárné.
Tento proces umožňuje volné proudění roztaveného plastu, což šetří čas potřebný k jeho ochlazení. To umožní výrobcům vyrábět díly rychleji, aniž by byla ohrožena jejich kvalita. Společnosti, které vyrábějí předměty prostřednictvím výroby vstřikováním za pomoci plynu, mají výhodu, že jsou rychlejší a výsledky jsou konzistentní.
Spolupráce s odborníky, kteří zajišťují vstřikování za pomoci plynu, snižuje počet ručních manipulací a shromažďování, což také snižuje náklady na pracovní sílu. To je velmi efektivní z hlediska úspory materiálu, zkrácení cyklů a také defektů, přestože formy jsou zpočátku složitější.
Nejčastější chyby, kterých se vyvarujte
Chyb, které mohou narušit kvalitu a efektivitu výrobku, je při vstřikování za pomoci plynu několik. Častým problémem je nesprávný tlak plynu. Nadměrný nebo nedostatečný tlak může vést k deformaci součástí nebo k vadám.
Další chybou je špatné odvádění plynů. Jakékoli chybné nastavení může mít za následek částečné plnění nebo hladké stěny, které způsobí, že výrobky plněné vstřikováním s pomocí plynu budou slabé.
Problém nesouladu použitých materiálů je také poměrně častý. Některé plasty nereagují dobře na procesy podporované plynem, což vede k defektům nebo špatnému lepení.
Problematické může být také ignorování konstrukčních pokynů, tj. tloušťky stěny a geometrie dílu. Součásti se mohou ohýbat, propadat nebo namáhat.
Následující chyby lze eliminovat spoluprací se zkušenými dodavateli vstřikování s plynovou asistencí, zohledněním příslušných konstrukčních a procesních pokynů a zajištěním trvalé vysoké kvality výroby.
Identifikace správných dodavatelů vstřikovacích lisů s plynovou asistencí
Úspěšné vstřikování s podporou plynu závisí na výběru správného partnera. Úsilí s osvědčenými dodavateli je zárukou kvalitních dílů a nepřerušených výrobních procesů.
Zvolte asistenta plynu vstřikování plastů dodavatele, kteří mají za sebou úspěšnou historii výroby vstřikovaných výrobků s plynovou asistencí stejného charakteru, jako je váš projekt. Díky svým zkušenostem s konstrukcí forem a výběrem použitého materiálu mohou předejít vadám a zvýšit efektivitu.
Dodavatel by měl také poskytnout průvodce optimalizací procesu, například tlak plynu, polohovací kanály a dobu cyklu. To lze uplatnit při snižování plýtvání a nepřesností ve výrobě.
Dodavatelé kvality investují do systémů kontroly kvality a nového vybavení. Poskytují jistotu výsledků, rychlejší tempo a nákladovou efektivitu v programech vstřikování s podporou plynu.
Budoucí trendy
Je to budoucnost vstřikování s podporou plynu, která závisí na inovacích a účinnosti. Výrobci hledají novější, pevnější, lehčí a odolnější materiály. Jedná se o technologie, jejichž výsledkem jsou kvalitní výrobky vstřikované za pomoci plynu.
Dalším důležitým trendem je trend automatizace. Vstřikování plynu a manipulaci s formami mají stále častěji na starosti roboti a systémy umělé inteligence, které odstraňují chyby a zrychlují výrobní proces. Dodavatelé plynu, kteří mají zkušenosti se vstřikováním, se také pouštějí do těchto technologií, aby udrželi krok s konkurencí.
Pozornost je věnována také udržitelnosti. Spotřeba menšího množství materiálů, recyklace plastů a energeticky úsporná výroba jsou ekologicky šetrné výrobní prvky při výrobě ekologického vstřikování označovaného jako vstřikování za pomoci plynu.
K tomu se přidává 3D tisk, který rozšiřuje možnosti rychlého prototypování a sériové výroby. To pomáhá konstruktérům experimentovat se složitými tvary při nízkých nákladech a v co nejkratším čase; vstřikování za pomoci plynu je tak v moderní výrobě produktivnější.
Závěr
Plynová asistence vstřikování plastů může výrobcům nabídnout životaschopný přístup k výrobě lehkých, komplikovaných a robustních součástí. Firmy se mohou správně rozhodnout, protože vědí, jak funguje, jaké má výhody a jakým způsobem by měl být navržen. Výběr spolehlivých dodavatelů vstřikování s podporou plynu by znamenal, že standard výrobků vstřikovaných s podporou plynu bude stejný napříč průmyslovými odvětvími. Snížení množství použitého materiálu má za následek zvýšení rychlosti výroby a možnost provádět změny návrhů, což zvyšuje oblibu této techniky, která se stává poměrně nezbytnou formou moderní výroby.
Volba správného procesu lisování hraje ve světě výroby velmi důležitou roli. Dvěma běžnými technikami jsou přetlačování a vstřikování. Každá z nich má své silné stránky, aplikace a problémy. Rozdíly mohou být v úspoře času a nákladů, což v případě, že se mezi nimi rozhodujete. V případě výroby produktů závisí výroba výrobku na použití správného procesu lisování, aby se určila kvalita a účinnost výrobku. Těmito dvěma postupy jsou přetlačování a vstřikování. Navzdory tomu, že oba využívají několik materiálů, používají se k různým účelům.
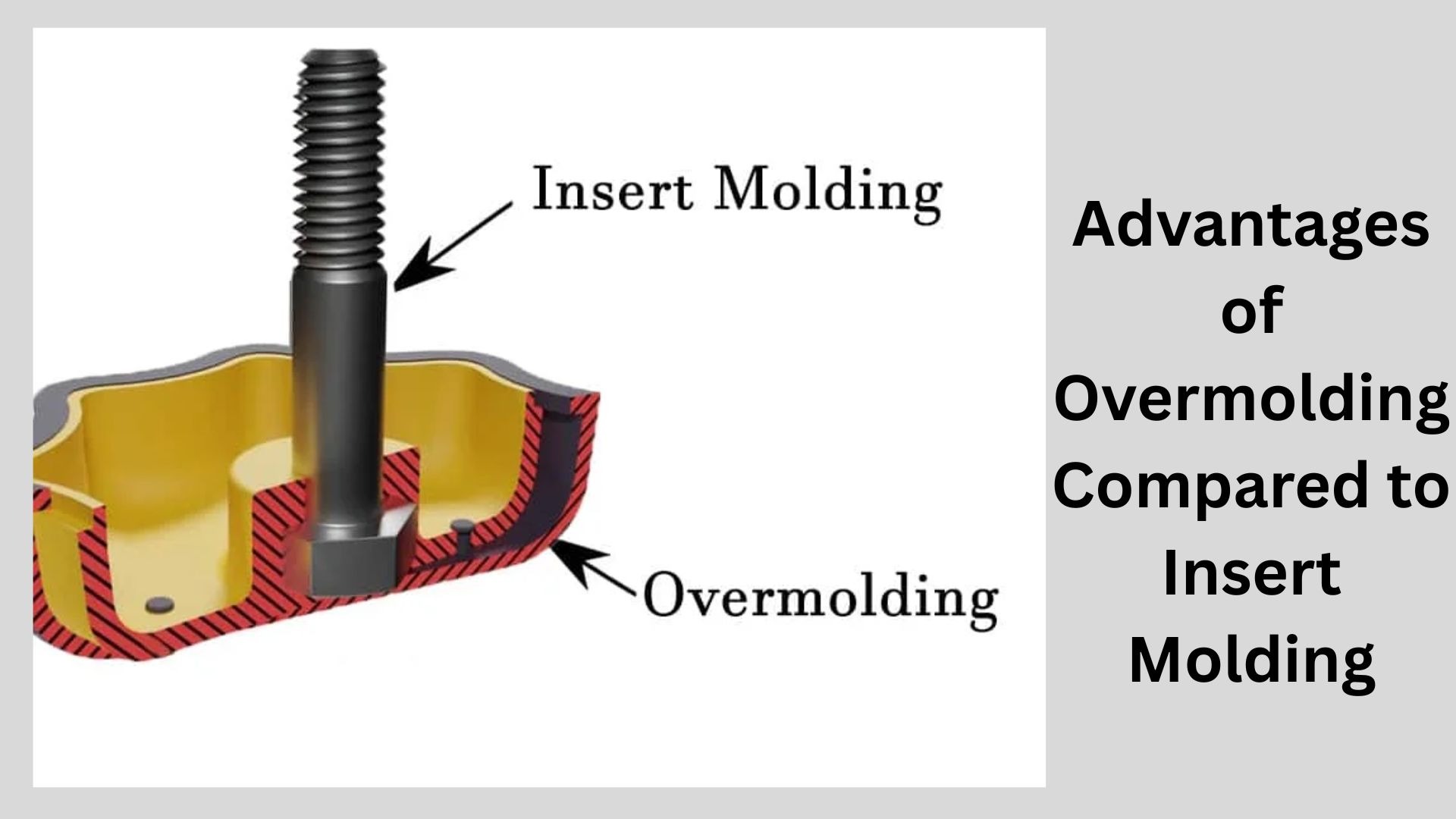
Overmolding je zaměřen na pohodlí, vzhled a měkký povrch na dotek, zatímco insert molding je založen na pevnosti, odolnosti a mechanických vazbách. Zkušenosti týkající se rozdílů, výhod a použití těchto metod umožňují výrobcům činit správná rozhodnutí. Následující článek se zabývá jeho nejdůležitějšími body, jako jsou design, náklady, doba výroby a budoucí tendence, které mohou profesionálům umožnit rozhodnout se mezi vkládací formou a overmoldem a jak mohou vyrábět své zboží nejvhodnějším způsobem.
Co je overmolding?
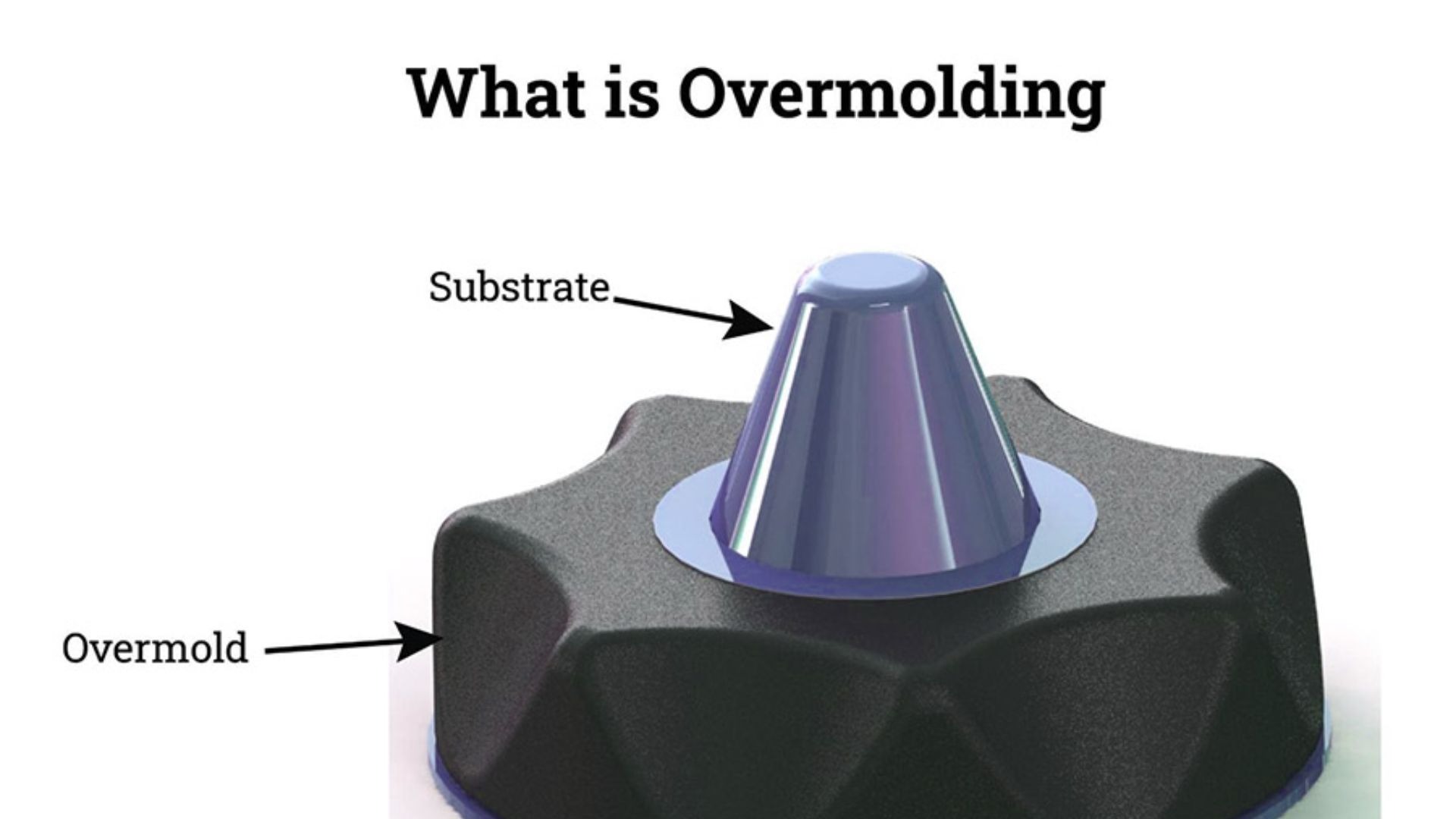
Při overmoldingu se jedna součást vytváří za použití dvou nebo více různých materiálů. Základní substrát je obvykle tvarován. Poté je rozvlákněn a přes něj nebo kolem něj je vytvarován sekundární materiál. To umožňuje výrobcům kombinovat materiály s různými vlastnostmi, např. tuhostí a pružností.
Výrobky s měkkým povrchem na dotek jsou obvykle přetlačované, včetně rukojetí na nářadí, zubních kartáčcích nebo jiných elektronických předmětech. Zvyšuje krásu, pohodlí a funkčnost.
Přetlačování má několik zásadních nevýhod, mezi které patří:
Ergonomičtější, pohodlnější pro uživatele.
Vyšší životnost výrobků.
Větší flexibilita při navrhování.
Co je vkládací lisování?
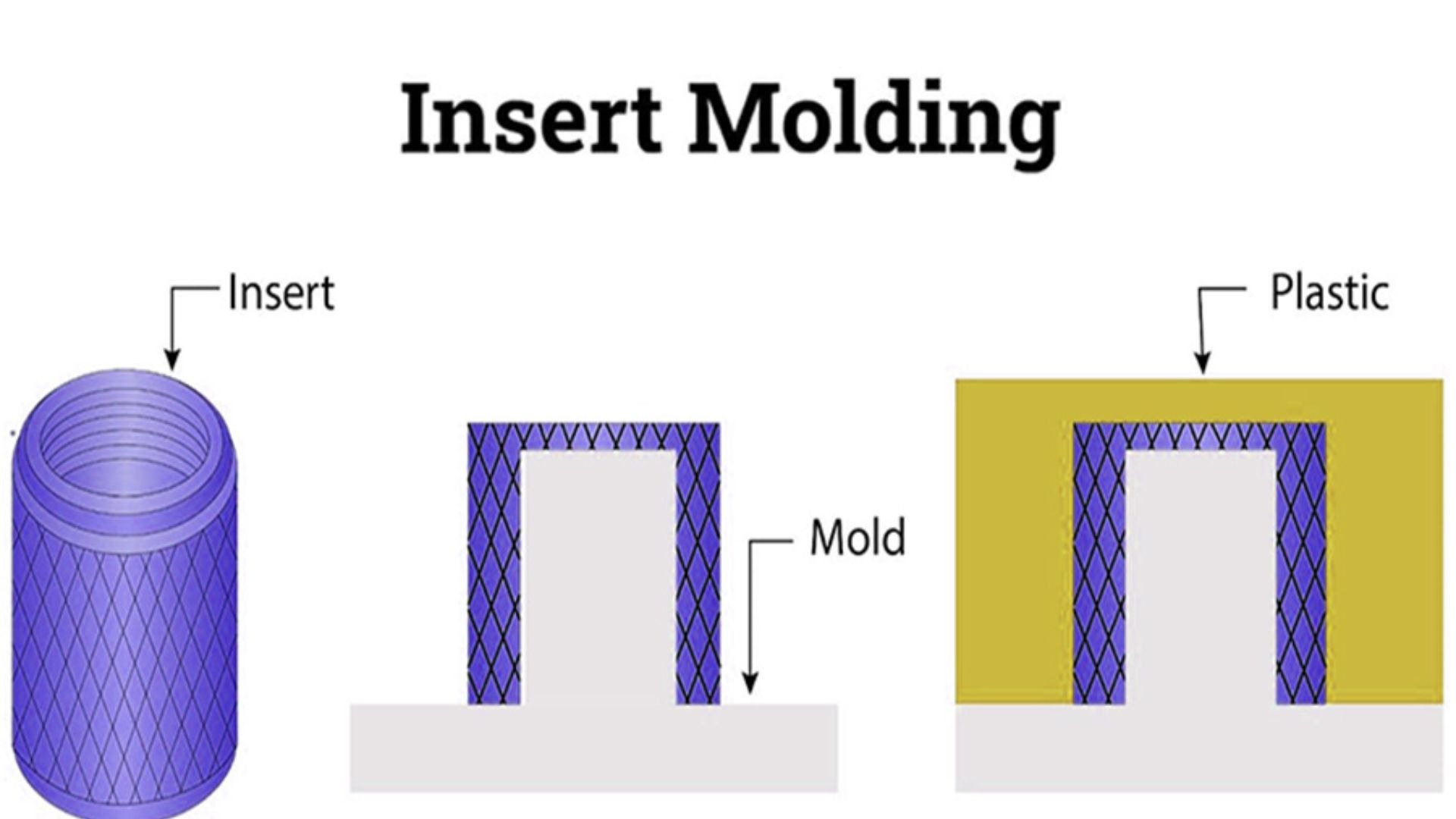
Vložení výlisků: Jedná se o proces, při kterém se předem vytvarovaná součást vloží do formy a do dílu se vstříkne plast. Vložka může být z kovu, plastu nebo jiného materiálu. Hotový výrobek má vlastní vložkovou formu.
Vstřikování je vstřikování, které se ve velké míře používá v odvětvích, kde jsou vyžadovány vysoké mechanické vazby. Elektrické konektory, automobilové díly a hardwarové komponenty jsou některé z věcí, které se obvykle spoléhají na tuto techniku.
Výhodami vkládacích forem jsou:
Silná mechanická vazba
Zkrácení doby montáže
Schopnost spojovat různé materiály.
Některé příklady přetlačování a vkládání výlisků
Jedná se o přetlačování a vstřikování, které nacházejí široké uplatnění ve výrobním procesu, ačkoli se používají v různých aplikacích s ohledem na zvláštnosti výrobků. Pochopení jejich použití by výrobcům pomohlo zvolit správný proces.
Aplikace Overmolding se používá takto
Překrytí je vhodné pro výrobky, které mají být pohodlné, hezké nebo přilnavé. Jedná se o kombinaci měkkých i tvrdých materiálů, které jsou využity v jednom funkčním dílu. Běžná použití jsou např:
Rukojeti nástrojů: Rukojeti jsou ergonomičtější a jsou vyrobeny z tvrzeného plastu.
Spotřební elektronika: Měkká tlačítka na předmětech, jako je dálkový ovladač a sluchátka.
Zdravotnické prostředky, zdravotnické vybavení: Bezpečnost a pohodlí. Injekční stříkačky nebo chirurgické přístroje mají pogumovaný povrch.
Autodíly: Pryžové těsnění nebo těsnění plastových dílů pro minimalizaci hluku a zvýšení životnosti.
V rámci Insert Molding byly provedeny následující aplikace
Důvodem pro použití vkládacího lisu je skutečnost, že výrobek vyžaduje vysokou mechanickou pevnost nebo se jedná o kombinaci různých materiálů do jednoho celku. Používá se v běžných aplikacích, jako jsou např:
Elektrické konektory: PT se skládá z tvarů obsahujících kovové vložky, které se vkládají do plastových těles.
Automobilové díly: Díly motoru nebo držáky, pro které mají být vyrobeny kovové vložky ke zpevnění plastu.
Hardwarová řešení: Šrouby nebo kovové prvky jsou součástí plastových dílů, aby se daly snadno sestavit.
Průmyslová zařízení: Strojní součásti, které obsahují kovové vložky i lisované plasty, které se používají v dílech s vysokým namáháním.
Volba jednotlivce mezi těmito dvěma postupy závisí na cíli výrobku. V případě nadměrného pohodlí, přilnavosti nebo měkkého dotykového povrchu je třeba jej přetavit. V případě, že jde především o problémy s pevností, odolností a mechanickou stabilitou, pak použijte vkládací lisování.
Koncepce těchto aplikací napomůže k dosažení výhod tzv. overmoldingu a vkládání výlisků v rámci moderní výroby.
Významné rozdíly mezi přetlačováním a vkládáním výlisků
Přestože obě metody předpokládají použití materiálů, existují mezi nimi výrazné rozdíly. Zde je podrobné srovnání:
Funkce
Překrývání
Vkládání výlisků
Proces
Formuje sekundární materiál na základním substrátu.
Vstřikuje plast kolem předem vytvarované vložky.
Materiály
Často kombinuje měkké a tvrdé plasty.
Může kombinovat plast s kovem, plastem nebo jinými součástmi.
Aplikace
Držadla, rukojeti, spotřební elektronika
Elektrické konektory, automobilový průmysl, hardware
Složitost
O něco méně složité
Vyžaduje přesné umístění vložek
Síla
Důraz na pohodlí a estetiku
Zaměření na mechanickou pevnost a odolnost
To je srovnání, které je třeba provést při volbě mezi vloženou formou a přetvarovkou. Overmolding je optimalizován s ohledem na uživatelský zážitek a vkládací výlisek je také optimalizován s ohledem na strukturální integritu.
Výhody přetlačování v porovnání s vkládaným lisováním
Při porovnávání overmold vs. insert mold je třeba znát výhody, které každý proces přináší. Oba procesy jsou v mnoha ohledech dobré, nicméně oba umožňují kombinaci materiálů.
Výhody přetlačování
Zvýšená ergonomie: Pohodlné rukojeti a držadla tvrdých povrchů jsou měkké.
Lepší estetika: Overmolding znamená, že barvy a textury mohou být smíchány tak, aby působily kvalitně.
Rychlejší montáž: Několik dílů lze montovat současně, což šetří čas.
Flexibilita designu: Funkčnosti a vizuálních efektů lze dosáhnout pomocí různých materiálů.
Zvýšená použitelnost: Nejlépe funguje, pokud výrobek vyžaduje jemný dotyk, např. zubní kartáčky, nářadí a elektronika.
Dosažené výsledky přínosů vkládacích forem
Silné mechanické lepení: Vložky, jako jsou kovy a tvrdé plasty, jsou trvale integrovány do výrobku.
Odolnost: Díly mohou být namáhány a vystaveny obrovskému mechanickému zatížení až do bodu zlomu.
Méně montáží: Vložky jsou lisované, čímž odpadá nutnost dodatečné montáže.
Umožňuje složité vzory: Ideální návrhy: V případě, že je u výrobku vyžadováno více materiálů, které mají být konstrukčně pevné.
Přesnost a spolehlivost: Nejlépe se uplatní v průmyslu, elektronice a automobilových součástkách.
Znalost těchto výhod bude pro výrobce vodítkem při rozhodování, například o tom, která ze dvou alternativ je nejlepší: vstřikování a přetlačování. Overmolding je nejlepší v případě, že se jedná o pohodlí, design a estetiku. Vložkové tvarování je lepší v případě, že je podstatnější pevnost, trvanlivost a mechanický výkon.
Z toho vyplývá, že proces může být buď přetavený, nebo vložený, a společnosti si mohou vybrat vhodnou variantu, aby snížily náklady, ušetřily čas a zvýšily kvalitu zboží.
Úvahy o návrhu
Při rozhodování o vložení nebo přelisování je velmi závislé na designu. Kvalitní plánování také zajišťuje kvalitní výrobu, snížení chybovosti a využití maximálních výhod jakéhokoli procesu.
Kompatibilita materiálů
Při použití overmoldingu je třeba zvolit materiály, které se vzájemně spojují. Nesprávné sladění materiálů může mít za následek delaminaci nebo zranitelnost. Stejně tak je během procesu lisování vložky důležité zajistit, aby tlak a teplota byly v rozmezí materiálu vložky při lisování. Jedná se o velmi významný postup při porovnávání přetlačování a vstřikování vložek.
Tloušťka a pokrytí vrstvy
Při přetlačování by měl mít podklad správnou tloušťku a materiál pro přetlačování by měl být použit tak, aby se nedeformoval a byl odolný. Při vkládacím lisování má být celá vložka obklopena formou, aby jí byla zajištěna mechanická pevnost a také dobré spojení. Tloušťka správných vrstev je užitečná pro úspěšné projekty vkládací formy vs. overmold.
Návrh formy
Forma byla vytvořena tak, aby bylo možné díly snadno vyjmout a zabránit namáhání materiálů. Pokud existuje možnost přeformování, měla by být forma takového typu, aby byla schopna pojmout více než jeden materiál, který má různé tokové vlastnosti. Při vstřikování vložek musí být formy vyplněny tak, aby vložky nesklouzly z místa, protože si zachovají pevnou pozici; jinak nebude proces vstřikování úspěšný z hlediska úspěchu při overmold vs. insert mold.
Estetika a povrchová úprava
Overmolding se obvykle zaměřuje na vzhled a dotek. Designéři by měli brát v úvahu texturu, barvu a kvalitu povrchu. V případě vkládaných výlisků následuje faktor estetiky po pevnosti, ačkoli je zajištěna řádná povrchová úprava, aby bylo jisté, že konečný výrobek bude schopen splnit standardy kvality.
Požadavky na tepelnou roztažnost
Rychlost roztažnosti různých materiálů je různá. V průběhu přetlačování i vkládání může nezohlednění tepelné roztažnosti vést k trhlinám, nesouososti nebo nízkému lepení. To jsou klíčové body, které je třeba vzít v úvahu při řešení problematiky vkládacího lisování vs. overmoldingu.
Náklady a doba výroby
Poučení, které si lze odnést z tohoto příběhu, aby bylo možné vyrábět co nejlépe, spočívá v pochopení nákladů a doby výroby při procesech přetlačování a vstřikování. Obě metody mají své problémy, které ovlivňují celkovou cenu a rychlost.
Počáteční náklady na plísně
Přetlačování může vyžadovat složitější formy, aby se do nich vešlo více materiálů. To může zvýšit počáteční náklady na nástroje. Tato investice se však může vrátit snížením požadavků v budoucnu při montáži.
Náklady na lisování vložek jsou také vyšší než náklady na formu, protože je zapotřebí upínací systém pro vložky. Konstrukce formy je důležitá, aby se předešlo chybám při výrobě. Přistoupíme-li k porovnání obou možností, tj. vložkové formy a přetlakové formy, první investice do formy je často rovnocenná, ale vychází ze složitosti dílu.
Náklady na materiál a práci
Overmolding může také ušetřit náklady na pracovní sílu, protože může být proveden, když jsou díly spojeny do jednoho procesu. Umožňuje také využít menší objem měkkých materiálů jako úchytů a povlaků a šetří zdroje.
Vložení výlisků. Vložky lze před lisováním opracovat. Pokud je však automatizovaná, snižuje náklady na montáž po výrobě, což může z dlouhodobého hlediska snížit náklady na pracovní sílu. To patří ke klíčovým faktorům rozhodnutí o provedení / přetvarování a vložení výlisku.
Rychlost výroby
V případě overmoldingu může být materiál vstřikován vícekrát, což vede k delšímu cyklu, ale může být použit k odstranění následného zpracování a montáže.
Rychlosti vstřikování vložek lze dosáhnout, když se zjednoduší proces umístění vložek, zejména u automatizovaných linek. To mu poskytuje výhodu při velkoobjemovém použití, kde je efektivita nejdůležitější.
Efektivita nákladů
Příslušný proces může z dlouhodobého hlediska ušetřit. Přetlačováním se snižuje počet prováděných montáží, a tím se šetří náklady na pracovní sílu. Díky použití vkládaného lisování jsou díly pevnější a výskyt poruch je minimální. Na základě měření těchto faktorů se výrobci budou moci rozhodnout, který z nich použít: overmold vs. insert molding nebo insert molding vs. overmolding.
Nejčastější chyby, kterých se vyvarujte
Při přetlačování a vstřikování mohou určité chyby ohrozit kvalitu výrobku a zvýšit výrobní náklady. Uvědomění si těchto nástrah je jedním ze způsobů, jak zajistit, aby výroba byla úspěšná.
Výběr neslučitelných materiálů
Mezi nejčastější chyby při přetlačování patří použití materiálů, které se navzájem špatně spojují. V případě vstřikování vložek vznikají trhliny nebo se díly lámou, když použité vložky nejsou odolné vůči tlaku při vstřikování. Při rozhodování, zda použít buď vložkovou formu, nebo overmold, se vždy kontroluje kompatibilita materiálů.
Nesouosost vložek
Při vstřikování s vložkami může nesprávná poloha vložek vést k jejich přemístění během vstřikování, což způsobuje vady nebo slabá místa. Nesprávné nastavení snižuje mechanickou pevnost a zvyšuje míru zmetkovitosti. Polohování je velmi významným parametrem, pokud jde o porovnání procesu nadměsíčních a vložkových forem.
Ignorování tepelné roztažnosti
Procento růstu různých materiálů na základě tepla se liší. Ignorování této skutečnosti by mohlo vést k deformaci, prasklinám nebo oddělování v přetavených a také ve vložených dílech. Poznámka: Tepelná roztažnost: Při navrhování jakéhokoli designu je vždy třeba brát v úvahu tuto skutečnost, zejména pokud jde o projekt vkládání výlisků vs. přetlačování.
Špatná konstrukce formy
Tok materiálu by mohl být nerovnoměrný a díly by mohly být nezakryté nebo odstraněné na základě špatně nakreslené formy. V případě přetlačování to může mít estetický vliv, v případě vkládání výlisků to může snížit mechanickou pevnost. Měla by existovat správná konstrukce formy, aby se dosáhlo maximálního přetlačování ve srovnání s vkládacím lisováním.
Vynechání kontrol kvality
Výrobní proces může být uspěchaný a nedostatečně zkontrolovaný, takže se vady přehlédnou. Kontroly kvality se provádějí pravidelně, aby bylo zajištěno, že všechny díly jsou robustní, odolné a vyrobené podle norem. Patří mezi klíčové činnosti směřující k efektivnímu přetlačování a vstřikování.
Budoucí trendy
Výrobní průmysl je dynamický. Přetlačování i vstřikování se přizpůsobují novým technologiím a materiálům. Předvídání budoucích trendů pomáhá společnosti být konkurenceschopná a inovativní.
Pokročilé materiály
Vyvíjejí se lepší polymery a kompozity, které jsou pevnější, pružnější a odolnější. Jsou to materiály, díky nimž je přetlačování a vkládání pevnější, a proto jsou výrobky lehčí, pevnější a univerzálnější. Nové vědecké poznatky o materiálech lze využít k rozšíření možností vkládací formy oproti overmold.
Automatizace a robotika
Díky automatizaci se vyvíjí výroba přetlačovaných a vkládaných dílů. Roboty mohou s maximální přesností vkládat vložky, snižovat počet chyb a zkracovat výrobní proces. Díky tomuto trendu je výroba v oblasti overmold vs. insert mold efektivnější a méně pracná.
Integrace s 3D tiskem
3D tisk se kombinuje s přetlačováním a vstřikováním za účelem rychlé výroby prototypů a malosériové výroby. To umožňuje konstruktérům pracovat se složitými tvary, zkracovat dodací lhůty a vyrábět díly na míru a v případě insert moldingu oproti overmoldingu zvyšuje flexibilitu celého systému.
Udržitelná výroba
Udržitelnost materiálů a procesů je nyní rozšířená jak v oblasti přetlačování, tak v oblasti vstřikování. V současných výrobních trendech overmolding vs. insert molding používají společnosti biologicky odbouratelné plasty a recyklovatelné vložky, aby snížily dopad na životní prostředí.
Chytrá výroba
Internet věcí (IoT) a senzory používané při konstrukci forem umožňují sledovat teplotu, tlak a průtok materiálů v reálném čase. Umožňují předcházet vzniku vad, optimalizovat výrobu a kontrolovat kvalitu při přetlačování a vkládání forem.
Závěr
Volba přetlačování a vkládání závisí na záměru výrobku. Přetvarování je možnost, kterou použijete v případě, že potřebujete měkkost, pohodlí nebo krásu. Vložkové tvarování by bylo nejlepší volbou v případě, že v daném okamžiku jde o mechanickou pevnost a odolnost. Informace o rozdílu mezi vkládací a přetlačovací formou, přetlačováním a vkládací formou, rozdílu mezi přetlačovací a vkládací formou a konstrukčních nutnostech vkládacího a přetlačovacího lisování mohou výrobci pomoci učinit správné rozhodnutí.
Nakonec je zde problém přetlačování vs. vstřikování, který lze zjednodušeně vyjádřit jako proces dokonalého souladu procesu s požadavky na výrobek. Při správném přístupu se ušetří čas, sníží náklady a vyrobí se kvalitní a funkční výrobky, které budou splňovat průmyslové normy.
https://plas.co/wp-content/uploads/2026/02/3.jpg10801920Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2026-02-11 03:49:132026-02-11 03:50:00Rozdíly a podobnosti mezi přetlačováním a vstřikováním: srovnání a aplikace
Výrobní proces v oblasti výroby se v posledních několika desetiletích rychle mění a mezi nejvýznamnější přínosy pro rozvoj oboru patří vývoj nástrojů pro vstřikování plastů. Tyto nástroje jsou důležité pro vývoj plastových komponent, které se používají v různých odvětvích, jako je automobilový průmysl, zdravotnictví, spotřební elektronika a obalový průmysl. Pokročilé nástroje vedou k přesnosti, opakovatelnosti a efektivitě, což je základem současné výroby plastů.
Když společnosti investují do nástrojů pro vstřikování plastů, investují na základě kvality svých výrobků. Ty pomáhají při nastavování tvaru finální podoby, povrchové úpravy a rozměrové přesnosti výlisků. Ani ty nejkvalitnější vstřikovací stroje nemohou dosáhnout stejných výsledků, pokud chybí dobře navržené plastové vstřikovací formy nástroje.
Co jsou nástroje pro vstřikování plastů?
Vstřikování roztaveného plastu do formy, ochlazení a vyhození - to je nejjednodušší podstata vstřikování. Účinnost provedení nástrojů vstřikování plastů přímo ovlivňuje efektivitu tohoto procesu. Nástroje zahrnují formy, vložky, jádra, dutiny a chladicí systémy, které tvoří strukturu, jež tvaruje plastový materiál.
Výrobci používají takzvané nástroje pro vstřikování plastů, aby mohli vytvářet tisíce nebo v některých případech miliony stejných dílů. Doba cyklu, objemová výroba a dlouhodobá údržba jsou dány odolností a konstrukcí těchto nástrojů. To je důvod, proč je správný výběr partnera, pokud jde o nástroje pro vstřikování plastů, zásadní pro každou výrobní operaci.
Formy nástrojů pro vstřikovací formy
Nástroje pro vstřikovací formy jsou k dispozici v různých typech, které splňují požadavky na výrobu, složitost dílů a přijatelnou cenu. Správná forma zaručí efektivitu, kvalitu dílů a hospodárnost.
Formy s jednou dutinou: každý cyklus odlévá jeden díl, což je vhodné při malosériové výrobě nebo výrobě prototypů. Jsou snadné a levnější, avšak méně rychlé při hromadné výrobě.
Formy s více dutinami: vyrábět několik stejných dílů v jednom cyklu, což je nejvhodnější při výrobě velkých objemů. Šetří náklady na díly, ačkoli vyžadují přesný design, aby se rovnoměrně naplnily.
Rodinné formy: Díly se vyrábějí v jednom cyklu pomocí rodinných forem, což minimalizuje montážní odchylky. Konstrukce takové dutiny je obtížnější, protože každá dutina se může plnit různým způsobem.
Formy Hot Runner: udržet plast v roztavené formě uvnitř vyhřívaných kanálů, čímž se minimalizuje odpad a doba cyklu. Jsou vhodné pro hromadnou výrobu vysoké kvality.
Formy pro běh za studena: umožňují odlévání běžců spolu s dílem, což je jednodušší a levnější, ale vzniká více odpadu.
Dvoudeskové a třídeskové formy: Běžná provedení forem jsou dvouplášťové a tříplášťové formy. Dvouplášťové formy se snadno a cenově dostupně vyrábějí, zatímco tříplášťové formy umožňují automatické oddělení vtoků, čímž se získají čistší díly.
Vkládací formy: zabudování systémů kovů nebo jiných dílů do součásti, což odstraňuje nutnost montáže. Overmold přebírá materiál a dává mu jiný, který jej izoluje nebo mu dodává přilnavost.
Prototypování (měkkých) nástrojů: Používá se při zkouškách nebo při malosériové výrobě, zatímco tvrdé nástroje z oceli jsou robustní při velkosériové výrobě. Stohové formy zlepšují výrobu tím, že formují několik vrstev dílů najednou.
Volba vhodného nástroje se liší podle objemu výroby, složitosti dílu a materiálu, což přispívá k efektivitě a kvalitě výsledku.
Tabulka 1: Typy nástrojů pro vstřikovací formy
Typ nástroje
Dutiny
Doba cyklu (sec)
Objem výroby
Poznámky
Forma s jednou dutinou
1
30-90
<50 000 dílů
Nízký objem, prototyp
Forma s více dutinami
2-32
15-60
50,000-5,000,000
Velkoobjemové, konzistentní
Rodinné plísně
2-16
20-70
50,000-1,000,000
Různé části na cyklus
Forma Hot Runner
1-32
12-50
100,000-10,000,000
Minimální odpad, rychlejší cykly
Forma na studený běhoun
1-32
15-70
50,000-2,000,000
Jednoduché, více materiálového odpadu
Dvouplášťová forma
1-16
20-60
50,000-1,000,000
Standardní, nákladově efektivní
Forma se třemi deskami
2-32
25-70
100,000-5,000,000
Automatizovaná separace běžců
Vložení formy
1-16
30-80
50,000-1,000,000
Kovové vložky jsou součástí dodávky
Přetlačovací forma
1-16
40-90
50,000-500,000
Vícemateriálové díly
Výhody vysoce kvalitního lisovacího nářadí
Investice do vysoce kvalitních nástrojů pro vstřikování plastů má několik dlouhodobých výhod. Zaprvé zajišťuje stabilní kvalitu dílů ve velkých výrobních sériích. Za druhé snižuje prostoje způsobené poruchou nástrojů nebo zbytečnou údržbou. A konečně zvyšuje efektivitu výroby díky optimalizaci chlazení a optimalizaci toku materiálů.
Společnosti, které se zaměřují na výrobu odolných nástrojů pro vstřikování plastů, mají tendenci dosahovat nižší zmetkovitosti a vyšších příjmů. Správně zkonstruované nástroje pro vstřikování plastů jsou také schopny udržet složité tvary a přísné tolerance, což umožňuje organizacím být inovativní bez výkonů.
Konstrukční faktory při výrobě nástrojů pro formy
Jedním z nejdůležitějších požadavků při vytváření nástrojů pro vstřikování plastů je design. Konstruktéři by měli vzít v úvahu výběr materiálů, tloušťku stěny, úhel ponoru a chladicí výkon. Dobrá konstrukce snižuje namáhaná místa a prodlužuje životnost nástrojů.
Složitost dílu je dalším faktorem, který určuje náklady na nástroje pro vstřikování plastů. Složité formy nebo podříznutí mohou zahrnovat použití bočních aktů, zvedáků nebo forem s více dutinami. Tyto vlastnosti zvyšují dobu návrhu a výrobní náklady, ale jsou obvykle potřebné u vysoce výkonných součástí.
Jelikož je nutné, aby nástroje pro vstřikování plastů odolávaly vysokému tlaku a teplotě, je výběr materiálů zásadní. V závislosti na objemu výroby a potřebách použití se používají nástrojové oceli, hliník a speciální slitiny.
Části a součásti nástrojů pro vstřikování plastů
Nástroje používané při vstřikování plastů jsou složitým mechanismem, který se skládá z mnoha dílů, jež jsou maximálně zkonstruovány. Obě součásti mají určitý vliv na proces vstřikování roztaveného plastu do hotového předmětu a zajišťují přesnost, účinnost a opakovatelnost. Tyto vlastnosti jsou užitečné pro pochopení způsobu, jakým lze vyrábět plastové díly vysoké kvality s konzistencí ve velkých objemech.
Dutina formy
Dutina, která tvoří vnější tvar plastového dílu, se nazývá dutina formy. Do formy se vstřikuje roztavený plast, který následně vyplní tuto dutinu a ztvrdne na konečný výrobek. Velikost dílů, povrchová úprava a vzhled dílů závisí na konstrukci dutiny. Míru smrštění a úhly ponoru by měli vypočítat konstruktéři, aby bylo zajištěno, že díl vyjde bez vad.
Jádro formy
Vnitřní geometrie dílu je tvořena jádrem formy. V něm se vyvíjejí prvky, jako jsou otvory, prohlubně a vnitřní kanály, které jsou rozhodující pro funkčnost a snížení hmotnosti. U jednoduchých forem jsou jádra pevná, zatímco složitější díly musí mít jádra posuvná nebo skládací, aby bylo možné během procesu vyhazování uvolnit podříznutí. Jádro a dutina jsou dokonale vyrovnané, což zajišťuje rozměrovou přesnost.
Systém Runner
Vtokový systém je soustava kanálů, které směřují trysku roztaveného plastu vstřikovacího stroje do formy. Efektivní kanál je navržen tak, aby byl průtok vyvážený a rovnoměrně vyplňoval všechny dutiny. Mezi vady špatné konstrukce vtokových kanálů patří propadliny, krátký výstřik nebo deformace.
Průtokové kanály
Průtokové kanály jsou definovány jako jednotlivé dráhy systému vtoků, po kterých se plast pohybuje ve formě. Tyto kanály by měly snižovat odpor a neumožňovat předčasné ochlazení materiálu. Správná konstrukce kanálů je vhodná pro udržení pevnosti materiálu a zajištění stálé tloušťky stěny dílu.
Brána
Brána je malý otvor, kterým se do dutiny vstřikuje roztavený plast. Ačkoli je malý, významně přispívá ke kvalitě dílů. Umístění, velikost a styl vtoku ovlivňují způsob plnění formy, rozložení tlaku a velikost stopy po vtoku, která bude viditelná na hotovém dílu. Výběr správné konstrukce vtoku je jedním ze způsobů, jak se vyhnout stopám napětí a estetickým vadám.
Vyhazovací systém
Po vychladnutí plastu je díl pomocí vyhazovacího systému vyslán ven. Díl je vyhazovacími kolíky, pouzdry nebo deskami vytlačován ven rovnoměrně, aniž by došlo k jeho zlomení nebo deformaci. Vyhazovače by měly být správně umístěny a objednány, zejména u choulostivých nebo složitých součástí.
Chladicí systém
Chladicí systém reguluje teplotu formy čerpáním vody nebo oleje. Chlazení patří mezi nejdůležitější procesy při vstřikování, protože přímo ovlivňuje dobu cyklu a stabilitu dílů. Nerovnoměrné chlazení může vést ke smršťování, deformaci nebo vnitřnímu pnutí. Vysoce technologicky vyspělé formy mohou použít konformní chladicí kanály, které sledují tvar dílu, aby byly účinnější.
Vyrovnání a montážní charakteristiky
Vyrovnávací prvky, jako jsou vodicí čepy a pouzdra, zajišťují, že se poloviny formy při každém cyklu dokonale uzavřou. Montážní prvky, jako jsou svorky a šrouby, slouží k uchycení formy ve stroji. Vhodným seřízením se eliminují otřepy, nerovnoměrné opotřebení a poškození formy a vyrábějí se díly stálé kvality.
Odvětrávání
Odvzdušňování umožňuje uvolňování okolního vzduchu a plynů z dutiny formy v průběhu jejího zaplňování plastem. Bez správného odvzdušnění může dojít k vadám, jako jsou stopy po spálení nebo poloviční zaplnění. Odvzdušnění je málo, ale je nezbytné pro výrobu čistých a správných dílů.
Skluzavky a zvedáky
Vsuvky a zvedáky jsou procesy, které pomáhají formám tvarovat díly s podřezáním nebo vedlejšími účinky. Úhly skluzů se pohybují a zvedáky při vyhazování vyskakují, aby vyhnaly složité geometrie. Tyto prvky zvyšují možnosti konstrukce a odstraňují nutnost sekundárního obrábění.
Materiály forem
Materiály nástrojů mají vliv na trvanlivost, výkon a náklady. Velkosériová výroba se provádí s kalenou nástrojovou ocelí, protože odolává opotřebení a je přesně přesná. Hliníkové formy jsou levnější a častější pro prototypy nebo malosériovou výrobu. Vysoce výkonné povrchové úpravy mohou zvýšit opotřebení a uvolnění dílů.
Vložky
Vložky jsou odnímatelné části formy, které se používají při výrobě určitého prvku, jako je vlákno, logo nebo textura. Umožňují měnit nebo opravovat formy, aniž by bylo nutné měnit nástroj. Zaměnitelnost vložek umožňuje jejich použití k vytvoření různých výrobků ze stejného základu formy.
Jádrové kolíky
Jádrové kolíky jsou tenčí součásti, které se používají k vytvoření otvorů nebo vnitřních kanálů ve tvarovaných součástech. Měly by být dobře opracované a měly by být dostatečně pevné, aby odolaly tlaku vstřikování, aniž by se ohnuly nebo zlomily.
Tabulka 2: Součásti nástrojů pro vstřikovací formy
Komponenta
Materiál
Tolerance (mm)
Maximální tlak (bar)
Poznámky
Dutina formy
Ocel/hliník
±0.01-0.05
1,500-2,500
Tvar dílu
Jádro formy
Ocel
±0.01-0.05
1,500-2,500
Vnitřní vlastnosti
Systém Runner
Ocel/hliník
±0.02
1,200-2,000
Vedení toku plastů
Brána
Ocel
±0.01
1,500-2,500
Vstup do dutiny
Vyhazovací kolíky
Kalená ocel
±0.01
NEUPLATŇUJE SE
Vysunutí dílu
Chladicí kanály
Ocel
±0.05
NEUPLATŇUJE SE
Řízení teploty
Skluzavky/zvedáky
Ocel
±0.02
1,200-2,000
Složité geometrie
Vložky
Ocel/hliník
±0.02
1,500
Přizpůsobitelné funkce
Pomocné chladicí přepážky, difuzory a rozdělovače vody
Proudění chladicí kapaliny ve formě je usměrňováno přepážkami a difuzory, které zajišťují rovnoměrné rozložení teploty. Vodní rozdělovače slouží jako distribuční prvek, kterým lze chladicí kapalinu směrovat do různých částí formy. Kombinace těchto prvků zlepšuje chlazení a minimalizuje dobu cyklu.
Textura formy
Textura formy je povrchová úprava dutiny, která byla na díl nanesena za účelem vytvoření určitých vzorů nebo povrchových úprav na dílu. Textura může zlepšovat přilnavost, minimalizovat odlesky nebo podporovat vzhled výrobku. Metody jsou chemické leptání, laserové texturování a mechanické tryskání.
Vřetenová objímka
Vtokové pouzdro se používá k připojení trysky vstřikovacího stroje k systému kanálů. Je to primární cesta, kterou se roztavený plast dostává do formy. Vtokové pouzdro by mělo být správně navrženo, aby zajišťovalo plynulý tok materiálu a nedocházelo k únikům nebo ztrátě tlaku.
Upevňovací deska dutiny
Deska s dutinovými vložkami je pevně uchycena v přídržné desce dutiny. Udržuje polohu, napomáhá vstřikovacímu tlaku a pomáhá vytvářet celkovou pevnost formy. Správná konstrukce desky zaručuje dlouhodobou životnost formy a rovnoměrnost dílu.
Znalost nákladů na nástroje
Dotaz týkající se nákladů na nástroje pro vstřikování plastů je jedním z nejčastějších dotazů výrobců. Náklady na nástroje závisí na velikosti, složitosti, materiálu a předpokládaném objemu výroby. Počáteční výdaje se mohou zdát drahé, ale kvalitní nástroje pro vstřikování plastů se mohou v dlouhodobém horizontu vrátit díky trvanlivosti a stabilní výrobě.
Problémy ovlivňující náklady na vstřikování plastů jsou:
- Počet dutin
- Specifikace povrchové úpravy.
- Složitost chladicího systému
- Úrovně tolerance
- Materiál nástroje
Ačkoli podniky mohou být v pokušení ušetřit peníze a použít levnější řešení, jako je například vstřikování plastů, z dlouhodobého hlediska to povede ke zvýšené údržbě a nízké kvalitě výrobků.
Moderní technologie obrábění
Je to díky pokročilému softwaru a technologiím obrábění, které změnily vývoj strojů a zařízení. vstřikování plastů nástroje. Simulace a počítačem podporovaný návrh (CAD) mohou inženýrům pomoci otestovat průtok formy, účinnost chlazení a strukturální integritu před zahájením výroby.
Pro zajištění přísných tolerancí při výrobě nástrojů pro vstřikování plastů se používá CNC obrábění, elektroerozivní obrábění a vysokorychlostní frézování. Tyto technologie zkracují dodací lhůty a zvyšují opakovatelnost, a tak je moderní nástroj pro vstřikování plastů nejspolehlivější než kdykoli předtím.
Využití automatizace je také spojeno s optimalizací nákladů na nástroje pro vstřikování plastů. Výrobci budou schopni realizovat vyšší hodnotu bez kompromisů v kvalitě díky snížení manuální práce a zvýšení efektivity procesů.
Údržba a životnost
Údržba nástrojů pro vstřikování plastů je nezbytná pro prodloužení jejich životnosti. Pravidelným čištěním, kontrolou a mazáním se předchází opotřebení a korozi. Sledování chladicích kanálů a vyhazovacích systémů podporuje stabilní provoz.
Nedodržení údržby nástrojů může výrazně zvýšit náklady na nástroje pro vstřikování plastů v důsledku oprav nebo předčasné výměny. Společnosti, které přijmou programy preventivní údržby, nejenže pokryjí své investice v oblasti nástrojů pro vstřikování plastů, ale také zajistí, aby byl zachován stálý harmonogram výroby.
Odolné nástroje pro vstřikování plastů jsou použitelné i ve velkosériových provozech s dlouhým výrobním cyklem.
Výběr vhodného partnera pro výrobu nástrojů
Výběr spolehlivého dodavatele nástrojů pro vstřikování plastů je stejně důležitý jako konstrukce. Vyspělí výrobci nástrojů si jsou vědomi chování materiálů, požadavků na výrobu a opatření pro optimalizaci nákladů.
Efektivní spolupracovník pomáhá při vytváření rovnováhy mezi kvalitou a náklady na nástroje pro vstřikování plastů a nástroje by měly splňovat očekávané výkony. Týmová práce na úrovni návrhu snižuje počet chyb a také minimalizuje dobu vývoje nástrojů pro vstřikování plastů .
Mezi ukazatele dobrého dodavatele nástrojů pro vstřikování plastů patří komunikace, technické dovednosti a vysoké výrobní schopnosti.
Trendy v budoucnosti vstřikovacích nástrojů
Inovace jsou budoucností nástrojů pro vstřikování plastů. Aditivní výroba, konformní chladicí kanály a inteligentní senzory mění proces konstrukce a monitorování forem. Tyto inovace zkracují dobu cyklu a zvyšují kvalitu dílů.
S rostoucím významem udržitelnosti, efektivní plastové vstřikovací formy přispívají ke snížení materiálového odpadu a spotřeby energie. Lepší konstrukce také snižují náklady na nástroje pro vstřikování plastů v průběhu životnosti nástroje tím, že prodlužují jeho životnost a snižují náklady na opravy.
Konkurenční výhodu mají společnosti, které používají nástroje pro vstřikování plastů nové generace, které mají lepší výkon, vyšší rychlost výroby a také možnost designu.
Závěr
Kvalita vstřikování plastů nástrojů je pro úspěch vstřikování zásadní. Konstrukce a výběr materiálů, údržba a inovace jsou některé z aspektů, které při výrobě nástrojů ovlivňují efektivitu výroby a kvalitu výrobků. Ačkoli cena nástrojů pro vstřikování plastů je také faktorem, který je třeba výrazně zohlednit, dlouhodobou hodnotu získáte díky trvanlivosti, přesnosti a spolehlivosti. Výrobci mohou zaručit konzistentnost výsledků, nižší prostoje a vysokou návratnost investic tím, že budou přikládat význam investicím do modernizace, nástrojů pro vstřikování plastů a spolupráci s kvalifikovanými partnery.
Přetlačování je výroba výrobku spojením dvou nebo více materiálů do jednoho výrobku. Používá se ve většině průmyslových odvětví, například v elektronice, zdravotnickém vybavení, automobilovém průmyslu a spotřebním zboží. Provádí se lisováním přes základní materiál známý jako overmold, přes základní materiál známý jako substrát.
Překrývání se provádí za účelem zvýšení estetického vzhledu, dlouhé životnosti a funkčnosti výrobků. Umožňuje výrobcům spojit sílu jednoho materiálu s pružností nebo měkkostí druhého. Díky tomu jsou výrobky pohodlnější, lépe se s nimi manipuluje a jsou odolnější.
Překrývání se objevuje u předmětů, které denně používáme. V současné výrobě se uplatňuje mimo jiné u rukojetí zubních kartáčků a pouzder na telefony, ale také u elektrického nářadí a chirurgických nástrojů. Znalost technologie overmolding vám usnadní pochopit, jak pohodlné a bezpečné jsou předměty každodenního života.
Co je overmolding?
Překrývání je postup, při kterém se ze dvou materiálů vytvoří jeden produkt. Výchozí materiál se nazývá substrát a obvykle se jedná o tvrdý plast, jako je ABS, PC nebo PP. Má pevnost v tahu 30-50 MPa a teplotu tání 200-250 °C. Druhý materiál, kterým je overmold, je měkký, např. TPE nebo silikon, s tvrdostí 40-80 stupňů podle Shorea.
Substrát se nechá vychladnout na 50-70 °C. Tlak vstřikovaný do přetlakové formy je 50-120 MPa. Tím se vytvoří pevný spoj. Overmolding zvyšuje přilnavost, pevnost a trvanlivost výrobků.
Jedním z takových typických předmětů je zubní kartáček. Rukojeť je z tvrdého plastu, který zajišťuje pevnost. Samotná rukojeť je z měkké gumy, a proto se pohodlně drží. Tato základní aplikace demonstruje reálné využití přetlačování.
Překrývání se netýká pouze měkkých rukojetí. Uplatňuje se také při potahování elektronických výrobků, při barevném zdobení předmětů a při prodlužování životnosti výrobků. Díky této flexibilitě je v dnešní době jednou z nejpoužitelnějších výrobních metod.
Úplný proces
Výběr materiálu
Postup přetlačování začíná výběrem materiálů. Podkladem je obvykle tvrdý plast, například ABS, PC nebo PP. Jejich pevnost v tahu je 30-50 MPa a teplota tání 200-250 °C. Lisovaný materiál je obvykle měkký, například TPE nebo silikon, a má tvrdost 40-80 stupňů podle Shoreho stupnice. Je nutné vybrat materiály, které jsou kompatibilní. Neschopnost konečného výrobku odolávat namáhání může být způsobena selháním spojení materiálů.
Formování substrátu
Po zahřátí na teplotu 220-250 °C byl substrát nalit do formy pod tlakem 40-80 MPa. Po vstříknutí se nechá ztuhnout na 50-70 °C, aby byl rozměrově stabilní. Doba tohoto procesu je obvykle 30-60 sekund v závislosti na velikosti a tloušťce dílu. Jsou zde extrémně vysoké tolerance a odchylka obvykle není větší než +-0,05 mm. Odchylka má za následek ovlivnění výrobku, pokud jde o jeho přiléhavost a kvalitu.
Příprava formy pro přetavení
Po ochlazení se substrát opatrně přenese do druhé formy, kde se provede vstřikování overmold. Forma se předehřeje na 60-80 °C. Předehřátí eliminuje účinek tepelného šoku a také umožňuje hladký tok materiálu overmold po substrátu. Příprava formy je nutná, aby se zabránilo vzniku dutin, deformacím nebo špatnému spojení v konečném výrobku.
Vstřikování do formy Overmold
Do substrátu se vstřikuje tlak 50-120 Mpa materiálu overmold. Teplota vstřikování je závislá na materiálu: TPE 200-230 °C, silikon 180-210 °C. Tento krok musí být přesný. Nesprávná teplota nebo tlak mohou mít za následek vady v podobě bublin, separace nebo nedostatečného pokrytí.
Chlazení a tuhnutí
Po vstříknutí se díl ochladí, aby mohlo dojít k vytvrzení přetlaku a jeho pevnému spojení s podkladem. Doba chlazení se pohybuje od 30 do 90 sekund v závislosti na tloušťce dílů. Tenké oblasti se ochlazují rychleji, zatímco u silnějších je ochlazování pomalejší. Přiměřené chlazení je nutné k zajištění rovnoměrného spojení a také k minimalizaci vnitřního pnutí, které může způsobit praskliny nebo deformace.
Vyhazování a dokončování
Po ochlazení se díl vytlačí z formy. Případný přebytek, označovaný jako otřep, se vyřízne. Součást se zkontroluje z hlediska kvality povrchu a rozměrové přesnosti. Tím se zajistí, že výrobek bude mít požadovanou kvalitu a v případě potřeby bude kompatibilní s ostatními díly.
Testování a kontrola
Posledním krokem je testování. Typy testů: Zkoušky v tahu nebo odlupování určují pevnost spoje, která je obvykle 1-5 MPa. Zkoušky Shore A se používají ke kontrole tvrdosti přetlaku. Vady, jako jsou bubliny, praskliny nebo nesouosost, lze zjistit vizuálně. Pouze komponenty, které jsou testovány, jsou odesílány nebo sestavovány do hotových výrobků.
Typy přetlačování
Lisování dvěma výstřely
Dvoubodové vstřikování zahrnuje vstřikování dvou materiálů na jednom stroji. Formování probíhá při teplotě 220-250 °C a tlaku 40-80 MPa, poté následuje vstřikování druhého materiálu, které probíhá při tlaku 50-120 MPa. Tato technika je rychlá a přesná a je vhodná, pokud se jedná o velké množství výrobků, jako jsou gumové rukojeti a tlačítka s měkkým povrchem.
Vkládání výlisků
Při vstřikování je substrát již připraven a vložen do formy. Je překryt nadliskem, buď TPE, nebo silikonem, který je vstřikován pod tlakem 50-120 MPa. Pevnost spoje je obvykle 1-5 MPa. Tento postup je typický pro nástroje, zubní kartáčky a zdravotnické prostředky.
Vícemateriálové přetlačování
Vícemateriálové přetlačování je přetlačování, při kterém jsou v jednom dílu použity více než 2 materiály. Doba vstřikování každého materiálu je postupně 200-250 °C, 50-120 MPa. Umožňuje vytvářet složité struktury s tvrdými, jemnými a krycími částmi.
Overmolding se používá v aplikacích
Použití overmoldingu je velmi rozmanité. Následující příklady jsou typické:
Elektronika
Pouzdra na telefony jsou obvykle z tvrdého plastu s měkkými gumovými okraji. Tlačítka dálkových ovladačů jsou vyrobena z gumy, protože umožňují lepší dotyk. Elektronické součásti jsou chráněny přelepením a je zajištěna lepší použitelnost.
Zdravotnické prostředky
Ochranná těsnění, chirurgické nástroje a injekční stříkačky jsou obvykle přelité. Měkké výrobky usnadňují manipulaci s pomůckami a jsou také bezpečnější. To má zásadní význam v lékařských aplikacích, kde je důležitý komfort a přesnost.
Automobilový průmysl
Překrývání se používá k výrobě měkkých tlačítek, rukojetí a těsnění používaných v interiérech automobilů. Těsnění z pryže se používají k zabránění vniknutí vody nebo prachu do dílů. Tím se zvyšuje pohodlí i odolnost.
Spotřební zboží
Přetlačování se běžně používá u rukojetí zubních kartáčků, kuchyňského náčiní, elektrického nářadí a sportovního vybavení. Tento proces se používá k přidání rukojetí, ochraně povrchů a přidání designu.
Průmyslové nástroje
Přetlačování se používá u nástrojů, jako jsou šroubováky, kladiva a kleště, které se používají k výrobě měkkých rukojetí. To omezuje únavu rukou a zvyšuje bezpečnost používání.
Balení
Pro zlepšení manipulace a funkčnosti se používá přetvarování některých částí obalu (např. víček lahví nebo ochranných uzávěrů).
Přetlačování umožňuje výrobci vyrábět výrobky, které jsou funkční, bezpečné a zároveň atraktivní.
Výhody přetlačování
Přetlačování má řadu výhod.
Lepší úchop a pohodlí
Použitím měkkých materiálů se usnadňuje manipulace s výrobky. To platí pro nářadí, výrobky pro domácnost a zdravotnické prostředky.
Zvýšená odolnost
Spojení několika materiálů zvyšuje pevnost výrobků. Tvrdé a měkké materiály zaručují bezpečnost výrobku.
Lepší ochrana
Kryt nebo těsnění elektroniky, strojů nebo jemných přístrojů lze přidat pomocí přelisování.
Atraktivní design
Výrobky jsou navrženy v různých barvách a strukturách. To zlepšuje image a budování značky.
Ergonomie
Měkké rukojeti minimalizují únavu rukou a umožňují pohodlnější a delší práci s předměty nebo zařízeními.
Všestrannost
Při přetlačování se používá široká škála materiálů a lze z nich vytvářet složité tvary. Výrobci tak mohou přicházet s inovativními výrobky.
Výzvy spojené s přetlačováním
S přetlačováním jsou spojeny i některé problémy, které by výrobci měli vzít v úvahu:
Kompatibilita materiálů
Ne všechny materiály se dobře lepí. Některé kombinace může být nutné lepit nebo povrchově upravovat.
Vyšší náklady
Vzhledem k tomu, že se jedná o další materiály, formy a výrobní kroky, může přetlačování zvýšit výrobní náklady.
Komplexní proces
Konstrukce formy, tlak a teplota musí být přísně regulovány. Vady mohou vzniknout i při sebemenší chybě.
Doba výroby
Tvarování Dvoufázové tvarování může vyžadovat více času než tvarování z jednoho materiálu. Nové technologie, jako je dvoufázové tvarování, však mohou tuto dobu zkrátit.
Omezení návrhu
Složité tvary mohou vyžadovat vlastní formy, jejichž výroba může být nákladná.
Přesto tyto odrazující problémy nezastavily přetlačování, protože zvyšuje kvalitu výrobků a výkon.
Zásady konstrukce přetlačování
Overmolding je konstrukce, při níž je základna vyrobena z určitého materiálu a forma je vyrobena z jiného materiálu.
Kompatibilita materiálů
Zvolte materiály, které jsou lepené. Overmold a substrát by měly být vzájemně kompatibilní z hlediska svých chemických a tepelných vlastností. Podobné materiály, které mají blízké teploty tání, minimalizují pravděpodobnost slabého spojení nebo delaminace.
Tloušťka stěny
Udržujte tloušťku stěny konstantní, aby byl tok materiálu konzistentní. Nedostatečná rovnoměrnost stěn může vést k vadám, jako jsou propadliny, dutiny nebo deformace. Stěny se obvykle pohybují mezi 1,2 a 3,0 mm různých materiálů.
Návrh úhlů
Vytlačte úhly na svislých plochách, abyste usnadnili vysouvání. Úhel 1 až 3 stupně pomáhá zabránit poškození substrátu nebo přetlaku při vylisování.
Zaoblené rohy
Vyhněte se ostrým rohům. Zaoblené hrany zlepšují tok materiálu při vstřikování a snižují koncentraci napětí. Doporučené poloměry rohů jsou 0,5-2 mm.
Funkce lepení
Vytvářejí se důlky nebo drážky nebo se vytvářejí propojené struktury, aby se zvýšila mechanická vazba mezi substrátem a přetvorem. Tyto prvky zvyšují pevnost v odlupování a smyku.
Odvětrávání a umístění brány
Instalujte větrací otvory, které umožní únik vzduchu a plynů. Umístěte vstřikovací šoupátka na jiná místa, než jsou citlivé oblasti, abyste dosáhli homogenního proudění, které zabrání kosmetickým vadám.
Zohlednění smrštění
Zohledněte rozdíly ve smrštění materiálů. Smrštění termoplastů může být pouhých 0,4-1,2 nebo elastomerů 1-3%. Správný návrh zabrání deformaci a rozměrovým chybám.
Technická rozhodovací tabulka: Je overmolding vhodný pro váš projekt?
Parametr
Typické hodnoty
Proč na tom záleží
Materiál substrátu
ABS, PC, PP, Nylon
Poskytuje strukturální pevnost
Pevnost substrátu
30-70 MPa
Určuje tuhost
Materiál překrytí
TPE, TPU, silikon
Dodává přilnavost a těsnění
Tvrdost přetlaku
Břeh A 30-80
Flexibilita ovládacích prvků
Teplota vstřikování
180-260 °C
Zajišťuje správné tavení
Vstřikovací tlak
50-120 MPa
Ovlivňuje lepení a plnění
Pevnost spoje
1-6 MPa
Měří přilnavost vrstev
Tloušťka stěny
1,2-3,0 mm
Zabraňuje vzniku závad
Doba chlazení
30-90 s
Dopady na dobu cyklu
Rozměrová tolerance
±0,05-0,10 mm
Zajišťuje přesnost
Míra smrštění
0,4-3,0 %
Zabraňuje deformaci
Náklady na nástroje
$15k-80k
Vyšší počáteční investice
Ideální objem
>50 000 jednotek
Zvyšuje efektivitu nákladů
Díly vyrobené přetlačováním
Rukojeti nástrojů
Přetlačování se používá k vytvoření tvrdého jádra a měkké pryžové rukojeti u mnoha ručních nástrojů. To zvyšuje pohodlí a minimalizuje únavu při používání rukou a nabízí lepší kontrolu při používání.
Spotřební zboží
Většina běžných výrobků, jako jsou zubní kartáčky, kuchyňské nádobí a nářadí, které vyžadují elektrický proud, obvykle využívá přetlačování. Měkké rukojeti nebo polštářky pomáhají zlepšit ergonomii a životnost.
Elektronika
V pouzdrech telefonů, dálkových ovladačů a ochranných krytech se běžně používá přetlačování. Poskytuje také tlumení nárazů, izolaci a měkký povrch na dotek.
Automobilové komponenty
V interiérech automobilů se běžně vyskytují přetlačovaná tlačítka, těsnění, těsnění a úchyty. Systémy s měkkým povrchem zvyšují pohodlí, hluk a vibrace.
Zdravotnické prostředky
Přetlačování se používá u zdravotnických prostředků, jako jsou injekční stříkačky, chirurgické nástroje, ruční předměty apod. Tento proces zaručí důkladnou bezpečnost, přesnost a pevné držení.
Suroviny pro přetlačování
Důležitý je výběr materiálu. Mezi běžné substráty patří:
Tvrdé plasty, jako je polypropylen (PP), polykarbonát (PC) a ABS.
Kovy v oblastech použití
Materiály pro přetavení jsou obvykle:
Měkké plasty
Guma
Nylonové termoplastické elastomery (TPE)
Silikon
Výběr materiálu se řídí použitím výrobku. Jako příklad lze uvést biokompatibilní materiály, které jsou potřebné pro zdravotnické pomůcky. Elektronika vyžaduje materiály, které jsou izolační a ochranné.
Osvědčené postupy při navrhování dílů s přetlačováním
Konstrukce dílů, které mají být přetaveny, musí být dobře promyšlena, aby bylo dosaženo vysoké úrovně lepení, atraktivního vzhledu a kvalitního provedení. Dodržování stanovených konstrukčních zásad přispívá k minimalizaci chybovosti a kvalita výrobků se stává konzistentní.
Výběr kompatibilních materiálů
Překrytí závisí na volbě materiálu. Overmold a podkladový materiál musí mít dobré spojení. Komodity, které se taví podobnou rychlostí a mají stejné chemické vlastnosti, mají silnější a spolehlivější vazby.
Konstrukce pro pevné spojení
Mělo by být podpořeno dobré mechanické spojení mezi konstrukcí dílu a samotnou konstrukcí. Podseknutí, drážky a vzájemně se prolínající tvary jsou některé z prvků, které umožňují, aby přetavený materiál pevně držel základní díl. Tím se minimalizuje pravděpodobnost oddělení při používání.
Dodržujte správnou tloušťku stěny
Stejnoměrná tloušťka stěn umožňuje proudění materiálů při lisování. Nerovnoměrná tloušťka může vést ke vzniku propadlin, dutin nebo slabých částí součásti. Symetrická konstrukce zvyšuje pevnost i vzhled.
Použití vhodných úhlů ponoru
Úhel náběhu zjednodušuje proces vyjímání dílu z formy. Správným tahem lze minimalizovat tření a poškození při vyhazování, což je užitečné zejména u složitých přetlačovaných dílů.
Vyhněte se ostrým rohům
Ostré hrany mohou způsobit vznik napěťových bodů a omezit tok materiálu. Zaoblené hrany a plynulé výsledky zvyšují pevnost a umožňují rovnoměrné proudění přetavené směsi kolem součásti.
Včetně funkcí odvětrávání
Během vstřikování umožňuje dobré odvzdušnění únik zachyceného vzduchu a plynů. Dobré odvzdušnění umožňuje vyhnout se vzduchovým kapsám a povrchovým vadám, stejně jako naplnění formy do poloviny.
Plánování polohy přetvářeného materiálu
Injekční body nesmí být umístěny v blízkosti důležitých prvků a hran. Tím se vyloučí hromadění materiálu, přerušení toku a estetické vady exponovaných částí.
Optimalizace konstrukce nástrojů
Úspěšné přetlačování vyžaduje dobře navržené formy. Správné umístění vtoků, vyvážené vtoky a účinné chladicí kanály přispívají k zajištění rovnoměrného toku a stabilní výroby.
Zohlednění smrštění materiálu
Různé látky se ochlazují různě rychle. Tyto rozdíly by měli konstruktéři brát v úvahu, aby u konečného dílu nedocházelo k deformacím, nesouososti nebo rozměrovým problémům.
Jaké materiály se používají k přetlačování?
Overmolding dává výrobcům možnost míchat různé materiály, aby dosáhli určitých mechanických, provozních a estetických vlastností. Výběr materiálu se řídí jeho pevností, pružností, pohodlím a odolností vůči životnímu prostředí.
Termoplast, ne termoplast.
Jedná se o jednu z nejrozšířenějších kombinací přetlačování. Základním materiálem je termoplastický polymer, kterým je polykarbonát (PC). Ten je následně pokryt měkčím termoplastem, například TPU. Tento kompozit zvyšuje přilnavost, pohodlí a pocit z povrchu, přičemž není obětována strukturální pevnost.
Termoplast nad kovem
Tato technika využívá termoplastický materiál, který se nanáší na kovový díl. Kovy, jako je ocel nebo hliník, jsou obvykle potaženy plasty, jako je polypropylen (PP). To pomáhá chránit kov před korozí, snižuje vibrace a snižuje hlučnost při používání.
TPE nad elastomerem.
Tento systém využívá tvrdý plastový recyklovaný substrát, jako je ABS, s přídavkem pružného elastomeru na horní straně. Obvykle se používá u výrobků, které vyžadují odolnost a pružnost, jako jsou rukojeti nástrojů a lékařské vybavení.
Silikon nad plastem
Silikon se také nanáší na plastové materiály, jako je polykarbonát. Ten nabízí vysokou úroveň odolnosti proti vodě, těsnící schopnosti a nízkou hmatovou citlivost. Běžně se používá ve zdravotnických a elektronických zařízeních.
TPE nad TPE
Lze také provádět přetlačování různých druhů termoplastických elastomerů. To umožňuje výrobcům vyrábět v rámci jednoho dílu výrobky s různou strukturou, barvou nebo funkčními oblastmi.
Je overmolding správnou volbou?
Pokud váš výrobek vyžaduje pevnost, pohodlí a odolnost zároveň, overmolding je správné rozhodnutí. Je vhodný zejména při použití s komponenty, které potřebují měkkou rukojeť, odolnost proti nárazu nebo dodatečnou ochranu, aniž by bylo nutné přidávat další montážní procesy. Overmolding lze použít u výrobků, kterých se často dotýkáte, jako jsou nástroje, lékařské vybavení nebo dokonce elektronické skříně.
Přesto se overmolding nevztahuje na všechny projekty. Obvykle je spojeno se zvýšenými náklady na nástroje a složitým návrhem vzoru formy na rozdíl od lisování z jednoho materiálu. Pokud jsou výrobní množství malá nebo je design výrobku základní, mohou být tradiční postupy lisování levnější.
Posouzení kompatibility materiálů, objemu výroby, požadavku na funkčnost a rozpočtu s ohledem na počáteční fázi návrhu pomůže rozhodnout, zda je řešení pomocí overmoldingu nejefektivnější při řešení vašeho projektu.
Příklady overmoldingu v reálném životě
Zubní kartáčky
Rukojeť je z tvrdého plastu. Rukojeť je z měkké gumy. To usnadňuje čištění zubů.
Pouzdra na telefony
Zařízení je pokryto tvrdým plastem. Nárazy při pádu jsou tlumeny na měkkých gumových hranách.
Elektrické nářadí
Pryž je na rukojetích přetlačena, aby se minimalizovaly vibrace a zvýšila bezpečnost.
Interiéry automobilů
Ovládací knoflíky a tlačítka jsou obvykle měkká, což zlepšuje uživatelský komfort.
Následující příklady demonstrují zvýšení použitelnosti, bezpečnosti a designu přetlačováním.
Sincere Tech - Váš Hi-Fi partner pro jakýkoli druh lisování
Společnost Sincere Tech je důvěryhodným výrobním partnerem, který se zabývá všemi formami vstřikování plastů, jako je vstřikování plastů a přetlačování. Pomáháme zákazníkům s návrhem až po sériovou výrobu výrobků s přesností a efektivitou. Díky špičkové technologii a kompetentnímu inženýrství poskytujeme vysoce kvalitní díly pro automobilový průmysl, zdravotnictví, elektroniku a spotřební trh. Navštivte stránky Plas.co a seznamte se s tím, co umíme a nabízíme.
Závěr
Přetlačování je flexibilní a užitečná výrobní technika. Jedná se o proces, který zahrnuje kombinaci dvou nebo více materiálů, aby byly výrobky pevnější, bezpečnější a pohodlnější. Široké uplatnění nachází v elektronice, lékařských přístrojích, automobilových součástkách, domácích spotřebičích a průmyslových nástrojích.
Toho se dosahuje pečlivým výběrem materiálu, přesným tvarem forem a zajištěním kontroly teploty a tlaku. Přetlačování má značné výhody, i když se potýká s některými problémy, jako jsou zvýšené náklady a prodloužená doba výroby.
Přetlačené výrobky jsou odolnější, ergonomičtější, příjemnější na pohled a funkčnější. Jednou z oblastí, kde se přetlačování stalo neoddělitelnou součástí moderní výroby, jsou výrobky každodenní potřeby, jako jsou zubní kartáčky a pouzdra na telefony, až po závažnější předměty, jako je lékařské vybavení a interiéry automobilů.
Když víme o přetlačování, můžeme být vděční za to, že je to díky jednoduchým rozhodnutím v designu, které pomáhají, aby se výrobky pohodlněji používaly a měly delší životnost. Takový malý, ale významný proces pokračuje ve zvyšování kvality a funkčnosti zboží, které používáme v každodenním životě.
https://plas.co/wp-content/uploads/2026/01/4-1.jpg10801920Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2026-01-28 18:08:442026-01-29 20:38:46Co je to overmolding?Vše, co potřebujete vědět
Vložkové lisování je v současné výrobě relevantní technologií. Používá se při upevňování kovových nebo jiných prvků na plast. Tento proces nabízí jednotnou, houževnatou a pevnou součást. Alternativou k postupné technice, kdy je nutné díly po vytvarování sestavit, je technika vkládacího lisování, která je spojuje. Tím se ušetří práce, čas a zvýší kvalita výrobku.
Čína je mamutem v oblasti lisování vložek. Zajišťuje nákladově efektivní výrobu. V zemi byly vybudovány továrny na vysoké úrovni a kvalifikovaná pracovní síla. Čína je výrobcem univerzálních materiálů. Vede celosvětovou produkci.
Tento článek pojednává o vstřikování vložek, jeho procesu, typech vložek, materiálech, konstrukci, dostupných návodech, jeho použití, výhodách a srovnání s procesy vstřikování v současné výrobě.
Co je vkládací lisování?
Vstřikování je proces lisování plastů. Sestavený díl, obvykle kovový, se vloží do formy. V dalším kroku se kolem ní vstřikuje roztavený plast. Když plast ztvrdne, plastová vložka se stane součástí konečného výrobku. Tato technika se používá v elektronickém a automobilovém průmyslu a také v průmyslu zdravotnických zařízení.
Velkou výhodou vkládacího lisování je pevnost a stabilita. Plastové díly s kovovou vložkou jsou z hlediska mechanické pevnosti pevnější. Lze je také závitovat a postupem času se méně opotřebovávají. To je zásadní zejména u těch dílů, které by měly být mnohokrát šroubovány nebo přišroubovány.
Typy vložek
Vložky používané při vstřikování mají různé druhy, které se používají podle účelu.
Kovové vložky
Nejrozšířenější jsou kovové vložky. Ty jsou buď ocelové, mosazné, nebo hliníkové. Používají se na závitové otvory kvůli konstrukční nebo mechanické pevnosti.
Elektronické vložky
Elektronické součástky, které lze tvarovat do podoby plastu, jsou senzory, konektory nebo malé obvody. To zaručuje jejich bezpečnost a zkrácení montážních procesů.
Ostatní materiály
Některé destičky jsou vyrobeny z keramiky nebo kompozitů, které se používají pro speciální účely. Používají se v případech, kdy je vyžadována tepelná odolnost nebo izolace.
Výběr správné vložky
Rozhodnutí by záviselo na roli dílu a typu plastu. Mezi hlavní patří kompatibilita, pevnost a trvanlivost.
Proces vstřikování
Jednostupňové lisování zahrnuje vložení kovového nebo jiného prvku do plastového nástroje. Vložka se vkládá do konečného výrobku. Jedná se o silnější a rychlejší proces ve srovnání s následnou montáží dílů.
Příprava vložky
Vložka se opláchne, aby se z ní odstranily všechny nečistoty, mastnota nebo rez. Občas se také přetře nebo zdrsní, aby se přilepila k plastu. Při předehřátí na teplotu 65-100 °C ji horký plast nezničí.
Umístění vložky
Vložka se do formy vkládá velmi opatrně. Roboti ji mohou vkládat do velkých továren. Pevně ji drží kolíky nebo svorky. Umístění vpravo zabrání pohybu při lisování.
Vstřikování plastů
Toho se dosáhne vstříknutím roztaveného plastu, který obklopí vložku. Jejich teplotní rozsah se pohybuje mezi 180 a 343 °C. Tlak je 50-150 MPa. Aby byl tlak pevný, měl by se udržovat 5 až 60 sekund.
Chlazení
Jedná se o ztuhnutí plastu. U menších součástí trvá 10-15 sekund, u větších součástí 60 sekund a více. Chladicí kanály zabraňují zahřívání.
Vysunutí dílu
Forma a vyhazovací kolíky vytlačí díl ven. Poté mohou následovat drobné dokončovací práce nebo ořezávání.
Důležité body
Roztažnost kovu a plastu není stejná. Předehřev a konstantní řízená teplota formy snižují napětí. Toho se dosahuje pomocí senzorů v moderních strojích, aby se dosáhlo jednotnosti výsledků z hlediska tlaku a teploty.
Klíčové parametry:
Parametr
Typický průmyslový rozsah
Efekt
Teplota vstřikování
180-343 °C
Záleží na druhu plastu (vyšší pro PC, PEEK).
Vstřikovací tlak
50-150 MPa (≈7 250-21 750 psi)
Musí být dostatečně vysoká, aby vyplnila okolí vkládaných povrchů, aniž by je posunula.
Doba vstřikování
2-10 s
Kratší pro malé díly; delší pro větší součásti
Udržovací tlak
~80% vstřikovacího tlaku
Aplikuje se po vyplnění, aby se materiál zhutnil a zmenšily se smršťovací dutiny.
Doba držení
~5-60 s
Závisí na materiálu a tloušťce dílu
Typy běžných injekcí, které je třeba tvarovat
Existují různé typy vložek používaných při vstřikování plastů, které závisí na použití. Každý z typů přispívá k pevnosti a výkonnosti konečného dílu.
Kovové vložky se závitem
Závitové vložky mohou být ocelové, mosazné nebo hliníkové. Umožňují potenciální několikanásobné šroubování a šroubování, aniž by došlo k porušení plastu. Ten je běžný v automobilech, domácích spotřebičích a elektronice.
Vložky pro lisování
Lisované vložky jsou takové, které se instalují do lisované součásti bez dalšího upevnění. Jak plast chladne, drží vložku a velmi dobře a silně ji stabilizuje.
Vložky s tepelným nastavením
Poté následuje proces tepelného vytvrzování vložek. Po vychladnutí se horká vložka do určité míry spojí s okolním plastem a vytvoří velmi pevný spoj. Obvykle se používají v termoplastech, např. v nylonu.
Ultrazvukové vložky
Při vibracích se instalují ultrazvukové vložky. Plast se v oblasti kolem vložky roztaví a ztvrdne, čímž se vytvoří těsné uložení. Jedná se o přesnou a rychlou metodu.
Výběr správné vložky
Volba pravé a levé strany závisí na typu plastu, konstrukci dílu a předpokládaném zatížení. Výběr kovových vložek byl proveden na základě pevnosti a speciální vložky, jako jsou tepelně nastavitelné vložky a ultrazvukové vložky, byly hodnoceny na základě přesnosti a trvanlivosti.
Konstrukční pravidla v oboru vstřikování plastů
Konstrukce dílů, které mají být vloženy pomocí lisování, by měla být řádně naplánována. Přesný návrh zajišťuje vysokou míru spojitelnosti, přesnosti a stálosti.
Umístění vložky
Vložky se vkládají tam, kde jsou v dobré poloze, aby je mohl podepřít plast. Nesmí být v těsné blízkosti stěn nebo tenkých hran, protože by mohlo dojít k prasklinám nebo deformaci.
Tloušťka plastu
Vždy se ujistěte, že stěny obklopující vložku mají stejnou tloušťku. V důsledku náhlé změny tloušťky může dojít k nerovnoměrnému ochlazení a smrštění. Vložka má obvykle tloušťku 2-5 mm, což je z hlediska pevnosti a stability dostatečné.
Kompatibilita materiálů
Vezměte plast a vycpěte jej lepicími materiály. Příkladem je nylon, který lze použít s mosaznými nebo nerezovými vložkami. Je třeba se vyvarovat směsí, které se nadměrně zahřívají.
Návrh formy
Přidejte do formy dobrou polohu vrat a chladicí zařízení. Plast se musí volně pohybovat po vložce a nesmí zachycovat vzduch. Teploty se stabilizují pomocí kanálků a zabraňují deformaci.
Tolerance
Správné tolerance vložených součástí konstrukce. K dokonalému usazení destičky bez vůle a tvrdosti stačí malý prostor vůle 0,1-0,3 mm.
Vlastnosti výztuže
Vložka by měla být podepřena žebry, vzpěrami nebo klíny. Při jejich použití se tyto vlastnosti široce rozloží, čímž se zabrání praskání nebo pohybu vložek.
Nevhodné materiály pro výrobu přetlaků pro použití v procesu vstřikování vložek
Ideálním postupem je vstřikování s vložkou; plast se však snadno taví a snadno teče po celou dobu vstřikování. Plast by měl být také připevněn k vložce, aby vznikl robustní díl. Přednost se dává termoplastům, protože mají správné tavné a tokové vlastnosti.
Styren akrylonitril butadien styren
ABS je nejen rozměrově výhodný, ale také se s ním snadno pracuje. Je nejlépe použitelný pro spotřební elektroniku a další výrobky, které vyžadují vysokou úroveň přesnosti a stability.
Nylon (polyamid, PA)
Nylon je pevný a pružný. Obvykle se svařuje s kovovými vložkami do konstrukčních prvků, např. automobilových držáků nebo stavebních dílů.
Polykarbonát (PC)
Polykarbonát je nejen odolný proti praskání, ale také houževnatý. Uplatňuje se především při výrobě krytů pro elektroniku a zdravotnické vybavení a dalších zařízení, která vyžadují odolnost.
Polyetheretherketon (PEEK)
PEEK má konkurenční výhodu oproti tepelným a chemickým. Uplatní se ve vysoce výkonném strojírenství, leteckém a lékařském průmyslu.
Polypropylen (PP)
Polypropylen není viskózní a nereaguje ani na velké množství chemických látek. Používá se na domácí a spotřební zboží a na automobilové díly.
Polyethylen (PE)
Polyethylen je levný a také pružný. Primárně se používá v osvětlovací technice, např. v obalech nebo ochranných pouzdrech.
Termoplastický polyuretan (TPU) a termoplastický elastomer (TPE)
TPU a TPE jsou měkké, pružné a podobné gumě. Jsou ideální pro přetváření rukojetí, těsnění nebo dílů, které vyžadují tlumení nárazů.
Výběr správného materiálu
Výběr materiálu pro výrobu výlisků je dán funkčností dílu, úkolem vložky a jejím fungováním. Kromě toho, že by měl poskytovat požadovanou pevnost a pružnost, měl by být také dobře tekutým plastem spojujícím vložku.
Geometrie dílu a umístění vložky:
Tato funkce platí pro všechny díly.
Geometrie dílu a umístění vložky:
Jedná se o funkci, kterou lze použít na jakoukoli část.
Udržení destičky závisí na tvaru dílu. Umístění destičky by mělo být takové, aby kolem ní byl dostatečný plast. Člověk by neměl mít pojistku příliš blízko hran nebo úzkých stěn, protože by mohla prasknout nebo se ohnout.
Plast obklopující vložku by měl mít hladkou tloušťku. Náhlá změna tloušťky může mít za následek buď nerovnoměrné ochlazení, nebo smrštění. V případě vložky je s ohledem na pevnost a stabilitu dostatečná běžná tloušťka plastu 2-5 mm.
Konstrukčními prvky, které lze použít k podepření vložky, jsou žebra, průvlaky a klíny. Při jejich použití dochází k rozptýlení napětí a potlačení pohybu. Po správné instalaci vložky má člověk jistotu, že je díl na svém místě a že účinně funguje.
Technické srovnání termoplastů pro vkládací lisování
Materiál
Teplota tání (°C)
Teplota formy (°C)
Vstřikovací tlak (MPa)
Pevnost v tahu (MPa)
Rázová pevnost (kJ/m²)
Smršťování (%)
Typické aplikace
ABS
220-260
50-70
50-90
40-50
15-25
0.4-0.7
Spotřební elektronika, pouzdra
Nylon (PA6/PA66)
250-290
90-110
70-120
70-80
30-60
0.7-1.0
Automobilové držáky, nosné díly
Polykarbonát (PC)
270-320
90-120
80-130
60-70
60-80
0.4-0.6
Skříně pro elektroniku, lékařské přístroje
PEEK
340-343
150-180
90-150
90-100
15-25
0.2-0.5
Letectví, lékařství, chemické aplikace
Polypropylen (PP)
180-230
40-70
50-90
25-35
20-30
1.5-2.0
Automobilové díly, obaly
Polyethylen (PE)
160-220
40-60
50-80
15-25
10-20
1.0-2.5
Obaly, pouzdra pro nízké zatížení
TPU/TPE
200-240
40-70
50-90
30-50
40-80
0.5-1.0
Rukojeti, těsnění, pružné součásti
Výhody vkládacích výlisků
Silné a odolné díly
Proces vstřikování zahrnuje spojení plastu a kovu do jednoho celku. Díky tomu jsou součásti odolné, robustní a lze je používat opakovaně.
Snížená montáž a práce
Vložka se vloží do plastu a není nutná žádná další montáž. To šetří čas a práci a snižuje možnost chyb při montáži.
Přesnost a spolehlivost
Vložka je pevně spojena s lištou. Tím je zaručeno, že rozměry jsou stejné a mechanická pevnost se zvyšuje, čímž se zvyšuje spolehlivost dílů.
Flexibilita designu
Výroba složitých konstrukcí pomocí vstřikování by byla obtížná při běžné montáži. Pro splnění funkčních požadavků je možné použít kov a plast v nové kombinaci.
Nákladová efektivita
Vložkování také snižuje plýtvání materiálem a náklady na montáž při velkých objemech výroby. Zvyšuje efektivitu a celkovou kvalitu výrobků, a proto je dlouhodobě nákladově efektivní.
Použití vkládacích výlisků
Automobilový průmysl
Automobilový průmysl je typickou aplikací vkládání výlisků. Plastové součásti mají kovové vložky, které dodávají součástem, jako jsou držáky, části motoru a konektory, pevnost. Díky tomu je montáž méně náročná a trvanlivost větší.
Elektronika
Elektronika. Výhodou vkládaného lisování je, že je možné do plastového pouzdra přidat konektory, senzory a obvody. To zaručí bezpečnost křehkých součástek a relativně usnadní proces montáže.
Zdravotnické prostředky
Technologie vstřikování vložek je velmi využívaná v lékařských přístrojích, které vyžadují vysokou přesnost a dlouhou životnost. Uplatňuje se při výrobě chirurgických přístrojů, diagnostických zařízení a odolných kombinací plastů a kovů.
Spotřební zboží
Spotřební zboží, jako je elektrické nářadí, spotřebiče a sportovní vybavení, se většinou lisuje pomocí vkládacích forem. Zpevňuje a zjednodušuje montážní proces a umožňuje ergonomické nebo složité konstrukce.
Průmyslové aplikace, letectví a kosmonautika.
Na stránkách vkládání výlisků se používá také v těžkém průmyslu a letectví. Vysoce výkonné plasty plněné kovem mají lehké a pevné součásti, které jsou odolné proti teplu a opotřebení.
Použité materiály
Způsob vstřikování s vložkou vyžaduje vhodné materiály pro plast a vložku. Výběr povede k výkonu, stabilitě a výkonnosti.
Kovové vložky
Kovové vložky se obvykle používají proto, že jsou hrubé a odolné. Jedná se především o ocel, mosaz a hliník. U dílů se zatížením lze použít ocel, mosaz nemůže podléhat korozi a hliník je lehký.
Plastové vložky
Plastové vložky jsou odolné proti korozi a lehké. Používají se v aplikacích s nízkým zatížením nebo v dílech, které nejsou vodivé. Plastové vložky lze také tvarovat do složitých tvarů.
Keramické a kompozitní vložky.
Keramické a kompozitní destičky se používají k dosažení tepelné, otěruvzdorné nebo chemické odolnosti. Obvykle se používají v leteckém průmyslu, lékařství a průmyslu. Keramika je odolná vůči vysokým teplotám a kompozity jsou také tuhé, ale mají nízkou tepelnou roztažnost.
Termoplastické předlisky
Okolí vložky je z termoplastu, který je zpravidla plastem. Mezi dostupné varianty patří ABS, nylon, polykarbonát, PEEK, polypropylen, polyethylen, TPU a TPE. ABS je tvarovatelný, stabilní, nylon je pružný a pevný a polykarbonát je nárazuvzdorný materiál. TPU a TPE jsou měkké a gumovité materiály, které se používají jako těsnění nebo úchyty.
Kompatibilita materiálů
Předpokládá se, že plast a kov rostou ve vzájemném poměru, aby se eliminovalo pnutí nebo deformace. Plasty musí být k vložce přilepeny pro případ, že by se neměly oddělit. U plastových vložek by měl materiál přetlaku získat lepidlo, aby se zajistila jeho pevnost.
Tipy pro výběr materiálu
Zvažte zatížení, teplotu, chemické látky a expozici konstrukce dílu. Kovové vložky jsou odolné, plastové vložky jsou lehké a keramika odolá extrémním podmínkám. Materiál overmold musí být schopen splnit všechny funkční požadavky.
Analýza nákladů
Vložený plast umožní ušetřit peníze, které by byly použity na upevnění jednotlivých dílů. Snížení úrovně montáže bude znamenat snížení počtu dělníků a zrychlení výroby.
Počáteční náklady na výrobu forem a nástrojů jsou vyšší. Multiplexní formy se sadou vložek v určité poloze jsou dražší. Jednotkové náklady jsou však nižší při velkém objemu výroby.
Volba materiálu je také faktorem nákladů. Plastové vložky jsou levnější než kovové. PEEK je vysoce výkonný plast, který je ve srovnání s běžně používanými plasty, včetně ABS nebo polypropylenu, nákladný.
Celkově bude cena vstřikování při středním až velkém objemu výroby minimální. Ušetří čas montáže, zlepší kvalitu dílů a sníží dlouhodobé výrobní náklady.
Problémy s lisováním vložek
Navzdory vysoké účinnosti vkládacích forem má i své problémy:
Tepelná roztažnost: U kovu a plastu se projeví rozdíly v rychlosti, a tedy i deformace.
Vložte pohyb: Vložky se mohou pohybovat již během vstřikování, pokud nejsou pevně zafixovány.
Kompatibilita materiálů: Ne všechny plasty jsou kompatibilní se všemi kovy.
Náklady na nástroje a seřízení malých forem: Nástroje a seřízení formy mohou být při velmi malých množstvích nákladné.
Tyto problémy jsou omezeny na minimum díky dobré konstrukci, přípravě formy a kontrole procesu.
Budoucnost vkládacích forem
Vkládací lisování je ve fázi vývoje. Ke zvýšení efektivity se využívají nové materiály, zdokonalené stroje a automatizace, příležitostí se stává také 3D tisk a hybridní výrobní procesy. Díky své schopnosti vyrábět lehké, pevné a přesné díly vzhledem k nutnosti dílů bude vstřikování významným výrobním procesem.
Pokud jde o asistenci s Sincere Tech
V případě vstřikování a přetlačování nabízíme vysoce kvalitní, správná a spolehlivá řešení vstřikování u Sincere Tech. Naše technologie a ruční pracovníci zajistí, že každý díl bude odpovídat vašim požadavkům. Jsme silní v oblasti dlouhodobých, složitých a úsporných výlisků pro automobily, elektroniku, zdravotnictví a spotřební zboží. Váš výrobní proces je snadný a efektivní, a to díky naší době realizace a skvělému zákaznickému servisu. Přecházíte k Sincere Tech a se společností budete pracovat v souladu s přesností, kvalitou a vaším úspěchem. Důvěřujte nám a nechte pro nás realizovat své návrhy správně, spolehlivě a podle průmyslových standardů.
Závěr
Vkládání výlisků je výrobní proces, který je flexibilní a efektivní. Umožňuje konstruktérům použít jedinou výkonnou součást, která je kombinací kovu a plastu. Využití vstřikování v průmyslu v průběhu let je způsobeno jeho výhodami, mezi které patří výkon, přesnost a nízké náklady. Spolu s pokrokem v oblasti materiálů a automatizace však získává stále větší jistotu. Řešení výroby pomocí vkládacích forem představuje v kontextu moderní výroby úsporu času, snížení nákladů a vysokou kvalitu výrobků.
https://plas.co/wp-content/uploads/2026/01/2-1.jpg10801920Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2026-01-25 21:20:252026-01-25 21:20:28Co je vkládací lisování? Proces, použití a výhody
Jednou z nejvlivnějších technologií, která se ve výrobě rozšířila, je vstřikování kovů. Modernizační procesy v průmyslových odvětvích, jako je vstřikování MIM, se v současné době opírají o tento proces, zatímco globální efektivita roste díky využívání čínských řešení vstřikování kovů. Tyto nástroje, jako jsou systémy vstřikování kovů, jsou velmi účinné při výrobě přesného designu a nové výrobní metody, jako je vstřikování kovů, umožňují vyrábět výkonné, komplikované a spolehlivé kovové součásti. Nejdůležitější je, že vynález techniky vstřikování kovů změnil průmyslový potenciál do té míry, že dnes společnosti získaly nová měřítka efektivity a kvality.
Co je vstřikování kovů?
Vstřikování kovů (MIM), známý také jako vstřikování kovů, je inovativní výrobní proces, který kombinuje přesnost vstřikování plastů s pevností a stabilitou kovů. Umožňuje výrobu složitých, malých a velmi přesných kovových součástí, jejichž výroba běžnými obráběcími postupy by jinak byla náročná nebo neekonomická.
Tato technologie se stala základem moderní výroby, zejména v takových odvětvích, jako je letectví, automobilový průmysl, lékařské přístroje, elektronika a obrana. Vstřikování MIM umožňuje výrobcům tvarovat složité tvary, minimalizovat plýtvání materiálem a zajistit vysoce kvalitní konečné výsledky.
Hlavní charakteristiky vstřikování kovů
Komplexní geometrie: Dokáže vyrobit díly tvarů, které by nebylo možné vyrobit běžným obráběním.
Vysoká přesnost: Dodržuje přísné standardy klíčových složek.
Účinnost materiálu: V porovnání s tradičním zpracováním kovů se minimalizuje množství šrotu a odpadu.
Škálovatelnost: Může podporovat výrobu prototypů v malých sériích i velkosériovou výrobu.
Nákladově efektivní: Snižuje potřebu práce a sekundárních procesů a vyrábí díly s dlouhou životností.
Vstřikování kovů v Číně na vzestupu
Vstřikování kovů v Číně patří v posledních letech ke světové špičce ve výrobě přesných kovových dílů. Čínští výrobci jsou nyní díky svým vyspělým technologiím, kvalifikovaným inženýrům a konkurenceschopným výrobním kapacitám výhodnou destinací pro podniky po celém světě, které potřebují cenově dostupné, ale kvalitní kovové součásti.
Vznik čínského vstřikování kovů je ukazatelem technologického průlomu a dlouhodobých investic do stávajících výrobních zařízení. Čína investovala do svých kapacit v oblasti vstřikování MIM a ve spojení se škálovatelnou výrobou dokázala posílit svou dominanci v automobilovém, leteckém a kosmickém průmyslu, elektronice, zdravotnickém vybavení a obranném průmyslu.
Důležité hnací síly pro rozvoj čínského vstřikování kovů
Pokročilé technologie
Na stránkách Čínští výrobci používáme nejlepší vybavení a automatizované výrobní linky, díky čemuž je zajištěna přesnost a konzistence všech vyráběných dílů.
Kvalifikovaná pracovní síla
Zapojení skupin inženýrů a techniků s dlouholetými zkušenostmi v oblasti vývoje vstřikování kovů přispívá k optimalizaci výroby a úrovně kvality.
Nákladová konkurenceschopnost
Výrobní náklady v Číně jsou relativně nízké, a proto by se čínské vstřikování kovů mohlo stát životaschopnou alternativou pro firmy, které potřebují snížit náklady, aniž by to mělo vliv na kvalitu.
Rychlá škálovatelnost
Čínská zařízení jsou schopna zvládnout výrobu prototypů v malém měřítku i výrobu ve velkém měřítku, a jsou proto dobrým partnerem pro světový průmysl.
Globální standardy kvality
Současné čínské společnosti zabývající se vstřikováním kovů splňují mezinárodní normy, jako je ISO a RoHS, a proto je jejich výroba spolehlivá a certifikovaná.
Proces vstřikování kovů?
Vstřikování kovů je komplexní výrobní proces, který poskytuje flexibilitu vstřikování plastů s výkonem a dlouhou životností kovu. Umožňuje výrobcům vyrábět drobné, komplikované a extrémně přesné kovové díly, které je obtížné nebo nákladné vyrobit běžným obráběním.
V nejzákladnější podobě je proces založen na práci s jemnými kovovými prášky, pojivy a speciálními formami. Vstřikování MIM umožňuje konstruktérům snadno vyrábět velkoobjemové, velmi složité díly, které přitom mají dobré, přísné tolerance a mechanické vlastnosti.
Krok 1: Příprava vstupních surovin
Počáteční fází je příprava vstupní suroviny, která je směsí jemných kovových prášků a polymerního pojiva. Jedná se o pojivo, které napomáhá toku kovového prášku při vstřikování a tvaru dílu až do jeho spékání.
Klíčové body:
Velikost a rozložení kovového prášku jsou velmi důležité pro kvalitu výsledného dílu.
Výběr pojiv má vliv na tokové vlastnosti a odbednění.
Homogenní míchání se používá k dosažení rovnoměrné hustoty a pevnosti v každé části.
Pro dosažení úspěchu při vstřikování kovů je nutné správně připravit vstupní surovinu, aby všechny díly splňovaly přísné požadavky na rozměry a vlastnosti.
Krok 2: Vstřikování
Připravená surovina se vstříkne do tzv. vstřikovací formy na kov a určí se tvar a vlastnosti dílu. Konstrukce formy je velmi důležitá pro zajištění vysoké přesnosti a prevenci vzniku vad.
Výhody vstřikování v rámci MIM:
Vytváří některé z nejsložitějších geometrií s minimálním druhotným obráběním.
Zajišťuje vysokou přesnost při výrobě velkých množství.
Minimalizuje plýtvání ve srovnání s konvenčními metodami obrábění.
V této fázi je výlisek označován jako zelený díl, který má pojivo, ale není dostatečně hustý. Výrobci jsou díky vstřikování MIM schopni vyrábět díly se složitým designem a velmi úzkými tolerancemi, které by jinak bylo obtížné vyrobit jinými výrobními technikami.
Krok 3: Odlepování
Odstranění pojiva musí být provedeno až po formování, což se označuje jako odstraňování pojiva. Toho lze dosáhnout:
Tepelné odbednění: Zahříváním složky dochází k odpařování pojiva.
Rozpouštědlová vazba: Pojivo rozpuštěné v chemickém roztoku.
Katalytické odbedňování: Katalyzátor se používá k odbedňování při nízkých teplotách.
Efektivní odbednění vede k tomu, že součást nepraská ani se nedeformuje, což je zásadní pro zachování přesnosti při vstřikování kovů.
Krok 4: Spékání
Sloučenina se slinuje při zvýšené teplotě, která je nižší než teplota tání kovu. Během spékání:
Částice kovů se taví a vytvářejí hmoty, které se stávají pevnějšími.
Při konstrukci formy dochází k mírnému smršťování, které je zohledněno.
Získávají se konečné mechanické vlastnosti, které zahrnují tvrdost a pevnost v tahu.
Spékání je změna dílu, který byl předtím slabým zeleným dílem, ale nyní je z něj plnohodnotný díl s vysokou pevností. Tento krok je nezbytný pro zajištění spolehlivosti a trvanlivosti výrobků vyrobených pomocí vstřikování kovů.
Krok 5: Následné zpracování a kontrola kvality.
Po spékání mohou díly přilnout k dalším procesům, jako např.:
Povrchová úprava (leštění, povlakování nebo pokovování).
Zajištění lepších vlastností ohřevem.
Kontrola, zda splňuje požadavky na konstrukci.
Kontrola kvality zajišťuje, že komponenty pro vstřikování kovů odpovídají průmyslovému standardu a jsou spolehlivé při zvoleném použití.
Vlastnosti vynikající vstřikovací formy na kov
Rozměrová přesnost
Kvalitní vstřikování kovů zaručuje přesnost rozměrů a jednotné tolerance všech součástí vyráběných vstřikováním kovů. Přesnost minimalizuje sekundární obrábění a je důležitá pro taková odvětví, jako je letecký a automobilový průmysl a zdravotnické přístroje.
Odolnost
Odolné formy jsou vyrobeny z materiálů odolných proti opotřebení, které jsou odolné proti opotřebení a vydrží všechny cykly vysokého tlaku a teploty. Odolné formy se používají při vstřikování kovů v Číně, aby byla zajištěna efektivita výroby a stejná kvalita dílů.
Tepelný management
Vhodná tepelná regulace zabraňuje deformacím a rovnoměrnému ochlazování v procesu vstřikování MIM. Tím se zajistí rovnoměrná hustota, pevnost a povrchová úprava každé součásti.
Snadná údržba
Moderní formy se snadno udržují díky vyměnitelným dílům, které minimalizují prostoje a prodlužují jejich životnost. Výroba vstřikováním kovů je díky účinné údržbě plynulá a spolehlivá.
Komplexní geometrie
Vynikající formy mohou vytvářet složité tvary tenkých stěn a jemných prvků. To umožnilo vstřikování kovů vyrábět díly, které by jinak nebylo možné vyrobit běžnými výrobními prostředky.
Výkon a inovace vstřikování kovů
Technologická síla
Vstřikování kovů je vysoce přesný a sofistikovaný výrobní a inženýrský proces, který umožňuje průmyslovým odvětvím vyrábět malé, složité a vysoce pevné díly nákladově efektivním způsobem. Síla dané technologie spočívá v tom, že kombinuje flexibilitu konstrukce vstřikování plastů s mechanickou pevností kovu, které dříve nebylo možné dosáhnout tradičními přístupy. Společnosti, které uplatňují koncept vstřikování plastů MIM, využívají výhod rychlejších výrobních cyklů, kvalita výrobků je vždy zachována a společnosti mohou být při navrhování výrobků inovativní.
Průmyslové aplikace
Díky inovativnímu využití vstřikování kovů je lze použít ve velmi rozmanitých průmyslových odvětvích, a to v automobilovém, leteckém a kosmickém průmyslu, v lékařských přístrojích, spotřební elektronice i v obranném průmyslu. Využitím výhod čínského vstřikování kovů mohou společnosti využívat cenovou dostupnost řešení, aniž by to mělo vliv na výkon, a vyrábět komponenty, které jsou v tomto odvětví na vysoké úrovni.
Materiál pro vstřikování kovů
Kovové prášky
Jemné kovové prášky jsou hlavními složkami procesu vstřikování kovů, které určují pevnost, trvanlivost a vlastnosti složení konečných výrobků. Mezi běžně používané prášky patří nerezová ocel, titan, slitiny niklu a měď. Použitý prášek určuje tvrdost, korozi a namáhání. Prášky vysoké kvality jsou nutné k tomu, aby bylo zaručeno, že se při vstřikování MIM vyrábějí díly, které jsou homogenní, mají vysoké mechanické vlastnosti a mohou dobře fungovat, když jsou vystaveny náročným úkolům.
Vazba materiálů
Další důležitou složkou vstupních surovin pro vstřikování kovů jsou pojiva. Jedná se o propofol a při vstřikování a tvarování bobtnají jako dočasná lepidla, která spojují kovové prášky. Pojiva se pak při procesech odstraňování po vytvarování s velkou péčí odstraňují. Volba použitého pojiva rozhoduje o hladkém toku během procesu tvarování, přesnosti rozměrů a bezchybném konečném výrobku. Odstranění pojiva je jedním z nejdůležitějších procesů efektivní výroby v procesu vstřikování kovů.
Kompozitní a speciální materiály
V pokročilejších aplikacích lze použít kompozitní materiály nebo směsi kovů a keramiky. Jedná se o speciální materiály, které umožňují výrobcům, včetně těch, kteří se zabývají vstřikováním porcelánu, vyrábět komponenty se specifickými vlastnostmi, jako je vysoká tepelná odolnost, lehká konstrukce nebo zvýšení mechanické pevnosti. Při pečlivém výběru a kombinaci takových materiálů je možné pomocí vstřikování kovů dosáhnout náročných požadavků takových průmyslových odvětví, jako je letecký průmysl, zdravotnické přístroje, elektronika a obrana.
Výběr použitého materiálu
Materiály použité při vstřikování kovů mají přímý vliv na konečný výsledek mechanické síly dílu, povrchovou úpravu a tepelnou stabilitu dílu. Konstruktéři musí vzít v úvahu prvky, jako je velikost částic, jejich distribuce, kompatibilita s pojivem a vlastnosti při spékání, aby maximalizovali výrobu. Správná volba materiálů znamená, že díly, které jsou vyráběny pomocí vstřikování MIM, jsou nejen funkční, ale také spolehlivé a odolné ve sféře, v níž budou používány.
Budoucí potenciál
Neustálý vývoj materiálů, vývoj forem a spékacích procesů zaručuje, že vstřikování kovů je jednou z nejoblíbenějších technologií přijatelné přesné výroby. Konstruktéři nyní mohou vyrábět součásti s lepšími mechanickými vlastnostmi, nižší hmotností a delší životností. Pokračující vývoj koncepce vstřikování kovů nabízí ještě větší perspektivy technologického pokroku v průmyslovém designu, efektivitě výroby a výkonnosti výrobků.
Vstřikování kovů: Kdy je to nutné?
V případě složitých a přesných dílů
Použití vstřikování kovů je nezbytné proto, že průmyslová odvětví potřebují velmi složité, detailní a miniaturní kovové součásti, které se nedají efektivně vyrobit běžnými technikami obrábění a odlévání. S pomocí tzv. vstřikování MIM bude výrobcům umožněno dosáhnout jemných detailů, tenkých stěn a detailních tvarů při zachování pevnosti a přesnosti.
Kde je důležitá pevnost a odolnost
To je nezbytné v případech, kdy se vyžaduje odolnost součástí vůči vysokému tlaku, teplu a mechanickému namáhání. Výrobky vyrobené vstřikováním kovů jsou velmi pevné, odolné proti opotřebení a spolehlivé, a proto nacházejí uplatnění v průmyslových odvětvích, jako je automobilový průmysl, letectví a obrana.
Při požadavku na velký objem výroby
Vstřikování kovů se doporučuje v případě, že společnosti potřebují masovou výrobu svých výrobků se stálou kvalitou. Vstřikování kovů v Číně je použitelné v mnoha průmyslových odvětvích k realizaci efektivní výroby, velkého objemu a nákladově efektivní výroby bez snížení rozměrové přesnosti.
Kdykoli záleží na efektivitě nákladů
V případech, kdy je upřednostňována minimalizace odpadních materiálů, pracovního času a sekundárního zpracování, je vhodnou volbou vstřikování kovů. Vyznačuje se vysokou efektivitou výroby a zároveň vysokou kvalitou, a proto je jedním z nejekonomičtějších výrobních řešení.
Které materiály jsou přijatelné při vstřikování kovů?
Vstřikování kovů je ve prospěch vysoce výkonných materiálů. Mezi nejběžnější patří nerezová ocel, nástrojová ocel, titan, niklové slitiny, měď a magnetické slitiny. Všechny materiály se vybírají v závislosti na potřebných vlastnostech, kterými mohou být pevnost, tvrdost, odolnost proti korozi, tepelná odolnost a trvanlivost. To vytvořilo flexibilitu MIM, která umožňuje uspokojit intenzivní požadavky v automobilovém, lékařském, leteckém a kosmickém průmyslu, elektronice a průmyslovém strojírenství.
Nerezová ocel
Nejběžnějším materiálem používaným při vstřikování kovů je nerezová ocel. Je vysoce odolná proti korozi, pevná a trvanlivá, a proto ji lze použít ve zdravotnickém vybavení, potravinářských zařízeních, automobilových dílech a spotřebních výrobcích. Takové třídy, jako jsou 316L a 17-4PH, jsou oblíbené díky svým vynikajícím mechanickým vlastnostem a spolehlivosti.
Nástrojová ocel
Nástrojová ocel se volí vždy, když součástky vyžadují extrémní tvrdost, odolnost proti opotřebení a houževnatost. Nachází uplatnění v řezných nástrojích, součástech průmyslových strojů, ozubených kolech a konstrukčních prvcích s vysokým namáháním/oděrem. Nástrojová ocel zaručuje dlouhou životnost a vysokou rozměrovou stálost v zátěžových situacích.
Titan
Titan je velmi ceněný kov pro vstřikování s nízkou hmotností a vysokou pevností. Nabízí také velmi dobrou odolnost proti korozi a biokompatibilitu, a proto je opět ideálním materiálem pro použití v leteckých komponentech, vysoce výkonných strojírenských dílech a lékařských implantátech, jako jsou ortopedické a zubní přístroje.
Slitiny niklu
Slitiny niklu se používají v případech, kdy musí být součást odolná vůči vysokým teplotám, korozi a náročným pracovním podmínkám. Poskytují vynikající tepelnou stabilitu, odolnost proti oxidaci, díky čemuž jsou ideální pro letecké součásti, zařízení pro chemické zpracování a vysokoteplotní mechanické sestavy.
Měď
Při vstřikování kovů se používá měď, která vyžaduje vysokou elektrickou a tepelnou vodivost. Obvykle se vyskytuje v elektronických dílech, dílech pro odvod tepla, konektorech a elektrickém hardwaru. Měď je také dobře odolná proti korozi a je optimální, pokud je vyžadována přesná elektrotechnika.
Magnetické slitiny
Součásti, které vyžadují vysoké magnetické vlastnosti, se vyrábějí z magnetických slitin, jako jsou měkké magnetické nerezové oceli a slitiny obsahující železo. Nacházejí široké uplatnění v senzorech, motorech, elektronických zařízeních, automobilových systémech a v přesných elektrických aplikacích. Poskytují vysokou úroveň magnetických vlastností a mechanické pevnosti.
Použití vstřikování kovů
Automobilový průmysl
Vstřikování kovů je také důležitým procesem v automobilovém průmyslu, protože se při něm vyrábějí vysoce pevné a přesné díly, jako jsou převodovky, držáky, části motoru a bezpečnostní systémy. Výrobci mohou pomocí vstřikování MIM vytvářet složité tvary, které by konvenčním obráběním nebyly ekonomicky proveditelné. Schopnosti čínského vstřikování kovů jsou pro mnoho společností zásadní také proto, aby mohly vyrábět ve velkých množstvích a přitom nebyly na úkor kvality.
Lékařství a zdravotnictví
Zdravotnický průmysl má z hlediska použití vstřikování kovů velký přínos, protože je schopen vyrábět malé, přesné a biokompatibilní díly. Vstřikování kovů se používá k výrobě chirurgických nástrojů, ortodontických rovnátek, ortopedických implantátů a krytů přístrojů. Mezi materiály, které tento proces podporuje, patří nerezová ocel a titan, díky čemuž je velmi odolný a efektivní při použití ve zdravotnictví, kde je velmi potřebný.
Letectví a obrana
Spolehlivost a výkonnost jsou ve světě letectví a obrany velmi důležité. Pomocí vstřikování kovů se běžně vyrábějí lehké, ale vysoce pevné součásti, jako jsou součásti turbín, konstrukční kování, součásti zbraní a přesné konektory. Pomocí vstřikování MIM mohou průmyslová odvětví dosáhnout vysoké rozměrové přesnosti, pevnosti a konzistence, které jsou ve vysoce rizikovém prostředí nezbytné.
Spotřební elektronika
Vstřikování kovů se v elektronickém průmyslu používá k výrobě velmi malých a detailních dílů, jako jsou konektory, panty, součásti telefonů a hardwarové komponenty. Přesnost vstřikování MIM a efektivita vstřikování kovů v Číně jsou příznivým impulsem pro hromadnou výrobu vysoce odolných, hladkých a lehkých elektronických dílů.
Konstrukce průmyslových strojů a nástrojů.
Průmyslové stroje a strojírenské nářadí se rovněž spoléhají na použití vstřikování kovů při výrobě houževnatých a otěruvzdorných součástí. Část řezných nástrojů, zámků, spojovacích prvků a mechanických sestav se obvykle vyrábí pomocí vstřikování kovů. Díky tomu jsou průmyslové výrobky schopny fungovat, vydržet a zůstat efektivní při používání i v náročných podmínkách.
Průmyslové výhody vstřikování kovů
Efektivita nákladů
Vstřikování kovů je velmi levné. Výrobci mohou používat složité díly s minimem odpadních materiálů (při vstřikování MIM) a nízkými pracovními náklady. Společnosti, které jsou závislé na vstřikování kovů v Číně, mohou získat kvalitní součásti za nízkou cenu.
Přesnost a složitost
Tento proces umožňuje vyrábět složité, vysoce přesné díly, které by jinak bylo obtížné nebo nemožné vyrobit tradičními technikami. Dokončené funkce, malé tolerance a nové konstrukce jsou podpořeny vstřikováním kovů, které je vhodné pro aplikace v leteckém, lékařském a automobilovém průmyslu.
Konzistence a spolehlivost.
V řízených výrobních procesech se používá tzv. vstřikování kovů, díky němuž každý díl splňuje přísné požadavky. Použití vstřikování MIM a zařízení pro vstřikování kovů v Číně nabízí pravidelnou a spolehlivou výrobu, která minimalizuje chyby a přepracování.
Všestrannost
Procesem vstřikování kovů lze vyrábět součásti pro různá průmyslová odvětví, jako je zdravotnické vybavení, elektronika a obrana. Je flexibilní, a proto mohou výrobci účinně reagovat na dynamické potřeby trhu.
Udržitelnost
Minimalizuje množství odpadních materiálů a energie spotřebované v procesu, a proto je vstřikování kovů výrobním procesem šetrným k životnímu prostředí. Vstřikování MIM podporuje udržitelnou výrobu bez snížení kvality.
O společnosti Dong Guan Sincere Tech
Dong Guan Sincere Tech je čínský výrobce přesné výroby, který se zabývá vstřikováním kovů (MIM) a sofistikovanými technickými řešeními. Díky dlouholetému působení v oboru, nejnovějším technologiím a velmi profesionálnímu týmu techniků se můžeme pochlubit tím, že patříme mezi nejlepší a nejdůvěryhodnější výrobce kovových výlisků v Číně.
Nabízíme kompletní služby, jako je vstřikování MIM, řešení pro vstřikování kovů do porcelánu, konstrukce vstřikovacích forem, vývoj dílů na zakázku a vysoce přesná výroba komponentů pro automobilový, lékařský, letecký, elektronický a průmyslový průmysl. Naše současné výrobní závody, řízení kvality a dodržování inovací zajišťují, že vše, co vyrobíme, bude překračovat standardy kvality, trvanlivosti a přesnosti, jak vyžadují a požadují mezinárodní normy.
Naším mottem v Dong Guan Sincere Tech je poskytovat nejlepší kvalitu za rozumnou cenu a poskytovat vynikající služby našim zákazníkům, což z nás činí spolehlivou volbu pro klienty po celém světě. V případě, že potřebujete nejlepší služby v oblasti vstřikování kovů v Číně, pak jste našli tu nejlepší společnost, na kterou se můžete spolehnout, že vám poskytne to nejlepší.
Závěrečné myšlenky
Vstřikování kovů není technika, ale revoluce v přesném strojírenství. Svět je nyní inovativnější, efektivnější a spolehlivější díky vývoji vstřikování MIM, přesnosti každé vstřikovací formy na kovy, výkonu vstřikování kovů, stejně jako technologický průlom vstřikování METAL. Cesta této technologie se nadále vyvíjí a v zásobě jsou další, které mohou přinést další možnosti do budoucí průmyslové výroby.
Co je vstřikování kovů (MIM)?
Vstřikování kovů je sofistikovaný výrobní proces, který zahrnuje použití kovového prášku a pojiva k vytvoření složitých a vysoce pevných kovových součástí. Umožňuje vytvářet detailní, přesné a odolné díly, které nelze snadno vytvořit tradičním obráběním.
Kterým průmyslovým odvětvím lze vstřikování kovů nabídnout?
Vstřikování kovů našlo široké uplatnění v automobilovém, leteckém a kosmickém průmyslu, v lékařském vybavení, v elektronice, v obraně a v průmyslových zařízeních. Je ideální pro výrobu malých, složitých a vysoce přesných součástí, které musí mít vysokou úroveň pevnosti a výkonu.
Jaké jsou důvody, proč by měla být společnost Dong Guan Sincere Tech vybrána pro poskytování služeb MIM?
Dong Guan Sincere Tech je předním a nejrenomovanějším výrobcem vstřikování kovů v Číně. Navrhujeme a vyrábíme vysoce kvalitní produkci, technologie, kontrolu kvality, konkurenceschopné ceny a profesionální podporu inženýrů, abychom dosáhli vysoce kvalitního výstupu v jakémkoli projektu.
Jste schopni plnit velkosériovou výrobu?
Ano, vyrábíme také v malých i velkých sériích. Disponujeme moderním zařízením a vysoce kvalifikovaným personálem, které nám umožňují zajistit vysokou úroveň konzistence a efektivity při hromadné výrobě projektů a zároveň zachovat přesnost a spolehlivost.
Jaké jsou materiály pro vstřikování kovů?
Používá se velmi rozmanitá škála materiálů, jako je nerezová ocel, titan, niklové slitiny a speciální výkonné kovy. Aby byl zaručen dobrý výkon výrobku, je každý materiál vybírán s ohledem na pevnost, trvanlivost, odolnost proti korozi a použití.
https://plas.co/wp-content/uploads/2026/01/2.jpg414736Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2026-01-08 02:09:452026-01-09 02:33:33Vstřikování kovů: průvodce novou revolucí ve výrobě
V rychlém světě zdravotnictví jsou přesnost, čistota a dodržování předpisů více než jen módní slova a jsou neoddiskutovatelným požadavkem. Jednou ze základních technologií, která umožňuje vyrábět bezpečné, účinné a škálovatelné zdravotnické prostředky, je vstřikování plastů pro zdravotnictví. Vstřikování plastů, které dává podobu injekčním stříkačkám a katétrům, chirurgickým nástrojům a diagnostickým krytům, je důležité pro moderní medicínu tím, že vytváří její součásti.
Za zmínku stojí faktor výběru důvěryhodného výrobce lékařských vstřikovacích forem. Správný dodavatel zaručí, že váš výrobek bude odpovídat přísným průmyslovým normám, bude pracovat s maximální přesností a zůstane hospodárný při velkých výrobních sériích. Selhání může mít významné negativní dopady, jako je stažení výrobku z trhu nebo porušení shody s předpisy, případně ohrožení bezpečnosti pacienta.
Tento článek obsahuje seznam 10 nejlepších společnosti zabývající se vstřikováním plastů pro zdravotnictví z různých částí světa. Kritéria pro posuzování společností zařazených na seznam jsou velmi přísná, počínaje certifikacemi, inovacemi, jejich celosvětovou přítomností a předchozími výsledky. Navzdory skutečnosti, že globální povaha odvětví zahrnuje hráče z mnoha regionů, omezili jsme výběr pouze na dvě čínské společnosti, přičemž jednou z nich je Sincere Tech, a ostatní jsou distribuovány v USA, Evropě a Izraeli.
Co je vstřikování plastů pro zdravotnictví?
Jedná se o specifický výrobní proces, který se používá k výrobě vysoce přesných a kvalitních plastových součástí pro lékařství a zdravotnictví. Zahrnuje vstřikování roztaveného plastu do speciálně opracované formy a jeho ochlazování, dokud neztuhne a nezíská konečný tvar.
Klíčové vlastnosti:
Přesnost a čistota: Lékařské výlisky musí splňovat přísné tolerance a jsou používány v čistých prostorách, aby se zabránilo kontaminaci.
Biokompatibilní materiály: Používejte zdravotnické plasty, jako je polykarbonát, polypropylen a PEEK, které jsou bezpečné pro použití v lidském těle nebo s ním.
Dodržování předpisů: Výrobci musí dodržovat normy, jako jsou ISO 13485, FDA a CE, aby byla zaručena bezpečnost a účinnost.
Velký objem a opakovatelnost: Ideální pro výrobu velkých sérií jednotných sterilních dílů, jako jsou injekční stříkačky, infuzní soupravy, diagnostická pouzdra, artroskopy, chirurgické nástroje a zařízení pro dávkování léků.
Kritéria výběru
Následující kritéria pomohla rozhodnout, která společnost byla nejlepší ve vstřikování plastů pro lékařské účely,
1. Certifikace ISO 13485 a dodržování předpisů
Mezinárodně uznávanou normou pro systémy řízení kvality v odvětví zdravotnických prostředků je norma ISO 13485. Kromě toho musí společnosti při prodeji svých výrobků splňovat předpisy FDA a CE.
2. Pokročilé technologie a možnosti čistých prostor
Společnosti musí být schopny pracovat v čistých prostorách (třída ISO 7 nebo lepší) a využívat nejmodernější technologie vstřikování (mikroformování a vstřikování více výstřiků), aby splňovaly hygienické normy, normy týkající se kontaminace atd.
3. Lékařské zaměření a zkušenosti v oboru
Spolehlivost a odbornost v oblasti výroby lékařských komponentů mají bohatou historii. Společnosti, které působí v oblasti zdravotnictví již dlouhou dobu, také lépe rozumí regulacím a požadavkům na výkon.
4. Velká klientská základna v oblasti zdravotnictví a globální dosah
Globální společnosti budou mít robustní infrastrukturu pro kontrolu kvality, logistiku a regulaci, aby mohly lépe sloužit nadnárodním výrobcům zdravotnických OEM.
5. Výzkum a vývoj a možnosti přizpůsobení
Nabízejí nejen výrobu, ale také inženýrskou podporu, návrh pro výrobu (DFM) a partnerství v oblasti inovací při rychlém a efektivním uvádění nových výrobků do života.
10 nejlepších společností zabývajících se vstřikováním plastů pro zdravotnictví.
Jedná se o jedny z předních světových výrobců v oboru vstřikování plastů pro zdravotnictví. Tito výrobci, kteří byli vybráni na základě přísných kritérií, jako jsou certifikace kvality, technologický pokrok, globální přítomnost a závazek k inovacím, se těší důvěře předních značek zdravotnických prostředků po celém světě. Zde je 10 nejlepších:
1. Sincere Tech (Čína)
Sincere Tech je jedním z předních čínských výrobců zabývajících se vstřikováním plastů pro zdravotnictví pro globální zákazníky. Společnost Sincere Tech je důvěryhodným zdrojem vysoce přesných lékařských dílů, které se vyrábějí v čistých prostorách, při rychlé výrobě prototypů a v sériové výrobě. Věnují se kvalitě tím, že dodržují normy ISO 13485, vyspělé nástroje a přísné validační procesy. Kromě toho mohou zdravotničtí OEM výrobci zadat celý proces, včetně návrhu formy, výroby a dokonce i montáže, což z něj činí kompletní službu u různých společností.
Webové stránky: https://www.plasticmold.net/
Profil společnosti:
Společnost Sincere Tech se již více než 15 let specializuje na výrobu forem a přesných plastových dílů v Číně. Díky své kvalifikaci podle normy ISO 13485 a vysoce kvalitním čistým prostorám nabízí důležité díly pro globální zdravotnické OEM výrobce, kteří hledají přísné tolerance. Tato společnost se zabývá návrhem forem, zpracovává nástroje a provádí sekundární zpracování, a to vše ze stejného místa. Protože dokáže řídit vývoj výrobku od prvních kroků až po sériovou výrobu, je pro zdravotnickou výrobu cenná.
Obsluhovaná odvětví:
Zdravotnické prostředky, automobilový průmysl, elektronika a obaly.
Proč si vybrat Sincere Tech?
Naše továrna na přesné lisování ve zdravotnictví splňuje přísnou normu ISO 13485.
Poskytuje veškeré služby, počínaje návrhem, prototypováním a konče výrobou.
Možnost lisovat díly v čistých prostorách pro výrobky bez kontaminace.
Je třeba zajistit dobrou kvalitu a validaci.
Nabízíme konkurenceschopné ceny malým i velkým globálním klientům.
2. Phillips-Medisize (USA)
Phillips Medisize je společnost Molex a průmyslový titán v oblasti integrovaného podávání léků, diagnostických zařízení a lékařské elektroniky. Jako kompletní poskytovatel služeb v oblasti vstřikování plastů pro zdravotnictví má celosvětovou působnost a hluboké odborné znalosti v oblasti složitých sestav. Disponují nejmodernějšími zařízeními s čistými prostory, která poskytují služby v oblasti návrhu a prototypování a také automatizované velkosériové výrobní služby v případě potřeby. Společnost je předním inovátorem řešení pro propojení digitálního zdraví a pokročilého sledování výrobků.
Profil společnosti:
Společnost Phillips-Medisize, která působí jako divize společnosti Molex, se celosvětově zaměřuje na výrobu zařízení pro podávání léků, diagnostiku a propojené zdravotnictví. Společnost má mezinárodní zastoupení v USA, Evropě a Asii a disponuje čistými prostory od třídy ISO 7 až po třídu 8. Poskytuje služby v každém kroku, stará se o návrh, vývoj, testování a kompletní výrobu. Mezi jejich klienty patří některé z předních světových farmaceutických společností a společností vyrábějících zdravotnické prostředky.
Obsluhovaná odvětví:
Podávání léků, diagnostika a lékařská elektronika.
Proč si vybrat Phillips-Medisize?
Mezinárodní provoz rozšířený o automatizaci a udržovaný v čistých prostorách.
Znalost propojeného zdraví a používání digitálních technologií.
Historie úspěšné spolupráce s předními společnostmi z oblasti MedTech.
Všechny naše provozy po celém světě splňují normy ISO 13485 a FDA.
Zkušenosti s řešením potřeb velkých výrobních projektů.
3. Tessy Plastics (USA)
Společnost Tessy Plastics již desítky let zajišťuje vysoce přesné vstřikování plastů ve zdravotnictví a je známá svou certifikací ISO 13485. Veškeré produkty, od nástrojů až po vše od automatizace po validaci, má ve vlastní režii. Zcela se spoléhají na oblast zdravotnictví a vyrábějí širokou škálu chirurgických, diagnostických a nositelných zdravotnických prostředků, které v úzké spolupráci s klienty a partnery zaručují vyšší spolehlivost, snadnou rozšiřitelnost a soulad s globálními předpisy. Disponují také schopnostmi mikroformování a vkládání forem pro choulostivé součásti.
Profil společnosti:
Společnost Tessy Plastics působí od roku 1976 v New Yorku v USA jako rodinný podnik v oblasti přesného vstřikování plastů. Zdravotnická část společnosti Bosch klade důraz na chirurgické, diagnostické a nositelné přístroje, které jsou vyráběny podle přísných standardů kvality. Tessy při své práci kombinuje automatizaci, pokročilé nástroje a montážní procesy. Inženýrský personál společnosti spolupracuje s klienty na řešení problémů v oblasti designu, předpisů a rychlého uvedení na trh.
Obsluhovaná odvětví:
Zdravotnické, elektronické a spotřební zboží.
Proč si vybrat Tessy?
Všechny kroky od návrhu až po prodej spadají pod jednu autoritu.
Nabízí mikrotvarování a vstřikování vložek jako své nejsilnější stránky.
Více než 40 let výroby zdravotnických prostředků.
Společnost disponuje čistými prostory třídy ISO 7.
Společnost je držitelem certifikátu ISO 13485 a snaží se splňovat všechny požadavky na zdravotnické prostředky.
4. Gerresheimer (Německo)
Společnost Gerresheimer je celosvětovým lídrem v oblasti lékařských a farmaceutických obalů s významnou divizí vstřikování plastů, která je schopna vyrábět systémy pro podávání léků, vstřikované diagnostické přístroje a předplněné injekční stříkačky. Udržuje několik výrobních zařízení s čistými prostory a pracuje podle nejpřísnějších regulačních norem. Díky své vertikální integraci od návrhu výrobku přes výrobu forem až po konečnou montáž je preferovaným partnerem farmaceutických společností po celém světě.
Profil společnosti:
Lékařské a farmaceutické obalové společnosti široce uznávají společnost Gerresheimer a její dlouholeté zkušenosti se vstřikováním plastů. Společnost působí celosvětově na více než 30 pracovištích a poskytuje zákazníkům výrobky od inzulinových per až po inhalátory a diagnostické soupravy. Společnost je silná, protože pokrývá celou škálu služeb, od návrhu až po vytvoření finálního obalu. Díky své vyspělé infrastruktuře může vyrábět velké zdravotnické prostředky, které vyhovují mnoha předpisům.
Obsluhovaná odvětví:
Farmaceutika, zdravotnictví a diagnostika.
Proč si vybrat společnost Gerresheimer?
Výrobní řešení, která zahrnují celý systém.
Na různých místech po celém světě existují zařízení s certifikací čistých prostor.
Nový vývoj v oblasti obalů i zařízení.
Spoléhá na nás mnoho předních farmaceutických organizací.
Dodržování všech lékařských předpisů EU a USA.
5. Nypro Healthcare (Jabil - USA)
Společnost Nypro Healthcare je součástí společnosti Jabil a dodává velkoobjemová řešení vstřikování plastů pro zdravotnictví pro vysoce složité a vysoce regulované trhy. Díky svým automatizačním schopnostem a technické podpoře má společnost Nypro výrobní závody po celém světě. Zaměřuje se na sofistikované lékařské aplikace, jako je injekční podávání léků, diagnostické systémy a minimálně invazivní chirurgické nástroje. Společnost Nypro spolupracuje se zákazníky na základě partnerského modelu a dbá na zajištění výzkumu a vývoje, výroby prototypů a výroby.
Profil společnosti:
Společnost Nypro, která patří do skupiny Jabil Healthcare, poskytuje kompletní služby CDMO a vstřikování plastů pro zdravotnické prostředky. V pěti světových regionech zajišťuje společnost Nypro velkosériovou výrobu pro chirurgické, diagnostické a lékové obory. Díky svým dovednostem v oblasti automatizace, dodržování předpisů a zmenšování výroby mohou klienti předstihnout konkurenci. Na začátku také pracují na inženýringu, vybírají důležité materiály , a staví prototypy.
Obsluhovaná odvětví:
Systémy pro podávání léků, diagnostiku a chirurgii.
Proč si vybrat společnost Nypro?
Výrobní závody v několika zemích se schopností rozšiřovat výrobu.
Podrobná znalost pravidel na regulovaných trzích.
Lepší automatizace a montáž přinášejí výrobcům automobilů výhody.
Včasná týmová spolupráce mezi výzkumem a vývojem a raným designem.
Přední poskytovatel v oblasti výroby vysoce rizikových zdravotnických prostředků.
6. Röchling Medical (Německo)
Společnost Röchling Medical, součást skupiny Röchling Group, nabízí komplexní řešení vstřikování plastů pro zákazníky z farmaceutického, diagnostického a zdravotnického průmyslu. Jsou celosvětově dostupná v Evropě, USA a Číně. Mezi kompetence společnosti Röchling patří inženýrství a dodržování předpisů, lisování v čistých prostorách. Jejich portfolio zahrnuje vše od komponent pro laboratorní čipy až po zakázková pouzdra chirurgických přístrojů, často vyráběná v plně validovaném prostředí třídy 7.
Profil společnosti:
Společnost Röchling Medical působí jako součást skupiny Röchling Group, která pomáhá farmaceutickému, diagnostickému a MedTech průmyslu po celém světě. Specializuje se na lisování v čistých prostorech, laboratoře na čipu a pouzdra pro přístroje, které vyrábí v Německu, USA a Číně. Společnost Röchling disponuje technickou asistencí, regulačními funkcemi a plnou podporou při řízení výrobků od začátku až do konce. Výrobní systémy v těchto závodech podporují omezené i velké výrobní série.
Obsluhovaná odvětví:
Diagnostické, farmaceutické a chirurgické nástroje.
Proč si vybrat?
Firmy působí v několika zemích Evropy, Číny a Spojených států.
K dispozici jsou rozsáhlé výrobní služby pro čisté prostory.
Práce v prostředí lisování třídy 7 a třídy 8.
Poskytování technické pomoci pro následující předpisy.
Máme schopnosti vyvíjet zakázkové komponenty pro lékařské použití.
7. Seaway Plastics Engineering (USA)
Společnost Seaway Plastics, která se specializuje na výrobu malých až středních objemů, je důvěryhodným partnerem pro výrobce OEM v oblasti zdravotnictví, kteří vyžadují rychlé provedení a flexibilní podporu. Její služby zahrnují vstřikování do čistých prostor, vlastní výrobu nástrojů a montážní služby. Společnost Seaway se proslavila zejména v segmentu ortopedických a chirurgických přístrojů. Společnost rovněž poskytuje protokoly o validaci IQ/OQ/PQ, z čehož je zřejmé, že její výrobky jsou vysoce regulované.
Profil společnosti:
Společnost Seaway Plastics nabízí vstřikování plastů v malých až středních objemech především společnostem vyrábějícím lékařské přístroje. Zařízení v čistých prostorách třídy ISO 7 umožňuje výrobu forem, jakož i validaci a montáž finálních výrobků. Společnost Seaway se prosazuje především v oblasti ortopedických a chirurgických nástrojů. Vzhledem k rychlým výrobním lhůtám se na tyto společnosti obracejí zájemci jak o vzorky, tak o projekty malého rozsahu.
Obsluhovaná odvětví:
Ortopedie, chirurgické nástroje a diagnostika.
Proč si vybrat?
Nabízí se rychlá výroba prototypů a malý počet vzorků.
Nabízíme vývoj a podporu vlastních testovacích a automatizovaných nástrojů.
Můžete se spolehnout, že naše zařízení jsou certifikována podle normy ISO 13485 a regulována úřadem FDA.
Speciální lisování citlivých součástí je možné v čistých prostorách.
Nabízí zákazníkovi naprostou flexibilitu.
8. MedPlast (nyní Viant - USA)
Tato společnost je nyní známá jako Viant a je velmocí ve výrobě zdravotnických prostředků. Provádí smluvní výrobní činnosti, včetně vstřikování plastů, vytlačování, montáže, balení a sterilizace. Jejich dovednosti v oblasti lisování přesahují implantabilní zařízení, diagnostické soupravy a systémy pro podávání léků. Důraz společnosti Viant na konstrukci pro vyrobitelnost (DFM) a intenzivní kontrolu kvality z nich činí ideálního poskytovatele pro vysoce rizikové lékařské aplikace.
Profil společnosti:
Společnost vystupuje pod značkou Viant a nabízí celou řadu výrobních procesů zdravotnických prostředků, například vstřikování a sterilizaci. Její podnikání se rozšiřuje na trhy s ortopedickými, diagnostickými a jednorázovými přístroji. Díky dovednostem společnosti Viant v oblasti DFM a vnitřním regulačním zdrojům jsou řešení vytvářena tak, aby byla bezpečná a škálovatelná. Po celém světě je rozmístěno více než 25 zařízení společnosti Vifor Pharma, kde uplatňují své regulační know-how.
Obsluhovaná odvětví:
Implantabilní zařízení, diagnostika a chirurgické systémy.
Proč si vybrat ?
Nabízí služby v oblasti návrhu pro výrobu, lisování a sterilizace.
Prokazatelné zkušenosti s poskytováním péče o obtížně léčitelné zdravotní problémy.
Navrženo pro svět, vyrobeno pro svět.
Objednávku můžete podle potřeby změnit a kvalita všech produktů je kontrolována.
Všechna naše zařízení jsou certifikována podle norem ISO 13485 a FDA.
9. Technoplast (Izrael)
Společnost Technoplast je novým hráčem v oblasti přesného lisování plastů pro lékařské účely se sídlem v Izraeli. Mezi produkty, které nabízí, patří návrh výrobků, rychlá výroba prototypů až po sériovou výrobu s velkým důrazem na lékařské komponenty na míru. Mezi její klienty patří nadnárodní výrobci zdravotnických prostředků a je známá rychlostí uvádění na trh, protože její operace jsou velmi agilní a má silné oddělení výzkumu a vývoje. Společnost Technoplast je mimořádně silná (kardiologie, diagnostika, jednorázové přístroje).
Profil společnosti:
Technoplast je izraelská společnost, která dodává pokročilé plastové výlisky pro použití ve zdravotnických prostředcích. Společnosti poskytují pomoc při navrhování výrobků, výrobě prototypů, výrobě forem a výrobě předmětů ve velkém měřítku. Společnost Technoplast je uznávána za to, že je flexibilní, provádí efektivní výzkum a vývoj a má zkušenosti s výrobou výrobků pro kardiologii, diagnostiku a jednorázové výrobky. Rychlé dodávky a nízké výrobní náklady jsou pro společnost nejvyššími prioritami.
Obsluhovaná odvětví:
Kardiologie, diagnostika a jednorázová zařízení.
Proč si vybrat Technoplast?
Zlepšení výstupů díky agilním akcím a rychlému vytváření prototypů.
Vysoce přesná výroba forem pro detailní lékařské díly.
Inovativní výzkum a vývoj pro lékařské účely.
Vysoké tempo uvádění výrobků na trh.
Certifikace ISO 13485 je spojena s výrobky vyhovujícími normám CE a FDA.
10. TK Mold (Čína)
Dvě a poslední čínské společnosti z tohoto seznamu, TK Mold, jsou známé pro vysoce přesné nástroje a služby vstřikování plastů. Zabývá se výrobou forem a komponentů pro zdravotnictví a vyváží výrobky do Severní Ameriky, Evropy a na další asijské trhy. Jejich silnou stránkou je inženýrský návrh a schopnost uvést tyto nápady v život jak prostřednictvím výroby forem, tak i malosériové až středněsériové výroby. TK Mold vlastní certifikovaný dokument ISO, dodržuje mezinárodní zdravotnické normy. Proto jsou vhodnou společností, které lze zadat výrobní práce.
Profil společnosti
Společnost TK Mold je v Číně dobře známá díky vysoce kvalitním vstřikovacím formám a dílům pro zdravotnická zařízení. Její zákazníci v Severní Americe, Evropě a Asii dostávají formy pro čisté prostory pro aplikace třídy 7. Formy jsou podporovány po celou dobu od původního návrhu přes výrobu středních sérií až po postprodukční kroky. Protože jsou držiteli certifikátu ISO 13485 a splňují mezinárodní normy, získali si důvěru jako zahraniční partner.
Obsluhovaná odvětví
Zdravotnictví, elektronika a automobilový průmysl.
Proč si vybrat?
Pro výrobu se používá pouze malý počet profesionálně navržených forem.
Věnovat zvláštní pozornost inovacím v oblasti strojírenství.
Certifikováno podle ISO a v souladu s lékařskými směrnicemi.
Poskytování odborných znalostí EU, USA a Asii.
Cenově dostupné metody spolupráce s výrobci OEM.
Budoucí vyhlídky společností zabývajících se vstřikováním plastů pro lékařské účely.
S rozvojem zdravotnického průmyslu se očekává, že se společnosti zabývající se vstřikováním plastů pro lékařské účely budou rozvíjet v několika zásadních aspektech. Zde se dozvíte, jaká je budoucnost:
1. Přijetí inteligentních materiálů
Společnosti investují do materiálů, jako jsou antimikrobiální, biologicky odbouratelné nebo bioresorbovatelné polymery, které poskytují lepší funkčnost.
Tyto dodávky umožňují používat bezpečnější a udržitelnější zdravotnické prostředky na jedno použití.
2. Expanze do oblasti mikrofluidiky a miniaturizace
Stále více zpracovatelských firem je nuceno vytvářet velmi malé a složité součástky pro laboratoře na čipu, nositelné senzory a diagnostická zařízení.
Pro udržení konkurenceschopnosti bude zapotřebí schopnost mikrotvarování.
3. Integrace automatizace a průmyslu 4.0
Pokročilá automatizace a analýza dat v reálném čase však umožní společnostem zvýšit efektivitu procesů, sledovatelnost a kontrolu kvality.
Chytré továrny s propojenými systémy budou minimalizovat lidské chyby a zvýší se produktivita.
4. Přizpůsobení a výroba na vyžádání
Poptávka po personalizovaných zdravotnických prostředcích roste, a proto společnosti zavádějí flexibilní sériovou výrobu.
Rychlá výroba prototypů a aditivní výroba mohou vylepšit tradiční procesy tváření.
5. Udržitelnost a dodržování předpisů v oblasti životního prostředí
Světová nařízení nutí podniky recyklovat, snižovat množství odpadu a spotřebu energie a omezovat používání nerecyklovatelných plastů.
Výrobci přijímají ekologické iniciativy a postupy v rámci oběhového hospodářství.
6. Zvýšená regulační kontrola
S příchodem nových a inovativních materiálů a technologií mohou společnosti očekávat přísnější protokoly o validaci, sledovatelnosti a shodě.
V zájmu zachování přístupu na trh bude třeba investovat do odborných znalostí v oblasti byrokracie.
7. Strategická partnerství s firmami z oblasti MedTech
Společnosti navazují užší spolupráci se zdravotnickými výrobci OEM, aby mohly společně inovovat inovativní řešení citlivá na duševní vlastnictví.
Zapojení do rané fáze návrhu se stane konkurenční výhodou.
Závěr
Je důležité vybrat nejlepšího výrobce vstřikovacích forem na lékařské plasty, abyste zajistili, že váš zdravotnický prostředek bude úspěšný z hlediska bezpečnosti, rozsahu výroby a dodržování všech předpisů. V tomto seznamu jsou uvedeny elitní světové společnosti, které nejen dodržují technické a regulační požadavky zdravotnického průmyslu, ale přinášejí také inovativní a zákaznicky orientovaná řešení.
Počínaje světovými giganty, jako jsou Phillips-Medisize a Gerresheimer, až po úzce specializované společnosti, jako jsou Sincere Tech a Technoplast, každá z nich má určité osvědčené odborné znalosti a schopnosti v oblasti zdravotnictví. Ať už vyvíjíte nový diagnostický nástroj, nebo rozšiřujete výkon zavedeného strojního zařízení, spolupráce s některým z těchto spolehlivých dodavatelů vstřikovacích forem pro zdravotnictví vás postaví do čela specifikací kvality a konkurenčního boje.
Renomovaní poskytovatelé vstřikování plastů pro zdravotnictví zaručují, že si udrží náskok, pokud jde o kritéria kvality a konkurenční postavení na trhu.
Nejčastější dotazy
1. Co je to vstřikování plastů pro zdravotnictví?
Jedná se o výrobní proces, při kterém se vyrábějí vysoce přesné plastové díly pro lékařské aplikace v prostředí se speciálním vybavením a materiály v rámci vysokých regulačních norem.
2. Proč je certifikace ISO 13485 důležitá pro společnosti zabývající se výrobou lékařských forem?
Zajišťuje, že společnost dodržuje mezinárodně uznávané standardy systémů řízení kvality v odvětví zdravotnických prostředků, což je klíčem k dodržování předpisů a bezpečnosti výrobků.
3. Které materiály se obvykle používají při vstřikování plastů ve zdravotnictví?
Mezi běžné materiály patří polykarbonát, polypropylen, polyethylen a termoplastické elastomery vhodné pro lékařské účely, které musí být biokompatibilní a sterilizovatelné.
4. Jaký vliv mají čisté prostory na vstřikování plastů ve zdravotnictví?
Čisté prostory představují prostředí bez kontaminace, které je důležité pro výrobu sterilních/citlivých zdravotnických komponent, protože minimalizuje možnost kontaminace částicemi.
5. Je možné, aby se malé firmy vyrovnaly produkci, kterou zde vyrábějí velcí výrobci?
Ano. Řada malých firem poskytuje odborné znalosti, agilní vývoj a služby rychlého prototypování, které jsou skutečně dobrými partnery pro specializované nebo zakázkové práce.
https://plas.co/wp-content/uploads/2025/03/injection-molding-machine.jpg412550adminhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgadmin2025-06-16 15:00:202025-06-16 15:03:0710 nejlepších společností zabývajících se vstřikováním plastů pro zdravotnictví
Čína je lídrem ve výrobě, zejména v oblasti výroby forem. Velká poptávka po vysoce kvalitních plastových výrobcích po celém světě vedla k tomu, že se společnosti po celém světě obracejí na čínské výrobce forem kvůli přesnosti, hospodárnosti a inovacím. Tento příspěvek vám pomůže vyhledat, zda hledáte nejlepšího výrobce forem v Číně, klíčové faktory, které je třeba zvážit při výběru nejlepšího výrobce forem v Číně, výhody spolupráce s výrobcem forem v Číně a jak vybrat výrobce forem v Číně pro vaše podnikání. Proces vstřikování plastů se velmi často používá ve výrobě a spočívá ve vstřikování roztaveného plastu do formy za účelem výroby velmi přesných dílů. Tato metoda je nezbytná v odvětvích, jako je automobilový průmysl, elektronika, zdravotnické přístroje a spotřební zboží. V posledních desetiletích se Čína v oblasti výroby forem vyšvihla na světovou úroveň a je dodavatelem vysoce kvalitních forem za přijatelnou cenu.
Počet čínských výrobců forem se zvýšil tak prudce, že ovlivnil globální trh s levnými a inovativními řešeními. Jedním z důvodů, který vychází z vládní podpory výrobní infrastruktury v Číně, je dominance vstřikování plastů. Čínská výroba vstřikovacích forem zahrnuje tisíce a tisíce malých továren a velké technologicky vyspělé továrny. V těchto podnicích se k přesnému a rychlému vytváření forem používá pokročilé CNC obrábění, elektroerozivní obrábění (EDM) a automatizované procesy. Čínský průmysl výroby forem se rozvíjí a je podporován neustálými investicemi do technologií a kvalifikované pracovní síly, aby splňoval mezinárodní normy kvality. Podniky, které potřebují, aby jejich formy byly vysoce kvalitní, odolné a také nákladově efektivní, musí hledat nejlepšího výrobce forem v Číně. Spolehlivý výrobce forem zajišťuje dobrý design, výběr vysoce kvalitních materiálů a pečlivou kontrolu kvality. V Číně existují společnosti, které se specializují na výrobu forem, aby vyhověly specifikacím klientů a umožnily tak větší flexibilitu a rozdíly ve výrobě.
Tento příspěvek se bude zabývat vstřikování plastů, výroba forem, CNC obrábění, tlakové lití, povrchová úprava, kontrola kvality, vývoj prototypů, zakázkové nástroje, dutiny forem a výběr materiálu."
Růst a rozvoj čínského průmyslu výroby forem
V posledních letech se průmysl výrobců forem v Číně velmi rychle rozvíjí. Čína se stala světovou jedničkou ve výrobě forem. S tím, jak se výroba forem pro vstřikování plastů stále více přesouvá z vyspělých zemí do Číny, se tato země stala hlavním / městem pro výrobu forem a nabízí mnoho výrobcům po celém světě.
Výrobce vstřikovacích forem v Číně působí ve velmi bohatém prostředí, protože Čína má obrovský a diverzifikovaný výrobní průmysl. V moderním výrobním světě jsou plastové formy důležitým faktorem výrobních operací a kvalita těchto plastových forem do značné míry určuje efektivitu a přesnost všech výrobních procesů.
Vzestup čínského průmyslu vstřikovacích forem
Čínský průmysl výrobců plastových forem hraje důležitou roli v čínské výrobě. Přenos technologie výroby forem také představuje rozvoj výrobních schopností země. V posledních 10 letech se čínský průmysl výroby plastových vstřikovacích forem rychle rozvíjel.
V letech 2003 až 2013 rostl tento průmysl stabilně o téměř 19 % ročně. Čínský sektor výrobců vstřikovacích forem v Číně vykázal oproti minulým letům výrazné zlepšení výrobní kapacity, příjmů a lepší míru ziskovosti.
Podle posledních statistik je v Číně v provozu více než 1 500 středně velkých až velkých společností vyrábějících plastové formy. V průběhu let tak jejich celkový roční obrat přesáhl 160 miliard jüanů a vzrostl o více než 27%. Celkové příjmy v zisku vykázaly nárůst o téměř 14 % a dosáhly více než 10 miliard jüanů. Mezitím se rozvíjí domácí technologie výroby forem, místní výrobci se stávají konkurenceschopnějšími na světovém trhu.
Technologický pokrok a postavení na trhu
Nejlepší výrobce forem v čínském průmyslu dosáhl velkého pokroku v technické a výrobní efektivitě. Čínské společnosti si osvojily pokročilé výrobní techniky, které jim umožňují zlepšit přesnost výrobků, jejich trvanlivost a také celkovou kvalitu výrobků.
Navzdory pokroku dosáhl průmysl vstřikovacích forem v Číně značného rozvoje, ale země jako Spojené státy a Japonsko stále vedou trh s vysoce přesnými vstřikovacími formami. S rozvojem Číny se však rozdíly mezi domácími a mezinárodními konkurenty začínají zmenšovat.
Postavení výrobců vstřikovacích forem v čínských společnostech na světovém trhu závisí na tom, zda dokáží integrovat nejmodernější technologie. Vzhledem k tomu, že automatizace, konstrukce řízená umělou inteligencí a přesné strojírenství jsou na vzestupu, mají čínští výrobci ideální příležitost využít své hráče v těchto trendech a získat větší sílu.
Klíčová výrobní centra v Číně
Z geografického hlediska je čínský průmysl výroby forem soustředěn především do dvou hlavních oblastí:
Hlavním centrem výroby a prodeje forem, kde se nacházejí jedny z největších a nejsofistikovanějších výrobních závodů na celém světě, je delta řeky Jang-c'-ťiang.
Dalším důležitým centrem pro výrobu vstřikovacích forem, a to jak na domácím, tak na mezinárodním trhu, je další kritické centrum, a to delta Perlové řeky.
Velká část čínské produkce vstřikovacích forem na plasty je dodávána na trhy včetně automobilového průmyslu, elektroniky, zdravotnických přístrojů a spotřebního zboží.
Na čínském průmyslu forem se podílely také zahraniční investice. Téměř 50 % celkových příjmů a zisku tohoto odvětví pochází z podniků, které jsou financovány investory z Hongkongu, Macaa a dalších mezinárodních trhů. Zapojení těchto zahraničních subjektů pomohlo zavést nové technologie, různé standardy kvality a zvýšit pověst Číny jako nejlepšího místa pro výrobu forem.
Výroba vstřikovacích forem v Číně
Vstřikování je velmi oblíbený výrobní proces používaný pro výrobu plastových dílů, při kterém se roztavený materiál vstřikuje do formy. Jedná se o nezbytný proces používaný mimo jiné v automobilovém průmyslu, elektronice, zdravotnictví a spotřebním průmyslu. Správný výrobce vstřikovacích forem v Číně může naštěstí hrát roli při zlepšování kvality výrobků i efektivity nákladů.
Výhody vstřikování plastů v Číně
Pokročilé CNC obrábění, elektroerozivní obrábění (EDM) atd. Čínští výrobci forem používají vysoce přesná zařízení k výrobě forem s vynikající přesností a pevností.
Globální poptávka po výrobcích - Vzhledem ke globálním požadavkům může mnoho výrobců nabídnout stroje, které pracují v kratších dodacích lhůtách a rychleji uvádějí výrobky na trh.
Návrh formy - Výrobce formy by provedl instalaci a opravu, proto by Čína poskytla nejlepší řešení, pokud by dostala jedinečné specifikace návrhu, zejména u jednoduchých a složitých návrhů forem.
Mnoho čínských výrobců se snaží o ekologické postupy, snižují spotřebu odpadu a energie, používají recyklované materiály a optimalizují efektivitu výroby.
Nejlepší výrobce forem v Číně nabízí vysoce kvalitní formy za mnohem dostupnější ceny ve srovnání se západními zeměmi díky nízkým nákladům na pracovní sílu a materiál.
Čínský průmysl, Výrobci plastových forem v Číně mají malé i velké výrobní schopnosti, které jsou vhodné pro všechny podniky, které potřebují plastové formy.
Zkušený a vybraný výrobce vstřikovacích forem v Číně pomáhá podnikům využívat výhod vyspělé technologie, stabilních výrobních procesů a cenových výhod při zachování vysoké kvality výrobků.
Proces výroby vstřikovacích forem
Moderní výroba je závislá na výrobě vstřikovacích forem, které umožňují vyrábět mnoho plastových dílů ve vysoké kvalitě. Výrobce forem vytvoří nástroj tak, že vypracuje návrh formy a poté jej zpracuje do testovatelného tvaru pro roztavené plastové výrobky. Spolehlivý čínský výrobce vstřikovacích forem postupuje podle zavedených kroků, aby vyrobil formy, které dobře fungují a šetří peníze.
1. Návrh výrobku a formy
Návrháři výrobků na začátku výroby formy vytvoří kompletní 3D model plastového dílu pro technické účely. Konečný návrh výrobku určuje, jak bude forma vytvořena.
Rozměry dílu, materiál a objem výroby.
Počet dutin (formy s jednou nebo více dutinami).
Náš systém zahrnuje způsoby účinného chlazení a vytlačování výlisků.
Optimalizace konstrukce forem je jednodušší díky pokročilým softwarovým systémům CAD a CAE. Zkušené společnosti vyrábějící plastové formy v Číně zkoumají vzorce toku formy, aby předem zjistily případné problémy při výrobě.
2. Výběr materiálu formy
Výběr vhodného materiálu formy přímo ovlivňuje, jak dobře bude váš výrobek fungovat a zůstane neporušený. Zkušený výrobce vstřikovacích forem v Číně pracuje s těmito standardními materiály forem:
Tvrzená ocel se nejlépe hodí pro výrobní linky, které vytvářejí mnoho dílů, protože zůstává pevná i při náročném používání.
Předem kalená ocel: Snadněji se obrábí, ale je vhodná pro střední výrobní série.
Hliník je díky svým lehkým vlastnostem ekonomickým řešením pro výrobu prototypů a malých sérií.
Proces výběru formy závisí na potřebách výroby, typu plastu a době životnosti formy.
3. CNC obrábění a elektroerozivní obrábění
Po schválení návrhu formy náš výrobní tým použije moderní stroje k zahájení výroby.
Systém CNC řídí přesné řezání kovových bloků pomocí počítačového číslicového řízení pro průmyslovou výrobu.
Elektroerozivní obráběcí stroj vytváří složité detaily prostřednictvím elektrických jisker, kterým se stroje CNC nemohou rovnat.
Špičkový výrobce forem v Číně využívá své zkušenosti k dokonalému obrábění každého dílu formy, což snižuje pravděpodobnost výskytu vad výrobku v hotových plastových dílech.
4. Tepelné zpracování a povrchová úprava
Tepelným zpracováním se kovové díly zpevňují, aby byla forma odolnější a účinnější. Díky tepelnému zpracování jsou díly formy pevnější a lépe odolávají výrobním cyklům.
Po tepelném zpracování se forma finálně zpracuje povrchovou úpravou.
Leštění: Vytváří hladký, vysoce kvalitní povrch.
Textura: Proces lisování zahrnuje operace texturování, které dodávají hotovým plastovým výrobkům specifické povrchové vzory.
5. Montáž a montáž forem
Všechny části formy, které byly opracovány a zpracovány, se spojí dohromady a vytvoří hotový systém formy. To zahrnuje:
Systém formy obsahuje jádro plastového tvářecího nástroje i dutinové jednotky.
Vylisovaný výrobek lze vyjmout pomocí vyhazovacích kolíků.
Systém obsahuje kanály, které kontrolují teplotu formy a urychlují výrobní cykly.
Vodicí kolíky a pouzdra pomáhají dílům formy zůstat během výroby správně vyrovnané.
Pro dosažení kvalitních výsledků při vstřikování je třeba správně provést montáž formy. Odborní inženýři z profesionální čínské společnosti vyrábějící vstřikovací formy kontrolují a zdokonalují každý díl formy, dokud dokonale nesedí.
6. Testování plísní a zkušební provoz
Výrobce formy testuje formu pomocí počátečních vstřikovacích operací před zahájením běžné výroby. Tento krok zajišťuje, že:
Forma prokazuje svou schopnost pracovat správně a bez problémů.
Plastové komponenty odpovídají požadavkům na kvalitu, velikost, kvalitu povrchu a pevnost materiálu.
Před zahájením sériové výroby provedou výrobci nezbytné změny ke zvýšení kvality výrobku.
Společnosti vyrábějící plastové formy v Číně testují formy s různými plastovými materiály během zkoušek, aby ověřily jejich výkon a efektivitu výroby.
7. Úpravy formy a konečné schválení
Náš tým provede požadované změny, pokud testování zjistí problémy s výkonem nebo provozem. Ty mohou zahrnovat:
Chladicí systém je třeba upravit, aby lépe odváděl teplo.
Výrobce formy upravuje polohu vyhazovacího kolíku, aby usnadnil vyjímání dílů.
Vylepšujeme povrch dutiny vyhlazením nebo přetvarováním částí formy.
Poté, co forma během kontrol splní všechny normy kvality, je připravena k velkosériové výrobě.
8. Dodávka formy a zahájení výroby
Schválená forma putuje do vstřikovny, kde ji výrobní pracovníci instalují do vstřikovacího stroje. Špičkový čínský výrobce forem poskytuje technickou pomoc a pokyny pro údržbu, aby forma fungovala i v budoucnu.
Faktory ovlivňující náklady na vstřikování plastů
Náklady na plastové formy a vstřikované plastové díly jsou důležitým faktorem, který rozhoduje o celkovém úspěchu výrobního projektu. Náklady na vstřikování plastů ovlivňuje několik věcí: složitost dílu, velikost, povrchová úprava, výběr materiálu, dutiny formy a objem výroby. To mohou podniky studovat, aby optimalizovaly své návrhy a snížily výdaje na zapojení profesionálních výrobců forem.
Složitost návrhu
Náklady na výrobu forem přímo závisí na složitosti součásti. Náročnější nástroje, potřebné inženýrské práce a další zpracování přispívají k vyšší ceně formy. Aby se minimalizovaly náklady, měly by se pokud možno zjednodušit dodatečné, nepotřebné prvky, ostré úhly a detaily. Pokud se podaří některé části konstrukce zjednodušit, může být součást velmi cenově výhodná, aniž by byla obětována její funkce.
Velikost součásti
Větší součástka samozřejmě vyžaduje větší formu, která zase spotřebuje více surovin a času na obrábění. S rostoucí velikostí formy se zvyšují celkové náklady. V případě vstřikovaných dílů je jedním ze základních aspektů konstrukce to, že velikost dílu lze optimalizovat, aniž by to mělo vliv na jeho výkon. Snížení zbytečného objemu (v tomto příkladu zmenšení vanilkových lusků) může pomoci snížit výrobní náklady při zachování celistvosti výrobku.
Výběr materiálu
Náklady na materiál a formu jsou silně ovlivněny typem plastu, který se při lisování používá. Takové plasty, jako jsou vyztužené nebo vysoce výkonné polymery, mají vyšší náklady kvůli své trvanlivosti a specializovaným vlastnostem. Kromě toho, pokud se používají abrazivní nebo tepelně odolné plasty, jako je kalená ocel, jsou nutné, aby odolaly opotřebení, a v důsledku toho zvyšujete celkové náklady. Důležité je vybrat kvalitní materiál, který však nezruinuje banku na výkonu.
Požadavky na povrchovou úpravu
Povrchová úprava výlisku ovlivňuje estetiku i cenu dílu. Výrobci mají možnost zvolit povrchovou úpravu nižšího stupně, SPI Finish B-3, nebo povrchovou úpravu stupně C pro součást, která není součástí viditelné části konečného výrobku. Pokud však chcete pěknou, jakoby kvalitní povrchovou úpravu, budete muset provést další procesní kroky, další náklady, na výrobním procesu.
Počet dutin a objem výroby
V důsledku toho jsou náklady do značné míry závislé na konfiguraci dutiny formy. To znamená, že výroba formy s jednou dutinou by byla levnější, ale náklady na jeden díl jsou vyšší, protože výroba je neefektivní. Formy s více dutinami nebo rodinné formy však představují rychlejší dobu chodu a nižší náklady na jednotku, ale vyšší počáteční náklady na formu.
V takovém případě jsou formy s jednou dutinou pro malé výrobní série možná nákladově nejefektivnější variantou. Přesto však pro velkou výrobu mohou formy s více dutinami výrazně snížit dlouhodobé náklady díky zvýšení výkonu a efektivity výroby.
Metody odhadu nákladů na vstřikování plastů
Při plánování projektu vstřikování plastů se můžete spoléhat na to, že výrobce uvede cenu, což nemusí poskytnout úplnou představu o skutečných nákladech projektu. Existuje mnoho způsobů, jak odhadnout chování nákladů na vstřikování plastů, které podnikům pomohou lépe se rozhodnout. Existují následující metody, které pomáhají při organizovaném výpočtu nákladů pro různé objemy výroby.
Odhad nákladů na vstřikování plastů v malých objemech
Odhad nákladů na základě prvků je poměrně efektivní pro malosériovou výrobu. Náklady na formu značně ovlivňují cenu tohoto dílu, proto se u tohoto dílu při vstřikování v malých objemech často používají techniky rychlého nástrojařství, které umožňují rychlou výrobu formy tak, aby bylo možné vyrobit malý počet forem.
Ceny materiálů jsou přesně odhadnuty podle geometrického tvaru dílu a požadavků na konstrukci. Stejně tak je třeba vybrat správný vstřikovací stroj z databáze se sloupcem dostupných strojů, které optimalizují dobu cyklu na základě geometrie součásti, vlastností materiálu a specifikací stroje.
Dalším důležitým krokem při odhadu nákladů je volba základny formy. Pro výběr nejefektivnější konfigurace formy lze použít standardní velikosti forem od známých dodavatelů forem. Po výpočtu výrobních nákladů a nákladů na materiál pro různá uspořádání dutin lze určit ekonomicky nejvýhodnější uspořádání.
Odhad nákladů pro hromadnou výrobu na základě prvků
Pro velkosériovou výrobu je nejvhodnější metoda odhadu nákladů na prvky. Vzhledem k velkému počtu kusů vyrobených v dané výrobní sérii se náklady na formy rozloží na větší počet kusů a lze použít odolnější, vysoce přesné formy, i když jsou předem dražší.
Na základě aktuálních cen surovin se provádí odhady materiálových nákladů na základě geometrie dílů. Dalším faktorem je výběr nejvhodnějšího vstřikovacího stroje s cílem snížit výrobní náklady a také zkrátit dobu cyklu.
Základnu formy je třeba zvolit podle velikostí a kategorií standardních forem, aby bylo možné vypočítat náklady na formu. Ihned poté se vypracuje potřebné nastavení formy podle geometrie dílu a požadavků na výrobu. Matematické vyhodnocení více konfigurací dutin umožňuje podnikům určit nákladově nejefektivnější dutinu, která kombinuje náklady na materiál, výrobu a formu.
Odhad nákladů na plastové formy
Náklady na výrobu samotné formy lze také určit pomocí jiné metody odhadu nákladů založené na vlastnostech. Rozměry dílu a požadované vlastnosti, jako je počet dutin, by měly určovat záměr standardní velikosti formy. Požadavky na zpracování a celková cena závisí na typu formy, na standardní formě SPI nebo na typu rychlého prototypu pro malosériovou výrobu.
Přístup rychlé výroby forem lze použít k výrobě forem v kratších lhůtách, což může zkrátit dodací lhůty u nízkoobjemových výrobků. V případě hromadné výroby se však vysoce přesné formy vyrobené s ohledem na trvanlivost později ukáží jako méně nákladná varianta.
Přístup k odhadu průměrných nákladů
Kalkulačka nákladů na vstřikování poskytne základní představu o tom, kolik by vstřikovací práce stála bez geometrie dílu. Pro tuto metodu postupného přechodu procesu jsou také potřebné další parametry procesu, jako je výběr materiálu, počet vtoků, počet součástí atd.
Databáze cen pomůže odvodit materiálové náklady na díly, ale přizpůsobitelné parametry, jako je doba cyklu, sazby strojů a náklady na práci, rozdělí výrobní náklady. Po zohlednění nákladů na výrobu forem se vygeneruje podrobný přehled nákladů na materiál, výrobu a výrobu forem, který firmám pomáhá velmi systematicky plánovat rozpočet.
Základní tipy pro nalezení spolehlivé společnosti pro vstřikování plastů v Číně
Výběr výrobce forem v Číně je klíčem k dobré kvalitě výrobků, dobré dodací lhůtě a dobré nákladové kapacitě. Spolupráce s důvěryhodným výrobcem vstřikovacích forem v Číně může mít vliv na úspěch vašeho projektu vstřikování vzhledem ke složitosti procesu vstřikování. Vzhledem k výše uvedenému vám přinášíme šest klíčových bodů, na které byste se měli zaměřit při hledání spolehlivého výrobního partnera.
TIP 1: Zhodnoťte kvalitu produktu
Při výběru výrobce vstřikovacích forem v Číně si musíte stanovit, že nejvyšší prioritou by měla být kvalita výrobku. Je větší šance, že materiál, který používáte, bude vysoce přesný a společnost bude fungovat více způsoby, aby zajistila, že váš výrobek bude také dobrý.
Před uzavřením partnerství proveďte následující kroky:
Chcete-li se seznámit s jejich zkušenostmi a strukturou řízení, navštivte webové stránky společnosti a podívejte se na ně.
Společnost by měla požádat o certifikaci řízení kvality, například podle norem ISO.
Zjistěte, zda má nějaké podrobnosti o jiných minulých projektech (fotografie, případové studie atd.), a požádejte ho o zhodnocení jeho schopností.
Zeptejte se ho, zda má zkušenosti s výrobou podobných produktů.
Renomovaní výrobci forem v Číně mají vždy jasno v tom, jak si stojí z hlediska standardů kvality a předchozí práce.
TIP 2: Ověřte si stabilní výrobní kapacitu
Dalším důležitým faktorem pro výběr výrobce plastových forem v Číně je požadovaná včasná dodávka. Vzhledem k velmi dlouhým dodacím lhůtám spojeným s projekty vstřikování plastů je velmi důležité ověřit si, že výrobce je schopen důsledně dodržovat termíny.
Výrobní kapacita společnosti se zjišťuje pro účely hodnocení.
Podívejte se, jak vypadají jejich zařízení a stroje uvedené na jejich webových stránkách.
Vyhledejte podrobný seznam vstřikovacích strojů a zařízení.
Ujistěte se, že mají dostatek výrobních linek, aby naplnili množství vašich příchozích objednávek.
Musíte však vzít v úvahu, že výrobce vstřikovacích forem v Číně se stabilními výrobními kapacitami a dostatečně vybavenou dílnou vám pomůže vyhnout se zpožděním a dalším neočekávaným problémům.
TIP 3: Zajistěte si profesionální technickou podporu
Proces vstřikování je složitý technický proces a ne všichni konstruktéři výrobků jsou odborníky na výrobu forem. Nejlepší výrobce forem v Číně by vám měl pomoci optimalizovat váš návrh a eliminovat riziko výroby.
Rané fáze na cestě komunikace se zdají být:
Poskytuje výrobce zpětnou vazbu z odborného hlediska ohledně možné konstrukční vady?
Prověřují jejich inženýři proveditelnost návrhu vaší formy?
Jsou schopni navrhnout zlepšení, která zlepší životnost a/nebo nákladovou efektivitu?
Kvalifikovaný výrobce vstřikovacích forem v Číně vám může pomoci zefektivnit váš projekt tím, že vyřeší technické problémy před výrobou formy a zabrání nákladným revizím.
TIP 4: Komunikace je král nebo královna
Spolupráce s výrobcem plastových forem v Číně bez jazykových bariér může způsobit nedorozumění a zpoždění, proto je důležité, aby komunikace probíhala hladce.
Hledejte společnost, která:
Má anglicky mluvící obchodní zástupce, se kterými můžete diskutovat.
Vícejazyční zaměstnanci také zajišťují nepřetržitou komunikaci, i když klíčový kontakt není k dispozici.
Umožňuje přímý přístup k technikovi v pracovním jazyce a technickou diskusi.
Výrobce s dobrými komunikačními dovednostmi mnohem lépe využije váš čas a lépe pochopí, co chcete, čímž dosáhne mnohem vyšší efektivity.
TIP 5: Porovnejte ceny a vyberte si nákladově efektivní řešení
Vstřikování plastů však může být poměrně drahé, proto je velmi důležité najít výrobce forem v Číně, který dokáže nabídnout konkurenceschopné ceny, aniž by byla ohrožena kvalita.
Zajistit nejlepší nabídku:
Požádejte různé výrobce o zaslání více než jedné nabídky.
Porovnejte ceny forem, materiálů a výrobních poplatků a porovnejte časové plány.
Prozkoumejte možnosti snížení nákladů, včetně návrhů forem, které by se vešly do formy ve větším počtu, nebo slev při hromadném nákupu.
Právě s důvěryhodným výrobcem vstřikovacích forem v Číně získáte transparentní cenové nabídky a bude vám schopen pomoci najít řešení, které vyhovuje vašemu rozpočtu, aniž by vás to stálo mnoho peněz.
TIP 6: Ověřte si pověst společnosti
Než se definitivně zavážete k partnerství s výrobcem plastových forem v Číně, je nezbytné získat představu o jeho pověsti na trhu. Záznamy společnosti u předchozích klientů jsou ukazatelem její spolehlivosti a kvality služeb.
Takto lze ověřit pověst výrobce:
Dejte vám jména starých zákazníků, abyste si vyžádali reference a zeptali se na jejich zkušenosti.
Vyhledejte online recenze, komentáře, recenze citované ostatními (Reference) nebo nezávislá hodnocení.
Zjistěte, jak dlouho společnost působí v oboru a s kým spolupracovala, zejména se známými značkami.
Výrobce vstřikovacích forem v Číně s pozitivní zpětnou vazbou od zákazníků a s dobrými zkušenostmi pravděpodobně nabídne vysoce kvalitní výsledek a profesionální služby.
Jak si vybrat nejlepšího výrobce forem v Číně?
Výběr výrobce formy není snadný úkol. Některé z aktérů, na které je třeba myslet, jsou:
1. Zkušenosti a pověst v oboru
Vyhledejte výrobce s historií v tomto oboru. Zkušený výrobce čínských forem by měl mít dlouhé portfolio úspěšných projektů a přečíst si praktické recenze klientů.
2. Výrobní kapacity
Ujistěte se, že vámi vybraný výrobce plastových forem v Číně má vyvinuté stroje a technologie. Vysoce přesnou složitou formu může vyrobit dobře vybavená továrna.
3. Kontrola kvality a certifikace
Výroba forem je zajištěna kvalitou. Certifikace ISO je měřítkem špičkového výrobce forem v Číně a v úvahu je třeba vzít i přísná opatření pro kontrolu kvality.
4. Komunikace a zákaznická podpora
Komunikace v mezinárodním obchodě je jasná. Spolupracujte s výrobcem, který je schopen pochopit vaše potřeby a včas vám poskytnout aktuální informace.
5. Ceny a dodací lhůty
Porovnejte náklady různých výrobců vstřikovacích forem v Číně. Cenová dostupnost je důležitá, ale nikdy ne na úkor kvality. Stejně tak se ujistěte, že dodavatel dokáže splnit vaše požadavky na termín.
Úloha výrobců plastových forem v různých průmyslových odvětvích
Každá z nich slouží širokému spektru průmyslových odvětví, která potřebují specifické formy.
1. Automobilový průmysl
Musí být schopni vytvářet vysoce přesné formy pro nárazníky, palubní desky a díly motorů v automobilovém průmyslu. Spolehlivý výrobce plastových forem v Číně zaručuje trvanlivost projektu a také konzistenci.
2. Zdravotnický průmysl
U zdravotnického vybavení a přístrojů je třeba přísně dodržovat hygienické předpisy. Nejlepší výrobci forem dodržují mezinárodní normy, aby byla zaručena bezpečnost a kvalita.
3. Elektronický průmysl
Špičkové společnosti vyrábějící vstřikovací formy v Číně navrhují a vyrábějí složité konstrukce s nejvyšší přesností pro výrobce elektroniky pro obaly smartphonů, součástky desek plošných spojů atd.
4. Spotřební zboží
Pro výrobky pro domácnost, hračky a obalová řešení jsou zapotřebí vysoce kvalitní formy, aby bylo možné udržet úroveň výroby. Výrobci forem v Číně mohou poskytnout inovativní a nákladově efektivní řešení.
Budoucí trendy ve výrobě forem v Číně
S rozvojem technologií průmysl výroby forem v Číně stále roste. Některé klíčové trendy naznačující budoucnost světa jsou následující.
1. Integrace automatizace a umělé inteligence
Robotika a systémy řízené umělou inteligencí jsou využívány mnoha výrobci ke zvýšení přesnosti a snížení počtu opakování.
2. Ekologicky šetrné materiály
Vzhledem k rostoucím obavám z plastového odpadu zkoumá řada čínských firem vyrábějících vstřikovací formy udržitelné materiály.
3. 3D tisk při výrobě forem
Díky technologii 3D tisku se mění fáze tvorby prototypů a snižují se náklady a čas na vývoj.
4. Zvýšená globální spolupráce
Mezinárodní společnosti navazují partnerství s čínskými výrobci forem, aby zvýšily kvalitu a rozšířily svou mezinárodní působnost.
Sincere Tech - Přední společnost na výrobu forem v Číně
Společnost Sincere Tech Co., Ltd. byla založena v roce 2005 a je lídrem v čínském průmyslu výroby forem, který nabízí komplexní výrobní řešení. Společnost se nachází v provincii Guangdong a sídlí ve městě Dongguan, specializujeme se na plastové vstřikovací formy, formy pro tlakové lití, formy ze silikonové pryže a služby CNC obrábění.
Rozmanité portfolio služeb
Společnost Sincere Tech je poskytovatelem plošných služeb pro různá průmyslová odvětví.
Vysoce kvalitní vstřikování plastů: Výrobky jsou vysoce kvalitní plastové komponenty pro automobilový průmysl, elektroniku, zdravotnické přístroje a spotřební zboží.
Společnost se specializuje na tlakové lití hliníku, hořčíku a zinku, které se liší požadavky na přesnost a všestrannost, a vychází vstříc potřebám průmyslu.
Společnost nabízí lisování silikonové pryže a zajišťuje, že výrobky jsou vyráběny podle specifických funkčních i estetických norem.
Pokročilé CNC stroje: Naše strojní zařízení je vybaveno pokročilými CNC stroji pro výrobu složitých a přesných dílů s vynikajícími tolerancemi a povrchovou úpravou.
Jako dodavatel služeb rychlé výroby prototypů a montáže výrobků zajišťuje společnost svými službami bezproblémový přechod od konceptu k dokončení.
Zajištění kvality a certifikace
Společnost Sincere Tech pracuje podle norem ISO 9001:2015 v rámci přísných systémů kontroly kvality. Takový závazek zaručuje, že výrobky bez výjimky splní i předčí očekávání zákazníka.
Přístup zaměřený na klienta
Sincere tech používá metodiku zaměřenou na zákazníka, a proto poskytuje individuální služby od konzultace až po postprodukční podporu. To podporuje fungování dlouhodobého partnerství a zaručuje, že klientské projekty budou provedeny přesně a efektivně.
Globální dosah a uznání v oboru
Společnost Sincere Tech si v zemi vydobyla silnou pozici po celém světě. Je uznávaným lídrem v oboru hliníkových odlitků s pověstí špičkového výrobce hliníkových odlitků v Číně a USA.
Závěrem lze říci, že společnost Sincere Tech Co., Ltd., stojí na prahu průmyslu výroby forem, a proto poskytuje rozsáhlé druhy služeb, zaručuje standardy kvality a je společností vstřícnou k zákazníkům, kteří chtějí spolehlivou a kreativní výrobu.
Závěr
Ačkoli jsou čínští výrobci vstřikovacích forem na světovém trhu relativně noví, získali v oboru vstřikovacích forem obrovskou reputaci. Čínští výrobci forem se stali ve světě známými díky vyspělé technologii, kvalifikované pracovní síle a nákladově efektivní výrobě. Krátké dodací lhůty, přesné inženýrství a cenově výhodná řešení na míru jsou to, čeho využívají společnosti, které potřebují spolehlivou výrobu forem. Automatizace a ekologické trendy v praxi jsou na vzestupu a posilují Čínu v tomto odvětví. Výběr nejlepšího výrobce forem v Číně není nic jiného než projít přísnou kontrolou jeho zkušeností, výrobní kapacity, kontroly kvality a zákaznického servisu. Pro zajištění nejvyšších standardů při navrhování, výrobě a dokončovacích procesech vstřikovacích forem je třeba jednat se spolehlivým výrobcem vstřikovacích forem v Číně. Čínští výrobci forem mohou poskytnout kompletní řadu řešení pro automobilový průmysl, zdravotnictví, elektroniku a spotřební zboží.
Výrobce plastových forem v Číně má navíc škálovatelné výrobní kapacity a podniky mohou lukrativně růst při zachování nízkých nákladů. Výrobci si navíc dávají na čas, aby se zabývali používáním materiálů šetrných k životnímu prostředí a energeticky účinnými procesy. Celkově však Čína zůstává nejlepším místem pro výrobu vstřikovacích forem z toho důvodu, že disponuje špičkovou technologií, výrobky jsou cenově dostupné a jejich kvalita je taková, že si můžete být jisti, že budou splňovat mezinárodní standardy.
Nejčastější dotazy
1. Proč lidé využívají Čínu pro výrobu vstřikovacích forem?
Výroba v Číně je také nákladově efektivní, vyspělé technologie, kvalifikovaná pracovní síla a rychlejší dodací lhůty činí z Číny světovou špičku ve výrobě vstřikovacích forem.
2. Jak si vybrat dobrou firmu na výrobu forem v Číně?
Před výběrem si vyberte zkušeného výrobce forem, který má příslušné certifikace, dostatečnou výrobní kapacitu, opatření pro kontrolu kvality a recenze zákazníků.
3. Která čínská průmyslová odvětví potřebují vstřikování plastů?
Čínští výrobci forem podporují mnoho průmyslových odvětví, jako je automobilový průmysl, elektronika, zdravotnictví, balení a spotřební zboží, která vyžadují vysoce kvalitní a přesně zpracované komponenty.
4. Jsou čínští výrobci forem schopni vyrábět složité vzory?
Díky pokročilému CNC obrábění a automatizaci mohou čínští výrobci vyrábět velmi složité a přesné formy.
5. Splňují čínští výrobci vstřikovacích forem mezinárodní normy kvality?
Přední výrobci forem v Číně s certifikací ISO rovněž dodržují přísnou kontrolu kvality, aby splňovali celosvětové průmyslové normy.
https://plas.co/wp-content/uploads/2025/03/360_F_770935677_Q6Oasd1yFT6kLoGu9asOg9NJ6CWwBlmV.jpg360720Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2025-03-19 18:23:002025-03-20 13:39:42Výběr nejlepšího výrobce forem v Číně: Jak si vybrat nejvhodnějšího výrobce
Hliníkové vstřikovací formy se díky své hospodárnosti, rychlosti výroby a vysoké přesnosti staly běžnými nástroji v oblasti vstřikování plastů. Formy jsou vyrobeny z vysoce kvalitních hliníkových slitin a jsou široce používány pro výrobu prototypů, nízko až středně velkou výrobu atd. s krátkými termíny uvolnění. Hliníkové formy nemají dlouhý chladicí cyklus jako formy ocelové, proto mají rychlejší chladicí rychlost, což zkracuje dobu cyklu a zlepšuje ekonomiku výroby oproti ocelovým formám. Podobně se při vstřikování hliníku provádí konstrukce formy a obrábění na moderních CNC (Computer Numerical Control) frézách a EDM (Electric Discharge Machining) pro proces vstřikování. Poté je forma připravena přijmout roztavený plast, který je pod vysokým tlakem vstřikován do dutiny. Hliník má vysokou tepelnou vodivost, takže plast může rychle chladnout a tuhnout, což umožňuje rychlejší výrobní cykly než u ocelových forem. Vyrobené díly se poté ořezávají a dokončují, aby se zajistila jejich kvalita po vyhození.
Jednou z hlavních výhod hliníkových forem pro vstřikování plastů jsou nejnižší počáteční náklady oproti ocelovým formám. To je ideální pro výrobce, kteří chtějí vyrábět málo nebo vůbec, aniž by obětovali kvalitu, protože se jedná o levné, ale kvalitní konstrukce pro krátkodobou výrobu. Na rozdíl od ocelových forem však hliníkové formy vyžadují častou výměnu dílů a vydrží pouze 10 000 až 100 000 cyklů v závislosti na údržbě a výběru materiálu. Aby hliníkové vstřikovací formy vydržely co nejdéle, je nutná pravidelná údržba. Na druhou stranu čištění po každém cyklu, sledování opotřebení a poškození a nátěr pro ochranu a podmínky skladování mohou pomoci prodloužit životnost.
Tento článek se zabývá celým procesem výroby hliníku vstřikovací formy, výhody, životnost, údržbu a rozsah nákladů.
Co je to hliníková vstřikovací forma?
Hliníková vstřikovací forma je forma vyrobená převážně z hliníku nebo hliníkových slitin pro vstřikování plastových dílů. Tyto formy by ve srovnání s běžnými ocelovými formami měly znatelné výhody v rychlosti výroby a počáteční investici.
Konkrétně hliníkové formy jsou vhodné pro výrobu prototypů, nízké až střední výrobní série a pro odvětví, která vyžadují rychlé iterace dílů.
Jak fungují hliníkové vstřikovací formy
1. Návrh forem a CNC obrábění
Prvním krokem v procesu návrhu hliníkové vstřikovací formy je návrh hliníkové vstřikovací formy na základě požadovaných plastových vlastností dílu. Inženýři provádějí počítačové modelování (CAD), aby vytvořili 3D modely. Jakmile je o formě rozhodnuto, je CNC obráběna z hliníkového bloku, takže je zajištěna velmi vysoká přesnost a preciznost.
2. Příprava a nastavení formy
Po obrábění se na formu aplikují dokončovací procesy, jako je leštění, potahování a vyhazovací kolík. Ty pomáhají zlepšit odolnost formy a zjemnit tok plastu. Poté, co je forma namontována na vstřikovací stroj, je připravena k výrobě.
3. Vstřikování plastů a plnění formy
Zařízení pro vstřikování plastů roztaví plastové pelety (ABS, polypropylen, nylon) a vytvoří plast v roztaveném stavu, který se za vysokého tlaku vstříkne do dutiny hliníkové formy. Konstrukce formy navíc vytváří rovnoměrné plnění, aby se předešlo problémům, jako jsou vzduchové kapsy a nestejnoměrná tloušťka.
4. Rychlé chlazení a tuhnutí
Tepelná vodivost je jednou z nejlepších tepelných vlastností, které mohou hliníkové formy pro vstřikování získat. Díky své vynikající schopnosti odvádět teplo se hliník ochladí a ztuhne rychleji než ocel. Zkracuje se tím doba cyklu, čímž se zkracuje výroba.
5. Vysunutí hotového dílu
Jakmile se plast dostatečně ochladí, aby ztuhl, vyhazovací kolíky vytlačí díl z formy. V případě potřeby se provede zušlechtění finálního výrobku, drobné ořezání nebo následné zpracování.
6. Opakování procesu
Forma se opět uzavře a cyklus pokračuje v sériové výrobě. Hliníkové formy jsou efektivní pro rychlé cykly, a proto mají tyto typy forem smysl pro rychlou výrobu prototypů a nízké až střední výrobní série.
Proč jsou hliníkové formy lepší
Lepší odvod tepla, který vede ke zkrácení doby cyklu.
Vyžaduje méně tepla (a tím i nižší spotřebu energie).
Úpravy (změny designu nebo vylepšení) se provádějí snadněji.
Použití hliníkových vstřikovacích forem umožňuje výrobcům vytvářet vysoce kvalitní plastové díly s nízkými náklady a v krátkém čase.
Životnost a údržba hliníkových forem
Životnost hliníkových vstřikovacích forem
Životnost hliníkových vstřikovacích forem je dána několika příčinami, jako je kvalita materiálu, množství výroby a také typ plastu. Například hliníkové formy vydrží v průměru 10 000 až 100 000 vstřikovacích cyklů, a proto se hliníkové formy běžně používají pro nízké až středně velké výrobní série.
Hliníkové formy mají kratší životnost ve srovnání s ocelovými formami, které vydrží 500 000 až více než milion cyklů. Jejich životnost lze samozřejmě výrazně prodloužit pomocí ochranného nátěru, správné konstrukce a údržby.
Životnost hliníkových forem ovlivňuje několik faktorů.
1. Výběr materiálu: Slitiny hliníku nižší třídy nejsou tak pevné a odolné jako slitiny hliníku vysoké třídy, jako je 7075 nebo QC 10.
2. Výrobní prostředí: Ve výrobních podmínkách jsou vystaveny vysokým vstřikovacím tlakům a přicházejí do styku s vysoce abrazivními materiály (např. plasty plněné sklem), které přispívají k rychlejšímu opotřebení.
3. To by zahrnovalo chlazení a tepelný cyklus: hliníková forma chladne mnohem rychleji než ocelová forma, což vede k menšímu tepelnému namáhání. Extrémní výkyvy teplot však mohou časem způsobit praskliny.
4. Povrchové nátěry a úpravy: Niklování, eloxování nebo tvrdé povlaky mohou být účinnými úpravami, které zabraňují opotřebení a korozi, a prodlužují tak životnost formy.
Ačkoli hliníkové formy nejsou vhodné pro velké výrobní série, při správném návrhu a péči mohou vydržet dostatečně dlouho pro výrobu prototypů a nízkých až středních sérií při relativně nízkých nákladech.
Údržba hliníkových vstřikovacích forem
Pro dosažení maximální životnosti hliníkové formy pro vstřikování a stálé kvality dílů je nutná pravidelná údržba. Hliníkové formy jsou na rozdíl od ocelových forem měkčí a náchylnější k poškrábání nebo poškození, proto je nutná větší preventivní údržba.
Postupy denní údržby
Po každém výrobním cyklu byste například měli formu vyčistit, abyste se zbavili všech zbytků plastů, nečistot a kontaminace. Aby nedošlo k poškrábání povrchu formy, používají se neabrazivní čisticí prostředky. Abyste se při výrobě vyhnuli slepení, můžete použít lehký uvolňovací prostředek formy.
Pravidelné kontroly a opravy
Pravidelné kontroly umožňují včas odhalit povrchové škrábance, promáčkliny nebo drobné praskliny a známky brzkého opotřebení. Zajištění dostatečného počtu vyhazovacích kolíků, dostatečného počtu chladicích kanálů a prostor pro odvzdušnění zajišťuje, že forma bude i nadále fungovat a zůstane efektivní. V případě zjištění opotřebení lze k obnovení výkonnosti výlisku použít drobné opravy, tj. leštění nebo opětovné nanášení nátěru.
Skladování a ochrana
Hliníkové formy by měly být v době nepoužívání skladovány v suchém prostředí s kontrolovanou teplotou, aby nedocházelo ke korozi. Aby se forma udržela v dobrém stavu, doporučuje se před uskladněním natřít ji ochranným nátěrem nebo použít antikorozní sprej.
Běžné problémy s údržbou a jejich řešení
1. Škrábance na povrchu: Vysoká místa lze zmírnit na hladkost použitím jemných lešticích směsí nebo nátěrů.
2. Změna teploty (praskání nebo deformování): Nevystavujte je prudkým změnám teploty, používejte postupné zahřívání a ochlazování.
3. Lisované díly: Pro zlepšení vyhazování z formy použijte na konstrukci dílu uvolňovací prostředky.
4. Koroze nebo oxidace: Měly by být skladovány v kontrolovaném prostředí, kde jsou chráněny nátěry.
Kdy bychom se měli rozhodnout pro výrobu hliníkových vstřikovacích forem?
1. Když potřebujete rychlé prototypování
Pokud společnost potřebuje vyvinout nový výrobek, ale potřebuje prototypy rychle a levně, jsou vstřikovací formy z hliníku levným a rychlým řešením. Na rozdíl od ocelových forem, které mohou trvat měsíce, musí tyto formy umožnit výrobcům vyrobit zkušební díly za několik dní nebo týdnů. Navíc umožňují rychlé změny designu a pomáhají snižovat náklady na vývoj před zahájením výroby ve velkém měřítku.
2. Pokud je váš objem výroby nízký až střední
Pro výrobu 10 000 až 100 000 plastových dílů je hliníková forma ideální alternativou k ocelové formě ve prospěch výrobce. Na začátku jsou levné, mají kratší výrobní cykly a dobrou životnost, což je ideální pro krátkodobé série nebo sezónní výrobky. Hliníkové formy na rozdíl od ocelových forem, které vyžadují vysoké počáteční investice, umožňují podniku snížit náklady bez snížení kvality.
3. Když záleží na rychlosti a efektivitě
Protože hliník je materiál s vysokou tepelnou vodivostí, vstřikovaný plast se v hliníkových formách ochlazuje mnohem rychleji než v ocelových formách. Takové uspořádání vede ke zkrácení doby cyklu, vyšší efektivitě výroby a nižší spotřebě energie. Hliníkovým formám dávají přednost společnosti, které vyžadují rychlou dobu realizace a které potřebují lepší efektivitu pracovního procesu.
4. Když potřebujete nákladově efektivní nástroje
Vzhledem k vysokým nákladům na zřízení ocelových forem pro začínajícího podnikatele, malou firmu nebo pro uvedení výrobku do provozu nemusí jít o dekorativní investici. Hliníkové vstřikovací formy jsou navíc mnohem levnější než jejich protějšky, takže je dobré je zvolit, pokud máte nízký rozpočet. Pro společnost, která si není jistá, zda její výrobek bude vyžadovat velkosériovou výrobu, snižují hliníkové formy finanční rizika, ale ujistěte se, že díly jsou špičkové kvality.
5. Při požadavku na vysokou přesnost a povrchovou úpravu
Pro vysokou přesnost a hladký povrch jsou ideální hliníkové formy. Použití hliníkových forem je nezbytné při výrobě přísných tolerancí a povrchů bez vad v odvětvích zdravotnických přístrojů, spotřební elektroniky a letecké výroby. Díky dnešním metodám obrábění a dokončování jsou dodavatelé hliníkových forem schopni zajistit vynikající kvalitu dílů a někdy není nutné ani sekundární zpracování.
6. V čem mohou být hliníkové formy nevhodné?
S hliníkovými vstřikovacími formami je spojeno několik výhod, ale ne v každé situaci je jejich použití výhodné. Ocelové formy jsou však vhodnější pro výrobní objemy nad 500 000 dílů díky své odolnosti a dlouhé životnosti. V odvětví vysokotlakého vstřikování se hliníkové formy mohou rychleji opotřebovat, a proto by se neměly používat v extrémních výrobních podmínkách.
Výhody hliníkových vstřikovacích forem
1. Rychlejší doba výroby
Protože hliníkové vstřikovací formy mají mnohem lepší odvod tepla než formy ocelové, vstřikovaný plast se ochlazuje mnohem rychleji. V důsledku toho jsou výrobní cykly s těmito formami podstatně kratší než s formami ocelovými, což rovněž zvyšuje efektivitu.
2. Nižší počáteční náklady
Výroba hliníkových forem je mnohem levnější než výroba ocelových forem používaných při vstřikování. To z nich činí vynikající volbu pro začínající podniky, malosériové výrobce a společnosti, které pracují na vývoji prototypů.
3. Snadnější obrábění a úpravy
Výroba forem je rychlejší a levnější díky tomu, že hliník se lépe řeže a tvaruje než ocel. Kromě toho lze dosáhnout flexibility konstrukce s menším úsilím při provádění úprav a přizpůsobení.
4. Vysoce kvalitní povrchová úprava
Hliníkové formy zajišťují nízkou hmotnost a dobrou povrchovou úpravu dílů bez nutnosti dodatečného zpracování. Hliníkové vstřikovací formy se používají v mnoha průmyslových odvětvích k vytváření dílů s hladkým a detailním designem, které jsou vyrobeny s vysokou přesností.
5. Šetrné k životnímu prostředí
Hliníkové vstřikovací formy jsou ve srovnání s ocelovými alternativami udržitelnou volbou, protože se jedná o recyklovatelný materiál.
Hliníkové vstřikovací formy vs. ocelové formy
Dva zásadní prvky při výrobě forem jsou hliníkové vstřikovací formy a ocelové formy.
Počáteční náklady na hliníkové vstřikovací formy zůstávají nižší při zachování vyšších nákladů na ocelové formy.
Rychlost výroby hliníkových vstřikovacích forem a ocelových forem se liší, protože u hliníkových forem dochází k rychlejšímu chlazení při zachování kratších cyklů na rozdíl od ocelových forem, které pracují s delšími výrobními cykly.
Ocelové formy mají delší životnost než hliníkové vstřikovací formy, protože jejich provozní rozsah se pohybuje od 100 000 do více než 100 000 cyklů, zatímco hliníkové formy mají životnost 10 000 až 100 000 cyklů.
Hliníkové formy jsou lépe obrobitelné než formy ocelové, avšak ocelové formy představují pro uživatele větší nároky na modifikaci.
Povrchová úprava vykazuje vysokou kvalitu a vyžaduje dodatečnou úpravu leštěním.
Hliníkové formy jsou pro výrobu výrobků v krátkém až středním výrobním období hospodárnější než formy ocelové, protože prodlužují menší počet výrobních cyklů.
Použití hliníkových vstřikovacích forem
1. Vytváření prototypů a vývoj produktů
Společnosti zabývající se rychlou výrobou prototypů si vybírají hliníkové vstřikovací formy pro jejich cenovou dostupnost a schopnost provádět rychlé úpravy konstrukce.
2. Nízký až střední objem výroby
Kombinace cenové dostupnosti a kvality dodávek činí hliníkové vstřikovací formy vhodnými pro výrobu 10 000 až 100 000 dílů bez negativních dopadů.
3. Zdravotnické a spotřební zboží
Hliníkové formy slouží mnoha průmyslovým odvětvím, která se věnují výrobě lékařských přístrojů a spotřebních výrobků, protože tyto aplikace vyžadují efektivní výrobu přesných součástí.
4. Letecký a automobilový průmysl
Pozitivní účinky hliníkových forem zahrnují výrobu lehkých komponentů, které vytvářejí důležité vysoce výkonné konstrukce pro letecká vozidla a automobilovou dopravu.
Náklady na hliníkové vstřikovací formy
Dražší hliníkové vstřikovací formy jsou výsledkem kombinace tří hlavních faktorů, kterými jsou složitost jejich velikosti a objem výroby.
Celkové náklady na výrobu hliníkových vstřikovacích forem určuje několik proměnných.
Při výrobě složitých nebo velkých hliníkových forem se náklady zvyšují v důsledku rostoucí potřeby materiálu a rostoucích nákladů na pracovní sílu.
Výrobci zesilují hliníkové vstřikovací formy přidáním ochranných povlaků, pokud se plánuje velkosériová výroba, protože tyto úpravy prodlužují provozní životnost formy.
Náklady se zvyšují při použití forem s více dutinami, které současně vytvářejí mnoho dílů.
Změny provedené po zahájení výroby způsobí dodatečné náklady.
2. Náklady na výrobu forem mezi hliníkovými a ocelovými typy si zaslouží prozkoumat.
Následující tabulka obsahuje analýzu nákladů a rychlosti různých typů vstřikovacích forem na plasty v průběhu výroby:
Typ formy
Počáteční náklady
Náklady na údržbu
Rychlost výroby
Nejlepší pro
Hliníková vstřikovací forma
$5,000 - $25,000
Nízká
Rychle
Prototypování nízkých a středních sérií
Ocelová vstřikovací forma
$15,000-$100,000+
Vyšší
Pomalejší
Velkoobjemová výroba
Podniky, které potřebují snížit počáteční výdaje a chtějí zachovat kvalitu výroby, volí hliníkové formy kvůli jejich cenové dostupnosti.
Jak vybrat správného výrobce hliníkových vstřikovacích forem
Při výběru výrobce hliníkových forem pro vstřikování berte v úvahu:
Pověst a zkušenosti s výrobci: Spolupracujte s výrobci, kteří mají vynikající pověst a zkušenosti s výrobou vysoce kvalitních forem.
Záruka určité schopnosti nastavení: Pro výrobce by nemělo být obtížné díly nastavit.
Lepší odolnost a životnost: Kvalita použitého hliníku je High Grade, což prodlužuje životnost notebooku.
Doba dodání formy: Každý dobrý výrobce dodá formy rychle a bez snížení kvality.
Údržba a opravy: Vyberte si společnosti, které nabízejí poprodejní podporu.
Závěr
Hliníkové vstřikovací formy představují efektivní, nákladově efektivní a rychlý způsob výroby plastových dílů. Používají se k rychlému vytváření prototypů , jak v nízké až střední výrobě, tak v odvětvích, která vyžadují vysokou přesnost. Díky tomu se doba chlazení zkracuje na zlomky času běžných ocelových forem a výrobní cykly jsou rychlejší. Hliníkové formy mají sice nižší počáteční náklady a rychlejší výrobu, ale opotřebení oceli o kovový povrch je větší a nevydrží tak dlouho. Navzdory tomu mohou výrobci při dodržení mazání, ochranných povlaků a pravidelném čištění prodloužit jejich použitelnost až o 100 000 cyklů. V závislosti na objemu výroby, rozpočtu a dalších požadavcích konkrétního projektu se lze rozhodnout mezi hliníkovými a ocelovými formami.
Hliníkové vstřikovací formy jsou ideální náhradou drahých ocelových forem pro krátkodobé projekty, prototypy a aplikace citlivé na náklady. Alternativně jsou ocelové formy vhodnější pro extrémní odolnost, pokud je vyžadován vysoký stupeň objemu výroby. Díky znalostem o procesu, výhodách a údržbě hliníkových vstřikovacích forem mohou podniky vyvážit náklady, kvalitu a efektivitu výroby. Bez ohledu na to, zda se plastové formy používají pro malosériovou výrobu nebo pro testování nových návrhů výrobků, jsou považovány za důležitý přínos v moderní výrobě plastů.
Často kladené otázky (FAQ)
1. Proč se používají hliníkové vstřikovací formy?
Při výrobě plastových dílů se hliníkové vstřikovací formy běžně používají při rychlé výrobě prototypů, v nízko až středně velkých sériích a v průmyslových odvětvích, kde je naléhavě nutné zajistit rychlou realizaci. Běžně se používají ve zdravotnictví, automobilovém a leteckém průmyslu a při výrobě spotřebních výrobků.
2. Jak dlouho vydrží hliníkové vstřikovací formy?
Delta D poskytuje zákazníkům vysoce efektivní a dlouhou životnost pro účely zpracování kovů, ale životnost hliníkových forem závisí na kvalitě materiálu, údržbě a výrobních podmínkách. Jejich průměrný cyklus se pohybuje mezi 10 000 a 100 000 cykly, což je vhodné pro krátkodobou a prototypovou výrobu.
3. Jsou hliníkové vstřikovací formy levnější než ocelové?
Vstřikování hliníku stojí mnohem méně než vstřikování oceli. Pro vyšší rychlost výroby a kratší dobu obrábění, nižší počáteční náklady, jsou ekonomicky výhodné pro výrobu krátkých sérií.
4. Jaké jsou limity hliníkových forem při vysokotlakém vstřikování?
Hliníkové formy jsou sice schopné zvládnout vstřikování pod středně vysokým tlakem, ale nejsou tak odolné jako ocelové formy pro velmi vysoký pracovní tlak a velkoobjemové aplikace. Přesto je lze posílit ochrannými povlaky a výztuhami.
5. Kterým odvětvím jsou vstřikovací formy na hliník nejpřínosnější?
Z tohoto důvodu jsou hliníkové vstřikovací formy velmi užitečné pro průmyslová odvětví, jako jsou zdravotnické přístroje, spotřební elektronika, výroba prototypů pro automobilový průmysl a dokonce i pro letecký průmysl.
https://plas.co/wp-content/uploads/2025/03/Aluminum-Injection-Mold.jpg500800Autor článkuhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAutor článku2025-03-13 23:30:002025-03-14 11:26:42Kompletní průvodce vstřikovacími formami z hliníku a jejich hospodárností
Vstřikování ABS má dobrou odolnost proti nárazu a hladkou povrchovou úpravu a je oblíbenou metodou pro výrobu plastových dílů vysoké kvality v mnoha průmyslových odvětvích. Akrylonitrilbutadienstyren (ABS) je termoplast, který se velmi často používá při vstřikování díky své pevnosti, odolnosti a snadnému zpracování. Vstřikování plastů ABS je nákladově efektivní a spolehlivé při výrobě velkého množství výrobku pro hromadnou výrobu, včetně automobilových součástek, spotřební elektroniky a zdravotnických přístrojů. Základní plasty, jako je ABS, se skládají z akrylonitrilu pro chemickou odolnost, butadienu pro houževnatost a styrenu pro tuhost a lesklý vzhled, díky němuž se skvěle hodí pro vstřikování. K tomu přispívá i vynikající teplota tání (200 až 250 °C), výborná obrobitelnost a mírná tepelná odolnost. Nicméně lisování z ABS má své klady a zápory stejně jako každý materiál; včetně citlivosti na UV záření a mírné tepelné odolnosti atd.
Aby bylo možné vyrábět bezchybné výrobky pomocí procesu vstřikování plastů ABS, je třeba pečlivě zvážit všechny faktory související s chlazením vysušeného materiálu, řízením teploty, tloušťkou stěny, vstřikovacím tlakem a také s konstrukcí formy. Mezi další plasty, které výrobci kromě ABS používají, patří polypropylen (PP), polykarbonát (PC), polyethylen (PE), polyamid (nylon) a PET, přičemž každý z nich má své výhody. Výběr ABS nebo jeho alternativního materiálu závisí na pochopení vlastností daného materiálu.
Tento článek se podrobně zabývá hlavními vlastnostmi vstřikování ABS, způsobem zpracování jeho chemického složení, jeho výhodami a nevýhodami a porovnáním s jinými plasty. Čtenář na konci stránky získá podrobné znalosti o tom, proč je ABS stále vysoce preferovaným materiálem v současné výrobě.
Co je vstřikování ABS?
Proces zvaný vstřikování ABS pomáhá vyrábět odolné, lehké a nárazuvzdorné plastové díly z akrylonitrilbutadienstyrenu (ABS).Plast ABS se zahřívá, dokud se neroztaví, pak se vstřikuje do formy, ochlazuje a tuhne do požadovaného tvaru. Je známý tím, že je pevný, tepelně odolný a snadno se formuje, a používá se v automobilových součástkách, elektronice, hračkách a domácích spotřebičích. Jedná se o metodu, kterou je možné vyrábět hromadně ve stálé kvalitě a která poskytuje cenově dostupné a univerzální řešení pro mnoho odvětví. Pro lepší estetiku a funkčnost lze použít také leštěné, texturované nebo barevné díly z ABS.
Chemická struktura a složení ABS
Systém ABS se skládá z:
Akrylonitril (C₃H₃N) - poskytuje chemickou odolnost a tepelnou stabilitu.
Butadien (C₄H₆) - zvyšuje houževnatost a odolnost proti nárazu.
Styren (C₈H₈) - přispívá k tuhosti a lesklému povrchu.
Molekulární struktura
ABS je molekulární uspořádání s páteří dlouhého polymerního řetězce vyplněného částicemi butadienového kaučuku v akrylonitril-styrenové matrici. Kombinace těchto dvou vlastností je skvělá pro lisování plastů ABS.
Chemické vlastnosti plastu ABS
Některé z nejdůležitějších chemických vlastností ABS z něj činí oblíbený materiál pro vstřikování ABS.
Snadné zpracování s bodem tání kolem 200-250 C.
Je lehký a přitom pevný, jeho hustota je 1,04-1,07 g/cm³.
Kyseliny, louhy a oleje jsou odolné, ale organická rozpouštědla, jako je aceton, je ovlivňují.
Teploty: Dlouhodobé působení vysokých teplot však způsobuje degradaci materiálu.
Povaha a fyzikální vlastnosti výlisků ABS
ABS není termoplast s ostrým bodem tání jako většina ostatních plastů (tj. je amorfní), ale lze jej tavit. Namísto toho měkne v různém rozsahu teplot a docela dobře se hodí pro použití ve formách. Mezi klíčové fyzikální vlastnosti patří:
Vysoká rázová pevnost - odolává náhlým nárazům a namáhání.
Dobrá rozměrová stabilita - zachovává si tvar za různých podmínek.
Lesklý a hladký povrch - poskytuje estetický vzhled spotřebitelským výrobkům.
Lze je přesně obrábět a tvarovat a také snadno řezat a vrtat.
Proces vstřikování plastů ABS
Následují kroky procesu vstřikování plastů ABS.
Sušení materiálu - ABS pelety se suší, aby se odstranila vlhkost.
Zahřátí na 200-250 °C a vtlačení pod vysokým tlakem do formy (tavení a vstřikování).
Chlazení a tuhnutí - plast se ochladí ve formě, kde plast zaujme tvar formy.
Vyhazování a povrchová úprava - ztuhlý výrobek se vyhazuje, ořezává, lakuje nebo pokovuje.
Aplikace lisování ABS
Vzhledem k univerzálnosti materiálu ABS je široce používán ve všech druzích průmyslu.
Přístrojové desky, nárazníky a obložení interiéru tvoří automobilový průmysl.
Obaly na notebooky, klávesnice, kryty na telefony atd.
Výrobky pro domácnost: Kuchyňské spotřebiče, vysavače a hračky (např. kostky LEGO).
Zdravotnické vybavení: Chirurgické nástroje a pouzdra pro diagnostické přístroje.
Výhody a nevýhody vstřikování ABS
Výhody
Plast ABS (zkratka pro akrylonitrilbutadienstyren) má vysokou odolnost proti nárazu, což znamená, že je pevný a odolný vůči nárazům, a proto se používá k výrobě odolných výrobků.
Snadno se tvaruje, řeže, vrtá a zpracovává - vynikající obrobitelnost.
Dobrá chemická a tepelná odolnost - kyseliny, louhy a mírné teploty se na nich neprojevují tak jako na méně kvalitních litinových odlitcích.
Hladká povrchová úprava - Vytváří lesklé, estetické díly vhodné pro spotřební výrobky.
Protože je levnější než většina technických plastů, je ABS cenově výhodný.
Pevný, ale lehký - vynikající materiál pro aplikace, které vyžadují pevnost bez zvětšení objemu.
Biologicky odbouratelný - ABS je recyklovatelný plastový materiál, který lze znovu zpracovat, protože je ekologicky šetrný.
Nevýhody
Dlouhodobé vystavení slunečnímu záření způsobuje žloutnutí a lámavost.
Hořlavý - pokud není upraven přísadami zpomalujícími hoření, snadno hoří.
Díly z ABS jsou náchylné k deformaci - při nesprávném ochlazení se mohou smršťovat nebo deformovat.
Nízká odolnost proti povětrnostním vlivům - náchylné k degradaci v extrémních venkovních podmínkách.
ABS je náchylný k citlivosti na chemikálie, takže rozpouštědla, jako je aceton, ho rozpouštějí.
Mírná tepelná odolnost - taví se při vysokých teplotách (100 °C), proto není vhodný pro použití v extrémně horkém prostředí.
Výroba vstřikovacích forem ABS má mnoho klíčových faktorů.
Při výrobě plastových dílů z ABS vstřikováním je nutné vzít v úvahu mnoho proměnných a postupovat správným způsobem, aby bylo dosaženo vysoce kvalitní, silné a cenově dostupné výroby. Níže jsou uvedeny faktory, na které je třeba se zaměřit:
Výběr materiálu
Pro dosažení požadované pevnosti, tepelné odolnosti a povrchové úpravy použijte vysoce kvalitní pryskyřici ABS.
Na základě požadavků na použití, jako je odolnost proti UV záření, nehořlavost nebo rázová houževnatost, však lze zvolit specifické třídy ABS.
Předúprava suchých pryskyřic ABS
Absorbují vlhkost, a proto jsou hygroskopické a musí být řádně vysušeny, jinak se mohou objevit vady, jako jsou bubliny a povrchové nedokonalosti.
Proces sušení
Pelety ABS je vhodné sušit při teplotě 80-90 °C po dobu 2-4 hodin a připravit je k lisování.
Hydrolýza oslabuje mechanické vlastnosti a vede k nekonzistentním výsledkům lisování, čemuž se předchází správným sušením.
Řízení teploty
Optimální tok a plnění formy probíhá při teplotě tání 200-250 °C.
50 - 80 °C Teplota formy zabraňuje deformacím, nerovnoměrnému smršťování a vadám.
Rychlost chlazení by měla být pomalá a rovnoměrná, aby se zlepšila rozměrová přesnost a mechanická pevnost.
Rovnoměrná tloušťka stěny při návrhu plastových dílů z ABS
Proč je to důležité?
Pokud tloušťka stěny není jednotná, dochází k deformacím, propadům, pnutí materiálu a hromadění materiálu.
Rozměrová nestabilita finálních dílů může být způsobena nerovnoměrným chlazením.
Doporučení k návrhu
Nejlepších výsledků dosáhnete, když bude tloušťka striktně dodržena v rozmezí 1,2 až 3,5 mm.
Postupné přechody mezi jednotlivými částmi zabrání vzniku namáhaných nebo slabých míst.
Místo ostrých rohů používejte zaoblení, které vyrovnává napětí.
Vstřikovací tlak a rychlost
Optimální tlak by však měl být nastaven v rozmezí 50-150 MPa, aby bylo zajištěno úplné vyplnění formy bez vad.
Řízená rychlost
Pak následují stopy po spálení, zvýšené vnitřní pnutí a degradace materiálu v důsledku příliš rychlého →.
Chyby → krátké záběry (neúplné vyplnění), čáry svaru a nedostatečná přilnavost.
Správné nastavení tlaku a rychlosti zlepšuje kvalitu povrchu, pevnost a přesnost výlisků.
Konstrukce forem a větrání
Tím se zajistí, že nevzniknou vzduchové pasti, stopy po spálení a vady způsobené zachycenými plyny.
Umístění šoupátek by mělo být optimalizováno pro plynulý tok materiálu bez napětí.
Snížené riziko vzniku stop po toku a povrchových vad je způsobeno hladkým a rovnoměrným povrchem formy.
Pokud se jedná o formu s více dutinami, musí být plnění a chlazení vyvážené, aby se dutiny plnily a chladily rovnoměrně.
Smršťování a deformace
Asi nejdůležitějším faktorem při navrhování forem pro ABS je jeho vysoká míra smrštění 0,4-0,7%, takže je třeba brát v úvahu změny velikosti po ochlazení.
Důležité je postupné ochlazování, aby se zabránilo rozměrovému zkreslení nebo deformaci dílu.
Výztužné konstrukce, jako jsou žebra a klíny, jsou správné, pokud pomáhají udržet tvar a stabilitu.
Následné zpracování a dokončovací práce
Díly z ABS mohou být lakované, pokovené, leštěné nebo laserem gravírované pro lepší vzhled.
V tomto kroku je třeba zajistit hladké hrany a odstranit přebytečný materiál ořezáním, broušením a odjehlením.
Chromování nebo UV povlak na povrchu činí řešení odolným a odolným vůči vlivům prostředí.
Vlastnosti materiálu ABS
Obecné vlastnosti plastu ABS
Akrylonitrilbutadienstyren (ABS) je netoxický termoplast bez zápachu, který obvykle vypadá jako průsvitné nebo průhledné granule nebo prášek barvy slonové kosti. Hustota, která se pohybuje od 1,05 do 1,18 g/cm³, mu umožňuje být lehký, ale pevný. Stejně jako u ABS je míra smrštění 0,4% až 0,9% a zajišťuje dobrou rozměrovou stálost výlisků. Jeho modul pružnosti je 2 GPa a Poissonův poměr je 0,394, což znamená, že není ani příliš slabý, ani příliš tuhý. Absorbuje méně než 1% vlhkosti, jeho teplota tání se pohybuje mezi 217 °C a 237 °C a tepelný rozklad začíná nad 250 °C.
Mechanická pevnost plastu ABS
ABS je všeobecně známý pro velmi vysokou rázovou pevnost a vynikající odolnost při nízkých teplotách. Odolnost proti opotřebení je dobrá, takže se hodí pro díly vyžadující neustálý pohyb nebo tření. Tento plast zajišťuje rozměrovou stabilitu výlisku, takže si zachovává svůj tvar. ABS má také střední odolnost proti olejům, a proto je přijatelnou alternativou pro aplikace s nízkou rychlostí a středním zatížením.
Tepelná odolnost a tepelná stabilita
Teplota tepelného ohybu (HDT) u ABS se pohybuje mezi 93 °C a 118 °C, což znamená, že jeho struktura se udržuje pouze při mírném zahřátí. Jeho tepelná odolnost se však může zhruba o 10 °C zlepšit, pokud je žíhán, což by zvýšilo jeho použitelnost pro aplikace náročnější na tepelný výkon.
Schopnosti elektrické izolace
Plast ABS je skvělým elektrickým izolantem, a proto je vhodným materiálem pro výrobu krytů elektroniky a elektrických součástí. Izolační vlastnosti jsou stabilní v různých teplotních, vlhkostních a frekvenčních podmínkách, takže má stálý výkon v různých situacích.
Odolnost vůči chemikáliím a životnímu prostředí
ABS je odolný vůči vodě, anorganickým solím, zásadám a široké škále kyselin a je vhodný pro použití v průmyslových a spotřebitelských aplikacích. Nedegraduje však při kontaktu s ketony, aldehydy nebo chlorovanými uhlovodíky, ale může dojít k praskání pod napětím při kontaktu s kyselinou octovou, rostlinným olejem atd.
Přes všechny své výhody má ABS jako polymer nízkou odolnost proti povětrnostním vlivům. Při vystavení ultrafialovému (UV) záření materiál slábne. Jeho studie naznačují, že po šesti měsících vystavení venkovnímu prostředí může jeho rázová pevnost klesnout téměř 50%, v závislosti na aplikaci počátečním obsahu pryskyřice to poukazuje na nutnost použití UV stabilizátorů nebo ochranného nátěru při venkovních aplikacích.
Náklady na plast ABS a vstřikování plastů
Náklady na plast ABS určují náklady na suroviny, náklady na zpracování a náklady na případné následné zpracování. Jedná se o náklady, které pravděpodobně vzniknou při procesu vstřikování ABS:
Náklady na suroviny
Cena pryskyřice ABS závisí na tržní ceně, dodávkách od výrobce, kvalitě a případných dalších vlastnostech, jako je například nehořlavost ABS, UV stabilita nebo vyšší pevnostní třídy ABS. Obecně lze říci, že cena standardní pryskyřice ABS je následující:
$1,50 - $3,50 za kg pro standardní ABS granule.
$3,00 - $5,00 za kg pro speciální ABS, které zahrnuje třídy ABS se zpomalovačem hoření, UV stabilizované nebo vysoce nárazové.
Ze všech těchto typů je ABS dražší než polypropylen (PP), ale levnější než polykarbonát (PC) a nylon (PA).
Náklady na vstřikování plastů
Následují některé z faktorů, které ovlivňují náklady na vstřikování plastů ABS:
Náklady na plísně
Jednoduché formy: $3,000 - $10,000
Složité formy s více dutinami: $10,000 - $50,000+
Prototypové formy (malosériová výroba): $500 - $5000
Výrobní náklady na díl
Malé, jednoduché díly: $0.50 - $2.00 za kus
Větší nebo složité díly: $2,00 - $10,00+ za kus
Vysoký objem výroby: Náklady se snižují díky faktorům, jako jsou hromadné nákupy vstupů.
Náklady na zpracování
Hodinové sazby strojů: $20 - $100 za hodinu (v závislosti na velikosti a typu stroje).
Náklady na práci: Náklady na práci se liší podle regionu, ale pohybují se mezi 5 a 50 USD za hodinu.
Náklady na energii: Protože ABS je třeba zahřát na teplotu 200-250 °C, je třeba vynaložit značné množství elektrické energie.
Další náklady
Lakování, pokovování a leštění: $0.50 - $5.00 za díl.
Plýtvání materiálem a jeho opětovné zpracování: V závislosti na konkrétním případu se mohou zvýšit až na 5- 10% nákladů.
Průřezové funkce: V závislosti na velikosti dílu a místě výroby.
Je ABS nákladově efektivní?
Klady: Náklady na suroviny jsou nízké, materiál se snadno obrábí a většinu šrotu lze recyklovat, takže je vhodný pro středně velké až velké objemy vynálezů.
Nevýhody: Jsou dražší než PP a PE, ale levnější než PC a nylon. Za nevýhodu lze považovat také vysoké náklady na formy, zejména pokud jde o malosériovou výrobu.
Obecně je vstřikování ABS ekonomické, odolné a snadno zpracovatelné, a proto mnoho průmyslových odvětví dává přednost tomuto materiálu.
Další plasty používané při vstřikování
Kromě plastu ABS se při vstřikování běžně používá mnoho dalších termoplastů. Každý materiál se však svými vlastnostmi liší od ostatních, takže jsou vhodné pro různé aplikace. Zde je srovnání nejběžnějších vstřikovacích plastů s ABS.
Polypropylen (PP) vs. ABS
Výhody PP
Vynikající chemická odolnost a odolnost proti vlhkosti.
Cenově výhodná lehká a levná varianta.
Má dobrou rázovou houževnatost, ale nižší než ABS.
Omezení PP
Tepelná odolnost a tuhost jsou nižší než u ABS.
Není tak pevný jako ABS v aplikacích s vysokým namáháním.
Běžné použití: Obaly, automobilové díly, lékařské nádoby a zboží pro domácnost.
Polykarbonát (PC) vs. ABS
Výhody počítače
Někdy se používá pro vyšší odolnost proti nárazu - neprůstřelná skla a další druhy ochranných pomůcek.
Vysoká tepelná odolnost a trvanlivost.
Tento materiál může být průhledný a snadno se tónuje nebo barví.
Omezení počítače
Dražší než ABS.
Je náchylný k poškrábání a potřebuje nátěry, které ho zpevní.
Běžné použití: Součásti automobilů, bezpečnostní přilby, čočky brýlí a elektrické kryty.
Polyethylen (PE) vs. ABS
Výhody PE
Vysoce odolné vůči chemikáliím, vodě a korozi.
Má nízké třecí vlastnosti vhodné pro pohyblivé části.
Extrémně pružné a lehké.
Omezení tělesné výchovy
Nižší tuhost a mechanická pevnost než u ABS.
Špatná tepelná odolnost - taví se při nižších teplotách.
Plastové tašky, láhve, trubky a nádoby na potraviny používají plast.
Polyethylentereftalát (PET) vs. ABS
Výhody PET
Je velmi lehký, přesto má vynikající bariérové vlastnosti proti vlhkosti a plynům.
Vysoká rozměrová stabilita - dobře drží tvar.
Dobrá chemická odolnost a recyklovatelnost.
Omezení PET
Má nižší odolnost proti nárazu než ABS.
Není tak tepelně odolný jako jiné technické plasty.
Použití: Lahve na vodu, obaly na potraviny, oděvní vlákna a kosmetické nádoby.
Polyamid (PA/Nylon) vs. ABS
Výhody nylonu
Vysoká mechanická pevnost a vynikající houževnatost.
Dobrá tepelná odolnost, takže je vhodný do prostředí s vysokými teplotami.
Odolné proti opotřebení a tření, používané pro pohyblivé části.
Omezení nylonu
Absorbuje vlhkost, která ovlivňuje rozměrovou stabilitu.
Dražší než ABS.
Automobilové díly, převodovky, ložiska, průmyslové komponenty, elektrické konektory.
Výběr správného typu materiálu pro vstřikování
Skutečnosti, jako je mechanická pevnost, chemická odolnost, teplotní a cenová tolerance, ovlivňují, který plast si pro vstřikování vyberete. ABS představuje rovnováhu mezi pevností, odolností a cenovou dostupností, ale ostatní plasty, jako jsou PP, PC, PE, PET, Nylon, abychom jmenovali alespoň některé, mají pro některé aplikace výhodu samy o sobě. Tento přehled umožňuje výrobcům učinit nejlepší rozhodnutí pro jejich výrobky z hlediska výkonu.
Závěr
Vstřikování ABS je vysoce univerzální, efektivní a levný způsob výroby vysoce kvalitních plastových dílů. Je ideálním materiálem pro automobilový průmysl, elektroniku, spotřební zboží a zdravotnické vybavení díky své dobré odolnosti proti nárazu, hladkému povrchu a dobré zpracovatelnosti. Pro dosažení nejlepších výsledků při vstřikování ABS musí výrobci věnovat zvláštní pozornost kontrole teploty, rovnoměrné tloušťce stěny, optimálnímu vstřikovacímu tlaku a dostatečně navrženým formám. Absorpce vlhkosti v ABS pryskyřicích také vyžaduje předběžnou úpravu, protože může způsobit vznik bublin a dalších defektů a špatné mechanické vlastnosti. Techniky následného zpracování, jako je lakování pokovování a povrchová úprava, mohou vést k mnohem vyšší trvanlivosti a konečnému vzhledu výlisků z ABS.
ABS je stále jedničkou v oboru plastů vstřikování plastů, ale PP, PC, PE, PET a nylon jsou dalšími lepšími volbami na základě potřeb aplikace. Polykarbonát má lepší rázovou odolnost než nylon a polypropylen je chemicky odolnější. O správné volbě materiálu rozhodují mechanické vlastnosti, náklady, otázky životního prostředí a zamýšlené použití. Celkově lze říci, že lisování plastů ABS zůstává hlavní silou v moderní výrobě, protože jeho dokonalá kombinace výkonu, ceny a výroby z něj činí ideální materiál. ABS je spolehlivý a běžně používaný termoplast při vstřikování plastů bez ohledu na jeho použití pro automobilový průmysl, domácnost nebo průmysl.
Časté dotazy o vstřikování ABS
1. Lze plast ABS použít pro venkovní použití?
Tato konkrétní forma synchronního bezkartáčového stejnosměrného motoru s minimálním napětím má nízkou odolnost proti UV záření a je náchylná ke křehnutí a změně barvy vlivem slunečního záření. Navzdory tomu mohou UV stabilizátory nebo nátěry zvýšit jeho odolnost i pro venkovní použití.
2. Jaké jsou výhody vstřikování ABS?
ABS je tepelně odolný, extrémně pevný, ale lehký, má vysokou rázovou houževnatost, dobře se obrábí a snadno se opracovává jako hladký povrch. Navíc je stále lehký, ale pevný.
3. Odolává plast ABS chemikáliím?
Na ABS působí voda, kyseliny, zásady a někdy i organická rozpouštědla, jako je aceton. Může zlepšit stupeň schopnosti ABS odolávat chemikáliím.