Den moderne produktion handler om effektivitet og præcision. Nogle af de teknikker, der er i brug, omfatter gasassisteret sprøjtestøbning. Gasassisteret sprøjtestøbning er en teknologisk produktionsmetode, der hjælper med at producere lette, holdbare og komplekse plastdele. De hule sektioner skabes ved at injicere formen med inert gas, hvilket reducerer mængden af anvendt materiale og også forkorter cyklustiden.
Resultatet af dette er øget dimensionel præcision, mindre forvrængning og mulighed for at lave innovative designs. Sprøjtestøbning med gasassistance er nyttig i bilindustrien, møbelindustrien, elektronikindustrien og forbrugerproduktindustrien, hvor der er behov for omkostningseffektiv produktion med høj kvalitet. Pålidelige leverandører af sprøjtestøbning med sentinelgasassistance er sikret et regelmæssigt resultat. Med den fremherskende produktion gør de fleste producenter brug af sprøjtestøbte produkter, der hjælpes af brugen af gas, hvilket giver producenterne mulighed for at opnå effektivitet, styrke og æstetik.
Hvad er gasassisteret sprøjtestøbning?
Gasassistance sprøjtestøbning er den proces, hvor inert gas (normalt nitrogen) sprøjtes ind i formen under indsprøjtningen af plasten. Gassen tvinger den varme plast mod komponentens tynde vægge eller hulrum og skaber et hulrum indeni. Teknikken sparer materiale, øger nøjagtigheden i dimensionerne og minimerer skævheder.
Processen er mest hensigtsmæssig i de sektioner, der er tykke, eller hvis sektioner har lange strømningsveje. Den bruges i vid udstrækning til fremstilling af biler, møbler og forbrugerprodukter. Kvaliteten og pålideligheden sikres ved at vælge passende leverandører af gasassisteret sprøjtestøbning.
Drift af gasassisteret sprøjtestøbning
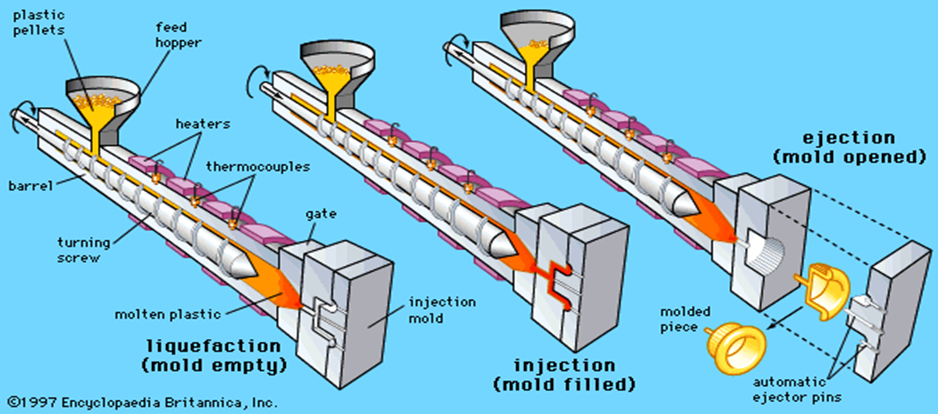
Det starter ligesom den konventionelle sprøjtestøbning, hvor plast sprøjtes ind i en form. Når formhulrummet er delvist fyldt, sprøjtes der gas under tryk ind i nogle af områderne. Denne gas gør, at den flydende plast presses udad og danner hule kanaler, ls, men gør overfladen hård.
Metoden resulterer i reduceret spænding i tykkere dele, ingen sænkninger og ensartet vægtykkelse. Resultatet er et emne af høj kvalitet, som er mere formstabilt, let og stærkt. Det er egenskaber, som er funktionelle og æstetiske for producenterne af produkter som f.eks. gasassisteret sprøjtestøbning.
Anvendelser af gasassisteret sprøjtestøbning: Gasassisteret sprøjtestøbning er en smidig fremstillingsteknik, som anvendes i de fleste industrier. Hule eller indviklede former kan skabes med mindre indsats, hvilket gør den passende til både nyttige og dekorative formål.
Automotive Industriel gasassisteret sprøjtestøbning af indvendige paneler, dørhåndtag og strukturelle dele udføres af bilproducenter. Proceduren gør det let uden at miste den styrke, der er forbundet med brændstofeffektivitet og ydeevne.
Møbler og forbrugerprodukter
Den gasassisterede sprøjtestøbning bruges til at skabe hule sektioner, der skabes i plastdele til møbler, apparater og værktøj. De lette komponenter som stolerygge, håndtag og huse udgør en effektiv produktionsmetode.
Industrielt udstyr
Robotterne og maskinerne har som regel brug for stærke plastdele af en vis størrelse. Fremstillede produkter baseret på gasassisteret sprøjtestøbning har holdbarhed, standard vægtykkelse og modstandsdygtighed over for vridning.
Elektronik Gasassisteret sprøjtestøbning bruges til fremstilling af forbrugerelektronik, værktøjskasser og andre enheder, der kræver et stærkt og attraktivt udseende, og som derfor har et lavt materialeforbrug.
Andre anvendelser
Det bruges også til sportsudstyr, legetøj og indpakning. Producenterne benytter sig af leverandører af gasassisteret sprøjtestøbning, som har mulighed for at producere dele af den givne størrelse og kvalitet.
Efter at have kendt sådanne anvendelser kan virksomheder opleve den fulde fordel ved gasassisteret sprøjtestøbning til at producere lette og prisbillige produkter.
Anvendt materiale
Termoplast: Termoplast er det mest anvendte materiale i gasassisteret sprøjtestøbning. Nogle materialer kan let bearbejdes og bindes i den gasassisterede proces, f.eks. polypropylen (PP), polyethylen (PE), ABS og polycarbonat (PC). Disse plasttyper er velegnede til fremstilling af lette og stærke sprøjtestøbte produkter.
Forstærket plast: Glasforstærket plast af nylon eller polypropylen er desuden hårdt og stift. De bruges i områder, hvor komponenten udsættes for en høj grad af stress eller belastning, og vil derfor klare sig godt sammen med de bil- eller industridele, der produceres under gasassisteret sprøjtestøbning.
Specialiserede polymerer: I nogle tilfælde bruges specialpolymerer, der er kendetegnet ved enten høj varmebestandighed eller kemisk resistens. Disse materialer bestemmer produktets krav i specifikke termer, der sikrer dets ydeevne og levetid. Inddragelsen af gasassisteret sprøjtestøbning, som har fungeret i industrien før, vil hjælpe med at vælge det rigtige materiale til enhver anvendelse.
Valg af materiale: Det anvendte medie skal have fremragende flydeegenskaber, termisk stabilitet og kompatibilitet med gasindsprøjtning. Det rigtige materialevalg er helt afgørende for at reducere fejlene, styrken og effektiviteten af de dele, der bruges i processen med gasassisteret sprøjtestøbning.
Teknikker
Gensidig indsprøjtning ved hjælp af gaskanaler
I den laves hule dele ved at pumpe ind i formen i nogle områder. Det sparer på materialeforbruget og giver ensartethed i væggens tykkelse. Det bruges også i vid udstrækning til produktion af lette og hårde kompositter - assisteret sprøjtestøbning.
Tilpasningsbar gastryksregulator
Gastrykket kan også justeres i støbeprocessen for at manipulere materialets flow på en bedre måde. Dette forhindrer synkemærker og forbedrer overfladefinishen og gør kunsten stærkere. Og vigtigst af alt er tilfælde af gasassisteret støbning af høj kvalitet. sprøjtestøbt produkter.
Sekventiel gasindsprøjtning
Sekventiel gasindsprøjtning indebærer indsprøjtning af gas på forskellige stadier af støbeprocessen. Proceduren vil garantere optimering af materialestrømmen, der antager form af en komplet X-form, og reduktion af antallet af defekter. Man bør også henvende sig til leverandørerne, da de er fortrolige med gasassisteret sprøjtestøbning, så det kan gøres præcist.
Topmoderne kølemetoder
Gasassisteret støbning med avancerede kølesystemer er praktisk til hurtig størkning af komponenter og reduktion af cyklustiden. Det fremmer produktiviteten, og det hindrer ikke emnets design.
Fordele ved gasassisteret sprøjtestøbning
Når man sammenligner den traditionelle støbning med den såkaldte gasassisterede sprøjtestøbning, er der flere fordele:
Besparelser på materialer
De hule sektioner bruger også mindre plast og reducerer både udgifter og miljøpåvirkning.
Mindre vridning og synkemærker
Gasassisteret støbning minimerer de fleste af de almindelige fejl, som f.eks. synkemærker eller overfladedeformationer, ved hjælp af en jævn fordeling af materialet.
Lighter-dele
Der findes hule strukturer, som gør det muligt at skabe lette komponenter uden at reducere styrken.
Hurtigere produktion
Sammen med et mindre materialeforbrug og et bedre flow følger en reduktion af cyklustiderne, hvilket er mere acceptabelt for producenterne.
Forbedret spillerum i designet
Det er muligt at skabe komplekse former samt at tilføje tykkere dele uden at reducere kvaliteten eller gøre det dyrere.
Overvejelser om design
Assisteret sprøjtestøbning udviklet med gas skal også planlægges godt for at maksimere processen.
Materialevalg Alle plastmaterialer kan gasstøbes. Designerne bør bruge materialer, der er lette at flyde og binde under gasindsprøjtning.
Væggens tykkelse
Væggene skal være lige tykke. De åbne rum bør placeres på strategiske steder for at skabe styrke og funktionalitet.
Placering af gaskanalen: Placeringen af gaskanalen er meget vigtig. Når de lægges forkert, kan de efterlade halvfyldte fyldninger, svage punkter eller æstetiske defekter.
Formdesign
Der skal være mulighed for passage af plast og gas til formene. Portene skal være godt ventilerede og designet til at sikre, at produktionen er effektiv, og at fejlene minimeres.
Disse designspecifikationer er det sikre middel til resultater af høj kvalitet og pålidelighed ved gasassisteret sprøjtestøbning.
Omkostnings- og produktionseffektivitet
Omkostninger og produktionseffektivitet Gasassisteret sprøjtestøbning er meget økonomisk sammenlignet med de traditionelle processer, hvad angår formbetingelser, udgifter og hastigheden, hvormed produkterne produceres. Det sparer på materialeomkostningerne, fordi delene er hule rum, der er gode og økonomiske.
Processen gør det muligt for smeltet plast at flyde frit, og det sparer tid på afkøling. Det gør det muligt for producenterne at producere dele hurtigere uden at gå på kompromis med kvaliteten. Virksomheder, der fremstiller emnerne ved hjælp af gasassisterede sprøjtestøbte produkter, har den fordel, at det går hurtigere, og at resultaterne er ensartede.
Samarbejdet med de eksperter, der leverer den gasassisterede sprøjtestøbningsproces, reducerer antallet af manuelle håndteringer og samlinger, hvilket også reducerer lønomkostningerne. Det er meget effektivt med hensyn til at spare materiale, mindske cyklusserne og fejlene, selv om formene er mere komplicerede i starten.
Almindelige fejl at undgå
Der er mange fejl, som kan påvirke produktets kvalitet og effektivitet ved gasassisteret sprøjtestøbning. Spørgsmålet om forkert gastryk er det mest almindelige problem. Over- eller undertryk kan føre til deformation af komponenter eller defekter.
En anden fejl er dårlig kanalisering af gasser. Enhver fejljustering kan resultere i delvis fyldning eller glatte vægge, som vil gøre produkter, der er fyldt med gasassisteret sprøjtestøbning, svage.
Problemet med uoverensstemmelse mellem de anvendte materialer er også ret almindeligt. Nogle plastmaterialer har ikke reageret godt på gasassisterede processer, hvilket har ført til defekter eller dårlig limning.
Det kan også være problematisk at ignorere designretningslinjer, f.eks. vægtykkelse og delens geometri. Komponenter kan bøjes, synke eller blive stressede.
Følgende fejl kan elimineres ved at samarbejde med erfarne leverandører af gasassisteret sprøjtestøbning, ved at tage hensyn til de relevante retningslinjer for design og proces og ved at sikre en konstant produktion af høj kvalitet.
Identificering af de rigtige leverandører af gasassisteret sprøjtestøbning
En vellykket gasassisteret sprøjtestøbning afhænger af, hvilken partner man vælger. Arbejdet med veletablerede leverandører er en garanti for kvalitetsdele og uafbrudte produktionsprocesser.
Vælg gasassistenten sprøjtestøbning leverandører, der har en succesfuld historie med at fremstille gasassisterede sprøjtestøbte produkter af samme art, som ligner dit projekt. De kan undgå fejl og forbedre deres effektivitet ved hjælp af deres erfaring med design af formene og valg af det anvendte materiale.
Leverandøren bør også levere en procesoptimeringsguide til processen, f.eks. gastryk, positioneringskanaler og cyklustider. Det kan bruges til at reducere spild og unøjagtigheder i produktionen.
Leverandører af kvalitet investerer i kvalitetskontrolsystemer og nyt udstyr. De giver sikre resultater, en hurtigere hastighed og omkostningseffektivitet i gasassisterede sprøjtestøbningsprogrammer.
Fremtidige tendenser
Det er fremtiden for gasassisteret sprøjtestøbning, som afhænger af innovation og effektivitet. Producenterne ser på nyere, stærkere, lettere og mere holdbare materialer. Det er teknologier, der resulterer i gasassisterede sprøjtestøbte kvalitetsprodukter.
Den anden vigtige tendens er automatiseringstendensen. Robotter og AI-systemer står i stigende grad for gasindsprøjtningen og formhåndteringen, og de udrydder fejlene og gør produktionsprocessen hurtigere. Gasleverandørerne med erfaring inden for sprøjtestøbning tager også teknologierne til sig for at holde trit med konkurrenterne.
Bæredygtighed er også i fokus. Forbruget af færre materialer, genbrug af plast og energibesparende produktion er miljøvenlige produktionselementer i fremstillingen af miljøvenlig sprøjtestøbning, der betegnes som gasassisteret sprøjtestøbning.
Dette forbedres med tilføjelsen af 3D-print, som udvider mulighederne for hurtig prototyping og serieproduktion. Det hjælper designere med at eksperimentere med komplekse former til lave omkostninger og på kortest mulig tid; på den måde er gasassisteret sprøjtestøbning mere produktiv i moderne produktion.
Konklusion
Gas-assisteret sprøjtestøbning kan tilbyde producenterne en levedygtig tilgang til at producere lette, komplicerede og robuste komponenter. Virksomhederne er i stand til at træffe den rigtige beslutning, da de ved, hvordan det fungerer, hvilke fordele det giver, og hvordan det skal designes. Valget af pålidelige leverandører af gasassisteret sprøjtestøbning vil betyde, at standarden for gasassisterede sprøjtestøbte produkter vil være den samme på tværs af brancherne. Faldet i mængden af anvendt materiale resulterer i en stigning i produktionshastigheden og muligheden for at foretage ændringer i design, hvilket øger populariteten af teknikken, der bliver en ret nødvendig form for moderne produktion.
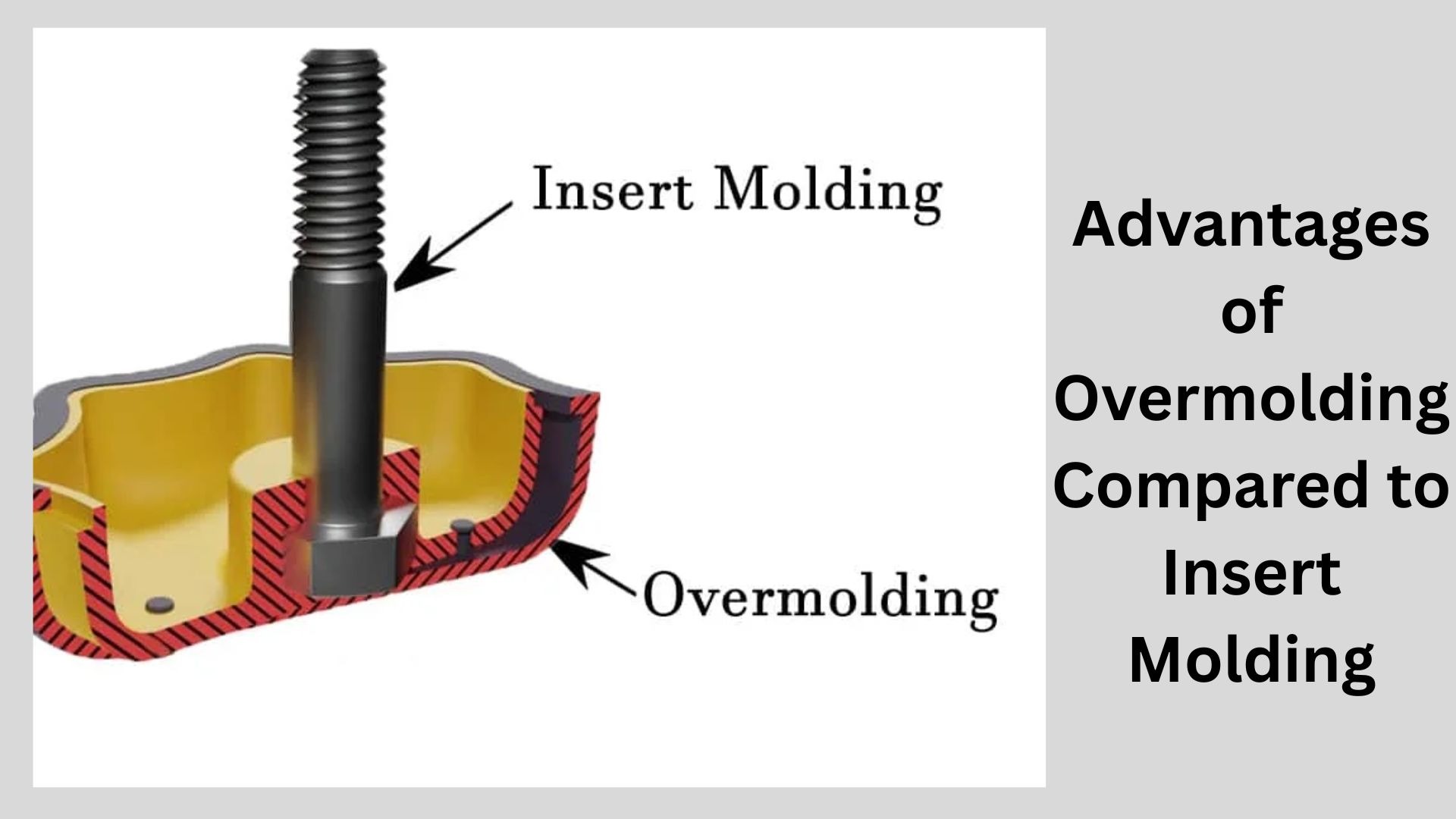
Valget af den rigtige støbeproces spiller en meget afgørende rolle i produktionsverdenen. To af de mest almindelige teknikker er overstøbning og indsætningsstøbning. Hver af dem har sine stærke sider, anvendelser og udfordringer. Forskellene kan være tidsbesparende og omkostningsbesparende, hvilket er tilfældet, når man skal vælge mellem dem. Når det gælder fremstilling af produkter, afhænger fremstillingen af produktet af brugen af den rigtige støbeproces for at bestemme produktets kvalitet og effektivitet. Disse to er overstøbning og indsætningsstøbning. På trods af at de begge bruger flere materialer, anvendes de til forskellige formål.
Overstøbning fokuserer på komfort, udseende og soft touch-overflade, mens indsatsstøbning er baseret på styrke, holdbarhed og mekaniske bindinger. Erfaringen med forskellen, fordelene og anvendelsen af disse metoder gør det muligt for producenterne at træffe gode beslutninger. Følgende artikel behandler de vigtigste punkter, som design, omkostninger, produktionstid og fremtidige tendenser, som kan gøre det muligt for fagfolk at vælge mellem insert mold og overmold, og hvordan de kan producere deres varer på den mest hensigtsmæssige måde.
Hvad er overstøbning?
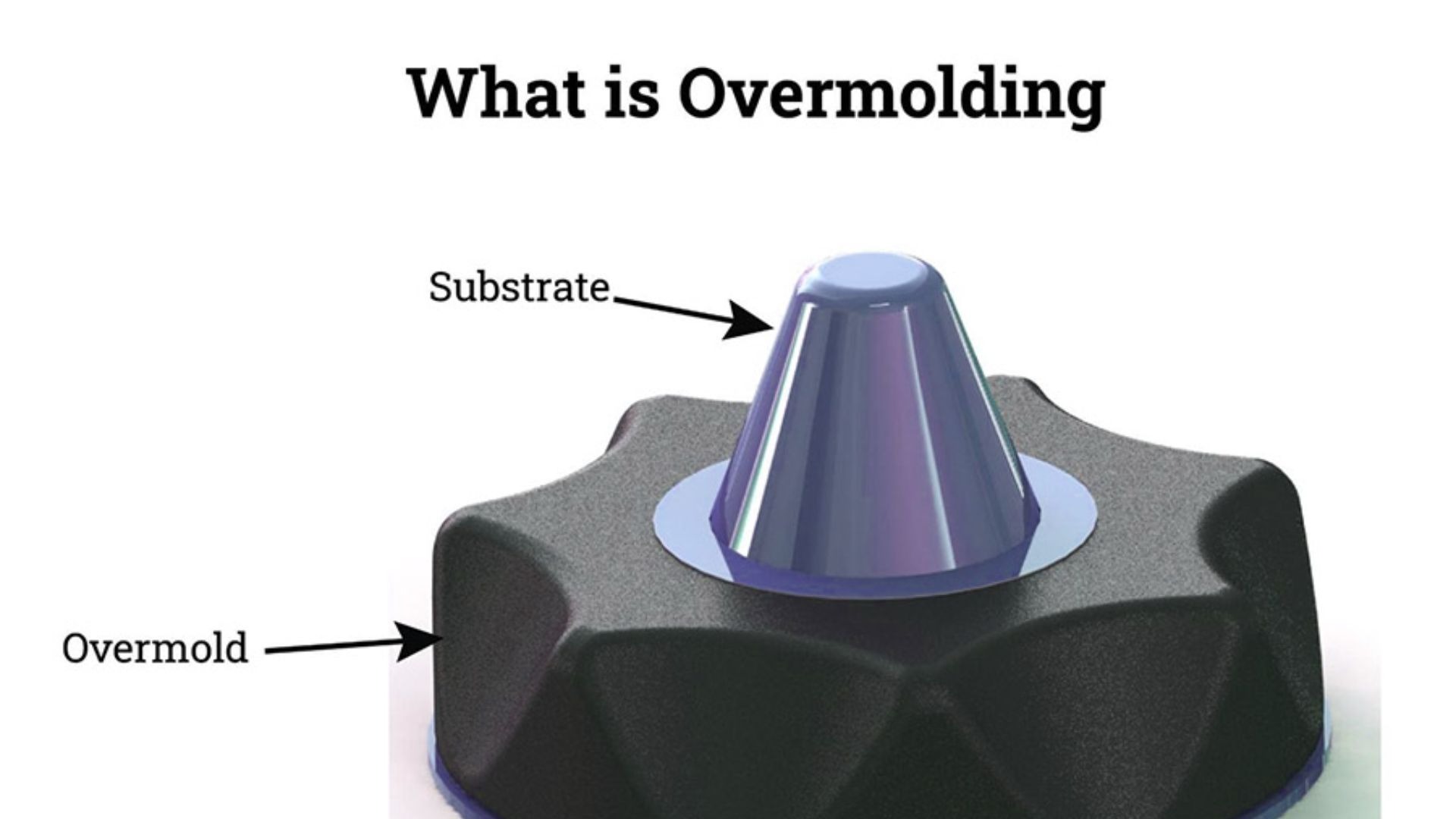
Ved overstøbning skabes en komponent ved at bruge to eller flere forskellige materialer. En substratbase er generelt formet. Det bliver derefter støbt med et sekundært materiale over eller omkring det. Det giver producenterne mulighed for at blande materialer med forskellige egenskaber, f.eks. stivhed og fleksibilitet.
Soft-touch-produkterne er typisk overstøbte, herunder greb på værktøj, tandbørster eller andre elektroniske genstande. Det øger skønheden, komforten og funktionaliteten.
Overstøbning har et par væsentlige ulemper, som omfatter:
Mere ergonomisk og behagelig for brugeren.
Højere levetid for produkterne.
Mere fleksibilitet i designet.
Hvad er indsætningsstøbning?
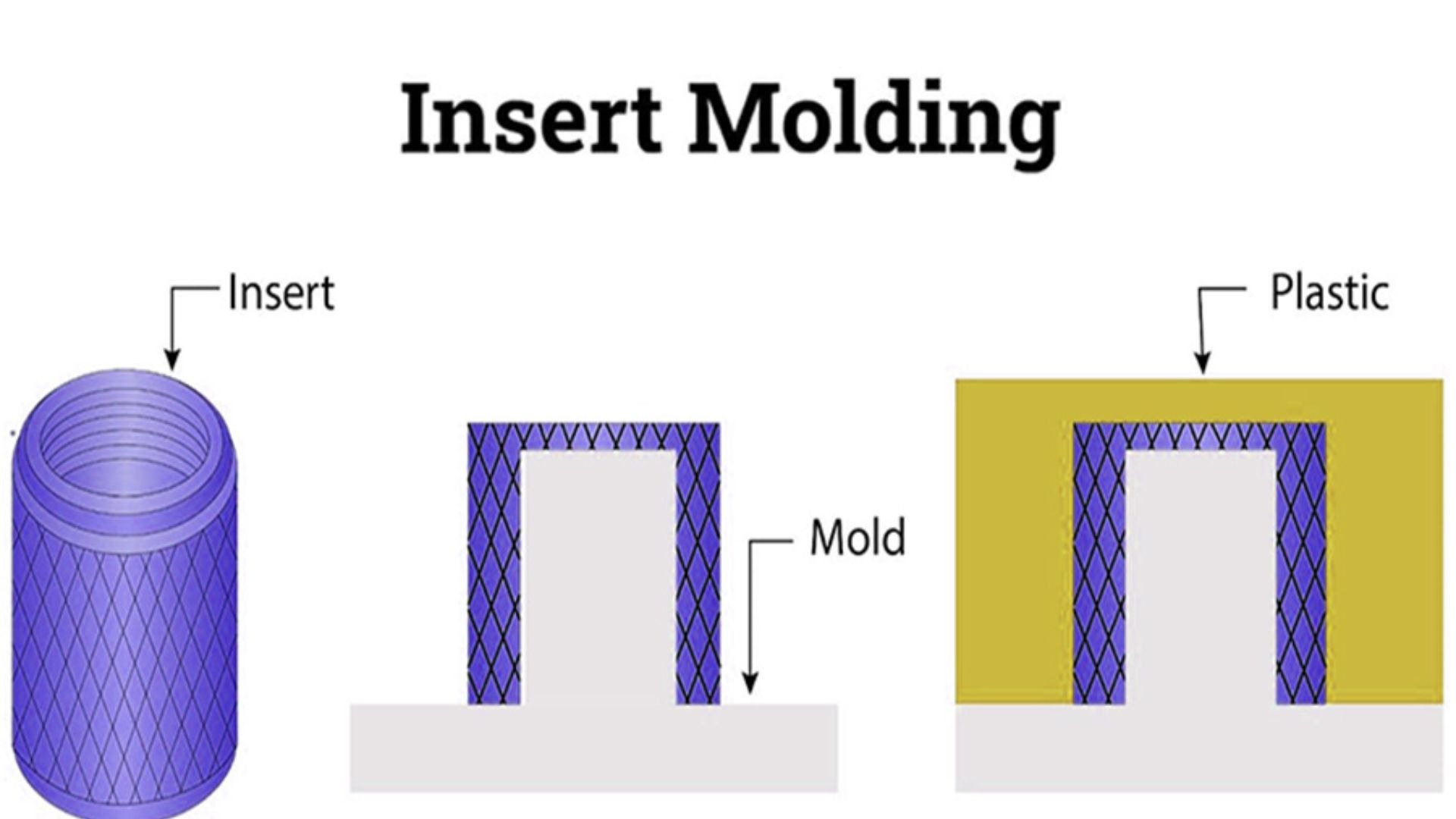
Indsatsstøbning: Dette er en proces, hvor en præformet komponent indsættes i en form, og plast sprøjtes ind i delen. Indsatsen kan være af metal, plast eller et andet materiale. Det færdige produkt har den tilpassede indsatsform.
Indsatsstøbning er den støbning, der i vid udstrækning bruges i industrier, hvor der kræves høje mekaniske bindinger. Elektriske stik, bildele og hardwarekomponenter er nogle af de ting, der har tendens til at være afhængige af denne teknik.
Fordelene ved indsatsstøbning er:
Stærk mekanisk binding
Reduceret montagetid
Evnen til at forene forskellige materialer.
Nogle eksempler på overstøbning og indsætningsstøbning
Det drejer sig om overstøbning og indsatsstøbning, som finder bred anvendelse i fremstillingsprocessen, selv om de bruges i forskellige applikationer med hensyn til produkternes særlige egenskaber. Deres forståelse af deres anvendelser vil hjælpe producenterne med at vælge den rigtige proces.
Anvendelser Overstøbning er blevet anvendt som følger
Overstøbning er velegnet til produkter, der skal være komfortable, smukke eller gribevenlige. Det er en kombination af både bløde og hårde materialer, der anvendes i en enkelt funktionel del. Almindelige anvendelser er:
Værktøjsgreb: Håndtagene er mere ergonomiske og lavet af overhærdet plast.
Forbrugerelektronik: Bløde trykknapper på ting som fjernbetjeningen og hovedtelefonerne.
Medicinsk udstyr, Medicinsk udstyr: Sikkerhed og komfort. Sprøjter eller kirurgisk udstyr har gummibelagte overflader.
Bildele: Gummipakninger eller tætninger til plastdelene for at minimere støj og forbedre holdbarheden.
Følgende applikationer er blevet udført under Insert Molding
Begrundelsen for at bruge en indsatsstøbning er, at produktet kræver høj mekanisk styrke, eller at det er en kombination af forskellige materialer i én enhed. Det anvendes i almindelige applikationer som f.eks:
Elektriske stik: PT består af former, der indeholder metalindsatser, som skal indsættes i plastlegemer.
Dele til biler: Motordele eller beslag, hvor der skal laves metalindsatser for at styrke plasten.
Hardware-løsninger: Skruer eller metalgenstande er inkluderet i plastikstykkerne for at gøre dem nemme at sætte sammen.
Industrielt udstyr: Maskindele, der omfatter både metalindsatser og formstøbt plast, der skal bruges i dele med høj belastning.
Den enkeltes valg mellem de to processer afhænger af målet med produktet. Det skal overstøbes i tilfælde af overkomfort, greb eller blød berøringsoverflade. Hvis problemer med styrke, holdbarhed og mekanisk stabilitet er af stor betydning, skal man anvende indsatsstøbning.
Konceptet med disse applikationer vil hjælpe med at opnå fordelene ved den såkaldte overmolding og insert moulding inden for moderne produktion.
Væsentlige forskelle mellem overstøbning og indsatsstøbning
Selv om de to metoder indebærer brug af materialer, er der tydelige forskelle. Her er en detaljeret sammenligning:
Funktion
Overstøbning
Indsatsstøbning
Proces
Støber et sekundært materiale over et basissubstrat
Injicerer plast omkring en præformet indsats
Materialer
Kombinerer ofte blød og hård plast
Kan kombinere plast med metal, plast eller andre komponenter
Anvendelser
Greb, håndtag, forbrugerelektronik
Elektriske stik, bilindustrien, hardware
Kompleksitet
Lidt mindre kompleks
Kræver præcis placering af indsatser
Styrke
Fokus på komfort og æstetik
Fokus på mekanisk styrke og holdbarhed
Det er en sammenligning, man skal foretage, når man skal vælge mellem en indsatsform og en overform. Overmoldingen er optimeret i forhold til brugeroplevelsen, og indsatsstøbningen er også optimeret i forhold til den strukturelle integritet.
Fordele ved overstøbning sammenlignet med indsætningsstøbning
Når man sammenligner overmold med insert mold, skal man kende fordelene ved hver proces. De to er gode på mange måder, men begge processer giver mulighed for at kombinere materialer.
Fordele ved overstøbning
Øget ergonomi: Behagelige greb og håndtag på hårde overflader er bløde.
Bedre æstetik: Overstøbning betyder, at farverne og strukturerne kan blandes, så de fremstår i høj kvalitet.
Hurtigere montering: En række dele kan samles samtidigt, hvilket sparer tid.
Fleksibilitet i designet: Funktionaliteten og de visuelle effekter kan opnås ved hjælp af en række forskellige materialer.
Øget brugervenlighed: Fungerer bedst, når produktet kræver en blød berøring, f.eks. tandbørster, værktøj og elektronik.
Opnåelse af fordelene ved indsætningsstøbning
Kraftig mekanisk binding: Indsatser som metaller og hård plast er permanent integreret i støbeproduktet.
Holdbarhed: Dele kan stresses og udsættes for enorme mekaniske belastninger til bristepunktet.
Mindre montering: Indsatserne er støbt og eliminerer dermed behovet for montering efter produktionen.
Tillader komplekse mønstre: Designet er ideelt: Når der er flere materialer, der skal være strukturelt sunde i produktet.
Præcision og pålidelighed: De bedste anvendelsesmuligheder er inden for industri, elektronik og køretøjskomponenter.
Bevidstheden om disse fordele vil vejlede producenterne, når de skal træffe beslutninger, f.eks. om det bedste af de to alternativer: indsatsstøbning og overstøbning. Overstøbning er bedst, hvis det er komfort, design og æstetik, det drejer sig om. Indsatsstøbning er bedre, hvis styrke, holdbarhed og mekanisk ydeevne er af større betydning.
Det kan konkluderes, at processen enten kan oversprøjtes eller indsættes, og virksomhederne kan vælge den passende for at reducere omkostningerne, spare tid og øge varernes kvalitet.
Overvejelser om design
Det er meget afhængigt af design, når der skal træffes beslutning om enten indsatsstøbning eller overstøbning. Kvalitetsplanlægning sikrer også kvalitetsproduktion, færre fejl og maksimal udnyttelse af fordelene ved enhver proces.
Materialekompatibilitet
Når man bruger overmolding, er det nødvendigt at vælge materialer, der binder til hinanden. Forkert matchning af materialerne kan resultere i delaminering eller sårbarhed. På samme måde er det vigtigt at sikre, at tryk og temperatur ligger inden for indsatsmaterialets rækkevidde under støbningsprocessen. Det er en meget vigtig procedure i sammenligningen af overstøbning og indsatsstøbning.
Tykkelse og lagdækning
Ved overstøbning skal basen have en passende tykkelse, og overstøbningsmaterialet skal bruges til at sikre, at det ikke vrider sig, samt til at sikre, at det er holdbart. Ved indsatsstøbning er det meningen, at hele indsatsen skal omsluttes af formen for at give den mekanisk styrke og en god binding. Tykkelsen af de korrekte lag er nyttig i de vellykkede projekter med indsatsformen vs overmold.
Formdesign
En form er skabt på en sådan måde, at det er nemt at udtage delene og forhindre stress på materialerne. Når der er mulighed for overstøbning, skal formen være af en type, der kan rumme mere end et materiale, der har forskellige flydeegenskaber. Ved indsatsstøbning skal formene fyldes på en måde, så indsatserne ikke glider ud af deres plads, da de vil bevare et stærkt greb; ellers vil støbeprocessen ikke være vellykket med hensyn til succes i overmold vs insert mold.
Æstetik og overfladefinish
Overmolding er typisk fokuseret på udseende og berøring. Designere bør overveje tekstur, farve og overfladens kvalitet. Når det gælder indsatsstøbning, følger æstetikken efter styrken, selv om der er sørget for en ordentlig efterbehandling for at sikre, at det endelige produkt lever op til kvalitetsstandarderne.
Krav til termisk ekspansion
Forskellige materialer har forskellig ekspansionshastighed. Både ved overstøbning og indsatsstøbning kan manglende hensyntagen til varmeudvidelse føre til revner, forkert justering eller lav vedhæftning. Det er vigtige punkter, der skal tages i betragtning, når man taler om indsatsstøbning kontra overstøbning.
Omkostninger og produktionstid
Moralen i historien, som kan læres for at producere på den bedst mulige måde, er forståelsen af omkostningerne og produktionstiden for processerne med overstøbning og indsatsstøbning. Begge metoder har deres problemer, som påvirker de samlede priser og hastigheden.
Indledende omkostninger til skimmelsvamp
Overstøbningen kan kræve mere komplekse forme for at kunne rumme de mange materialer. Det kan øge opstartsomkostningerne til værktøj. Denne investering kan dog betales med en reduktion af kravene i fremtiden under monteringen.
Omkostningerne til støbning af indsatser er også større end omkostningerne til formen, fordi der er brug for et fastspændingssystem til indsatserne. Formens design er vigtigt for at undgå fejl under produktionen. Når man sammenligner de to muligheder for indsatsformning og overformning, er den første investering i formen ofte den samme, men baseret på emnets kompleksitet.
Materiale- og arbejdsomkostninger
Overstøbning kan også spare arbejdsomkostninger, fordi det kan gøres, når dele kombineres i en enkelt proces. Det giver også mulighed for at bruge en mindre mængde bløde materialer som greb og belægninger, og det sparer ressourcer.
Støbning af indsatser. Indsatser kan udarbejdes, før de støbes. Men når det er automatiseret, sænker det omkostningerne til samling efter produktionen, hvilket kan reducere arbejdsomkostningerne på lang sigt. Dette er en af nøglefaktorerne i beslutningen om at lave/overstøbning og indsætte støbningen.
Produktionshastighed
I tilfælde af overstøbning kan materialet sprøjtes ind mere end én gang, hvilket resulterer i en længere cyklus, men det kan anvendes til at fjerne efterbehandling og samling.
Man kan opnå en hurtig støbning af indsatsen, når processen med at placere indsatsen er forenklet, især med automatiserede linjer. Det giver en fordel ved brug i store mængder, hvor effektivitet er altafgørende.
Omkostningseffektivitet
Den relevante proces kan give besparelser i det lange løb. Overstøbning reducerer den montering, der skal udføres, og det sparer omkostninger til arbejdskraft. Brugen af indsatsstøbning gør delene stærkere, og forekomsten af fejl er minimal. Ved at måle disse faktorer vil producenterne kunne beslutte, hvilken der skal bruges: overmold vs insert mold eller insert molding vs overmolding.
Almindelige fejl at undgå
Ved overstøbning og indsatsstøbning kan visse fejl gå ud over kvaliteten af et produkt og øge produktionsomkostningerne. Bevidsthed om disse fælder er en af måderne at sikre, at produktionen bliver en succes.
Valg af inkompatible materialer
Brugen af materialer, der ikke binder godt til hinanden, er en af de mest almindelige fejl, der begås ved overstøbning. I tilfælde af indsatsstøbning går revnerne eller delene i stykker, når de anvendte indsatser ikke er modstandsdygtige over for støbningstrykket. Når man beslutter sig for, om man vil bruge en indsatsform eller en overform, skal man altid tjekke materialekompatibiliteten.
Forkert justering af indsatser
Når der er tale om en indsatsstøbningsproces, kan den forkerte placering af indsatser føre til, at indsatserne flytter sig under indsprøjtningen, og det forårsager defekter eller svage områder. Fejlplacering reducerer den mekaniske styrke og øger afvisningsprocenten. Positionering er en meget vigtig parameter, når det drejer sig om at sammenligne processen med over måneder og insert mold-processer.
Ignorerer termisk udvidelse
Den procentvise vækst af forskellige materialer baseret på varme varierer. Hvis man ignorerer dette, kan det føre til vridning, revner eller adskillelse i de overstøbte og også i de indsatsstøbte dele. Bemærk: Termisk udvidelse: Når man går i gang med et design, skal det altid overvejes, især når det drejer sig om et projekt med indsatsstøbning vs. overstøbning.
Dårligt formdesign
Materialets flow kan være ujævnt, og delene kan ikke dækkes eller fjernes på grund af en dårligt tegnet form. Det kan påvirke æstetikken i tilfælde af overstøbning; det kan reducere den mekaniske styrke i tilfælde af indsatsstøbning. Der skal være det rigtige design af formen for at opnå maksimal overstøbning sammenlignet med indsatsstøbning.
Springe kvalitetstjek over
Fremstillingsprocessen kan være forhastet og ikke ordentligt kontrolleret, og fejlene vil blive overset. Kvalitetskontroller udføres regelmæssigt for at sikre, at alle dele er robuste, holdbare og udformet, så de passer til standarderne. Det er en af de vigtigste aktiviteter i forbindelse med effektiv overstøbning og indsatsstøbning.
Fremtidige tendenser
Fremstillingsindustrien er dynamisk. Både overmolding og insert molding tilpasser sig ny teknologi og nye materialer. Forudseelse af fremtidige tendenser hjælper virksomheden med at være konkurrencedygtig og innovativ.
Avancerede materialer
Der udvikles bedre polymerer og kompositter, som er stærkere, mere fleksible og mere hårdføre. Det er materialerne, der gør overmolding og insert molding stærkere, og derfor bliver produkterne lettere, stærkere og mere alsidige. Ny materialevidenskab kan bruges til at forbedre mulighederne for insert mould vs overmold.
Automatisering og robotteknologi
På grund af automatisering er produktionen af overstøbte og indsatsstøbte dele under udvikling. Med maksimal præcision kan robotter indsætte indsatserne og reducere antallet af fejl og forkorte produktionsprocessen. Tendensen gør produktionen inden for overmold vs insert mold mere effektiv og mindre arbejdskrævende.
Integration med 3D-printning
3D-print kombineres med overmolding og insert molding for at kunne lave hurtige prototyper og produktion i lille skala. Det giver designerne mulighed for at arbejde med komplekse former, reducere leveringstiden og skræddersyede dele, og det øger fleksibiliteten i hele systemet i tilfælde af indsatsstøbning i forhold til overstøbning.
Bæredygtig produktion
Bæredygtigheden af materialer og processer er nu udbredt inden for både overmolding og insert molding. I de nuværende produktionstendenser inden for overstøbning og indsatsstøbning bruger virksomhederne biologisk nedbrydelig plast og genanvendelige indsatser for at reducere miljøpåvirkningen.
Smart produktion
Internet of Things (IoT) og sensorer, der bruges til at designe støbeforme, giver mulighed for at overvåge temperatur, tryk og flow af materialer i realtid. Det gør det muligt at undgå fejl, optimere produktionen og kontrollere kvaliteten ved overstøbning og indsatsstøbning.
Konklusion
Valget af overstøbning og indsatsstøbning afhænger af hensigten med produktet. Overstøbning er den bedste løsning, hvis du har brug for blødhed, komfort eller skønhed. Indsatsstøbning vil være det bedste valg, når mekanisk styrke og holdbarhed er af betydning på det pågældende tidspunkt. Oplysningerne om forskellen mellem indsatsform og overform, overform og indsatsform, forskellen mellem overform og indsatsform og designkravene til indsatsform og overform kan hjælpe en producent med at træffe en sund beslutning.
Endelig er der problemet med overstøbning vs. indsatsstøbning, der ganske enkelt kan beskrives som processen med et perfekt match mellem processen og produktets krav. Med den rigtige tilgang spares der tid, omkostningerne reduceres, og der fremstilles funktionelle produkter af høj kvalitet, som lever op til industristandarderne.
https://plas.co/wp-content/uploads/2026/02/3.jpg10801920Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2026-02-11 03:49:132026-02-11 03:50:00Forskelle og ligheder mellem overstøbning og indsatsstøbning: sammenligning og anvendelser
Produktionsprocessen inden for fremstilling har ændret sig i høj grad i de sidste mange årtier, og blandt de vigtigste bidragydere til udviklingen inden for området er udviklingen af plastsprøjtestøbeværktøjer. Værktøjerne er vigtige i udviklingen af de plastkomponenter, der bruges i forskellige industrier som bilindustrien, sundhedssektoren, forbrugerelektronik og emballageindustrien. Avancerede værktøjer fører til præcision, gentagelsesnøjagtighed og effektivitet, hvilket er hjørnestenen i nutidens plastproduktion.
Når virksomhederne investerer i plastsprøjtestøbeværktøjer, investerer de på baggrund af deres produktkvalitet. De hjælper med at fastlægge de støbte deles endelige form, finish og dimensionelle nøjagtighed. Selv de fineste støbemaskiner kan ikke producere de samme resultater uden veldesignede værktøjer. plastindsprøjtningsform værktøj.
Hvad er værktøjer til plastsprøjtestøbning?
Ideen med sprøjtestøbning er ganske enkelt at sprøjte smeltet plast ind i en form, afkøle og skubbe ud. Effektiviteten af værktøjet til plastsprøjtestøbning har direkte indflydelse på effektiviteten af denne proces. Værktøjet består af forme, indsatser, kerner, hulrum og kølesystemer, som udgør den struktur, der former plastmaterialet.
Producenter bruger de såkaldte plastsprøjtestøbeværktøjer, så de kan skabe tusindvis eller i nogle tilfælde millioner af de samme dele. Cyklustiden, volumenproduktionen og den langsigtede vedligeholdelse bestemmes af disse værktøjers holdbarhed og design. Det er grunden til, at et korrekt valg af partner med hensyn til plastsprøjtestøbeværktøjer er afgørende for enhver produktionsoperation.
Former for værktøj til sprøjtestøbning
Sprøjtestøbeværktøjer fås i forskellige typer for at imødekomme produktionskrav, delkompleksitet og overkommelige omkostninger. Den rigtige form garanterer effektivitet, kvalitetsdele og omkostningseffektivitet.
Støbeforme med én kavitet: støber en del i hver cyklus, hvilket er velegnet, når der er tale om lavvolumenproduktion eller prototyper. De er nemme og billigere, men mindre hurtige i masseproduktion.
Støbeforme med flere hulrum: producerer flere identiske dele i en enkelt cyklus, hvilket er bedst, når der skal fremstilles store mængder. De sparer på delomkostningerne, selv om de kræver et nøjagtigt design for at fylde jævnt.
Familieformer: Delene produceres i en enkelt cyklus af familieforme, hvilket minimerer uoverensstemmelser i samlingen. Det er sværere at designe et sådant hulrum, da hvert hulrum kan fyldes på forskellige måder.
De varme løberforme: holder plasten i smeltet form inde i opvarmede kanaler og minimerer dermed spild og cyklustid. De er velegnede til masseproduktion af høj kvalitet.
Koldtløbende støbeforme: gør det muligt at støbe løberne sammen med delen, hvilket er nemmere og billigere, men skaber spild af mere spild.
To-plade og tre-plade forme: Almindelige formdesigns er to-plade og tre-plade forme. To-pladeforme er nemme og billige at fremstille, mens tre-pladeforme muliggør automatisk adskillelse af løberne for at opnå renere dele.
Indsæt støbeforme: indlejrer systemerne af metaller eller andre dele i komponenten, hvilket fjerner behovet for montering. Overmold tager et materiale og giver det et andet, som isolerer eller giver det et greb.
Prototyping (blødt) værktøj: Det bruges til test eller lavvolumenproduktion, mens Hard Tooling, der er lavet af stål, er robust til højvolumenproduktion. Stack Molds forbedrer produktionen ved at støbe flere lag af dele på samme tid.
Valget af passende værktøj varierer med produktionsmængden, emnets kompleksitet og materialet, hvilket vil bidrage til effektivitet og kvalitet af resultatet.
Tabel 1: Typer af værktøj til sprøjtestøbning
Værktøjstype
Hulrum
Cyklustid (sek.)
Produktionsvolumen
Noter
Enkeltkavitetsform
1
30-90
<50.000 dele
Lavt volumen, prototype
Form med flere hulrum
2-32
15-60
50,000-5,000,000
Højt volumen, konsekvent
Familie-skimmelsvamp
2-16
20-70
50,000-1,000,000
Forskellige dele pr. cyklus
Varmkanalsform
1-32
12-50
100,000-10,000,000
Minimalt spild, hurtigere cyklusser
Koldløberform
1-32
15-70
50,000-2,000,000
Enkelt, mere materialespild
Form med to plader
1-16
20-60
50,000-1,000,000
Standard, omkostningseffektiv
Form med tre plader
2-32
25-70
100,000-5,000,000
Automatiseret løberadskillelse
Indsæt form
1-16
30-80
50,000-1,000,000
Metalindsatser medfølger
Form til overstøbning
1-16
40-90
50,000-500,000
Dele af flere materialer
Fordelene ved formværktøj af høj kvalitet
Der er flere langsigtede fordele ved at investere i værktøjer til plastsprøjtestøbning af høj kvalitet. For det første giver det en stabil kvalitet af dele i store produktionspartier. For det andet mindsker det nedetiden på grund af værktøjsfejl eller unødvendig vedligeholdelse. Endelig forbedrer det produktionens effektivitet gennem optimering af køling og optimering af materialeflowet.
Virksomheder, der fokuserer på produktion af holdbare plastsprøjtestøbeværktøjer, har en tendens til at få mindre skrot og øget omsætning. Korrekt konstruerede værktøjer til plastsprøjtestøbning kan også holde til komplicerede former og strenge tolerancer, hvilket giver virksomhederne mulighed for at være innovative uden at skulle præstere noget.
Designfaktorer i formværktøj
Et af de vigtigste krav i processen med at skabe værktøjer til plastsprøjtestøbning er design. Ingeniørerne skal tage højde for valget af materialer, væggens tykkelse, trækvinklen og køleevnen. Et godt design reducerer stresspunkterne og forlænger værktøjets levetid.
Emnets kompleksitet er en anden afgørende faktor for prisen på værktøj til plastsprøjtestøbning. Komplekse former eller underskæringer kan indebære brug af sidehandlinger, løftere eller forme med flere hulrum. Disse egenskaber øger designtiden og produktionsomkostningerne, men er typisk nødvendige for komponenter med høj ydeevne.
Da det kræves, at værktøj til plastsprøjtestøbning skal kunne modstå højt tryk og høj temperatur, er valget af materialer afgørende. Afhængigt af produktionsmængde og anvendelsesbehov anvendes værktøjsstål, aluminium og speciallegeringer.
Dele og komponenter til værktøj til sprøjtestøbning
Værktøjet, der bruges til sprøjtestøbning, er en kompliceret mekanisme, der består af mange dele, der er konstrueret til den yderste grad. Begge komponenter har en vis effekt i processen med at støbe smeltet plast til et færdigt emne og sikre nøjagtighed, effektivitet og repeterbarhed. Disse egenskaber er nyttige for at forstå den måde, hvorpå plastdele af høj kvalitet kan produceres med ensartethed i store mængder.
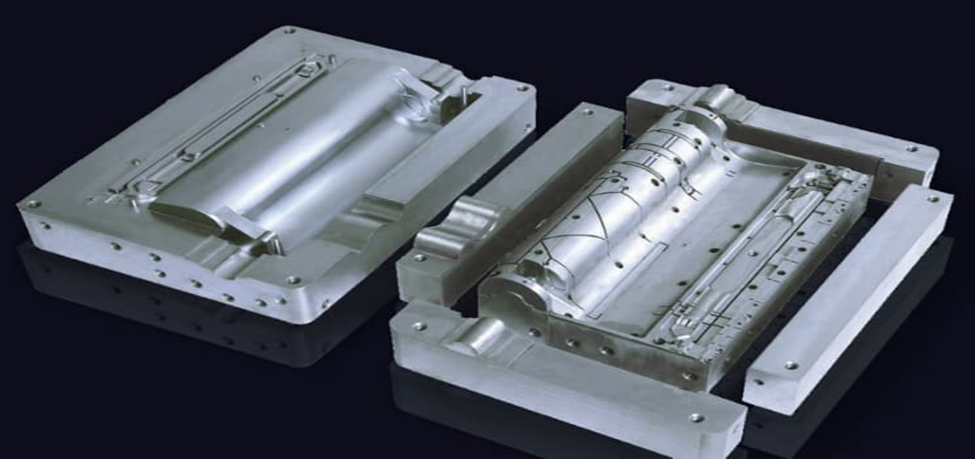
Formhulrum
Det hulrum, som danner plastdelens ydre form, kaldes formhulrummet. Smeltet plast sprøjtes ind i formen og fylder efterfølgende dette hulrum og hærder til det endelige produkt. Emnernes størrelse, overfladefinish og udseende afhænger af hulrummets design. Krympningshastigheden og trækvinklerne skal beregnes af ingeniører for at sikre, at emnet kommer ud uden defekter.
Formens kerne
Formens indre geometri er lavet af formkernen. Den udvikler funktioner som huller, fordybninger og indvendige kanaler, som er afgørende for funktionaliteten og en reduktion af vægten. I enkle forme er kernerne faste, mens de mere komplicerede dele skal have glidende eller sammenklappelige kerner for at gøre det muligt at frigøre underskæringer under udstødningsprocessen. Kernen og hulrummet er perfekt justeret, hvilket giver dimensionsnøjagtighed.
Løber-system
Løbersystemet er et system af kanaler, der leder dysen til den smeltede plast fra sprøjtemaskinen til formen. En effektiv løber er designet til at gøre flowet afbalanceret, så alle hulrum fyldes jævnt ud. Fejl i dårligt design af løbere omfatter synkemærker, korte skud eller vridning.
Flow-kanaler
Strømningskanaler defineres som de individuelle veje i systemet af løbere, hvor plasten bevæger sig i formen. Disse kanaler skal reducere modstanden og ikke tillade for tidlig afkøling af materialet. Det rette kanaldesign er velegnet til at holde materialet stærkt og sikre, at emnets vægtykkelse forbliver ensartet.
Port
Porten er det lille hul, hvorigennem den smeltede plast sprøjtes ind i hulrummet. Selv om det er lille, har det stor betydning for emnernes kvalitet. Placering, størrelse og udformning af indsprøjtningen påvirker den måde, hvorpå formen fyldes, trykfordelingen og mængden af indsprøjtningsmærket, der vil være synligt på det færdige emne. Ved at vælge et korrekt portdesign kan man undgå stressmærker og æstetiske defekter.
Ejektor-system
Ejektorsystemet sender emnet ud ved hjælp af ejektorsystemet, når plasten er afkølet. Delen tvinges ud af ejektorstifter, -muffer eller -plader jævnt uden at gå i stykker eller blive deformeret. Ejektorer skal placeres og bestilles korrekt, især til sarte eller komplicerede komponenter.
Kølesystem
Kølesystemet styrer formens temperatur ved at pumpe vand eller olie gennem systemet. Afkølingen er en af de vigtigste processer under sprøjtestøbning, da den har direkte indflydelse på cyklustiden og emnernes stabilitet. Uregelmæssig afkøling kan føre til krympning, vridning eller indre spændinger. Højteknologiske forme kan anvende konforme kølekanaler, der følger emnets form, for at være mere effektive.
Justeringer og monteringsegenskaber
Justeringselementer som styrestifter og bøsninger sørger for, at formens halvdele lukkes perfekt i hver cyklus. Monteringselementerne, som f.eks. klemmer og bolte, bruges til at holde formen i maskinen. Tilstrækkelig justering eliminerer blænding, ujævnt slid og skader på formen og producerer dele af ensartet kvalitet.
Udluftning
Udluftning gør det muligt for den omgivende luft og gasser at slippe ud af formhulrummet, efterhånden som plasten fylder formen op. Fejl som brændemærker eller halvfyldte emner kan opstå uden ordentlig udluftning. Udluftninger er små, men nødvendige for at lave rene og korrekte dele.
Slides og løftere
Glidere og løftere er de processer, der hjælper formene med at forme dele med underskæringer eller sideeffekter. Vinklerne på gliderne bevæger sig, og løfterne hopper under udstødningen for at udstøde de komplicerede geometrier. Disse elementer øger designmulighederne og fjerner behovet for sekundær bearbejdning.
Formmaterialer
Værktøjsmaterialerne har indflydelse på holdbarhed, ydeevne og omkostninger. Højvolumenproduktion udføres med hærdet værktøjsstål, da det kan modstå slid og være præcist. Aluminiumsforme er billigere og mere almindelige til prototyper eller lavvolumenproduktion. Højtydende finish kan forbedre slid og frigørelse af dele.
Indsatser
Indsatser er aftagelige dele af en form, der bruges til at fremstille en bestemt funktion, f.eks. en tråd, et logo eller en struktur. De gør det muligt at ændre eller reparere formen uden at skulle skifte værktøj. Indsatsernes udskiftelighed gør, at de kan bruges til at skabe en række forskellige produkter af den samme formbase.
Kernestifter
Kernepinde er tyndere komponenter, der bruges til at skabe huller eller interne kanaler i støbte komponenter. De skal være velbearbejdede og robuste nok til at modstå trykket fra indsprøjtninger uden at bøje eller knække.
Tabel 2: Værktøjskomponenter til sprøjtestøbning
Komponent
Materiale
Tolerance (mm)
Maks. tryk (bar)
Noter
Formhulrum
Stål/Aluminium
±0.01-0.05
1,500-2,500
Former delens form
Formens kerne
Stål
±0.01-0.05
1,500-2,500
Interne funktioner
Løber-system
Stål/Aluminium
±0.02
1,200-2,000
Styrer plastikflowet
Port
Stål
±0.01
1,500-2,500
Indgang til hulrum
Ejektorstifter
Hærdet stål
±0.01
N/A
Udkastning af dele
Kølekanaler
Stål
±0.05
N/A
Temperaturkontrol
Rutschebaner/løftere
Stål
±0.02
1,200-2,000
Komplekse geometrier
Indsatser
Stål/Aluminium
±0.02
1,500
Funktioner, der kan tilpasses
Kølehjælpemidler Baffler, diffusorer og vandmanifolder
Kølevæskestrømmen i formen styres af ledeplader og diffusorer for at give et ensartet temperaturmønster. Vandmanifolder fungerer som et fordelingselement, hvorigennem kølevæsken kan ledes til de forskellige dele af formen. En kombination af disse elementer forbedrer kølingen og minimerer cyklustiderne.
Formens tekstur
Formtekstur er den overfladefinish på kaviteten, der er blevet påført emnet for at frembringe bestemte mønstre eller finish på emnet. Teksturen kan forbedre grebet, minimere blænding eller fremme et produkts udseende. Metoderne er kemisk ætsning, laserteksturering og mekanisk blæsning.
Granbusk
Sprøjtebøsningen bruges til at forbinde sprøjtemaskinens dyse med kanalsystemet. Det er den primære vej, hvorigennem den smeltede plast føres ind i formen. Indsprøjtningsbøsningen skal være korrekt udformet for at give et kontinuerligt flow af materialer og undgå lækage eller tryktab.
Plade til fastholdelse af hulrum
Pladen med kavitetsindsatserne sidder godt fast i kavitetsholderpladen. Den holder positionen, hjælper med indsprøjtningstrykket og er med til at skabe generel styrke i formen. Korrekt pladedesign garanterer formens holdbarhed på lang sigt og ensartethed i emnerne.
Viden om værktøjsomkostninger
Et af de hyppigst stillede spørgsmål fra producenterne er, hvad et værktøj til plastsprøjtestøbning koster. Værktøjsomkostningerne afhænger af størrelse, kompleksitet, materiale og forventet produktionsmængde. De indledende udgifter kan virke dyre, men kvalitetsværktøjer til plastsprøjtestøbning kan betale sig med holdbarhed i det lange løb og stabil produktion.
Spørgsmål, der påvirker omkostningerne til værktøj til sprøjtestøbning af plast, er:
- Antal hulrum
- Specifikationer for overfladefinish.
- Kølesystemets kompleksitet
- Toleranceniveauer
- Værktøjsmateriale
Selv om virksomheder kan blive fristet til at spare penge og bruge billigere løsninger som f.eks. sprøjtestøbeværktøjer i plast, vil det resultere i øget vedligeholdelse og dårlig produktkvalitet på lang sigt.
Den moderne værktøjsteknologi
Det skyldes avanceret software og bearbejdningsteknologier, som har forandret udviklingen af sprøjtestøbning af plast værktøjer. Simulering og computerstøttet design (CAD) kan hjælpe ingeniører med at teste støbeformens flow, køleeffektivitet og strukturelle integritet, før produktionen påbegyndes.
CNC-bearbejdning, EDM (elektrisk udladningsbearbejdning) og højhastighedsfræsning bruges til at sikre, at værktøj til plastsprøjtestøbning udføres med snævre tolerancer. Sådanne teknologier reducerer leveringstiden og forbedrer repeterbarheden, og derfor er det det mest pålidelige moderne plastsprøjtestøbeværktøj end nogensinde før.
Brugen af automatisering er også forbundet med optimering af omkostningerne til værktøj til plastsprøjtestøbning. Producenterne vil kunne opnå mere værdi uden at gå på kompromis med kvaliteten ved at reducere det manuelle arbejde og forbedre processernes effektivitet.
Vedligeholdelse og lang levetid
Vedligeholdelse af plastsprøjtestøbeværktøjer er nødvendig for at forlænge deres levetid. Slid og korrosion forebygges ved regelmæssig rengøring, inspektion og smøring. Overvågning af kølekanaler og ejektorsystemer fremmer en stabil drift.
Manglende vedligeholdelse af værktøjerne kan øge omkostningerne til plastsprøjtestøbeværktøjer betydeligt gennem reparationer eller tidlig udskiftning. De virksomheder, der indfører forebyggende vedligeholdelsesprogrammer, dækker ikke kun deres investering i værktøj til plastsprøjtestøbning, men sikrer også, at produktionstidsplanen holdes konstant.
Holdbare værktøjer til plastsprøjtestøbning kan også anvendes i højvolumenoperationer med en lang produktionscyklus.
Valg af den rette værktøjspartner
Valget af en pålidelig leverandør af værktøjer til plastsprøjtestøbning er lige så afgørende som designet. Avancerede værktøjsproducenter er opmærksomme på materialeadfærd, produktionskrav og omkostningsoptimeringsforanstaltninger.
En effektiv samarbejdspartner hjælper med at skabe balance mellem kvalitet og omkostninger til plastsprøjtestøbeværktøjer, og værktøjerne skal leve op til forventningerne til ydeevnen. Teamwork på designniveau reducerer fejl og minimerer udviklingstiden for plastsprøjtestøbeværktøjer. .
Indikatorerne for en god leverandør af værktøj til plastsprøjtestøbning omfatter kommunikation, tekniske færdigheder og høje produktionsevner.
Tendenser i fremtidens sprøjtestøbeværktøjer
Innovation er fremtiden for værktøjer til plastsprøjtestøbning. Additiv fremstilling, konforme kølekanaler og intelligente sensorer ændrer processen med at konstruere og overvåge forme. Disse innovationer reducerer den tid, det tager i cyklussen, og forbedrer kvaliteten af emnerne.
Med den voksende betydning af bæredygtighed er effektiv plastindsprøjtningsform værktøjer bidrager til at mindske materialespild og energiforbrug. Bedre design reducerer også omkostningerne til plastsprøjtestøbning i værktøjets levetid ved at øge værktøjets levetid og reducere reparationsomkostningerne.
Virksomheder, der bruger næste generation af plastsprøjtestøbeværktøjer, som har forbedret ydeevne, øget produktionshastighed og også evnen til at designe, har en konkurrencefordel.
Konklusion
Kvaliteten af sprøjtestøbning af plast Værktøjer er afgørende for enhver sprøjtestøbnings succes. Design og materialevalg, vedligeholdelse og innovation er nogle af de overvejelser om værktøj, der påvirker produktionens effektivitet og produkternes kvalitet. Selvom prisen på plastsprøjtestøbeværktøjer også er en vigtig faktor, vil den langsigtede værdi komme fra holdbarhed, nøjagtighed og pålidelighed. Producenter kan garantere ensartede resultater, lavere nedetid og høj ROI ved at lægge vægt på at investere i modernisering, plastsprøjtestøbeværktøjer og samarbejde med dygtige partnere.
https://plas.co/wp-content/uploads/2026/02/5.jpg10801920Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2026-02-04 15:32:552026-02-04 15:32:58Lær de moderne værktøjer til plastsprøjtestøbning
Overstøbning er fremstilling af et produkt ved at sammenføje to eller flere materialer til ét produkt. Det anvendes også i de fleste industrier, f.eks. elektronik, medicinsk udstyr, bilindustrien og forbrugerprodukter. Det gøres ved at støbe over et basismateriale, kendt som en overmold, over et basismateriale, kendt som et substrat.
Overstøbning sker for at forbedre produkternes æstetik, levetid og funktionalitet. Det giver producenterne mulighed for at forene det ene materiales styrke med det andet materiales fleksibilitet eller blødhed. Det gør produkterne mere behagelige, lettere at håndtere og mere holdbare.
Overstøbning forekommer i genstande, som vi bruger dagligt. Det er blevet anvendt på tandbørstehåndtag og telefonkasser samt elværktøj og kirurgiske instrumenter, blandt andre ting i moderne produktion. Når man kender til overstøbning, er det nemt at se, hvor praktiske og sikre hverdagens genstande er.
Hvad er overstøbning?
Overstøbning er en procedure, hvor et produkt dannes ud af to materialer. Udgangsmaterialet kaldes substratet og er typisk en hård plast som ABS, PC eller PP. Det har en trækstyrke på 30-50 Mpa trækstyrke og en smeltetemperatur på 200-250 °C. Det andet materiale, som er overformen, er blødt, f.eks. TPE eller silikone, med en Shore A-hårdhed på 40-80.
Substratet får lov til at køle ned til 50-70 °C. Trykket, der sprøjtes ind i overformen, er 50-120 MPa. Dette danner en stærk binding. Overstøbning forbedrer produkternes holdekraft, styrke og holdbarhed.
En sådan typisk genstand er en tandbørste. Håndtaget er af hård plast for at sikre styrke. Selve grebet er af blødt gummi og er derfor behageligt at holde ved. Denne grundlæggende applikation viser, hvordan overstøbning kan bruges i det virkelige liv.
Overstøbning gælder ikke kun bløde greb. Det anvendes også til at dække elektroniske produkter, give en genstand en farverig dekoration og forlænge et produkts levetid. Denne fleksibilitet gør det til en af de mest anvendelige produktionsmetoder i dag.
Fuld proces
Valg af materiale
Proceduren for overstøbning starter med valget af materialer. Substratet er normalt en hård plast som ABS, PC eller PP. De har en trækstyrke på 30-50 Mpa og et smeltepunkt på 200-250 °C. Det støbte materiale er normalt blødt, f.eks. TPE eller silikone, og har en Shore A-hårdhed på 40-80. Det er nødvendigt at vælge materialer, der er kompatible. Hvis det endelige produkt ikke kan modstå stress, kan det skyldes, at materialerne ikke hænger sammen.
Støbning af substrat
Substratet blev hældt i formen ved et tryk på 40-80 Mpa efter opvarmning til 220-250 °C. Når det er sprøjtet ind, får det lov til at størkne til 50-70 °C for at gøre det dimensionsstabilt. Denne proces tager normalt 30-60 sekunder i forhold til emnets størrelse og tykkelse. Der er ekstremt høje tolerancer, og afvigelsen er typisk ikke mere end +-0,05 mm. Afvigelser vil resultere i, at produktet påvirkes med hensyn til overmold fit og produktkvalitet.
Forberedelse af den form, der skal oversprøjtes
Efter afkølingen overføres substratet forsigtigt til en anden form, hvor overmold-injektionen foretages. Formen forvarmes til 60-80 °C. Forvarmning eliminerer effekten af termisk chok og gør det også muligt for overformningsmaterialet at flyde jævnt over substratet. Formforberedelse er nødvendig for at forhindre hulrum, skævheder eller dårlig vedhæftning i det endelige produkt.
Overmold-indsprøjtning
Trykket sprøjtes ind i substratet ved hjælp af 50-120 Mpa af overformningsmaterialet. Injektionstemperaturen afhænger af materialet: TPE 200-230 °C, silikone 180-210 °C. Dette trin skal være præcist. Forkert temperatur eller tryk kan resultere i fejl i form af bobler, adskillelse eller utilstrækkelig dækning.
Afkøling og størkning
Efter indsprøjtningen afkøles emnet for at muliggøre størkning af overformen og dens stærke binding til underlaget. Afkølingstiden varierer fra 30 til 90 sekunder baseret på emnets tykkelse. De tynde områder afkøles hurtigere, mens de tykkere er langsommere om at afkøle. Tilstrækkelig afkøling er nødvendig for at sikre en jævn binding og for at minimere indre spændinger, der kan forårsage revner eller deformation.
Udstødning og efterbehandling
Delen tvinges ud af formen, når den er kølet ned. Eventuelt overskud, kaldet flash, skæres ud. Komponenten kontrolleres med hensyn til overfladefinish og dimensionsnøjagtighed. Det sikrer, at produktet har den ønskede kvalitet og er kompatibelt med de andre dele, hvis der er behov for det.
Test og inspektion
Det sidste trin er testning. Testtyper: Træk- eller afskalningstest bestemmer bindingsstyrken, som normalt er 1-5 MPa. Shore A-tests bruges til at kontrollere overformens hårdhed. Fejlene, som f.eks. bobler, revner eller forskydning, kan opdages visuelt. Kun komponenter, der er testet, sendes eller sættes sammen til færdige produkter.
Typer af overstøbning
Støbning med to skud
Two-shot støbning indebærer, at én maskine støber to materialer. Støbningen sker ved en temperatur på 220-250 °C og et tryk på 40-80 MPa, efterfulgt af indsprøjtningen af det andet materiale, som sker ved 50-120 MPa. Teknikken er hurtig og præcis og er velegnet, når der er tale om et stort antal produkter, som f.eks. gummigreb og soft-touch-knapper.
Indsatsstøbning
Under indsatsstøbning er substratet allerede forberedt og indsat i formen. Det dækkes med en overmold, enten TPE eller silikone, som sprøjtes ind ved 50-120 MPa. Bindingsstyrken er normalt 1-5 MPa. Denne tilgang er typisk for værktøj, tandbørster og sundhedsudstyr.
Overstøbning af flere materialer
Overstøbning af flere materialer er en overstøbning, hvor der er mere end 2 materialer i en enkelt del. Indsprøjtningsvarigheden for hvert materiale er i rækkefølge 200-250 °C, 50-120 MPa. Det giver mulighed for komplicerede strukturer med hårde, sarte og dækkende sektioner.
Overstøbning er blevet brugt i applikationer
Anvendelserne af overstøbning er meget forskellige. Følgende er typiske eksempler:
Elektronik
Telefonetuier har normalt hård plast med bløde gummikanter. Knapperne på fjernbetjeninger er lavet af gummi, da de giver et bedre touch. Elektroniske komponenter beskyttes med overstøbning, og brugervenligheden forbedres.
Medicinsk udstyr
Beskyttelsesforseglinger, kirurgiske instrumenter og sprøjter er normalt overstøbte. Bløde produkter gør det lettere at håndtere enhederne og gør dem også mere sikre. Det er vigtigt i medicinske anvendelser, hvor komfort og præcision er vigtig.
Bilindustrien
Overstøbning bruges til at lave soft-touch-knapper, greb og tætninger, der bruges i bilinteriør. Tætninger af gummi bruges til at forhindre vand eller støv i at trænge ind i dele. Det øger både komforten og holdbarheden.
Forbrugerprodukter
Overstøbning bruges ofte til tandbørstehåndtag, køkkenredskaber, elværktøj og sportsudstyr. Processen bruges til at tilføje greb, beskytte overflader og tilføje design.
Industrielle værktøjer
Overstøbning bruges i værktøj som skruetrækkere, hamre og tænger, som bruges til at lave bløde håndtag. Det begrænser trætheden i hænderne og øger sikkerheden ved brug.
Emballage
Overstøbning af en del af emballagen (f.eks. flasketoppe eller beskyttelsesforseglinger) bruges til at forbedre håndtering og funktionalitet.
Overstøbning gør det muligt for producenten at fremstille produkter, der er funktionelle, sikre og også tiltalende.
Fordele ved overstøbning
Der er mange fordele ved overstøbning.
Forbedret greb og komfort
Produkter bliver lettere at håndtere ved at bruge bløde materialer. Det gælder både værktøj, husholdningsprodukter og medicinsk udstyr.
Øget holdbarhed
Sammensætning af flere materialer øger produkternes styrke. De hårde og bløde materialer garanterer produktets sikkerhed.
Bedre beskyttelse
Afdækning eller forsegling af elektronik, maskiner eller sarte instrumenter kan tilføjes ved hjælp af overstøbning.
Attraktivt design
Produkterne er designet i forskellige farver og teksturer. Det forbedrer image og branding.
Ergonomi
Bløde greb minimerer træthed i hånden og gør genstande eller apparater mere behagelige at arbejde med i længere tid.
Alsidighed
Overstøbning bruger en bred vifte af materialer og kan bruges til at danne indviklede former. Det gør det muligt for producenterne at skabe innovative produkter.
Udfordringer ved overstøbning
Der er også nogle udfordringer ved overstøbning, som producenterne bør tage højde for:
Materialekompatibilitet
Ikke alle materialer binder godt. Visse kombinationer skal måske limes eller overfladebehandles.
Højere omkostninger
Fordi det involverer ekstra materialer, forme og produktionstrin, kan overstøbning øge produktionsomkostningerne.
Kompleks proces
Formdesign, tryk og temperatur skal reguleres nøje. Fejl kan opstå ved den mindste fejl.
Produktionstid
Støbning To-trins-støbning kan kræve mere tid end støbning af et enkelt materiale. Nye teknologier, som f.eks. two-shot molding, kan dog reducere denne tid.
Begrænsninger i designet
Komplekse former kan kræve specialfremstillede forme, og det kan være dyrt at lave.
Ikke desto mindre har disse afskrækkende problemer ikke stoppet overstøbning, da det forbedrer produkternes kvalitet og ydeevne.
Designprincipper for overstøbning
Overmolding er et design, hvor basen er lavet af et materiale, og formen er lavet af et andet materiale.
Materialekompatibilitet
Vælg de materialer, der skal limes. Overmold og substrat skal være kompatible med hinanden med hensyn til deres kemiske og termiske egenskaber. Lignende materialer, der har tætte smeltepunkter, minimerer risikoen for svag binding eller delaminering.
Væggens tykkelse
Hold væggens tykkelse konstant, så der er konsistens i materialets flow. Hvis væggene ikke er ensartede, kan det føre til fejl som f.eks. synkemærker, hulrum eller skævheder. Væggene er normalt mellem 1,2 og 3,0 mm af forskellige materialer.
Udkast til vinkler
Præg vinkler på lodrette overflader for at lette udstødningen. En vinkel på 1- 3 grader hjælper med at undgå skader på underlaget eller overformen under afformningen.
Afrundede hjørner
Undgå skarpe hjørner. Afrundede kanter forbedrer materialernes flow under indsprøjtningen, og spændingskoncentrationen mindskes. De anbefalede hjørneradier er 0,5-2 mm.
Limningsfunktioner
Der laves huller eller riller, eller der laves sammenlåste strukturer for at øge den mekaniske binding mellem substratet og overmalingen. Funktionerne øger afskalnings- og forskydningsstyrken.
Udluftning og placering af låger
Installer ventilationsåbninger, der gør det muligt for luft og gasser at slippe ud. Placer injektionsportene andre steder end i de følsomme områder for at opnå et homogent flow, så man undgår kosmetiske fejl.
Overvejelser om svind
Overvej variationen i materialernes krympning. Krympningen af termoplast kan være så lille som 0,4-1,2, og elastomerer kan være 1-3%. Med det rigtige design undgår man forvrængning og dimensionsfejl.
Teknisk beslutningstabel: Er overstøbning det rigtige for dit projekt?
Parameter
Typiske værdier
Hvorfor det er vigtigt
Substratmateriale
ABS, PC, PP, Nylon
Giver strukturel styrke
Underlagets styrke
30-70 MPa
Bestemmer stivhed
Overmold-materiale
TPE, TPU, silikone
Tilfører greb og forsegling
Overformens hårdhed
Strand A 30-80
Kontrol af fleksibilitet
Indsprøjtningstemperatur
180-260 °C
Sikrer korrekt smeltning
Indsprøjtningstryk
50-120 MPa
Påvirker binding og udfyldning
Bindingsstyrke
1-6 MPa
Måler lagets vedhæftning
Væggens tykkelse
1,2-3,0 mm
Forhindrer fejl og mangler
Køletid
30-90 sekunder
Påvirker cyklustiden
Dimensionel tolerance
±0,05-0,10 mm
Sikrer nøjagtighed
Svindprocent
0,4-3,0 %
Forhindrer vridning
Værktøjsomkostninger
$15k-80k
Højere indledende investering
Ideel volumen
>50.000 enheder
Forbedrer omkostningseffektiviteten
Dele fremstillet ved overstøbning
Værktøjshåndtag
Overstøbning bruges til at skabe en hård kerne og et blødt gummigreb i mange håndværktøjer. Det øger komforten og minimerer trætheden ved brug af hænderne og giver større kontrol over brugen.
Forbrugerprodukter
De mest almindelige produkter, som f.eks. tandbørster, køkkenudstyr og værktøj, der kræver elektricitet, bruger normalt overstøbning. Bløde greb eller puder hjælper med at forbedre ergonomien og levetiden.
Elektronik
Telefonhylstre, fjernbetjeninger og beskyttelseshuse er eksempler på almindelige anvendelser af overstøbning. Det giver også stødabsorbering, isolering og en blød berøringsoverflade.
Komponenter til biler
Overstøbte knapper, tætninger, pakninger og greb er et almindeligt træk i bilers interiør. Soft-touch-systemer forbedrer komfort, støj og vibrationer.
Medicinsk udstyr
Overstøbning bruges i medicinsk udstyr som sprøjter, kirurgiske instrumenter, håndholdte genstande og lignende. Processen garanterer gennemgribende sikkerhed, nøjagtighed og fast hold.
Råmaterialer til overstøbning
Materialevalg er vigtigt. Almindelige substrater omfatter:
Hård plast som polypropylen (PP), polykarbonat (PC) og ABS.
Metaller i anvendelsesområder
Overformningsmaterialerne er normalt:
Blød plast
Gummi
Termoplastiske elastomerer af nylon (TPE)
Silikone
Valget af materiale er baseret på produktets anvendelse. Som illustration er der brug for biokompatible materialer i medicinske gadgets. Elektronik kræver materialer, der er isolerende og beskyttende.
Bedste praksis i design af overstøbningsdele
Designet af dele, der skal oversprøjtes, skal være velovervejet for at opnå et højt niveau af limning, et attraktivt udseende og en høj kvalitet. Overholdelse af etablerede designretningslinjer bidrager til at minimere fejlprocenten, og produkternes kvalitet bliver ensartet.
Vælg materialer, der er kompatible
Overstøbningen afhænger af materialevalget. Overformningen og det underliggende materiale skal have en god forbindelse. Råvarer, der smelter med samme hastighed og har samme kemiske egenskaber, har stærkere og mere pålidelige bindinger.
Design til stærk binding
God mekanisk binding mellem delens design og selve designet skal understøttes. Underskæringer, riller og sammenlåsende former er nogle af de funktioner, der gør det muligt for det overstøbte materiale at holde godt fast i basisdelen. Det minimerer risikoen for adskillelse under brug.
Hold vægtykkelsen på den rigtige måde
En ensartet tykkelse i væggene gør det muligt for materialerne at flyde i støbeprocessen. Mangel på ensartethed i tykkelsen kan føre til synkemærker, hulrum eller svage sektioner i komponenten. Et symmetrisk design forbedrer både styrken og udseendet.
Brug passende trækvinkler
Trækvinkler forenkler processen med at få emnet ud af formen. Friktion og skader kan minimeres ved udstødning ved hjælp af korrekt udkast, og det er især nyttigt ved komplekse overstøbte dele.
Undgå skarpe hjørner
Spidse kanter har potentiale til at forårsage stresspunkter og begrænse materialets flow. Afrundede kanter og flydende resultater forbedrer styrken og får den overstøbte masse til at flyde jævnt rundt om komponenten.
Inkluder udluftningsfunktioner
Under indsprøjtningen gør en god udluftning det muligt for indesluttet luft og gasser at slippe ud. God udluftning gør det muligt at undgå luftlommer og overfladefejl samt at fylde formen halvvejs.
Planlæg placering af overformningsmateriale
Indsprøjtningspunkterne må ikke placeres i nærheden af vigtige funktioner og kanter. Dette eliminerer ophobning af materialer, brud på flowet og æstetiske defekter i de udsatte dele.
Optimer værktøjsdesign
En vellykket overstøbning kræver veldesignede forme. Korrekt placering af porten, afbalancerede medbringere og effektive kølekanaler er med til at sikre et jævnt flow og en stabil produktion.
Tag hensyn til materialekrympning
Forskellige stoffer har forskellige afkølingshastigheder. Designerne skal tage højde for disse forskelle, så der ikke opstår skævheder, forskydninger eller dimensionelle problemer i den endelige del.
Hvad er nogle af de materialer, der bruges til overformning?
Overstøbning giver producenterne mulighed for at blande forskellige materialer for at opnå bestemte mekaniske, driftsmæssige og æstetiske egenskaber. Valget af materiale bestemmes af dets styrke, fleksibilitet, komfort og miljøbestandighed.
Termoplastisk, ikke termoplastisk.
Det er en af de mest udbredte overstøbningskombinationer. Grundmaterialet er en termoplastisk polymer, som er polykarbonat (PC). Det dækkes derefter med en blødere termoplast som TPU. Denne komposit forbedrer grebet, komforten og overfladefølelsen, uden at det går ud over den strukturelle styrke.
Termoplast over metal
Denne teknik bruger et termoplastisk materiale, der støbes oven på en metaldel. Metaller som stål eller aluminium er normalt belagt med plast som polypropylen (PP). Dette hjælper med at beskytte mod korrosion af metallet, reducere vibrationer og mindske støj under brug.
TPE over elastomer.
Dette system anvender et hårdt, genanvendt plastsubstrat som ABS med tilføjelse af en fleksibel elastomer på toppen. Det anvendes normalt i produkter, der kræver holdbarhed og fleksibilitet, som f.eks. værktøjshåndtag og medicinsk udstyr.
Silikone over plastik
Silikone er også overstøbt på plastmaterialer som polykarbonat. Det giver en høj grad af vandtæthed, forseglingsevne og lav taktil fornemmelse. Det anvendes ofte i medicinsk og elektronisk udstyr.
TPE over TPE
Overstøbning af forskellige kvaliteter af termoplastiske elastomerer kan også udføres. Det gør det muligt for producenterne at fremstille produkter med forskellige teksturer, farver eller funktionsområder i én og samme del.
Er overstøbning det rigtige valg?
Når dit produkt kræver styrke, komfort og holdbarhed på samme tid, overstøbning er den rigtige beslutning at træffe. Det er især velegnet til komponenter, der har brug for et blødt håndtag, slagfasthed eller ekstra beskyttelse uden at tilføje flere samleprocesser. Overstøbning kan bruges på produkter, der ofte berøres, som f.eks. værktøj, medicinsk udstyr eller endda elektroniske kabinetter.
Ikke desto mindre gælder overstøbning ikke for alle projekter. Det er normalt forbundet med øgede udgifter til værktøj og indviklet design af støbeformsmønstre i modsætning til støbning af enkeltmateriale. Når produktionsmængderne er små, eller produktdesignet er grundlæggende, kan de traditionelle støbeprocesser vise sig at være billigere.
En vurdering af materialekompatibilitet, produktionsmængde, krav til funktionalitet og budget i den indledende designfase vil hjælpe med at beslutte, om en overstøbningsløsning er den mest effektive til at løse dit projekt.
Eksempler på overstøbning i det virkelige liv
Tandbørster
Håndtaget er af hård plast. Grebet er af blød gummi. Det letter arbejdet med at rense tænderne.
Telefonkasser
Enheden er dækket af hård plast. Stød fra fald absorberes af bløde gummikanter.
Elværktøj
Gummiet er overstøbt på håndtagene for at minimere vibrationer og øge sikkerheden.
Interiør til biler
Betjeningsknapper og knapper er normalt bløde i deres følelse, hvilket gør brugeroplevelsen bedre.
De følgende eksempler viser, hvordan overstøbning kan forbedre brugervenlighed, sikkerhed og design.
Sincere Tech - Din hi-fi-partner i enhver form for støbning
Sincere Tech er en pålidelig produktionspartner, der beskæftiger sig med alle former for støbning, f.eks. plastsprøjtestøbning og overstøbning. Vi hjælper kunderne med design til masseproduktion af produkter med præcision og effektivitet. Med højteknologi og kompetent ingeniørarbejde leverer vi dele af høj kvalitet til bilindustrien, medicinalindustrien, elektronikindustrien og forbrugermarkedet. Besøg Plas.co for at få mere at vide om, hvad vi kan og tilbyder.
Konklusion
Overstøbning er en fleksibel og nyttig fremstillingsteknik. Det er en proces, der involverer en kombination af to eller flere materialer for at gøre produkter stærkere, sikrere og mere komfortable. Den anvendes bredt inden for elektronik, medicinsk udstyr, bilkomponenter, husholdningsapparater og industrielt værktøj.
Det sker ved et omhyggeligt valg af materiale, en præcis udformning af formene og ved at sikre, at temperatur og tryk holdes under kontrol. Overstøbning har betydelige fordele, selv om den står over for nogle udfordringer, som f.eks. øgede omkostninger og længere produktionstid.
Overstøbte produkter er mere holdbare, ergonomiske, tiltalende for øjet og funktionelle. Et af de områder, hvor overstøbning er blevet en uadskillelig del af moderne produktion, er hverdagsprodukter som tandbørster og mobiltasker til mere alvorlige ting som medicinsk udstyr og bilinteriør.
Når vi kender til overstøbning, kan vi føle os taknemmelige over, at det skyldes enkle beslutninger i designet, der er med til at gøre produkterne mere praktiske at bruge og mere holdbare. Sådan en lille, men betydningsfuld proces forbedrer kvaliteten og funktionaliteten af de varer, vi bruger i vores dagligdag.
https://plas.co/wp-content/uploads/2026/01/4-1.jpg10801920Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2026-01-28 18:08:442026-01-29 20:38:46Hvad er overstøbning? Alt, hvad du behøver at vide
Indsatsstøbning er en relevant teknologi i nutidens produktion. Den bruges til at fastgøre metal eller andre elementer til plast. Processen giver en samlet, sej og stærk komponent. Som et alternativ til den trinvise teknik, hvor man skal samle delene efter at have støbt dem, smelter indsatsstøbningsteknikken dem sammen. Det sparer arbejdskraft og tid og forbedrer produktets kvalitet.
Kina er en mastodont inden for indsatsstøbning. Det giver en omkostningseffektiv produktion. Der er etableret fabrikker på højt niveau og kvalificeret arbejdskraft i landet. Kina er producent af materialer til alle formål. Det fører an i den globale produktion.
Denne artikel vil diskutere indsatsstøbning, dens proces, indsatstyper, materialer, design, tilgængelige retningslinjer, dens anvendelse, fordele og sammenligning med støbeprocesser i moderne produktion.
Hvad er indsætningsstøbning?
Indsætningsstøbning er en proces til plaststøbning. En del, der er blevet samlet, normalt en metaldel, placeres i en form. Næste trin er at sprøjte smeltet plast ind omkring den. Når plasten bliver hård, bliver plastindsatsen en del af slutproduktet. Teknikken bruges i elektronik- og bilindustrien og også i industrien for medicinsk udstyr.
Den store fordel ved indsatsstøbning er styrke og stabilitet. Metalindstøbte plastdele er stærkere med hensyn til mekanisk styrke. De kan også gevindskues og slides mindre, efterhånden som tiden går. Det er især vigtigt for de dele, der skal skrues eller boltes fast mange gange.
Typer af indsatser
De indsatser, der bruges i indsatsstøbning, har forskellige varianter, som bruges alt efter formålet.
Indsatser af metal
Metalindsatser er de mest udbredte. De er enten af stål, messing eller aluminium. De bruges i gevindhuller for at opnå strukturel eller mekanisk styrke.
Elektroniske indsatser
Elektroniske komponenter, der kan støbes i form af plastik, er sensorer, stik eller små kredsløb. Det garanterer deres sikkerhed og reducerer antallet af monteringsprocesser.
Andre materialer
Nogle af indsatserne er lavet af keramik eller kompositmaterialer til særlige formål. De bruges i tilfælde, hvor der er behov for varmebestandighed eller isolering.
At vælge den rigtige indsats
Det vil afhænge af delens rolle og plasttypen at træffe beslutningen. De vigtigste er kompatibilitet, styrke og holdbarhed.
Processen for indsætningsstøbning
Enkelttrinsstøbning indebærer inkorporering af et metal- eller andet element i et plastværktøj. Indsatsen indsættes i det endelige produkt. Det er en stærkere og hurtigere proces sammenlignet med den efterfølgende samling af dele.
Klargøring af indsatsen
Indsatsen skylles for at få alt snavs, fedt og rust ud. Den bliver også af og til overmalet eller ru, så den bliver limet til plast. Den ødelægges ikke af varm plast, når den forvarmes til 65-100 °C.
Placering af indsatsen
Indsatsen placeres med stor omhu i formen. Robotter kan indsætte den i store fabrikker. Stifter eller klemmer holder den fast. Placeringen af retten vil forhindre bevægelse, når støbningen finder sted.
Indsprøjtning af plast
Det sker ved at sprøjte den smeltede plast ind omkring indsatsen. Deres temperaturområde ligger mellem 180 og 343 °C. Trykket er 50-150 MPa. For at være stærk skal holdetrykket være 5-60 sekunder.
Køling
Det er en størkning af plasten. Mindre komponenter tager 10-15 sekunder, og større komponenter tager 60 sekunder eller mere. Kølekanaler forhindrer opvarmningen.
Udskydning af delen
Formen og udkastertapperne tvinger emnet ud. En lille efterbehandling eller trimning kan derefter følge.
Vigtige punkter
Udvidelsen af metal og plast er ikke den samme. Forvarmning og konstant kontrolleret formtemperatur mindsker spændingen. Dette gøres ved hjælp af sensorer i moderne maskiner for at opnå ensartede resultater med hensyn til tryk og temperatur.
Nøgleparametre:
Parameter
Typisk industriel rækkevidde
Effekt
Indsprøjtningstemperatur
180-343 °C
Afhænger af plastkvalitet (højere for PC, PEEK)
Indsprøjtningstryk
50-150 MPa (≈7.250-21.750 psi)
Skal være høj nok til at fylde omkring indsatsfladerne uden at fortrænge dem
Injektionstid
2-10 s
Kortere til små dele; længere til større komponenter
Holdetryk
~80% af indsprøjtningstryk
Påføres efter påfyldning for at fortætte materialet og reducere svindlommer
Holdetid
~5-60 s
Afhænger af materiale og emnetykkelse
Typer af almindelige injektioner, der skal formes
Der findes forskellige typer indsatser til sprøjtestøbning, og de er afhængige af anvendelsen. Hver af typerne bidrager til styrken og ydeevnen af den endelige del.
Metalindsatser med gevind
Gevindindsatser kan være af stål, messing eller aluminium. De giver mulighed for at skrue og bolte flere gange, uden at plasten går i stykker. Sidstnævnte er almindeligt i biler, husholdningsapparater og elektronik.
Press-fit indsatser
Press-fit-indsatserne er dem, der installeres i en støbt komponent uden yderligere fastgørelse. Når plasten afkøles, holder den på indsatsen og stabiliserer den meget godt og kraftfuldt.
Varmeindstillede indsatser
Derefter følger processen med at varmehærde indsatserne. Når den varme indsats får lov til at køle af, smelter den til en vis grad sammen med den omgivende plast og skaber en meget stærk binding. De bruges generelt i termoplast, f.eks. nylon.
Ultralydsindsatser
I en vibration installeres ultralydsindsatser. Plasten smelter i området omkring indsatsen og bliver hård for at skabe en tæt pasform. Det er en præcis og hurtig metode.
At vælge den rigtige indsats
Valget af højre og venstre afhænger af plasttypen, emnedesignet og den forventede belastning. Valget af metalindsatser er foretaget på baggrund af styrke, og de specielle indsatser, som f.eks. varmehærdede indsatser og ultralydsindsatser, er blevet vurderet på baggrund af præcision og holdbarhed.
Designregler i industrien for sprøjtestøbning af indsatser
Designet af dele, der skal indsættes ved hjælp af støbning, skal planlægges ordentligt. Det nøjagtige design sikrer, at der er høj vedhæftning, præcision og permanens.
Placering af indsats
Indsatserne indsættes, hvor de har en god position til at blive understøttet af plast. De må ikke være meget tæt på vægge eller tynde kanter, da det kan resultere i revner eller skævheder.
Plastens tykkelse
Sørg altid for, at de vægge, der omgiver indsatsen, har samme tykkelse. På grund af en pludselig ændring i tykkelsen kan der opstå ujævn afkøling og krympning. Indsatsen vil typisk have en tykkelse på 2-5 mm, hvilket er tilstrækkeligt i forhold til styrke og stabilitet.
Materialekompatibilitet
Tag plastik og fyld det med klæbende materialer. Et eksempel er nylon, der kan bruges med indsatser af messing eller rustfrit stål. Blandinger, der bliver for varme, skal undgås.
Formdesign
Tilføj en god portposition og kølearrangementer til formen. Plasten skal kunne bevæge sig frit omkring indsatsen og må ikke indeslutte luft. Temperaturerne stabiliseres af kanaler og forhindres i at vride sig.
Tolerancer
Korrekte tolerancer for indsatsens komponenter i designet. Det kræver kun et lille spillerum på 0,1-0,3 mm for at få indsatsen til at passe perfekt uden at være løs eller hård.
Forstærkningsfunktioner
Indsatsen skal understøttes ved hjælp af ribber, bosser eller kiler. Når de bruges, bliver disse egenskaber bredt fordelt og forhindrer derved revner eller bevægelse af indsatser.
Uegnede overformningsmaterialer til brug i en insert-molding-proces
Den ideelle proces er indsatsstøbning, men plasten er let at smelte og flyder let gennem hele støbeprocessen. Plasten skal også være fastgjort til indsatsen for at skabe en robust del. Termoplast foretrækkes, fordi det har de rette smelte- og flydeegenskaber.
Styren Acrylonitril Butadien Styren
ABS er ikke kun dimensionelt, men det er også let at arbejde med. Det er bedst egnet til forbrugerelektronik og andre produkter, der kræver en høj grad af nøjagtighed og stabilitet.
Nylon (polyamid, PA)
Nylon er stærkt og fleksibelt. Det svejses normalt til metalindsatser i en strukturel vare, f.eks. beslag til biler eller bygningskomponenter.
Polykarbonat (PC)
Polykarbonat er ikke kun revnefrit, men også hårdt. Det anvendes mest til elektronikskabe og medicinsk udstyr og andet udstyr, der kræver holdbarhed.
Polyetheretherketon (PEEK)
PEEK har en konkurrencefordel i forhold til varme og kemikalier. Det vil gælde for højtydende ingeniørarbejde, rumfart og medicinske områder.
Polypropylen (PP)
Polypropylen er ikke tyktflydende, og det reagerer heller ikke på et stort antal kemikalier. Det bruges til husholdnings- og forbrugsvarer og til bildele.
Polyethylen (PE)
Polyethylen er billigt og også elastisk. Det bruges først og fremmest til belysning, f.eks. emballage eller beskyttelseskasser.
Termoplastisk polyurethan (TPU) og termoplastisk elastomer (TPE)
TPU og TPE er gummilignende, bløde og elastiske. De er perfekte til overstøbning af greb, tætninger eller dele, der kræver stødabsorbering.
At vælge det rigtige materiale
Valget af overmold-materiale dikteres af emnets funktionalitet, indsatsens opgave og dens funktion. Det skal også være en god flowplast, der binder indsatsen sammen, ud over at give den nødvendige styrke og fleksibilitet.
Emnegeometri og placering af indsatser:
Denne funktion gælder for alle dele.
Emnegeometri og placering af indsatser:
Det er en funktion, der kan anvendes på alle dele.
Indsatsens fastholdelse afhænger af emnets form. Indsatsens placering skal være sådan, at der er tilstrækkelig plast omkring den. Man bør ikke have forsikringen for tæt på kanter eller smalle vægge, da det kan knække eller bøje.
Plasten, der omgiver indsatsen, skal have en jævn tykkelse. En pludselig ændring i tykkelsen kan resultere i enten uensartet afkøling eller sammentrækning. Når det gælder indsatsen, er en normal tykkelse på 2-5 mm plast tilstrækkelig med hensyn til styrke og stabilitet.
De designfunktioner, der kan bruges til at støtte indsatsen, er ribber, bosser og kiler. Når de bruges, hjælper de med at sprede stress og hæmme bevægelse. Når indsatsen er korrekt installeret, er man sikker på, at delen er på plads, og at den fungerer effektivt.
Teknisk sammenligning af termoplast til indsatsstøbning
Materiale
Smeltetemperatur (°C)
Formens temperatur (°C)
Indsprøjtningstryk (MPa)
Trækstyrke (MPa)
Slagstyrke (kJ/m²)
Krympning (%)
Typiske anvendelser
ABS
220-260
50-70
50-90
40-50
15-25
0.4-0.7
Forbrugerelektronik, huse
Nylon (PA6/PA66)
250-290
90-110
70-120
70-80
30-60
0.7-1.0
Beslag til biler, bærende dele
Polykarbonat (PC)
270-320
90-120
80-130
60-70
60-80
0.4-0.6
Elektronikskabe, medicinsk udstyr
PEEK
340-343
150-180
90-150
90-100
15-25
0.2-0.5
Luft- og rumfart, medicinske og kemiske anvendelser
Polypropylen (PP)
180-230
40-70
50-90
25-35
20-30
1.5-2.0
Dele til biler, emballage
Polyethylen (PE)
160-220
40-60
50-80
15-25
10-20
1.0-2.5
Emballage, huse med lav belastning
TPU/TPE
200-240
40-70
50-90
30-50
40-80
0.5-1.0
Greb, tætninger, fleksible komponenter
Fordelene ved indsætningslisten
Stærke og holdbare dele
En indsatsstøbningsproces indebærer en kombination af plast og metal i en enkelt enhed. Det gør komponenterne hårde, robuste og kan bruges igen og igen.
Reduceret montering og arbejde
Indsatsen sættes ind i plasten, og der er ikke behov for yderligere montering. Det sparer tid og arbejdskraft og reducerer risikoen for fejl under monteringen.
Præcision og pålidelighed
Indsatsen er solidt fastgjort til støbningen. Dette garanterer, at dimensionerne er de samme, og at den mekaniske styrke øges for at øge pålideligheden af delene.
Fleksibilitet i designet
Fremstillingen af komplekse designs ved hjælp af insert moulding ville være vanskelig at fremstille ved hjælp af konventionel samling. Det er muligt at bruge metal og plast i en ny kombination for at opfylde funktionelle krav.
Omkostningseffektivitet
Indsatsstøbning vil også reducere spild af materialer samt samleomkostninger i store produktionsmængder. Det forbedrer produkternes effektivitet og overordnede kvalitet og er derfor omkostningseffektivt på lang sigt.
Anvendelserne af indsætningsstøbning
Bilindustrien
Bilindustrien er en typisk anvendelse af Indsatsstøbning. Plastkomponenter har metalindsatser, som giver komponenten, f.eks. beslag, motordele og stik, styrke. Det gør monteringen mindre og holdbarheden større.
Elektronik
Elektronik. Fordelen ved indsatsstøbning her er, at det er muligt at tilføje stik, sensorer og kredsløb til et plastikhus. Det garanterer sikkerheden for de skrøbelige komponenter og gør monteringsprocessen relativt nem.
Medicinsk udstyr
Teknologien til indsatsstøbning er meget brugt i medicinsk udstyr, der kræver en høj grad af nøjagtighed og lang levetid. Den anvendes i produktionen af kirurgisk udstyr, diagnostisk udstyr og holdbare kombinationer af plast og metal.
Forbrugerprodukter
Forbrugsvarer som elværktøj, apparater og sportsudstyr støbes for det meste med indsatsstøbning. Det forstærker og forenkler samlingen af processen, og det gør ergonomiske eller komplekse designs mulige.
Industrielle anvendelser, rumfart.
Den Indsatsstøbning bruges også i tung industri og rumfart. Højtydende plast, der er fyldt med metal, har lette og stærke komponenter, der er varmebestandige og slidstærke.
Anvendte materialer
Indsatsstøbning kræver passende materialer til plasten og indsatsen. Valget vil føre til kraft, stabilitet og output.
Indsatser af metal
Man bruger normalt metalindsatser, fordi de er grove og holdbare. De består hovedsageligt af stål, messing og aluminium. I dele med belastning kan stål bruges, messing kan ikke korroderes, og aluminium er let.
Plastindsatser
Plastindsatser er korrosionsbestandige og lette. De bruges i applikationer med lav belastning eller i dele, der ikke er ledende. Plastindsatser kan også formes til komplekse former.
De keramiske og sammensatte indsatser.
Keramiske og sammensatte indsatser bruges til at opnå varme-, slid- eller kemikaliebestandighed. De anvendes normalt inden for rumfart, medicin og industri. Keramik er modstandsdygtigt over for høje temperaturer, og kompositter er også stive, men har lav varmeudvidelse.
Termoplastiske overformninger
Indsatsens omgivelser er et termoplastisk materiale, som normalt er plast. De tilgængelige muligheder omfatter ABS, nylon, polykarbonat, PEEK, polypropylen, polyethylen, TPU og TPE. ABS er formbart og stabilt, nylon er fleksibelt og stærkt, og polykarbonat er et slagfast materiale. TPU og TPE er bløde og gummiagtige materialer, der bruges som tætninger eller greb.
Materialekompatibilitet
Det er meningen, at plast og metal skal vokse i forhold til hinanden for at eliminere belastning eller deformation. Plasten skal limes til indsatsen, hvis de ikke skal skilles ad. I plastindsatser skal overformningsmaterialet have klæbemiddel for at sikre, at det bliver stærkt.
Tips til materialevalg
Overvej belastningen, temperaturen, kemikalierne og eksponeringen af delens design. Metalindsatserne er holdbare, plastindsatserne er lette, og keramikken kan modstå ekstreme forhold. Overformningsmaterialet skal kunne opfylde alle de funktionelle krav.
Analyse af omkostninger
Den indsatte plast gør det muligt at spare de penge, der skulle have været brugt til at montere enkeltdele. Faldet i monteringsniveauerne vil betyde et fald i antallet af arbejdere og en hurtigere produktionshastighed.
Startomkostningerne til støbning og værktøj er højere. Multiplexforme med et sæt indsatser i en bestemt position er dyrere. Men enhedsomkostningerne er lavere, når produktionsniveauet er stort.
Valg af materiale er også en omkostningsfaktor. Plastindsatser er billigere end metalindsatser. PEEK er et højtydende plastmateriale, som er dyrt i forhold til de mest anvendte plastmaterialer, herunder ABS og polypropylen.
Alt i alt vil prisen på insert moulding være minimal ved mellemstore og store produktionsmængder. Det vil spare montagetid, forbedre kvaliteten af delene og reducere de langsigtede produktionsomkostninger.
Problemerne med støbning af indsatser
På trods af indsatsstøbningens høje effektivitet har den også sine problemer:
Termisk ekspansion: Vi vil få hastighedsforskelle og dermed skævheder i metal og plast.
Indsæt bevægelse: Indsatserne kan bevæge sig allerede under indsprøjtningsprocessen, medmindre de sidder godt fast.
Materialekompatibilitet: Ikke al plast er kompatibel med alle metaller.
Værktøj til små serier og opstillingsomkostninger: Formværktøj og opsætning kan være dyrt ved meget små mængder.
Disse problemer reduceres til et minimum ved at designe godt, forberede formen og kontrollere processen.
Fremtiden for indsætningsstøbning
Indsatsstøbning er i udviklingsfasen. Nye materialer, forbedrede maskiner og automatisering bruges til at øge effektiviteten, og 3D-print og hybride fremstillingsprocesser bliver også muligheder. Dens evne til at producere lette, stærke og præcise dele på grund af delenes nødvendighed betyder, at insert moulding bliver en vigtig produktionsproces.
Når det gælder assistance med Sincere Tech
Når det gælder indsatsstøbning og overstøbning, tilbyder vi korrekte og pålidelige støbeløsninger af høj kvalitet hos Sincere Tech. Vores teknologi og håndværkere vil sikre, at alle dele er i overensstemmelse med dine specifikationer. Vi er stærke inden for langvarige, komplicerede og økonomiske støbeforme til biler, elektronik, medicin og forbrugsvarer. Din fremstillingsproces er nem og effektiv, og det skyldes vores ekspeditionstider og gode kundeservice. Du flytter til Sincere Tech, og med virksomheden vil du arbejde i tråd med præcision, kvalitet og din succes. Stol på os, og lad dine designs blive til virkelighed for os korrekt, pålideligt og i henhold til industristandarder.
Konklusion
Indsæt støbning er en produktionsproces, der er fleksibel og effektiv. Den gør det muligt for designere at anvende en enkelt kraftig komponent, der er en kombination af metal og plast. Brugen af indsatsstøbning i industrien gennem årene skyldes dens fordele, som omfatter kraft, præcision og lave omkostninger. Men det bliver mere og mere sikkert i takt med fremskridt inden for materialer og automatisering. Løsningen på fremstilling ved hjælp af indsatsstøbning er tidsbesparelse, omkostningsreduktion og produkter af høj kvalitet i forbindelse med moderne fremstilling.
https://plas.co/wp-content/uploads/2026/01/2-1.jpg10801920Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2026-01-25 21:20:252026-01-25 21:20:28Hvad er indsatsstøbning? Proces, anvendelser og fordele
Øget produktion har gjort metalsprøjtestøbning til en af de mest indflydelsesrige teknologier. Moderniseringsprocesserne i industrier, som MIM-sprøjtestøbningsprocessen, er i øjeblikket afhængige af processen, mens den globale effektivitet vokser ved hjælp af kinesiske metalsprøjtestøbningsløsninger. Disse værktøjer, såsom metalindsprøjtningsformsystemer, er meget effektive til at producere et nøjagtigt design, og nye produktionsmetoder som metalindsprøjtningsstøbning gør det muligt at producere kraftige, komplicerede og pålidelige metalkomponenter. Vigtigst af alt har opfindelsen af teknikken til metalsprøjtestøbning ændret det industrielle potentiale i en sådan grad, at virksomheder i dag har opnået nye effektivitets- og kvalitetsstandarder.
Hvad er sprøjtestøbning af metal?
Sprøjtestøbning af metal (MIM), også kendt som metalsprøjtestøbning, er en innovativ fremstillingsproces, der blander nøjagtigheden ved sprøjtestøbning af plastmaterialer med metallers styrke og stabilitet. Det gør det muligt at fremstille komplekse, små og meget præcise metalkomponenter, som ellers ville være udfordrende eller uøkonomiske at fremstille ved hjælp af konventionelle bearbejdningsprocesser.
Teknologien er blevet grundlaget for moderne produktion, især i brancher som rumfart, bilindustri, medicinsk udstyr, elektronik og forsvar. MIM-sprøjtestøbning giver producenterne mulighed for at forme komplekse former, minimere spild af materialer og sikre slutresultater af høj kvalitet.
Vigtige egenskaber ved sprøjtestøbning af metal
Kompleks geometri: I stand til at lave dele i former, der ikke ville kunne laves med konventionel bearbejdning.
Høj præcision: Holder strenge standarder for vigtige bestanddele.
Materialeffektivitet: Skrot og affald minimeres i forhold til traditionel metalbearbejdning.
Skalerbarhed: Den kan understøtte prototyper i små partier og produktion i store mængder.
Omkostningseffektivt: Reducerer behovet for arbejdskraft og sekundære processer og fremstiller dele, der holder.
Sprøjtestøbning af metal i Kina på fremmarch
Kinas sprøjtestøbning af metal har været en af verdens førende inden for produktion af præcisionsmetaldele i de seneste år. Kinesiske producenter er nu en gunstig destination for virksomheder over hele verden, der har brug for en metalkomponent af høj kvalitet til en overkommelig pris på grund af deres avancerede teknologi, dygtige ingeniører og konkurrencedygtige produktionskapacitet.
Fremkomsten af Kinas metalsprøjtestøbning er en indikator for et teknologisk gennembrud og den langsigtede investering i de nuværende produktionsfaciliteter. Kina har investeret i sin kapacitet inden for sprøjtestøbning af MIM, og kombineret med skalerbar produktion har det været i stand til at styrke sin dominans inden for bil-, luftfarts-, elektronik-, medicinsk udstyrs- og forsvarsindustrien.
Vigtige drivkræfter for udviklingen af Kinas metalsprøjtestøbning
Avanceret teknologi
Den Kinesiske producenter bruger det bedste udstyr og automatiserede produktionslinjer, hvorved der er nøjagtighed og ensartethed i alle de fremstillede dele.
Kvalificeret arbejdsstyrke
Inddragelse af grupper af ingeniører og teknikere med lang erfaring inden for udvikling af metalsprøjtestøbning bidrager til optimering af produktion og kvalitetsniveauer.
Omkostningskonkurrenceevne
Produktionsomkostningerne i Kina er relativt billige, og derfor kan Kinas metalsprøjtestøbning være et levedygtigt alternativ for virksomheder, der har brug for at skære ned på omkostningerne uden at påvirke kvaliteten.
Hurtig skalerbarhed
De kinesiske faciliteter er i stand til at håndtere prototyper i lille skala såvel som produktion i stor skala og er derfor en god partner for globale industrier.
Globale kvalitetsstandarder
De moderne kinesiske metalsprøjtestøbevirksomheder kan overholde internationale standarder som ISO og RoHS, og det er derfor, produktionen er pålidelig og certificeret.
Processen med sprøjtestøbning af metal?
Metalsprøjtestøbning er en kompleks produktionsproces, der giver fleksibiliteten ved plastsprøjtestøbning med styrken og levetiden ved metal. Det gør det muligt for producenterne at lave små, komplicerede og ekstremt præcise metaldele, som er svære eller dyre at lave ved konventionel bearbejdning.
I sin mest basale form er processen baseret på arbejde med fine metalpulvere, bindemidler og specialforme. Med MIM-sprøjtestøbning kan ingeniører nemt fremstille meget komplekse dele i store mængder og stadig have gode, snævre tolerancer og mekanisk ydeevne.
Trin 1: Forberedelse af råmateriale
Den første fase er forberedelsen af råmaterialet, som er en blanding af fint metalpulver og polymerbindemiddel. Det er et bindemiddel, der hjælper med at få metalpulveret til at flyde i indsprøjtningsprocessen og med at forme emnet, indtil det er sintret.
Vigtige punkter:
Metalpulverets størrelse og fordeling er meget vigtig for den endelige delkvalitet.
Valget af bindemidler har indflydelse på flydeegenskaber og afbinding.
Homogen blanding bruges til at få ensartet tæthed og styrke i alle dele.
For at opnå succes med metalsprøjtestøbning er det nødvendigt at forberede råmaterialet korrekt for at sikre, at alle dele fremstilles, så de opfylder de strenge krav med hensyn til dimensioner og egenskaber.
Trin 2: Sprøjtestøbning
Det færdige råmateriale sprøjtes ind i et såkaldt metalsprøjtestøbeværktøj, og emnets form og egenskaber bestemmes. Formdesignet er meget vigtigt for at sikre høj præcision og forebyggelse af defekter.
Fordelene ved sprøjtestøbning under MIM:
Giver nogle af de mest komplicerede geometrier med minimal sekundær bearbejdning.
Sikrer høj nøjagtighed ved store produktionsmængder.
Minimerer spild i forhold til konventionelle bearbejdningsmetoder.
Det er på dette tidspunkt, at den støbte del er kendt som en grøn del, som har bindemidlet, men ikke er tæt nok. Producenter er i stand til at producere dele med komplekse designs og meget snævre tolerancer, som ellers ville være svære med andre produktionsteknikker, ved at bruge MIM-sprøjtestøbning.
Trin 3: Afbinding
Bindemidlet skal fjernes efter støbningen, og det kaldes afbinding. Dette kan opnås gennem:
Termisk afbinding: Opvarmningen af komponenten får bindemidlet til at fordampe.
Afbinding med opløsningsmiddel: Bindemiddel, der er opløst i en kemisk opløsning.
Katalytisk afbinding: En katalysator bruges til at afbinde ved lave temperaturer.
Effektiv afbinding fører til, at komponenten ikke revner eller deformeres, hvilket er afgørende for at bevare præcisionen i metalsprøjtestøbningsprocessen.
Trin 4: Sintring
Den afbundne komponent sintres ved forhøjede temperaturer, der er lavere end metallets smeltetemperatur. Under sintringen:
Partikler af metaller smelter sammen og danner en masse, der bliver stærkere.
Der er et mindre svind, og det er der taget højde for under udformningen af formen.
Der opnås endelige mekaniske egenskaber, som omfatter hårdhed og trækstyrke.
Sintring er ændringen i den del, som før var en svag grøn del, men som nu er en fuldgyldig del med høj styrke. Det givne trin er vigtigt for at give pålidelighed og holdbarhed af de produkter, der fremstilles ved hjælp af metalsprøjtestøbning.
Trin 5: Efterbehandling og kvalitetskontrol.
Efter sintring kan delene indgå i andre processer, f.eks:
Overfladebehandling (polering, belægning eller plettering).
Sikring af forbedrede kvaliteter ved opvarmning.
Kontrol af, at den opfylder designkravene.
Kvalitetskontrollen sikrer, at metalsprøjtestøbekomponenterne har en industriel standard og er pålidelige i deres valgte anvendelse.
Egenskaber ved en fremragende metalsprøjtestøbeform
Dimensionel nøjagtighed
En metalsprøjtestøbning af høj kvalitet garanterer nøjagtighed i dimensioner og ensartede tolerancer for alle komponenter, der produceres ved hjælp af metalsprøjtestøbning. Præcision minimerer sekundær bearbejdning og er vigtig for industrier som luft- og rumfart, bilindustrien og medicinsk udstyr.
Holdbarhed
De holdbare forme er fremstillet af slidstærke materialer, der fungerer som slidstærke og er i stand til at udholde alle cyklusser med højt tryk og temperatur. Holdbare forme bruges i Kinas metalindsprøjtningsstøbning for at sikre effektivitet i produktionen og den samme kvalitet af dele.
Termisk styring
Den rette termiske kontrol forhindrer vridning og jævn afkøling i processen med sprøjtestøbning af MIM. Det sikrer en ensartet tæthed, styrke og finish på hver enkelt komponent.
Nem vedligeholdelse
De moderne forme er nemme at vedligeholde med udskiftelige dele, der minimerer nedetid og øger deres livscyklus. Produktionen af metalsprøjtestøbning er jævn og pålidelig på grund af effektiv vedligeholdelse.
Kompleks geometri
Fremragende forme kan skabe komplekse former med tynde vægge og fine detaljer. Det har gjort det muligt for metalsprøjtestøbning at producere dele, som ellers ikke kunne produceres med almindelige produktionsmidler.
Sprøjtestøbning af metal - kraft og innovation
Teknologisk styrke
Metalsprøjtestøbning er en sofistikeret fremstillings- og ingeniørproces med høj præcision, som gør det muligt for industrien at fremstille små, komplicerede dele med høj styrke på en omkostningseffektiv måde. Styrken ved den givne teknologi ligger i, at den kombinerer fleksibiliteten i designet af plastsprøjtestøbning med den mekaniske styrke i metal, hvilket tidligere var umuligt at opnå med traditionelle tilgange. De virksomheder, der anvender konceptet med MIM-sprøjtestøbning, nyder godt af fordelene ved hurtigere produktionscyklusser, produkternes kvalitet opretholdes altid, og virksomhederne kan være innovative, når de designer produkter.
Anvendelser i industrien
Det kan bruges i meget forskellige industrier på grund af den innovative brug af metalsprøjtestøbning, og det kan findes i bilindustrien, rumfart, medicinsk udstyr, forbrugerelektronik samt i forsvarsindustrien. Ved at udnytte fordelene ved den kinesiske metalsprøjtestøbning er virksomhederne i stand til at udnytte løsningernes overkommelige priser, uden at det påvirker ydeevnen, og producere komponenter, der er af høj standard i branchen.
Materiale i sprøjtestøbning af metal
Metalpulver
Fine metalpulvere er hovedkomponenterne i en metalsprøjtestøbningsproces, der dikterer slutprodukternes styrke, holdbarhed og sammensætning. Rustfrit stål, titanium, nikkellegeringer og kobber er de mest anvendte pulvere. Det anvendte pulver bestemmer hårdhed, korrosion og belastningsevne. Pulver af høj kvalitet er nødvendigt for at garantere, at MIM-sprøjtestøbning fremstiller dele, der er homogene, har høje mekaniske kvaliteter og kan klare sig godt, når de udsættes for krævende opgaver.
Materialer til ringbind
En anden vigtig ingrediens i råmaterialet til metalsprøjtestøbning er bindemidlerne. De er propofol og svulmer op som midlertidige klæbemidler, når de indsprøjtes og formes for at binde metalpulveret. Bindemidlerne fjernes derefter med stor omhu i afbindingsprocesserne efter støbningen. Valget af bindemiddel er afgørende for et jævnt flow under støbeprocessen, nøjagtighed i dimensionerne og et fejlfrit slutprodukt. Fjernelse af bindemiddel er en af de vigtigste processer i en effektiv produktion i forbindelse med sprøjtestøbning af metal.
Komposit- og specialmaterialer
Kompositmaterialer eller metal-keramiske blandinger kan anvendes i mere avancerede applikationer. Det er de særlige materialer, som gør det muligt for producenterne, herunder dem, der beskæftiger sig med sprøjtestøbning af porcelæn, at fremstille komponenter med en specifik egenskab som høj varmebestandighed, letvægtsdesign eller en forøgelse af den mekaniske styrke. Med nøje udvælgelse og kombination af sådanne materialer er det muligt at opfylde de krævende krav fra industrier som rumfart, medicinsk udstyr, elektronik og forsvar ved hjælp af metalsprøjtestøbning.
Valg af materiale, der skal bruges
De materialer, der bruges i metalsprøjtestøbningsprocessen, har en direkte effekt på slutresultatet i form af emnets mekaniske styrke, finish og termiske stabilitet. Ingeniørerne skal tage højde for elementer som partikelstørrelse, partikelfordeling, kompatibilitet med bindemidlet og sintringsegenskaber for at maksimere produktionen. Det korrekte materialevalg betyder, at de dele, der produceres ved hjælp af MIM-sprøjtestøbning, ikke kun er funktionelle, men også pålidelige og holdbare i den sfære, hvor de skal bruges.
Fremtidigt potentiale
Den vedvarende udvikling af materialer, formudvikling og sintringsprocesser garanterer, at sprøjtestøbning af metal er en af de mest populære teknologier inden for acceptabel præcisionsfremstilling. Ingeniørerne kan nu fremstille komponenter med forbedrede mekaniske egenskaber, mindre vægt og længere holdbarhed. Den fortsatte udvikling af konceptet med metalsprøjtestøbning giver endnu større muligheder for teknologiske fremskridt inden for industrielt design, effektivitet i produktionen og produkternes ydeevne.
Sprøjtestøbning af metal: Hvornår er det nødvendigt?
I tilfælde af komplekse og præcise dele
Brugen af metalsprøjtestøbning er nødvendig, fordi industrien har brug for meget komplekse, detaljerede og miniature metalkomponenter, som ikke kan fremstilles effektivt ved hjælp af konventionelle bearbejdnings- og støbningsteknikker. Ved hjælp af den såkaldte MIM-sprøjtestøbning får producenterne mulighed for at opnå fine detaljer, tynde vægge og detaljerede former, samtidig med at styrken og nøjagtigheden bevares.
Hvor styrke og holdbarhed er af stor betydning
Det er nødvendigt i tilfælde, hvor komponenterne skal være modstandsdygtige over for højt tryk, varme og mekanisk belastning. Produkter, der er fremstillet ved hjælp af metalsprøjtestøbning, er meget stærke, slidstærke og pålidelige og anvendes derfor i industrisektorer som bil-, fly- og forsvarsindustrien.
Når der er brug for en stor produktionsmængde
Sprøjtestøbning af metal anbefales, hvis virksomheder har brug for masseproduktion af deres produkter med konstant kvalitet. Metalsprøjtestøbning i Kina kan anvendes i mange brancher til at realisere effektiv produktion, høj volumen og omkostningseffektiv produktion uden reduktion i dimensionel nøjagtighed.
Når omkostningseffektivitet tæller
I tilfælde, hvor man ønsker at minimere spild af materialer, arbejdstid og sekundær forarbejdning, er metalsprøjtestøbning det rigtige valg. Den har en høj produktionseffektivitet, og samtidig er den af høj kvalitet og dermed en af de mest økonomiske produktionsløsninger.
Hvilke materialer er acceptable ved sprøjtestøbning af metal?
Sprøjtestøbning af metal er en fordel for højtydende materialer. De mest almindelige er rustfrit stål, værktøjsstål, titanium, nikkellegeringer, kobber og magnetiske legeringer. Alle materialer vælges afhængigt af de nødvendige egenskaber, som kan være styrke, hårdhed, korrosionsbestandighed, varmebestandighed og holdbarhed. Det har skabt fleksibilitet i MIM, så man kan imødekomme intensive krav inden for bilindustrien, medicinalindustrien, rumfart, elektronik og industriteknik.
Rustfrit stål
Det mest almindelige materiale til metalsprøjtestøbning er rustfrit stål. Det er meget modstandsdygtigt over for korrosion, stærkt og holdbart og kan derfor bruges til medicinsk udstyr, udstyr til fødevareforarbejdning, bildele og forbrugerprodukter. Kvaliteter som 316L og 17-4PH er populære på grund af deres fremragende mekaniske egenskaber og pålidelighed.
Værktøjsstål
Værktøjsstål vælges, når komponenter kræver ekstrem hårdhed, slidstyrke og sejhed. Det anvendes i skæreværktøjer, industrielle maskinkomponenter, tandhjul og strukturelle elementer med høj belastning/slid. Værktøjsstål garanterer en lang livscyklus og høj dimensionsstabilitet i stressede situationer.
Titanium
Titanium er et meget værdsat metal til sprøjtestøbning med lav vægt og høj styrke. Det har også en meget god korrosionsbestandighed og biokompatibilitet og er derfor et perfekt materiale til brug i luftfartskomponenter, højtydende tekniske dele og medicinske implantater som ortopædisk og dentalt udstyr.
Nikkellegeringer
Nikkellegeringer anvendes i tilfælde, hvor komponenten skal være modstandsdygtig over for høje temperaturer, korrosion og svære arbejdsforhold. De giver overlegen termisk stabilitet og oxidationsmodstand, hvilket gør dem ideelle til rumfartskomponenter, kemisk procesudstyr og mekaniske samlinger ved høje temperaturer.
Kobber
I metalsprøjtestøbning bruges kobber, som kræver en høj grad af elektrisk og termisk ledningsevne. Det findes normalt i elektroniske dele, varmeafledningsdele, stik og elektrisk hardware. Kobber er også et godt korrosionsbestandigt materiale, og det er optimalt, når der kræves elektrisk præcisionsteknik.
Magnetiske legeringer
Komponenter, der har brug for høje magnetiske egenskaber, fremstilles ved hjælp af magnetiske legeringer som f.eks. blødt magnetisk rustfrit stål og legeringer, der indeholder jern. De finder bred anvendelse i sensorer, motorer, elektroniske enheder, bilsystemer og i elektriske præcisionsanvendelser. De giver et højt niveau af magnetisk ydeevne og mekanisk styrke.
Anvendelser af sprøjtestøbning af metal
Bilindustrien
Metalsprøjtestøbning er også en vigtig proces i bilindustrien, fordi den fremstiller meget stærke og præcise dele som gear, beslag, motordele og dele til sikkerhedssystemet. Ved hjælp af MIM-sprøjtestøbning kan producenterne skabe komplicerede former, som det ikke ville være økonomisk muligt at lave med konventionel bearbejdning. Kapaciteten i Kinas metalsprøjtestøbning er også afgørende for mange virksomheder for at kunne producere i store mængder uden at gå på kompromis med kvaliteten.
Medicin og sundhedspleje
Medicinalindustrien har haft stor gavn af metalsprøjtestøbning, fordi den kan fremstille små, præcise og biokompatible dele. Metalsprøjtestøbning bruges til at fremstille kirurgiske instrumenter, ortodontiske beslag, ortopædiske implantater og indkapsling af udstyr. Nogle af de materialer, der understøttes af processen, er rustfrit stål og titanium, hvilket gør den meget holdbar og effektiv til medicinsk brug, hvor der er stort behov for den.
Luft- og rumfart og forsvar
Pålidelighed og ydeevne er afgørende i luftfarts- og forsvarsverdenen. Lette, men højstyrkekomponenter som turbinedele, strukturelle fittings, våbenkomponenter og præcisionsforbindelser produceres ofte ved hjælp af metalsprøjtestøbning. Ved at bruge MIM-sprøjtestøbning kan industrien opnå høj dimensionel nøjagtighed, styrke og ensartethed, hvilket er afgørende i et højrisikomiljø.
Forbrugerelektronik
Metalsprøjtestøbning anvendes i elektronikindustrien til at producere meget små og detaljerede dele som stik, hængsler, telefonkomponenter og hardwarekomponenter. Nøjagtigheden af MIM-sprøjtestøbning og effektiviteten af Kinas metalsprøjtestøbning er et gunstigt boost til masseproduktion af meget holdbare, glatte og lette elektroniske dele.
Konstruktion af industrielle maskiner og værktøjer.
Industrielle maskiner og tekniske værktøjer er også afhængige af metalsprøjtestøbning til fremstilling af hårde og slidstærke komponenter. En del af skæreværktøjer, låse, fastgørelseselementer og mekaniske samlinger fremstilles normalt ved hjælp af metalsprøjtestøbning. Det gør det muligt for industrien at præstere, udholde og forblive effektiv i brug selv under barske forhold.
Industrielle fordele ved sprøjtestøbning af metal
Omkostningseffektivitet
Sprøjtestøbning af metal er meget billigt. Producenter kan bruge komplekse dele med et minimum af affaldsmaterialer (ved hjælp af MIM-sprøjtestøbning) og lave arbejdsomkostninger. De virksomheder, der er afhængige af Kinas metalsprøjtestøbning, er i stand til at få kvalitetskomponenter til en lav pris.
Præcision og kompleksitet
Processen gør det muligt at fremstille komplekse dele med høj præcision, som ellers er svære eller umulige at fremstille med traditionelle teknikker. Færdige funktioner, små tolerancer og nye designs understøttes af metalsprøjtestøbning, som er velegnet til luft- og rumfart, medicin og bilindustrien.
Konsistens og pålidelighed.
I de kontrollerede produktionsprocesser er der den såkaldte metalsprøjtestøbning, som får hver del til at overholde strenge krav. Brugen af MIM-sprøjtestøbning og kinesiske metalsprøjtestøbningsfaciliteter giver en regelmæssig og pålidelig produktion, som minimerer fejl og omarbejde.
Alsidighed
Komponenter til forskellige industrier, som f.eks. medicinsk udstyr, elektronik og forsvar, kan produceres ved hjælp af metalsprøjtestøbning. Den er fleksibel, og derfor kan producenterne reagere effektivt på markedets dynamiske behov.
Bæredygtighed
Det minimerer mængden af spild af materialer og energi, der forbruges i processen, og derfor er metalsprøjtestøbning en miljøvenlig fremstillingsproces. MIM-sprøjtestøbning fremmer bæredygtig produktion uden at gå på kompromis med kvaliteten.
Om Dong Guan Sincere Tech
Dong Guan Sincere Tech er en kinesisk producent af præcisionsfremstilling, der beskæftiger sig med sprøjtestøbning af metal (MIM) og sofistikerede tekniske løsninger. Efter mange år i branchen og med den nyeste teknologi og et meget professionelt team af teknikere kan vi prale af at være blandt de bedste og mest pålidelige producenter af metalstøbning i Kina.
Vi tilbyder komplette tjenester såsom MIM-sprøjtestøbning, løsninger til metalsprøjtestøbning i Kina, design af metalsprøjtestøbeforme, udvikling af specialdele og fremstilling af komponenter med høj præcision til bilindustrien, medicinalindustrien, rumfartsindustrien, elektronikindustrien og industrisektoren. Vores nuværende produktionsanlæg, kvalitetsstyring og overholdelse af innovation sikrer, at alt, hvad vi producerer, vil overgå standarderne for kvalitet, holdbarhed og præcision, som det kræves og kræves af de internationale standarder.
I Dong Guan Sincere Tech er vores motto at levere den bedste kvalitet til rimelige omkostninger og yde fremragende service til vores kunder, og det gør os til et pålideligt valg for kunder over hele verden. Hvis du har brug for de bedste metalindsprøjtningsstøbningstjenester i Kina, har du fundet det bedste firma, som du kan stole på at levere det bedste.
Afsluttende tanker
Sprøjtestøbning af metaller er ikke en teknik, men en revolution inden for præcisionsteknik. Verden er nu mere innovativ, effektiv og pålidelig gennem udviklingen af MIM-sprøjtestøbning, nøjagtigheden af hver metalsprøjtestøbning, kraften i ydeevnen af Sprøjtestøbning af metal, samt det teknologiske gennembrud for METAL-sprøjtestøbning. Vejen til denne teknologi fortsætter med at udvikle sig, og der er mere i vente, som kan give flere muligheder for fremtidens industrielle produktion.
Hvad er sprøjtestøbning af metal (MIM)?
Sprøjtestøbning af metal er en sofistikeret fremstillingsproces, der involverer brug af metalpulver og bindemiddel til at danne komplekse metalkomponenter med høj styrke. Det gør det muligt at skabe detaljerede, præcise og hårdføre dele, som ikke let kan skabes ved hjælp af traditionel bearbejdning.
Hvilke industrier kan få tilbudt metalsprøjtestøbning?
Sprøjtestøbning af metal har fundet omfattende anvendelse inden for bilindustrien, luft- og rumfart, medicinsk udstyr, elektronik og forsvar samt industrielt udstyr. Det er perfekt til fremstilling af små, komplekse og meget præcise komponenter, der skal have en høj grad af styrke og ydeevne.
Hvad er grundene til, at Dong Guan Sincere Tech bør vælges til at levere MIM-tjenester?
Dong Guan Sincere Tech er en førende og mest velrenommeret producent af metalindsprøjtningsstøbning i Kina. Vi designer og fremstiller produktion af høj kvalitet, teknologi, kvalitetskontrol, konkurrencedygtige priser og professionel support fra ingeniører for at opnå output af høj kvalitet i ethvert projekt.
Er du i stand til at producere store mængder?
Ja, vi producerer både i små partier og i stor skala. Vi har moderne faciliteter og højt kvalificerede medarbejdere, der gør det muligt for os at levere en høj grad af ensartethed og effektivitet i masseproduktionsprojekter og samtidig opretholde nøjagtighed og pålidelighed.
Hvad er materialerne til metalsprøjtestøbning?
Der anvendes mange forskellige materialer, f.eks. rustfrit stål, titanium, nikkellegeringer og specialmetaller. For at garantere et produkts gode ydeevne vælges hvert materiale med hensyn til styrke, holdbarhed, korrosionsbestandighed og anvendelse.
https://plas.co/wp-content/uploads/2026/01/2.jpg414736Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2026-01-08 02:09:452026-01-09 02:33:33Sprøjtestøbning af metal: en guide til en ny revolution inden for produktion
I den hektiske sundhedsverden er præcision, renlighed og overholdelse af regler mere end bare modeord og et ufravigeligt krav. En af de underliggende teknologier, der gør det muligt at producere sikkert, effektivt og skalerbart medicinsk udstyr, er sprøjtestøbning af medicinsk plast. Plastsprøjtestøbning giver form til sprøjter og katetre, kirurgiske instrumenter og diagnostiske huse og er vigtig for at drive moderne medicin ved at skabe de enkelte dele.
Det er værd at nævne, at man skal vælge en pålidelig producent af medicinske sprøjtestøbeforme. Den rigtige leverandør garanterer, at dit produkt overholder strenge industristandarder, fungerer med største præcision og forbliver økonomisk i store produktionskørsler. En fejl kan have betydelige negative konsekvenser, f.eks. produkttilbagekaldelser eller overtrædelser af regler eller trusler mod patientsikkerheden.
Denne artikel indeholder en liste over de 10 bedste Virksomheder, der sprøjtestøber medicinsk plast fra forskellige dele af verden. Overvejelseskriterierne for de børsnoterede virksomheder er meget strenge, startende med certificeringer, innovation, deres globale tilstedeværelse og tidligere resultater. På trods af at branchens globale karakter involverer mange regionale aktører, har vi begrænset valget til kun to kinesiske virksomheder, hvoraf Sincere Tech er den ene, og resten er fordelt i USA, Europa og Israel.
Hvad er sprøjtestøbning af medicinsk plast?
Det er en nicheproduktionsproces, der bruges til at fremstille meget nøjagtige og kvalitetssikre plastkomponenter til medicin og sundhedspleje. Det indebærer indsprøjtning af smeltet plast i en specialbearbejdet form og afkøling, indtil den størkner og får sin endelige form.
Vigtige funktioner:
Præcision og renlighed: Medicinsk støbning skal overholde snævre tolerancer og foregår i renrum for at undgå kontaminering.
Biokompatible materialer: Brug plast af medicinsk kvalitet som polykarbonat, polypropylen og PEEK, som er sikkert at bruge i eller med en menneskekrop.
Overholdelse af lovgivningen: Producenterne skal overholde standarder som ISO 13485, FDA og CE for at kunne garantere sikkerhed og effektivitet.
Høj volumen og repeterbarhed: Perfekt til fremstilling af store serier af ensartede, sterile dele, f.eks. sprøjter, IV-sæt, diagnostiske huse, artroskoper, kirurgiske instrumenter og udstyr til medicindispensering.
Kriterier for udvælgelse
Følgende kriterier var med til at afgøre, hvilken virksomhed der var bedst til medicinsk sprøjtestøbning,
1. ISO 13485-certificering og overholdelse af regler
Den internationalt accepterede standard for kvalitetsstyringssystemer til industrien for medicinsk udstyr er ISO 13485. Derudover skal virksomheder opfylde FDA- og CE-regler, når de vil sælge deres produkter.
2. Avanceret teknologi og renrumskapacitet
Virksomhederne skal kunne arbejde i renrumsmiljøer (ISO klasse 7 eller bedre) og gøre brug af den nyeste sprøjtestøbningsteknologi (mikrostøbning og multi-shot-sprøjtestøbning) for at opfylde standarder for hygiejne, kontaminering osv.
3. Medicinsk fokus og brancheerfaring
Pålidelighed og ekspertise inden for fremstilling af medicinske komponenter har en stærk historie. Virksomheder, der har været i sundhedssektoren i lang tid, forstår også bedre reglerne og kravene til ydeevne.
4. Stor kundebase i sundhedssektoren og global rækkevidde
Globale virksomheder vil have en robust infrastruktur for kvalitetskontrol, logistik og lovgivning for bedre at kunne betjene multinationale OEM'er inden for medicin.
5. F&U og tilpasningsmuligheder
De tilbyder ikke kun produktion, men også teknisk support, design til produktion (DFM) samt innovationspartnerskab for at bringe nye produkter til live hurtigt og effektivt.
Top 10 virksomheder inden for sprøjtestøbning af medicinsk plast.
De er nogle af verdens førende inden for sprøjtestøbning af medicinsk plast. De er udvalgt på baggrund af strenge kriterier, såsom kvalitetscertificeringer, teknologiske fremskridt, global tilstedeværelse og engagement i innovation, og de største mærker inden for medicinsk udstyr over hele verden har tillid til disse producenter. Her er de 10 bedste:
1. Sincere Tech (Kina)
Sincere Tech er en af de førende kinesiske producenter, der er involveret i sprøjtestøbning af medicinsk plast til globale kunder. Sincere Tech dækker renrumsstøbning, hurtig prototyping og masseproduktion og er en pålidelig kilde til medicinske dele med høj præcision. De er dedikerede til kvalitet ved at følge ISO 13485-standarder, avanceret værktøj og strenge valideringsprocesser. Desuden kan medicinske OEM'er outsource hele processen, herunder formdesign, fremstilling og endda montering, hvilket gør det til en komplet service med forskellige virksomheder.
Hjemmeside: https://www.plasticmold.net/
Virksomhedens profil:
I over 15 år har Sincere Tech specialiseret sig i både at fremstille støbeforme og nøjagtige plastemner i Kina. Takket være sin ISO 13485-kvalifikation og renrum af høj kvalitet tilbyder virksomheden vigtige dele til globale medicinske OEM'er, der søger snævre tolerancer. Denne virksomhed dækker formdesign, håndterer værktøj og udfører sekundær forarbejdning, alt sammen fra samme sted. Da de kan styre produktudviklingen fra de første trin til masseproduktion, er de værdifulde for produktionen i sundhedssektoren.
Brancher, der betjenes:
Medicinsk udstyr, bilindustrien, elektronik og emballage.
Hvorfor vælge Sincere Tech?
Vores præcisionsstøbning af medicinsk kvalitet opfylder den strenge ISO 13485-standard.
Leverer alle tjenester, fra design og prototyper til produktion.
Mulighed for at støbe dele i renrum til produkter uden kontaminering.
Der er brug for god kvalitetssikring og validering.
Vi tilbyder konkurrencedygtige priser til både små og store globale kunder.
2. Phillips-Medisize (USA)
Phillips Medisize er en Molex-virksomhed og en industrigigant inden for integreret lægemiddeltilførsel, diagnostisk udstyr og medicinsk elektronik. De er en medicinsk sprøjtestøber med fuld service og har et globalt fodaftryk og dyb ekspertise inden for komplekse samlinger. De har topmoderne renrumsfaciliteter, som leverer design- og prototypetjenester samt automatiserede højvolumenproduktionstjenester, hvis du har brug for det. Virksomheden er en førende innovatør af løsninger til at forbinde digital sundhed og til avanceret produktsporing.
Virksomhedens profil:
Phillips-Medisize er en del af Molex og fokuserer på at fremstille udstyr til lægemiddelafgivelse, diagnosticering og forbundet sundhed på verdensplan. Virksomheden er til stede internationalt i USA, Europa og Asien og har renrum fra ISO klasse 7 op til klasse 8. De leverer tjenester på alle trin og tager sig af design, udvikling, test og fuld produktion. Blandt deres kunder er nogle af verdens førende virksomheder inden for lægemidler og medicinsk udstyr.
Brancher, der betjenes:
Drug delivery, diagnostik og medicinsk elektronik.
Hvorfor vælge Phillips-Medisize?
International drift forbedret af automatisering og vedligeholdt i renrumsmiljøer.
Viden om connected health og brug af digital teknologi.
En historie med succesfuldt samarbejde med førende MedTech-virksomheder.
Alle vores aktiviteter i hele verden overholder ISO 13485 og FDA-standarder.
Har erfaring med at håndtere behovene i større produktionsprojekter.
3. Tessy Plastics (USA)
Tessy Plastics har leveret plastsprøjtestøbning med høj præcision til den medicinske sektor i årtier og er berygtet for sin ISO 13485-certificering. De har alle produkter in-house, fra værktøj til alt fra automatisering til validering. De er helt afhængige af det medicinske område og producerer en bred vifte af kirurgisk, diagnostisk og bærbart medicinsk udstyr, der arbejder tæt sammen med kunder og partnere for at garantere højere pålidelighed, nem skalerbarhed og overholdelse af globale regler. De har også kapacitet til at mikrostøbe og indsætte støbeforme til delikate komponenter.
Virksomhedens profil:
Siden 1976 har Tessy Plastics opereret i New York, USA, som en familievirksomhed inden for præcisionssprøjtestøbning. Den medicinske side af Bosch lægger vægt på kirurgisk, diagnostisk og bærbart udstyr, som alle fremstilles efter høje kvalitetsstandarder. Tessy kombinerer automatisering, avanceret værktøj og montageprocesser i sit arbejde. Virksomhedens ingeniørstab samarbejder med kunderne om at løse problemer med design, regler og hurtig lancering.
Brancher, der betjenes:
Medicin, elektronik og forbrugsvarer.
Hvorfor vælge Tessy?
Alle trin fra design til salg er under én myndighed.
Tilbyder mikrostøbning og indsatsstøbning som sine største styrker.
Over 40 år med fremstilling af medicinsk udstyr.
Virksomheden har renrum i ISO klasse 7.
Virksomheden er ISO 13485-certificeret og har som mål at opfylde alle krav til medicinsk udstyr.
4. Gerresheimer (Tyskland)
Gerresheimer er en global leder inden for medicinsk og farmaceutisk emballage med en vigtig plastsprøjtestøbningsafdeling, der er i stand til at fremstille drug delivery-systemer, sprøjtestøbt diagnostisk udstyr og forfyldte sprøjter. Virksomheden har flere renrumsfaciliteter og arbejder efter de højeste lovgivningsmæssige standarder. På grund af deres vertikale integration af produktdesign til formfremstilling og endelig til slutmontering er de den foretrukne partner for medicinalvirksomheder over hele verden.
Virksomhedens profil:
Medicinske og farmaceutiske emballagevirksomheder anerkender i vid udstrækning Gerresheimer og dets lange erfaring med sprøjtestøbning. Virksomhedens globale aktiviteter omfatter mere end 30 afdelinger, og kunderne får produkter, der spænder fra insulinpenne til inhalatorer og diagnosesæt. Virksomheden er stærk, fordi den dækker hele serviceområdet, fra design til fremstilling af den endelige emballage. På grund af deres avancerede infrastruktur kan de producere stort medicinsk udstyr, der overholder mange regler.
Brancher, der betjenes:
Lægemidler, sundhedspleje og diagnostik.
Hvorfor vælge Gerresheimer?
Produktionsløsninger, der omfatter et helt system.
Der findes renrumscertificerede faciliteter forskellige steder i verden.
Nye udviklinger inden for både emballage og udstyr.
Mange førende farmaceutiske organisationer stoler på os.
Følger alle medicinske regler i EU og USA.
5. Nypro Healthcare (Jabil - USA)
Nypro Healthcare er en del af Jabil og leverer højvolumenløsninger til sprøjtestøbning af medicinsk plast til højkomplekse og stærkt regulerede markeder. Med sine automatiseringsmuligheder og tekniske support har Nypro produktionsfaciliteter over hele verden. De koncentrerer sig om sofistikerede medicinske anvendelser som indsprøjtning af medicin, diagnostiske systemer og minimalt invasive kirurgiske værktøjer. Nypro arbejder sammen med kunderne i en partnerskabsmodel og sørger for at levere R&D, prototyper og produktion.
Virksomhedens profil:
Nypro, som hører under Jabil Healthcare, leverer komplette CDMO-tjenester og sprøjtestøbning til medicinsk udstyr. På tværs af fem verdensregioner leverer Nypro højvolumenproduktion til kirurgiske, diagnostiske og medicinale områder. På grund af deres evner til at automatisere, overholde regler og gøre tingene mindre, kan kunderne slå konkurrenterne. De arbejder også med engineering i begyndelsen, udvælger vigtige materialer og bygger prototyper.
Brancher, der betjenes:
Levering af medicin, diagnostik og kirurgiske systemer.
Hvorfor vælge Nypro?
Produktionsfaciliteter i flere lande med mulighed for at udvide produktionen.
At have detaljeret viden om reglerne på regulerede markeder.
Bedre automatisering og samling giver bilproducenterne fordele.
Tidligt samarbejde mellem R&D og tidligt design.
Førende leverandør inden for fremstilling af medicinsk udstyr med høj risiko.
6. Röchling Medical (Tyskland)
Röchling Medical, som er en del af Röchling-gruppen, tilbyder komplette sprøjtestøbeløsninger til kunder inden for medicinalindustrien, diagnostik og medicinsk udstyr. De er globalt tilgængelige i Europa, USA og Kina. Röchlings kompetencer omfatter ingeniørarbejde, overholdelse af regler og støbning i renrum. Deres portefølje omfatter alt fra lab-on-chip-komponenter til specialfremstillede huse til kirurgisk udstyr, ofte produceret i fuldt validerede klasse 7-miljøer.
Virksomhedens profil:
Röchling Medical er en del af Röchling-gruppen, der hjælper medicinal-, diagnostik- og MedTech-industrier over hele verden. Renrumsstøbning, lab-on-chip og indkapsling af udstyr er områder, som de har specialiseret sig i med produktion i Tyskland, USA og Kina. Röchling har teknisk assistance, regulatoriske funktioner og fuld støtte til produktstyring fra start til slut. Produktionssystemerne på disse faciliteter understøtter både begrænsede og store produktionskørsler.
Brancher, der betjenes:
Diagnostik, pharma og kirurgiske instrumenter.
Hvorfor vælge?
Virksomhederne opererer på tværs af flere lande i Europa, Kina og USA.
Der findes en bred vifte af renrumsproduktionstjenester.
Har arbejdet i klasse 7- og klasse 8-støbemiljøer.
Leverer teknisk hjælp til følgende regler.
Vi har kompetencerne til at udvikle specialkomponenter til medicinsk brug.
7. Seaway Plastics Engineering (USA)
Seaway Plastics, der har specialiseret sig i produktion af små og mellemstore mængder, er en troværdig partner for medicinske OEM'er, der har brug for hurtig omstilling og fleksibel support. Deres tjenester er sprøjtestøbning i renrum, in-house værktøj og monteringstjenester. Seaway er især kendt inden for segmentet for ortopædisk og kirurgisk udstyr. Virksomheden leverer også protokoller om IQ/OQ/PQ-validering, hvilket gør det klart, at deres produkter er stærkt regulerede.
Virksomhedens profil:
Seaway Plastics tilbyder primært sprøjtestøbning af små og mellemstore mængder til virksomheder inden for medicinsk udstyr. Faciliteterne i ISO klasse 7 renrum giver mulighed for fremstilling af støbeforme samt validering og samling af slutprodukter. Seaway gør sig primært bemærket med ortopædiske og kirurgiske instrumenter. På grund af deres hurtige produktionstider henvender folk sig til disse virksomheder med både prøve- og småskalaprojekter.
Brancher, der betjenes:
Ortopædi, kirurgiske værktøjer og diagnostik.
Hvorfor vælge?
Der tilbydes hurtig fremstilling af prototyper og et lavt antal prøver.
Vi tilbyder udvikling og support af vores egne test- og automatiseringsværktøjer.
Du kan stole på, at vores faciliteter er certificeret af både ISO 13485 og reguleret af FDA.
Specialstøbning til følsomme komponenter er mulig i renrum.
Giver kunden fuld fleksibilitet.
8. MedPlast (nu Viant - USA)
Denne virksomhed er nu kendt som Viant og er et kraftcenter inden for fremstilling af medicinsk udstyr. De udfører kontraktproduktionsaktiviteter, herunder sprøjtestøbning af plast, ekstrudering, samling, emballering og sterilisering. Deres færdigheder inden for støbning rækker ud over implanterbart udstyr, diagnostiske kits og systemer til levering af lægemidler. Viants vægt på design for manufacturability (DFM) og intens kvalitetskontrol gør dem til en ideel leverandør til medicinske højrisikoapplikationer.
Virksomhedens profil:
Virksomheden drives under brandet Viant og tilbyder en række forskellige processer til fremstilling af medicinsk udstyr, for eksempel sprøjtestøbning og sterilisering. Deres forretning omfatter markederne for ortopædi, diagnostik og engangsudstyr. På grund af Viants DFM-færdigheder og interne regulatoriske ressourcer er løsningerne skabt til at være både sikre og skalerbare. Der er mere end 25 Vifor Pharma-faciliteter spredt over hele verden, hvor de anvender deres regulatoriske knowhow.
Brancher, der betjenes:
Implanterbare enheder, diagnostik og kirurgiske systemer.
Hvorfor vælge?
Tilbyder tjenester inden for design til fremstilling, støbning og sterilisering.
Dokumenteret erfaring med at levere pleje til medicinske problemer, der er svære at behandle.
Designet til verden, produceret til verden.
Du kan ændre din bestilling efter behov, og alle produkter bliver kvalitetskontrolleret.
Alle vores faciliteter er ISO 13485- og FDA-certificerede.
9. Technoplast (Israel)
Technoplast er en ny aktør inden for præcisionsstøbning af medicinsk plast med base i Israel. Blandt de produkter, de tilbyder, er produktdesign, hurtig prototyping og masseproduktion med stort fokus på kundetilpassede medicinske komponenter. Blandt deres kunder er multinationale producenter af medicinsk udstyr, og de er kendt for at være hurtige til at komme på markedet, fordi deres drift er meget smidig, og de har en stærk forsknings- og udviklingsafdeling. Technoplast er usædvanligt stærk (kardiologi, diagnostik, engangsudstyr).
Virksomhedens profil:
Technoplast er en israelsk virksomhed, der leverer avanceret plaststøbning til brug i medicinsk udstyr. Virksomheden hjælper med at designe produkter, lave prototyper, fremstille forme og producere varer i stor skala. Technoplast er anerkendt for at være fleksibel, udføre effektiv forskning og udvikling og have erfaring med at fremstille produkter til kardiologi, diagnostik og engangsartikler. Hurtig levering og lave produktionsomkostninger er topprioriteter for virksomheden.
Brancher, der betjenes:
Kardiologi, diagnostik og engangsudstyr.
Hvorfor vælge Technoplast?
Forbedret output gennem agile handlinger og hurtig prototyping.
Formfremstilling med høj præcision til detaljerede medicinske dele.
Innovativ forskning og udvikling til medicinsk brug.
Høj hastighed for at få produkter på markedet.
ISO 13485-certificering er kombineret med CE- og FDA-kompatible produkter.
10. TK Mold (Kina)
TK Mold er den anden og sidste kinesiske virksomhed på denne liste og er kendt for højpræcisionsværktøj og sprøjtestøbning. De beskæftiger sig med forme og komponenter af medicinsk kvalitet og eksporterer produkter til Nordamerika, Europa og andre asiatiske markeder. Deres styrker er teknisk design og deres evne til at bringe disse ideer til live gennem både fremstilling af forme og produktion af små til mellemstore mængder. TK Mold har et certificeret ISO-dokument og overholder internationale medicinske standarder. Derfor er de en god virksomhed at outsource produktionsarbejde til.
Virksomhedens profil
TK Mold er kendt i Kina for sine sprøjtestøbeforme og dele til medicinsk udstyr af høj kvalitet. Deres kunder i Nordamerika, Europa og Asien modtager renrumsstøbning til klasse 7-applikationer. Formen understøttes hele vejen fra det oprindelige design til fremstilling af mellemstore partier og post-produktionstrin. Fordi de er ISO 13485-certificerede og opfylder internationale standarder, har de opnået tillid som offshore-partner.
Industrier, der betjenes
Medicin, elektronik og bilindustrien.
Hvorfor vælge?
Kun et lille antal professionelt designede forme bruges til produktion.
Særlig opmærksomhed på innovation inden for teknik.
ISO-certificeret og i overensstemmelse med medicinske retningslinjer.
Leverer ekspertise til EU, USA og Asien.
Prisbillige metoder til at arbejde med OEM'er.
Fremtidsudsigter for virksomheder, der sprøjtestøber medicinsk plast.
Med udviklingen af sundhedsindustrien forventes medicinske sprøjtestøbevirksomheder at udvikle sig på flere væsentlige områder. Her er, hvad fremtiden bringer:
1. Indførelse af intelligente materialer
Virksomhederne investerer i materialer som antimikrobielle, bionedbrydelige eller bioresorberbare polymerer, der giver forbedret funktionalitet.
Disse forsyninger gør det muligt at bruge sikrere og mere bæredygtigt medicinsk udstyr til engangsbrug.
2. Udvidelse til mikrofluidik og miniaturisering
Flere og flere forarbejdningsvirksomheder er tvunget til at skabe ultrasmå og indviklede dele til lab-on-a-chip, bærbare sensorer og diagnoseudstyr.
Der bliver brug for mikrostøbning for at forblive konkurrencedygtig.
3. Integration af automatisering og industri 4.0
Men avanceret automatisering og dataanalyse i realtid vil gøre det muligt for virksomhederne at opgradere deres proceseffektivitet, sporbarhed og kvalitetskontrol.
De intelligente fabrikker med forbundne systemer vil minimere menneskelige fejl, og produktiviteten vil stige.
4. Tilpasning og on-demand-produktion
Der er en stigende efterspørgsel efter personligt tilpasset medicinsk udstyr, så virksomhederne går over til en fleksibel serieproduktion.
Hurtig prototyping og additiv fremstilling kan forbedre de traditionelle støbeprocesser.
5. Bæredygtighed og overholdelse af miljøkrav
Verdensomspændende dekreter tvinger virksomheder til at genbruge, reducere affald og energiforbrug og reducere brugen af ikke-genanvendelig plast.
Producenterne omfavner de grønne initiativer og praksisser i den cirkulære økonomi.
6. Øget regulatorisk kontrol
Med fremkomsten af nye og innovative materialer og teknologier kan virksomheder forvente strengere protokoller for validering, sporbarhed og overholdelse af regler.
Der vil være behov for at investere i ekspertise inden for bureaukrati af hensyn til den fortsatte markedsadgang.
7. Strategiske partnerskaber med MedTech-virksomheder
Virksomhederne etablerer et tættere samarbejde med medicinske OEM'er for sammen at udvikle de innovative IP-følsomme løsninger.
Det vil blive en konkurrencemæssig fordel at inddrage det tidlige designstadie.
Konklusion
Det er vigtigt at vælge den bedste producent af sprøjtestøbning af medicinsk plast for at sikre, at dit medicinske udstyr bliver en succes med hensyn til sikkerhed, skaleret produktion og overholdelse af alle krav. Denne liste er verdens elitevirksomheder, ikke kun med hensyn til at følge de tekniske og lovgivningsmæssige krav i den medicinske industri, men de bringer også innovative og kundeorienterede løsninger.
Lige fra verdens giganter som Phillips-Medisize og Gerresheimer til nichevirksomheder som Sincere Tech og Technoplast har hver eneste af dem en vis dokumenteret ekspertise og kapacitet inden for sundhedsområdet. Uanset om du udvikler et nyt diagnostisk værktøj eller udvider produktionen af et etableret stykke maskineri, vil et samarbejde med en af disse pålidelige leverandører af medicinsk sprøjtestøbning bringe dig på forkant med kvalitetsspecifikationerne og konkurrencen.
Anerkendte udbydere af medicinsk sprøjtestøbning garanterer, at de holder sig foran med hensyn til kvalitetsbenchmarks og konkurrencedygtighed på markedet.
Ofte stillede spørgsmål
1. Hvad er sprøjtestøbning af medicinsk plast?
Det er en produktionsproces, der fremstiller plastdele med høj præcision til medicinske anvendelsesmiljøer med specialudstyr og materialer inden for høje lovmæssige standarder.
2. Hvorfor er ISO 13485-certificering vigtig for medicinske støbevirksomheder?
Det sikrer, at virksomheden overholder internationalt accepterede standarder for kvalitetsstyringssystemer i industrien for medicinsk udstyr, hvilket er nøglen til overholdelse af lovgivningen og produktsikkerhed.
3. Hvilke materialer bruges normalt til medicinsk sprøjtestøbning?
De almindelige materialer omfatter polycarbonat af medicinsk kvalitet, polypropylen, polyethylen og termoplastiske elastomerer, der skal være biokompatible og steriliserbare materialer.
4. Hvad er effekten af renrum i medicinsk sprøjtestøbning?
Renrum er et miljø, der kan være fri for forurening, hvilket er vigtigt i produktionen af sterile/følsomme medicinske komponenter ved at minimere risikoen for partikelforurening.
5. Er det muligt for små virksomheder at matche det output, som store producenter producerer her?
Ja, det er der. Mange små firmaer tilbyder nicheekspertise, smidig udvikling og hurtige prototypetjenester, som er gode partnere til specialiseret eller tilpasset arbejde.
https://plas.co/wp-content/uploads/2025/03/injection-molding-machine.jpg412550Administratorhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgAdministrator2025-06-16 15:00:202025-06-16 15:03:07Top 10 virksomheder inden for sprøjtestøbning af medicinsk plast
Kina har været førende inden for produktion, især inden for fremstilling af støbeforme. Den store efterspørgsel efter plastprodukter af høj kvalitet i hele verden har ført til, at virksomheder over hele verden henvender sig til kinesiske formproducenter for at få præcision, omkostningseffektivitet og innovation. Dette indlæg hjælper dig med at finde ud af, om du leder efter den bedste formgiver i Kina, hvilke nøglefaktorer du skal overveje, når du vælger den bedste kinesiske formgiver, fordelene ved at arbejde med en kinesisk formgiver, og hvordan du vælger en kinesisk formgiver til din virksomhed. Sprøjtestøbningsprocessen bruges meget ofte i produktionen og involverer indsprøjtning af plast, som er smeltet, i en form for at producere meget præcise dele. Denne metode er vigtig i sektorer som bilindustrien, elektronik, medicinsk udstyr og forbrugsvarer. I de seneste årtier er Kina steget til det globale niveau inden for produktion af støbeforme og er leverandør af støbeforme af høj kvalitet til en overkommelig pris.
Antallet af kinesiske støbeformsproducenter er steget så kraftigt, at det har påvirket det globale marked med billige og innovative løsninger. En af grundene til, at sprøjtestøbning dominerer, er regeringens støtte til produktionsinfrastruktur i Kina. Kinas sprøjtestøbning består af tusindvis af små fabrikker og store højteknologiske fabrikker. Avanceret CNC-bearbejdning, EDM (Electrical Discharge Machining) og automatiserede processer bruges til at skabe forme med præcis og hurtig nøjagtighed i disse virksomheder. Den kinesiske industri for fremstilling af støbeforme udvikler sig og understøttes af løbende investeringer i teknologi og kvalificeret arbejdskraft for at overholde internationale kvalitetsstandarder. Virksomheder, der har brug for, at deres forme er af høj kvalitet, holdbare såvel som omkostningseffektive, skal kigge efter den bedste formproducent i Kina. En pålidelig formproducent sikrer godt design, valg af materialer af høj kvalitet og omhyggelig kvalitetskontrol. I Kina er der virksomheder, der specialiserer sig i formfremstilling for at imødekomme kundens specifikationer for at give mere fleksibilitet og forskelle i produktionen.
Dette indlæg vil tale om sprøjtestøbning, formfremstilling, CNC-bearbejdning, trykstøbning, overfladebehandling, kvalitetskontrol, prototypeudvikling, specialværktøj, formhulrum og materialevalg."
Vækst og udvikling af Kinas støbeformsindustri
I de senere år er den kinesiske støbeformsindustri vokset meget hurtigt. Kina er blevet en global leder inden for formfremstilling. Da produktionen af plastindsprøjtningsforme i stigende grad flytter fra udviklede lande til Kina, er landet blevet en storby for formfremstilling, der tilbyder meget til producenter over hele verden.
Producenten af sprøjtestøbeforme i Kina opererer i et meget rigt miljø, da Kina har en enorm og diversificeret fremstillingsindustri. I den moderne produktionsverden er plastforme en vigtig faktor i produktionsoperationer, og kvaliteten af disse plastforme bestemmer i høj grad effektiviteten og nøjagtigheden af alle produktionsprocesser.
Fremgangen for Kinas sprøjtestøbeindustri
Kinas plastformproducentindustri spiller en vigtig rolle i Kinas produktion. At bære teknologien til formfremstilling repræsenterer også udviklingen af et lands produktionskapacitet. I de sidste 10 år er Kinas industri for plastindsprøjtningsforme vokset hurtigt.
Branchen voksede støt med næsten mere end 19 procent om året fra 2003 til 2013. Kinas sprøjtestøbeformsproducent i Kina viste en betydelig forbedring i sin produktionskapacitet, omsætning og forbedrede mål for rentabilitet i modsætning til tidligere år.
Statistikken er ny, og mere end 1.500 af Kinas mellemstore til store virksomheder, der fremstiller plastforme, er i drift. I årenes løb har dette fået deres samlede årlige omsætning til at overskride 160 milliarder yuan og er vokset med mere end 27%. Den samlede indtjening i overskud viste en stigning på næsten 14 procent og nåede op på over 10 milliarder yuan. I mellemtiden udvikles den indenlandske formteknologi, og lokale producenter bliver mere konkurrencedygtige på det globale marked.
Teknologiske fremskridt og markedsposition
Der er sket store fremskridt inden for teknisk og produktionsmæssig effektivitet hos de bedste formgivere i den kinesiske industri. Kinesiske virksomheder anvender avancerede produktionsteknikker, der gør dem i stand til at forbedre produkternes præcision, holdbarhed og generelle kvalitet.
På trods af fremskridtene er sprøjtestøbeindustrien nået langt i udviklingen i Kina, men lande som USA og Japan er stadig førende på markedet for sprøjtestøbeforme med høj præcision. Men efterhånden som Kina udvikler sig, begynder kløften mellem indenlandske og internationale konkurrenter at lukke sig.
Sprøjtestøbere i kinesiske virksomheders position på det globale marked afhænger af, om de kan integrere den nyeste teknologi. Med automatisering, AI-drevet design og præcisionsteknik på fremmarch er kinesiske producenter i den perfekte position til at udnytte deres spillere i disse tendenser og få mere styrke.
Vigtige produktionscentre i Kina
Geografisk set er Kinas støbeformsindustri hovedsageligt koncentreret i to store områder:
Yangtze-floddeltaet er et stort fokus for produktion og salg af støbeforme, og det er hjemsted for nogle af de største og mest sofistikerede produktionsanlæg i hele verden.
Et andet vigtigt center for produktion af sprøjtestøbeforme, både på det nationale og det internationale marked, er et andet kritisk center, nemlig Perleflodsdeltaet.
En stor del af Kinas produktion af plastsprøjtestøbeforme leveres til markeder som bilindustrien, elektronik, medicinsk udstyr og forbrugsvarer.
Den kinesiske støbeformsindustri har også fået del i de udenlandske investeringer. Næsten 50 procent af industriens samlede omsætning og overskud kommer fra virksomheder, der er finansieret af investorer fra Hong Kong, Macau og andre internationale markeder. Inddragelsen af disse udenlandske investorer har hjulpet med at introducere ny teknologi, forskellige kvalitetsstandarder og øge Kinas omdømme som det bedste sted at fremstille støbeforme.
Sprøjtestøbning i Kina
Sprøjtestøbning er en meget populær fremstillingsproces, der bruges til at skabe plastkomponenter, hvor smeltet materiale sprøjtes ind i en form. Det er en nødvendig proces, der blandt andet bruges i bilindustrien, elektronik-, medicinal- og forbrugsvareindustrien. Heldigvis kan den rigtige producent af sprøjtestøbning i Kina spille en rolle i at forbedre produktkvaliteten og omkostningseffektiviteten.
Fordele ved sprøjtestøbning i Kina
Avanceret CNC-bearbejdning, elektroudladningsbearbejdning (EDM) osv. Kinesiske støbeformsproducenter bruger udstyr med høj præcision til at fremstille støbeforme med fremragende nøjagtighed og styrke.
Efterspørgsel på globale produkter - På grund af den globale efterspørgsel kan mange producenter tilbyde maskiner til at arbejde med kortere leveringstider og lancere produkter hurtigere.
Formdesign - En skimmelproducent laver installationerne og reparerer dem, og det er derfor, at en skimmelproducent fra Kina leverer de bedste løsninger, når de får unikke designspecifikationer, især i de enkle og komplekse formdesigns.
Mange kinesiske producenter indfører miljøvenlig praksis ved at reducere affald og energiforbrug, bruge genbrugsmaterialer og optimere produktionseffektiviteten.
Den bedste formproducent i Kina tilbyder forme af høj kvalitet til meget mere overkommelige priser sammenlignet med vestlige lande på grund af lave arbejds- og materialeomkostninger.
Kina-industrien, producenter af plastforme i Kina har både små og store produktionsevner, som er velegnede til enhver virksomhed, der har brug for sin plastform.
At have en erfaren og udvalgt sprøjtestøbeproducent i Kina hjælper virksomheder med at høste fordelene ved avanceret teknologi, stabile fremstillingsprocesser og omkostningskroner, samtidig med at de opretholder produkter af høj kvalitet.
Proces til fremstilling af sprøjtestøbning
Moderne produktion er afhængig af sprøjtestøbning for at kunne producere mange plastdele i høj kvalitet. En formbygger skaber værktøjet ved at udvikle formdesignet og derefter bearbejde det til en testbar form til smeltede plastprodukter. En pålidelig kinesisk sprøjtestøber følger etablerede trin for at producere forme, der fungerer godt og sparer penge.
1. Produkt- og formdesign
Produktdesignere udvikler i starten af formfremstillingen en komplet 3D-model af plastemnet til tekniske formål. Det endelige produktdesign bestemmer, hvordan formen skal skabes.
Delens dimensioner, materiale og produktionsmængde.
Antallet af kaviteter (enkeltkaviteter eller flerkaviteter).
Vores system indeholder metoder til at køle og skubbe støbte dele effektivt ud.
Optimering af formdesign bliver lettere med avancerede CAD- og CAE-softwaresystemer. Erfarne kinesiske virksomheder, der fremstiller plastforme, undersøger flowmønstre for at finde eventuelle produktionsproblemer på forhånd.
2. Valg af formmateriale
Valget af egnede formmaterialer har direkte indflydelse på, hvor godt dit produkt vil fungere og forblive intakt. En erfaren sprøjtestøber i Kina arbejder med disse standardformmaterialer:
Hærdet stål er bedst til produktionslinjer, der skaber mange dele, fordi det forbliver stærkt under kraftig brug.
Forhærdet stål: Lettere at bearbejde, men velegnet til mellemstore produktionsserier.
Aluminium er en økonomisk løsning til fremstilling af prototyper og små serier på grund af dets lette egenskaber.
Processen for valg af form afhænger af produktionsbehov, plasttype, og hvor længe formen skal holde.
3. CNC-bearbejdning og EDM-bearbejdning
Efter godkendelse af formdesignet bruger vores produktionsteam avancerede maskiner til at starte produktionen.
CNC-systemet styrer præcisionsskæring af metalblokke ved hjælp af computerstyret nummerering til industriel produktion.
EDM-maskinen genererer indviklede detaljer gennem elektriske gnister, som CNC-maskiner ikke kan matche.
De bedste formproducenter i Kina bruger deres erfaring til at bearbejde hver eneste formdel perfekt, hvilket mindsker risikoen for produktfejl i de færdige plastdele.
4. Varmebehandling og overfladebehandling
Varmebehandling styrker metaldelene og gør formen mere holdbar og effektiv. Varmebehandlingsprocessen gør formdelene stærkere og bedre i stand til at modstå produktionscyklusser.
Formen får den endelige behandling gennem overfladebehandlinger efter varmebehandling.
Polering: Skaber en glat finish af høj kvalitet.
Tekstur: Støbeprocessen omfatter teksturering for at tilføje specifikke overfladedesigns til de færdige plastemner.
5. Samling af form og montering
Alle formdele, der er blevet bearbejdet og behandlet, sættes sammen til et færdigt formsystem. Dette inkluderer:
Formsystemet indeholder både plastformningsværktøjets kerne og hulrumsenheder.
Det støbte produkt kan tages ud gennem ejektorstifter.
Systemet omfatter kanaler, der styrer formens temperatur og fremskynder produktionscyklusserne.
Styrestifterne og bøsningerne hjælper formdelene med at forblive korrekt justeret under produktionen.
Formtilpasning skal udføres korrekt for at give kvalitetsresultater under sprøjtestøbning. Specialiserede ingeniører fra Kinas professionelle sprøjtestøbevirksomhed kontrollerer og finpudser hver enkelt formdel, indtil den passer perfekt.
6. Skimmeltest og prøvekørsler
Formproducenten tester formen ved hjælp af indledende sprøjtestøbningsoperationer, inden den almindelige produktion starter. Dette trin sikrer, at:
Formen viser sin evne til at fungere ordentligt uden problemer.
Plastkomponenterne opfylder kvalitetskravene til størrelse, overfladekvalitet og materialestyrke.
Producenter foretager de nødvendige ændringer for at forbedre produktkvaliteten, før de starter masseproduktion.
Virksomheder, der fremstiller plastforme i Kina, tester forme med forskellige plastmaterialer under forsøg for at kontrollere deres ydeevne og produktionseffektivitet.
7. Modifikationer af formen og endelig godkendelse
Vores team foretager de nødvendige ændringer, når testen finder problemer med ydeevnen eller driften. Disse kan omfatte:
Kølesystemet skal justeres for at fjerne varmen bedre.
Formmageren justerer udstøderboltens position for at gøre det lettere at fjerne emnet.
Vi forbedrer kavitetsoverfladen ved at udjævne eller omforme formdelene.
Når formen opfylder alle kvalitetsstandarder under inspektionerne, er den klar til produktion i stor skala.
8. Levering af form og produktionsstart
Den godkendte form transporteres til sprøjtestøbeanlægget, hvor produktionsmedarbejdere installerer den i en sprøjtestøbemaskine. En førsteklasses kinesisk støber leverer teknisk hjælp og retningslinjer for vedligeholdelse for at holde din form kørende langt ud i fremtiden.
De faktorer, der påvirker omkostningerne ved sprøjtestøbning
Omkostningerne til plastforme og sprøjtestøbte plastemner er en vigtig faktor, der afgør den samlede succes for et produktionsprojekt. Der er flere ting, der påvirker omkostningerne til sprøjtestøbning; delkompleksitet, størrelse, overfladefinish, materialevalg, formhulrum og produktionsmængde. Dette kan virksomheder undersøge for at optimere deres design og skære ned på udgifterne til at engagere sig med professionelle formproducenter.
Designets kompleksitet
Omkostningerne til fremstilling af støbeforme afhænger direkte af komponentens kompleksitet. Mere avanceret værktøj, nødvendig teknik og yderligere forarbejdning bidrager mere til en højere pris på formen. For at minimere omkostningerne bør ekstra, unødvendige funktioner, skarpe vinkler og detaljer forenkles, hvor det er muligt. Hvis noget af designet kan holdes enkelt, kan delen være meget omkostningseffektiv uden at gå på kompromis med dens funktion.
Komponentens størrelse
Naturligvis kræver en større komponent en større form, som igen bruger mere råmateriale og bearbejdningstid. De samlede omkostninger stiger med stigningen i formstørrelsen. Når det gælder sprøjtestøbte dele, er et af de væsentlige aspekter ved design, at størrelsen på delen kan optimeres uden at påvirke ydeevnen. Reduktion af unødvendig masse (i dette eksempel reduktion af vaniljestænger) kan hjælpe med at sænke produktionsomkostningerne med produktintegritet.
Valg af materiale
Materiale- og formomkostningerne er stærkt påvirket af den type plast, der bruges i støbeprocessen. Sådanne plasttyper som forstærkede eller højtydende polymerer har højere omkostninger på grund af deres holdbarhed og specialiserede egenskaber. Hvis der desuden bruges slibende eller varmebestandig plast, kræves der f.eks. hærdet stål for at modstå slid, og det øger de samlede omkostninger. Det er vigtigt at vælge et materiale, der er af god kvalitet, men som ikke koster kassen i forhold til ydeevne.
Krav til overfladefinish
Støbte deles overfladefinish påvirker både delens æstetik og omkostninger. Producenterne har mulighed for at vælge en finish af lavere kvalitet, SPI Finish B-3 eller C, hvis komponenten ikke er en del af den synlige del af det endelige produkt. Men hvis man vil have en flot finish af en vis kvalitet, skal der flere procestrin til, og det koster ekstra i produktionsprocessen.
Antal hulrum og produktionsvolumen
Derfor er omkostningsovervejelser meget afhængige af formhulrummets konfiguration. Det betyder, at en form med et enkelt hulrum er billigere at fremstille, men omkostningerne pr. del er højere, fordi produktionen er ineffektiv. Men støbeforme med flere hulrum eller familieforme har en hurtigere gennemløbstid og lavere omkostninger pr. enhed, men højere startomkostninger for støbeformen.
I dette tilfælde er enkeltkavitetsforme til små produktionskørsler måske den mest omkostningseffektive løsning. På trods af det kan multihulrumsforme til store produktioner sænke de langsigtede omkostninger betydeligt gennem en stigning i produktionsoutput og effektivitet.
Metoder til estimering af omkostninger til sprøjtestøbning af plast
Når man planlægger et sprøjtestøbeprojekt, er det ikke sikkert, at man får et fuldstændigt billede af, hvad et projekt virkelig vil koste, hvis man kun tager udgangspunkt i producenternes prisangivelser. Der er mange måder at estimere omkostningerne ved sprøjtestøbning af plast på, som kan hjælpe virksomheder med at træffe en bedre beslutning. Der er følgende metoder, som hjælper med at beregne udgifterne til forskellige produktionsmængder på en organiseret måde.
Beregning af omkostninger ved sprøjtestøbning i små mængder
Funktionsbaseret omkostningsestimering er ret effektiv til småskalaproduktion. Omkostningerne til formen har stor indflydelse på prisen på denne del, og derfor bruger sprøjtestøbning af små mængder ofte hurtige værktøjsteknikker til hurtigt at få formen produceret, så der kan produceres et lille antal forme.
Materialepriserne estimeres nøjagtigt i henhold til emnets geometriske form og designkravene. Den rigtige sprøjtestøbemaskine skal også vælges fra en database med en kolonne af tilgængelige maskiner, der optimerer cyklustiden baseret på komponentgeometri, materialeegenskaber og maskinspecifikationer.
Et andet vigtigt trin i omkostningsberegningen er valget af formgrundlag. Standardformstørrelser fra kendte formleverandører kan bruges til at vælge den mest effektive formkonfiguration. Når fremstillings- og materialeomkostningerne er beregnet for forskellige kavitetsarrangementer, kan det mest økonomisk gennemførlige arrangement bestemmes.
Funktionsbaseret omkostningsestimering til masseproduktion
En metode til estimering af funktionsomkostninger er bedst til produktion af store mængder. På grund af det store antal enheder, der fremstilles i en given produktion, spredes udgifterne til forme over et større antal enheder, og der kan bruges mere holdbare forme med høj præcision, selv om de er dyrere på forhånd.
Baseret på de aktuelle råvarepriser foretages der et skøn over materialeomkostningerne ud fra emnegeometrien. En anden faktor er valg af den mest hensigtsmæssige sprøjtestøbemaskine for at reducere produktionsomkostningerne og forkorte cyklustiden.
Formbasen skal vælges ved hjælp af størrelser og kategorier af standardforme for at kunne beregne formudgifterne. Umiddelbart derefter udarbejdes den nødvendige formopsætning i henhold til emnegeometri og produktionskrav. Matematiske evalueringer af flere kavitetskonfigurationer gør det muligt for virksomheder at bestemme den mest omkostningseffektive kavitet, der kombinerer materiale-, fremstillings- og formomkostninger.
Estimering af omkostninger til plastforme
Omkostningerne til fremstilling af selve formen kan også bestemmes ved hjælp af en anden metode til omkostningsestimering baseret på funktioner. Emnets dimensioner og de nødvendige funktioner, f.eks. antallet af hulrum, bør diktere den tilsigtede standardformstørrelse. Forarbejdningskravene og den samlede pris afhænger af typen af form, SPI-standardformen eller den hurtige prototypetype til lavvolumenproduktion.
En hurtig tilgang til formfremstilling kan bruges til at producere forme inden for kortere tidsrammer, hvilket kan forkorte leveringstiden for produkter med lav volumen. Men i tilfælde af masseproduktion vil højpræcisionsforme, der er lavet med henblik på holdbarhed, vise sig at være en billigere løsning på et senere tidspunkt.
Metode til estimering af gennemsnitlige omkostninger
En omkostningsberegner til sprøjtestøbning giver en grundlæggende idé om, hvad et sprøjtestøbejob vil koste uden delgeometri. Der er også brug for yderligere procesparametre, som f.eks. materialevalg, antal løbere, antal komponenter osv. til denne metode med trinvis procesovergang.
En prisdatabase hjælper med at udlede materialeomkostningerne for dele, men parametre, der kan tilpasses, som cyklustid, maskinpriser og arbejdsomkostninger, fordeler produktionsomkostningerne. En detaljeret omkostningsoversigt over materialer, fremstilling og produktion af forme genereres, når formomkostningerne er taget i betragtning, og det hjælper virksomheder med at planlægge deres budget på en meget systematisk måde.
Vigtige tips til at finde en pålidelig kinesisk sprøjtestøbevirksomhed
Valg af kinesisk støber er nøglen til god produktkvalitet, god leveringstid og god omkostningskapacitet. At samarbejde med en pålidelig sprøjtestøber i Kina kan påvirke succesen af dit støbeprojekt på grund af kompleksiteten i sprøjtestøbeprocessen. Når alt dette er sagt, er her seks vigtige punkter, som du skal kigge efter, når du søger efter en pålidelig produktionspartner.
TIP 1: Vurder produktkvaliteten
Du er nødt til at indstille dig på, at produktkvaliteten skal være den højeste prioritet, når du vælger en sprøjtestøbeproducent i Kina. Chancerne er større for, at det materiale, du bruger, vil være af høj præcision, og virksomheden vil fungere på flere måder for at sikre, at dit produkt også er godt.
Før du indgår et partnerskab, skal du tage følgende skridt:
For at tjekke deres erfaring og ledelsesstruktur skal du besøge og tjekke virksomhedens hjemmeside.
Virksomheden bør anmode om kvalitetsstyringscertificeringer såsom ISO-standarder.
Find ud af, om de har nogle detaljer om andre tidligere projekter (fotos, casestudier osv.), og bed ham/hende om at vurdere deres evner.
Spørg ham, om han har erfaring med at lave lignende produkter.
Anerkendte kinesiske skimmelproducenter vil altid være meget tydelige med hensyn til kvalitetsstandarder og tidligere arbejde.
TIP 2: Bekræft stabil produktionskapacitet
En anden vigtig faktor for at vælge en kinesisk producent af plastforme er kravet om rettidig levering. Med meget lange leveringstider i forbindelse med sprøjtestøbeprojekter er det meget vigtigt at bekræfte, at producenten er i stand til at overholde tidsfristen konsekvent.
En virksomheds produktionskapacitet skal fastslås med henblik på evaluering.
Se, hvordan deres faciliteter og maskiner ser ud, som det fremgår af deres hjemmeside.
Søg en detaljeret liste over sprøjtestøbemaskiner og -udstyr.
Sørg for, at de har produktionslinjer nok til at opfylde mængden af dine indgående ordrer.
Du skal dog være opmærksom på, at en kinesisk producent af sprøjtestøbeforme med stabil produktionskapacitet og et veludstyret værksted vil hjælpe dig med at undgå forsinkelser og andre uventede problemer.
TIP 3: Sørg for professionel teknisk support
Sprøjtestøbningsprocessen er en kompleks teknik, og ikke alle produktdesignere er eksperter i fremstilling af støbeforme. Den bedste kinesiske formproducent skal hjælpe dig med at optimere dit design og eliminere produktionsrisikoen.
Tidlige stadier på kommunikationsvejen ser ud til at være:
Giver producenten feedback fra et professionelt perspektiv om en mulig designfejl?
Gennemgår deres ingeniører gennemførligheden af dit formdesign?
Er de i stand til at komme med forslag til forbedringer, der vil forbedre holdbarheden og/eller omkostningseffektiviteten?
En kvalificeret producent af sprøjtestøbeforme i Kina kan hjælpe dig med at strømline dit projekt ved at løse tekniske udfordringer forud for din formfremstilling og undgå dyre revisioner.
TIP 4: Kommunikation er konge eller dronning
At arbejde med en producent af plastforme i Kina uden sprogbarrierer kan føre til misforståelser og forsinkelser, og derfor er det meget vigtigt at have en smidig kommunikation.
Kig efter en virksomhed, der:
De har engelsktalende salgsrepræsentanter, som man kan diskutere med.
Flersprogede medarbejdere sikrer også, at kommunikationen er kontinuerlig, selv når en nøglekontakt ikke er til rådighed.
Giver dig direkte adgang til en ingeniør på dit engelske arbejdssprog til en teknisk diskussion.
En producent med stærke kommunikationsevner udnytter din tid meget bedre og forstår bedre, hvad du vil have, og opnår dermed meget større effektivitet.
TIP 5: Sammenlign priser for at finde den mest omkostningseffektive løsning
Men sprøjtestøbning kan være ret dyrt, så det er meget vigtigt at finde en kinesisk støber, der kan tilbyde konkurrencedygtige priser uden at gå på kompromis med kvaliteten.
For at sikre den bedste aftale:
Bed forskellige producenter om at sende dig mere end ét tilbud.
Sammenlign priser for formomkostninger, materialeomkostninger og produktionsgebyrer, og sammenlign tidsplaner.
Undersøg mulighederne for at reducere omkostningerne, herunder formdesigns, der passer til flere i en form, eller rabatter på storkøb.
Det er med en pålidelig sprøjtestøber i Kina, at du får dine tilbud til at være gennemsigtige med hensyn til prisfastsættelse og vil være i stand til at hjælpe dig med at finde en løsning, der passer til dit budget uden at skade meget på omkostningerne.
TIP 6: Tjek virksomhedens omdømme
Før du forpligter dig endeligt til et partnerskab med en plastformsproducent i Kina, er det vigtigt at få en idé om deres omdømme på markedet. En virksomheds erfaringer med tidligere kunder er en indikator for dens pålidelighed og servicekvalitet.
Sådan tjekker du producentens omdømme:
Giv dig navnene på gamle kunder, så du kan bede om referencer og spørge til deres erfaringer.
Søg efter online-anmeldelser, kommentarer, anmeldelser citeret fra andre (Testimonials) eller uafhængige vurderinger.
Undersøg, hvor længe virksomheden har arbejdet i branchen, og hvem de har arbejdet sammen med, især kendte mærker.
En positiv kundefeedback sprøjtestøbningsproducent i Kina med en god erfaring er mere tilbøjelig til at tilbyde resultat af høj kvalitet og professionel service.
Hvordan vælger man den bedste støber i Kina?
Det er ikke nogen nem opgave at vælge støbeformsproducent. Nogle af de aktører, man skal tænke på, er:
1. Brancheerfaring og omdømme
Søg efter producenter med en historie i denne branche. En erfaren kinesisk støber ville have en lang portefølje af vellykkede projekter og læse praktiske kundeanmeldelser.
2. Produktionskapacitet
Sørg for, at den producent af plastforme i Kina, du vælger, har udviklet maskiner og teknologi. Den høje præcision i en kompleks form kan fremstilles af en veludstyret fabrik.
3. Kvalitetskontrol og certificeringer
Formfremstilling er kvalitetssikret. At have ISO-certificeringer er benchmark for en topformproducent i Kina, og at have strenge foranstaltninger til kvalitetskontrol bør også tages i betragtning.
4. Kommunikation og kundesupport
Kommunikation i internationale forretninger er tydelig. Samarbejd med en producent, der er i stand til at forstå dine behov og give dig opdateringer i tide.
5. Priser og leveringstider
Sammenlign omkostningerne for forskellige sprøjtestøbeproducenter i Kina. Overkommelige priser er vigtige, men aldrig på bekostning af kvaliteten. Sørg også for, at leverandøren kan opfylde dine krav til deadline.
Plastformproducenternes rolle i forskellige brancher
Hver af dem betjenes af en lang række industrier, der har brug for specifikke støbeforme.
1. Bilindustrien
De skal være i stand til at skabe højpræcisionsforme til kofangere, instrumentbrætter og motordele i bilindustrien. En pålidelig producent af plastforme i Kina garanterer projektets holdbarhed og også ensartethed.
2. Medicinsk industri
Sundhedsbestemmelserne skal følges nøje, når det gælder medicinsk udstyr og apparater. De bedste producenter af støbeforme overholder internationale standarder for at garantere sikkerhed og kvalitet.
3. Elektronikindustrien
De bedste producenter af sprøjtestøbeforme i Kina designer og fremstiller komplicerede designs med den højeste nøjagtighed til elektronikproducenter til smartphone-kabinetter, printkortkomponenter osv.
4. Forbrugsgoder
Der er brug for støbeforme af høj kvalitet til husholdningsprodukter, legetøj og emballageløsninger, så produktionsniveauet kan opretholdes. Kinesiske støberier kan levere innovative og omkostningseffektive løsninger.
Fremtidige tendenser inden for formfremstilling i Kina
Med den teknologiske udvikling vokser støbeformsindustrien i Kina stadig. Nogle vigtige tendenser, der indikerer verdens fremtid, er som følger.
1. Automatisering og AI-integration
Robotteknologi og AI-drevne systemer tages i brug af mange producenter for at øge præcisionen og reducere antallet af gentagelser.
2. Miljøvenlige materialer
Med flere og flere bekymringer om plastaffald undersøger en række kinesiske sprøjtestøbningsfirmaer bæredygtige materialer.
3. 3D-printning i formfremstilling
Med 3D-printteknologien ændres prototypestadiet, og udviklingsomkostningerne og -tiden reduceres.
4. Øget globalt samarbejde
Internationale virksomheder samarbejder med kinesiske skimmelproducenter for at forbedre kvaliteten og udvide deres internationale fodaftryk.
Sincere Tech - Førende virksomhed inden for støbeforme i Kina
Sincere Tech Co, Ltd. blev grundlagt i 2005 og er førende inden for den kinesiske formfremstillingsindustri og tilbyder omfattende produktionsløsninger. Virksomheden er beliggende i Guangdong-provinsen og har hovedkontor i Dongguan City, vi er specialiserede i plastindsprøjtningsforme, trykstøbte forme, silikongummiforme og CNC-bearbejdningstjenester.
Mangfoldig serviceportefølje
Sincere Tech er en wide area service provider, der henvender sig til forskellige brancher.
Sprøjtestøbning af plast i høj kvalitet: Produkterne er plastkomponenter af høj kvalitet til områderne bilindustri, elektronik, medicinsk udstyr og forbrugsvarer.
Virksomheden har specialiseret sig i trykstøbning af aluminium, magnesium og zink, som varierer i krav til præcision og alsidighed, og imødekommer dermed industriens behov.
Virksomheden tilbyder silikonegummistøbning og sikrer, at produkterne produceres i henhold til specifikke funktionelle såvel som æstetiske standarder.
Avancerede CNC-maskiner: Vores maskinpark er udstyret med avancerede CNC-maskiner til produktion af komplicerede og præcise dele med fremragende tolerancer og finish.
Som leverandør af hurtig prototyping og produktsamling sikrer virksomheden en problemfri overgang fra koncept til færdiggørelse med sine tjenester.
Kvalitetssikring og certificeringer
Under de strenge kvalitetskontrolsystemer arbejder Sincere Tech i henhold til ISO 9001:2015-standarderne. En forpligtelse af denne art garanterer, at produkterne uden undtagelse både opfylder og overgår kundens forventninger.
Klientcentreret tilgang
Sincere tech anvender en kundefokuseret metode og leverer derfor personlige tjenester lige fra en konsultation til support efter produktionen. Dette fremmer arbejdet med langsigtede partnerskaber og garanterer, at kundeprojekter udføres præcist og effektivt.
Global rækkevidde og brancheanerkendelse
Sincere Tech har opnået en stærk tilstedeværelse over hele verden i landet. Det er en anset leder i branchen for aluminiumsstøbning med sit ry som en top producent af aluminiumsstøbning i Kina og USA.
Konklusionen er, at Sincere Tech Co., Ltd. står på tærsklen til industrien for fremstilling af støbeforme og dermed tilbyder en lang række tjenester, garanterer kvalitetsstandarder og er en kundevenlig virksomhed for virksomheder, der ønsker pålidelig og kreativ fremstilling.
Konklusion
Selv om kinesiske producenter af sprøjtestøbeforme er relativt nye på det globale marked, har de fået et enormt ry i sprøjtestøbeindustrien. Kinesiske støbeformsproducenter er blevet velkendte i verden takket være avanceret teknologi, kvalificeret arbejdskraft og omkostningseffektiv produktion. Korte leveringstider, præcisionsteknik og omkostningseffektive kundetilpassede løsninger er, hvad virksomheder, der har brug for pålidelig formfremstilling, drager fordel af. Tendenser til automatisering og miljøvenlig praksis er stigende og gør Kina stærkere i branchen. At vælge den bedste skimmelproducent i Kina er intet andet end at gennemgå en streng gennemgang af dens erfaring, dens produktionskapacitet, dens kvalitetskontrol og dens kundeservice. For at sikre de højeste standarder for sprøjtestøbningsdesign, fremstilling og efterbehandlingsprocesser skal man beskæftige sig med en pålidelig producent af sprøjtestøbningsforme i Kina. Kinesiske formproducenter kan levere en komplet serie af løsninger til bil-, medicinal-, elektronik- og forbrugsvareindustrien.
Desuden har plastformproducenten i Kina skalerbare produktionskapaciteter, og virksomheder kan vokse lukrativt, mens de bevarer lave omkostninger. Desuden tager producenterne sig tid til at se på brugen af miljøvenlige materialer og energieffektive processer. Samlet set er Kina dog stadig det bedste sted at henvende sig for at få lavet sprøjtestøbeforme, fordi de har overlegen teknologi, produkterne er til at betale, og deres kvalitet er sådan, at du kan være sikker på, at de lever op til internationale standarder.
Ofte stillede spørgsmål
1. Hvorfor bruger folk Kina til fremstilling af sprøjtestøbeforme?
Produktion i Kina er også omkostningseffektiv, avanceret teknologi, kvalificeret arbejdskraft samt hurtigere leveringstider og gør Kina til verdens førende producent af sprøjtestøbeforme.
2. Hvordan vælger man en god støberivirksomhed i Kina?
Vælg en erfaren skimmelproducent, der har relevante certificeringer, tilstrækkelig produktionskapacitet, kvalitetskontrolforanstaltninger og kundeanmeldelser, før du foretager et valg.
3. Hvilke kinesiske industrier har brug for sprøjtestøbning af plast?
Kinesiske støbeforme understøtter mange industrier som bilindustrien, elektronik, medicin, emballage og forbrugsvarer, som kræver præcisionsfremstillede komponenter af høj kvalitet.
4. Er kinesiske støberier i stand til at producere komplekse designs?
Kinesiske producenter kan faktisk lave meget indviklede og præcise formdesigns og ja, takket være avanceret CNC-bearbejdning og automatisering.
5. Overholder kinesiske sprøjtestøbere den internationale kvalitetsstandard?
ISO-certificerede førende skimmelproducenter i Kina følger også streng kvalitetskontrol for at opfylde globale industristandarder.
https://plas.co/wp-content/uploads/2025/03/360_F_770935677_Q6Oasd1yFT6kLoGu9asOg9NJ6CWwBlmV.jpg360720Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2025-03-19 18:23:002025-03-20 13:39:42At vælge den bedste formgiver i Kina: En omfattende guide
På grund af deres omkostningseffektivitet, hurtige produktionshastighed og høje præcision er aluminiumssprøjtestøbeforme blevet almindelige værktøjer inden for plastsprøjtestøbning. Formene er lavet af aluminiumslegeringer af høj kvalitet og bruges i vid udstrækning til prototyper, produktion af lave til mellemstore mængder osv. med stramme frigivelsestider. Aluminiumsforme har ikke en lang afkølingscyklus som stålforme, og derfor har de hurtigere afkølingshastigheder, hvilket forkorter cyklustiden og forbedrer produktionsøkonomien i forhold til stålforme. Ved sprøjtestøbning af aluminium udføres formdesignet og bearbejdningen på avanceret CNC (Computer Numerical Control) fræsning og EDM (Electric Discharge Machining) til støbeprocessen. Derefter er formen klar til at modtage den smeltede plast, som sprøjtes ind i hulrummet under højt tryk. Aluminium har en høj varmeledningsevne, så plasten kan afkøles og størkne hurtigt, hvilket giver mulighed for hurtigere produktionscyklusser end med stålforme. De støbte dele bliver derefter trimmet og efterbehandlet for at sikre kvaliteten, når de skubbes ud.
De laveste startomkostninger for aluminiumsforme i forhold til stålforme er en af de største fordele ved aluminiumsforme til sprøjtestøbning. Det er ideelt for producenter, der ønsker lille eller ingen produktion uden at gå på kompromis med kvaliteten, da de er billige, men kvalitetsdesigns til kortvarig produktion. Men i modsætning til stålforme kræver aluminiumsforme hyppige udskiftninger af dele og holder kun mellem 10.000 og 100.000 cyklusser afhængigt af vedligeholdelse og materialevalg. Regelmæssig vedligeholdelse er nødvendig for at sikre, at sprøjtestøbeforme i aluminium holder så længe som muligt. På den anden side kan rengøring efter hver cyklus, observation af slid og skader samt coating til beskyttelse og opbevaringsforhold være med til at øge levetiden.
Denne artikel vil diskutere hele processen med aluminium sprøjtestøbning, fordelene, levetiden, vedligeholdelsen og omkostningsintervallet.
Hvad er en aluminiumssprøjtestøbning?
En aluminiumssprøjtestøbning er en form, der hovedsageligt er fremstillet af aluminium eller aluminiumslegeringer til sprøjtestøbning af plastdele. Sammenlignet med konventionelle stålforme har disse forme betydelige fordele med hensyn til produktionshastighed og initialinvestering.
Specifikt er aluminiumsformene gode til prototyper, lave til mellemstore produktionsserier og i industrier, der kræver hurtige iterationer af dele.
Sådan fungerer sprøjtestøbeforme i aluminium
1. Formdesign og CNC-bearbejdning
Det første trin i designprocessen for aluminiumssprøjtestøbning er at designe aluminiumssprøjtestøbningen ud fra de ønskede plastiske egenskaber. Computer Aided Design-modellering (CAD) udføres af ingeniører for at lave 3D-modeller. Når formen er besluttet, CNC-bearbejdes den ud af en aluminiumsblok, så der er meget høj præcision og nøjagtighed.
2. Forberedelse og opsætning af form
Derefter anvendes efterbehandlingsprocesser som polering, belægning og ejektorstift på formen efter bearbejdning. De hjælper med at forbedre formens holdbarhed og udjævne plastflowet. Når formen er monteret på en sprøjtestøbemaskine, er den klar til produktion.
3. Plastindsprøjtning og fyldning af formen
Sprøjtestøbeudstyret smelter plastpiller (ABS, polypropylen, nylon) for at skabe plast i smeltet tilstand, som sprøjtes ind i aluminiumsformens hulrum under højt tryk. Derudover skaber formens design ensartet fyldning for at forhindre problemer som luftlommer og uensartet tykkelse.
4. Hurtig afkøling og størkning
Varmeledningsevne er en af de bedste termiske egenskaber, der kan opnås med aluminiumsforme til sprøjtestøbning. På grund af sin overlegne varmeafledende funktion vil aluminium afkøle og størkne hurtigere end stål. Det skærer ned på cyklustiden og reducerer dermed produktionen.
5. Udstødning af den færdige del
Når plasten er tilstrækkelig kold til at størkne, skubbes emnet ud af formen ved hjælp af udstødningsstifter. Det endelige produkt forfines, hvis det er nødvendigt, med mindre beskæring eller efterbehandling.
6. Gentag processen
Formen lukkes igen, og cyklussen fortsætter til masseproduktion. Aluminiumsforme er effektive til hurtige cyklusser, og derfor giver disse typer forme mening til hurtig prototyping og lave til mellemstore produktionskørsler.
Hvorfor aluminiumsforme er bedre
En bedre varmeafledning, der vil føre til hurtigere cyklustider.
Det kræver mindre varme (og dermed mindre energiforbrug).
Modifikationer (designændringer eller forbedringer) er lettere at foretage
Ved at bruge sprøjtestøbeforme i aluminium kan producenter skabe plastemner af høj kvalitet til en lav pris og på kort tid.
Levetid og vedligeholdelse af aluminiumsforme
Levetid for sprøjtestøbeforme i aluminium
Levetiden for aluminiumssprøjtestøbeforme bestemmes af flere årsager, såsom materialekvalitet, produktionsmængde og også plasttype. For eksempel kan aluminiumsforme holde til gennemsnitligt 10.000 til 100.000 indsprøjtningscyklusser, hvilket er grunden til, at aluminiumsforme ofte bruges til produktionskørsler med lav til mellemstor volumen.
Mens aluminiumsforme har en kortere levetid sammenlignet med stålforme, der kan klare op til 500.000 til over en million cyklusser. Naturligvis kan deres levetid forlænges meget ved hjælp af beskyttende belægning, korrekt design og vedligeholdelse.
Flere faktorer påvirker levetiden for aluminiumsforme.
1. Valg af materiale: Aluminiumslegeringer af lavere kvalitet er ikke så stærke og holdbare som aluminiumslegeringer af høj kvalitet som 7075 eller QC 10.
2. Produktionsmiljøet: De udsættes for høje indsprøjtningstryk under produktionsforhold, og de er i kontakt med meget slibende materialer (som f.eks. glasfyldt plast), hvilket bidrager til hurtigere slitage.
3. Dette omfatter køling og termisk cykling: Aluminiumsformen afkøles meget hurtigere end en stålform, hvilket resulterer i mindre termisk stress. Ekstreme temperatursvingninger kan dog forårsage revner med tiden.
4. Overfladebelægninger og -behandlinger: Fornikling, anodisering eller hårde belægninger kan være effektive behandlinger for at forhindre slid og korrosion og dermed øge en forms levetid.
Selvom aluminiumsforme ikke er tilfredsstillende til store produktionsserier, kan de med korrekt design og pleje holde længe nok til at opfylde prototyper og lave til mellemstore produktionsserier på et relativt omkostningseffektivt niveau.
Vedligeholdelse af aluminiumssprøjtestøbeforme
For at opnå maksimal levetid for aluminiumsforme til sprøjtestøbning og ensartet emnekvalitet er det nødvendigt med regelmæssig vedligeholdelse. Aluminiumsforme er i modsætning til stålforme blødere og mere tilbøjelige til at få ridser eller skader, så det er nødvendigt med mere forebyggende vedligeholdelse.
Daglige vedligeholdelsesprocedurer
Efter hver produktionscyklus bør du f.eks. rengøre formen for at fjerne eventuelle plastrester, snavs og forurening. Der bruges ikke-slibende rengøringsmidler for at undgå ridser på formens overflade. For at undgå, at det klæber, når du producerer, kan du anvende et let formfrigørelsesmiddel.
Periodisk inspektion og reparationer
Rutinemæssige inspektioner gør det muligt tidligt at identificere overfladeridser, buler eller mindre revner og tegn på tidlig slitage. Ved at sikre, at der er nok udstødningsstifter, nok kølekanaler og plads til udluftningsområder, sikrer man, at formen fortsætter med at fungere og forbliver effektiv. Mindre reparationer, f.eks. polering eller genbelægning, kan bruges til at genoprette støbeformens ydeevne, hvis der opdages slid.
Opbevaring og beskyttelse
Aluminiumsforme skal opbevares i tørre, temperaturkontrollerede omgivelser, når de ikke er i brug, så der ikke opstår korrosion. For at holde formen i god stand anbefales en beskyttende belægning eller påføring af en rustbeskyttelsesspray før opbevaring.
Almindelige vedligeholdelsesproblemer og løsninger
1. Ridser på overfladen: Høje pletter kan reduceres til glathed ved hjælp af fine polermidler eller belægninger.
2. Temperaturændring (revner eller vridning): Udsæt ikke for drastiske temperaturændringer, brug gradvis opvarmning og afkøling.
3. Støbte dele: Påfør formfrigørelsesmidler på dit emnedesign for at forbedre udstødningen fra formen.
4. Korrosion eller oxidering: De skal opbevares i et kontrolleret miljø, hvor de er beskyttet af belægninger.
Hvornår skal vi vælge at producere sprøjtestøbeforme i aluminium?
1. Når du har brug for hurtig prototyping
Når en virksomhed skal udvikle et nyt produkt, men har brug for prototyperne hurtigt og billigt, er sprøjtestøbeforme i aluminium en billig og hurtig løsning. I modsætning til stålforme, som kan tage måneder, kan producenterne med disse forme lave testdele dage eller uger senere. Derudover giver de mulighed for hurtige designændringer og hjælper med at reducere udviklingsomkostningerne, før de går i produktion i stor skala.
2. Hvis din produktionsmængde er lav til middel
Til fremstilling af 10.000 til 100.000 plastdele er aluminiumsformen et ideelt alternativ til stålformen til gavn for producenten. De er billige i starten, har kortere produktcyklusser og har en god lang levetid, hvilket gør dem perfekte til en kort serie eller sæsonbetonede produkter. I modsætning til stålforme, som kræver store investeringer på forhånd, giver aluminiumsforme virksomheden mulighed for at reducere omkostningerne uden at gå på kompromis med kvaliteten.
3. Når hastighed og effektivitet betyder noget
Da aluminium er et materiale med høj varmeledningsevne, afkøles den indsprøjtede plast meget hurtigere i aluminiumsforme sammenlignet med stålforme. Et sådant arrangement fører til kortere cyklustider, højere produktionseffektivitet og lavere energiforbrug. Aluminiumsforme foretrækkes af virksomheder, der har brug for hurtig ekspeditionstid og bedre effektivitet i arbejdsgangen.
4. Når du har brug for omkostningseffektivt værktøj
På grund af de høje omkostninger ved at etablere stålforme til en opstart, en lille virksomhed eller til at sætte et produkt til test, er det måske ikke en dekorativ investering. Desuden er sprøjtestøbeforme i aluminium meget billigere end deres modstykker, så det er en god idé at vælge dem, hvis du har et lavt budget. For en virksomhed, der er usikker på, om dens produkt vil kræve en stor volumenproduktion, reducerer aluminiumsforme de økonomiske risici, men sørg for, at delene er af topkvalitet.
5. Når der kræves høj præcision og overfladefinish
Til høj præcision og glat overfladefinish er aluminiumsforme ideelle til brug. Brugen af aluminiumsforme er nødvendig i produktionen af snævre tolerancer og fejlfri overflader i brancherne for medicinsk udstyr, forbrugerelektronik og rumfart. Nutidens bearbejdnings- og efterbehandlingsmetoder gør leverandører af aluminiumsforme i stand til at levere fremragende delkvalitet og gør undertiden sekundær behandling unødvendig.
6. På hvilken måde er aluminiumsforme måske ikke egnede?
Der er flere fordele forbundet med sprøjtestøbeforme af aluminium, men det er ikke alle situationer, hvor de kan bruges. Stålforme er dog mere velegnede til produktionsmængder på mere end 500.000 dele på grund af deres holdbarhed og lange levetid. I højtryksstøbningsindustrien kan aluminiumsforme blive slidt hurtigere og bør derfor ikke bruges under ekstreme produktionsforhold.
Fordele ved sprøjtestøbning af aluminium
1. Hurtigere produktionstid
Da sprøjtestøbeforme af aluminium har en langt bedre varmeafledning end en stålform, afkøles den indsprøjtede plast meget hurtigere. Derfor er produktionscyklusserne med sådanne forme betydeligt kortere end med stålforme, hvilket også øger effektiviteten.
2. Lavere startomkostninger
Aluminiumsforme er meget billigere at producere end stålforme, der bruges til sprøjtestøbning. Det gør dem til et fremragende valg for nystartede virksomheder, producenter af små serier og virksomheder, der arbejder med udvikling af prototyper.
3. Nemmere bearbejdning og ændringer
Formfremstilling er hurtigere og billigere, fordi aluminium er lettere at skære og forme end stål. Desuden kan man opnå designfleksibilitet med en mindre indsats for at foretage ændringer og justeringer.
4. Overfladefinish af høj kvalitet
Aluminiumsforme giver letvægt og god finish uden behov for efterbehandling. Sprøjtestøbeforme i aluminium bruges af mange industrier til at skabe dele med et glat og detaljeret design, der er lavet med høj præcision.
5. Miljøvenlig
Sprøjtestøbeforme i aluminium er en bæredygtig løsning i forhold til alternativer i stål, da det er et genanvendeligt materiale.
Sprøjtestøbeforme i aluminium vs. støbeforme i stål
To vigtige funktioner i formproduktion er aluminiumssprøjtestøbeforme sammen med stålforme.
Startomkostningerne for sprøjtestøbeforme i aluminium er fortsat lavere, mens udgifterne til støbeforme i stål er højere.
Produktionshastigheden mellem aluminiumssprøjtestøbeforme og stålforme varierer, da aluminiumsforme oplever hurtigere afkøling, mens de opretholder kortere cyklusser i modsætning til stålforme, der opererer med længere produktionscyklusser.
Stålforme holder længere end aluminiumssprøjtestøbeforme på grund af deres driftsområde fra 100.000 til mere end 100.000 cyklusser, mens aluminiumsforme har en levetid på 10.000 til 100.000 cyklusser.
Aluminiumsforme giver bedre bearbejdelighed end stålforme, men stålforme giver brugeren større udfordringer med at ændre dem.
Overfladefinish viser høj kvalitet sammen med behov for yderligere efterbehandling gennem polering.
Aluminiumsforme viser sig at være mere økonomiske end stålforme til fremstilling af produkter i korte til mellemstore produktionsmiljøer, fordi de forlænger færre produktionscyklusser.
Anvendelser af aluminiumssprøjtestøbeforme
1. Prototyper og produktudvikling
Virksomheder, der laver hurtige prototyper, vælger sprøjtestøbeforme i aluminium, fordi de både er billige og kan lave hurtige designændringer.
2. Produktion af lav til mellemstor volumen
Kombinationen af overkommelige priser og høj kvalitet gør aluminiumssprøjtestøbeforme velegnede til fremstilling af 10.000 til 100.000 dele uden negative konsekvenser.
3. Medicinske produkter og forbrugsvarer
Aluminiumsforme bruges i flere industrier, der beskæftiger sig med medicinsk udstyr og fremstilling af forbrugerprodukter, fordi disse anvendelser kræver, at præcise komponenter fremstilles effektivt.
4. Komponenter til luft- og rumfart samt biler
De positive effekter af aluminiumsforme omfatter fremstilling af letvægtskomponenter, som skaber vigtige højtydende strukturer til luftfartøjer og biltransportsektorer.
Omkostninger til aluminiumssprøjtestøbning
Dyrere sprøjtestøbeforme i aluminium skyldes en kombination af tre hovedfaktorer, som er deres størrelse, kompleksitet og produktionsmængde.
Flere variabler bestemmer de samlede omkostninger ved fremstilling af sprøjtestøbeforme i aluminium.
Omkostningerne stiger på grund af øget materialebehov kombineret med stigende arbejdsomkostninger, når man producerer komplekse eller store aluminiumsforme.
Producenter forstærker sprøjtestøbeforme af aluminium ved at tilføje beskyttende belægninger, når der planlægges produktion af store mængder, fordi disse ændringer forlænger formens levetid.
Omkostningerne stiger, når man bruger støbeforme med flere hulrum, som skaber mange dele på samme tid.
Ændringer, der gennemføres efter produktionsstart, vil medføre ekstra omkostninger.
2. Omkostningerne til produktion af støbeforme i aluminium og stål bør undersøges.
Følgende tabel viser en omkostnings- og hastighedsanalyse af forskellige typer plastsprøjtestøbeforme gennem hele produktionen:
Formtype
Oprindelige omkostninger
Omkostninger til vedligeholdelse
Produktionshastighed
Bedst til
Sprøjtestøbning af aluminium
$5,000 - $25,000
Lav
Hurtig
Prototyping af små og mellemstore serier
Sprøjtestøbning af stål
$15,000-$100,000+
Højere
Langsommere
Produktion i store mængder
Virksomheder, der har brug for at sænke deres startomkostninger og ønsker at bevare produktionskvaliteten, vælger aluminiumsforme på grund af deres overkommelige pris.
Sådan vælger du den rigtige producent af aluminiumssprøjtestøbning
Når du vælger en producent af aluminiumsforme til sprøjtestøbning, skal du tage hensyn til:
Omdømme og erfaring med producenter: Arbejd med producenter, der har et fremragende ry og produktionserfaring med at levere støbeforme af høj kvalitet.
Garanti for en vis opsætningskapacitet: Det burde ikke være svært for producenten at sætte delene op.
Bedre holdbarhed og lang levetid: Kvaliteten af det anvendte aluminium er af høj kvalitet, hvilket gør den bærbare computers levetid længere.
Form Leveringstid: Enhver god producent vil levere støbeforme hurtigt uden at gå på kompromis med kvaliteten.
Vedligeholdelse og reparation: Gå efter virksomheder, der tilbyder support efter salg.
Konklusion
Sprøjtestøbeforme i aluminium er en effektiv, omkostningseffektiv og hurtig måde at fremstille plastdele på. De bruges til hurtige prototyper, til lav- og mellemproduktion samt til industrier, der kræver høj præcision. Det sikrer, at køletiden reduceres til en brøkdel af den konventionelle stålforms tid, og at produktionscyklusserne er hurtigere. Mens aluminiumsforme har lavere startomkostninger og hurtigere fremstilling, er sliddet på stål mod metaloverfladen større, og det vil ikke vare så længe. På trods af dette kan producenterne forlænge deres brugbarhed med helt op til 100.000 cyklusser, hvis smøring, beskyttende belægninger og regelmæssig rengøring vedligeholdes. Afhængigt af produktionsmængder, budget og andre krav til et specifikt projekt kan man vælge mellem aluminiums- og stålforme.
Sprøjtestøbeforme i aluminium er en ideel erstatning for dyre stålforme til kortvarige projekter, prototyper og applikationer, der er omkostningsfølsomme. Alternativt er stålforme mere velegnede til ekstrem holdbarhed, når der kræves en høj grad af produktionsvolumen. Med viden om processen, fordelene og vedligeholdelsen af sprøjtestøbeforme i aluminium kan virksomheder skabe balance mellem omkostninger, kvalitet og produktionseffektivitet. Uanset om plastformene bruges til produktion af små serier eller til at teste nye produktdesigns, betragtes de som et vigtigt aktiv i moderne plastproduktion.
Ofte stillede spørgsmål (FAQ)
1. Hvorfor bruges sprøjtestøbeforme af aluminium?
Til produktion af plastdele er en almindelig anvendelse af aluminiumssprøjtestøbeforme i hurtig prototyping, produktion af lave til mellemstore mængder og industrier med et presserende behov for en hurtig turnaround. Medie-, bil-, rumfarts- og forbrugerproduktproduktionssektorer bruger dem ofte.
2. Hvor længe holder sprøjtestøbeforme i aluminium?
Delta D giver kunderne en meget effektiv og lang levetid til metalbearbejdning, men levetiden for aluminiumsforme afhænger af materialekvalitet, vedligeholdelse og produktionsforhold. De kører i gennemsnit mellem 10.000 og 100.000 cyklusser, hvilket gør dem gode til produktion af korte serier og prototyper.
3. Er sprøjtestøbeforme i aluminium billigere end støbeforme i stål?
Sprøjtestøbning af aluminium koster meget mindre end støbning af stål. For hurtigere produktionshastigheder og mindre bearbejdningstid, lavere startomkostninger, er de økonomiske til fremstilling af korte serier.
4. Hvad er grænserne for aluminiumsforme, når de udsættes for højtrykssprøjtestøbning?
Selvom aluminiumsforme er i stand til at håndtere sprøjtestøbning under moderat højt tryk, er de ikke så holdbare som stålforme til meget tunge arbejdstryk og applikationer med stor volumen. Ikke desto mindre kan de styrkes med beskyttende belægninger og forstærkninger.
5. Hvilke industrier har mest gavn af sprøjtestøbeforme i aluminium?
Derfor er sprøjtestøbeforme i aluminium meget nyttige for industrier som medicinsk udstyr, forbrugerelektronik, prototyper til biler og endda rumfart.
https://plas.co/wp-content/uploads/2025/03/Aluminum-Injection-Mold.jpg500800Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2025-03-13 23:30:002025-03-14 11:26:42En komplet guide til aluminiumssprøjtestøbeforme og deres omkostningseffektivitet
ABS-sprøjtestøbning har god slagfasthed og en glat overfladefinish og er en foretrukken metode til fremstilling af plastdele af høj kvalitet i mange industrier. Akrylnitril-butadien-styren (ABS) er en termoplast, der ofte bruges til sprøjtestøbning på grund af sin styrke, holdbarhed og nemme forarbejdning. Sprøjtestøbning af ABS-plast er omkostningseffektivt og pålideligt til at producere store mængder af produktet til masseproduktion, herunder bilkomponenter, forbrugerelektronik og medicinsk udstyr. Basisplast som ABS er sammensat af akrylnitril for kemisk resistens, butadien for sejhed og styren for stivhed og et blankt udseende, der gør det fantastisk til støbning. Dette forstærkes yderligere af den fremragende smeltetemperatur (mellem 200 og 250 °C), den fremragende bearbejdelighed og den moderate varmebestandighed. ABS-støbning har dog sine fordele og ulemper ligesom alle andre materialer; herunder UV-følsomhed og moderat varmebestandighed osv.
For at producere fejlfrie produkter med ABS-plaststøbningsprocessen skal hver af de faktorer, der er involveret i afkøling af det tørrede materiale, temperaturkontrol, vægtykkelse, indsprøjtningstryk samt formdesign, overvejes nøje. Ud over ABS bruger producenterne også andre plasttyper som polypropylen (PP), polykarbonat (PC), polyethylen (PE), polyamid (nylon) og PET, som alle har deres fordele. Valget af ABS eller et alternativt materiale afhænger af forståelsen af det givne materiales egenskaber.
Denne artikel går i dybden med de vigtigste egenskaber ved ABS-sprøjtestøbning, hvordan dets kemiske sammensætning behandles, dets fordele og ulemper og sammenligning med andre plasttyper. Læseren vil afslutte siden med detaljeret viden om, hvorfor ABS stadig er det mest foretrukne materiale i den nuværende produktion.
Hvad er ABS-sprøjtestøbning?
Den proces, der kaldes ABS-sprøjtestøbning, hjælper med at producere holdbare, lette og stødsikre plastdele af akrylonitril-butadien-styren (ABS). ABS-plast opvarmes, indtil det smelter, hvorefter det sprøjtes ind i en form og afkøles og størkner til den ønskede form. Det er kendt for at være stærkt, varmebestandigt og let at forme og bruges i bilkomponenter, elektronik, legetøj og husholdningsapparater. Det er en metode, som gør det muligt at masseproducere i en ensartet kvalitet, hvilket giver en overkommelig og alsidig løsning til mange sektorer. Man kan også bruge polerede, strukturerede eller farvede ABS-emner for at opnå bedre æstetik og funktionalitet.
Kemisk struktur og sammensætning af ABS
ABS består af:
Akrylonitril (C₃H₃N) - Giver kemisk modstandsdygtighed og varmestabilitet.
Butadien (C₄H₆) - Forbedrer sejhed og slagfasthed.
Styren (C₈H₈) - Bidrager til stivhed og glansfuld finish.
Molekylær struktur
ABS er et molekylært arrangement med rygraden i en lang polymerkæde fyldt med butadiengummipartikler i akrylonitrilstyrenmatrixen. Kombinationen af disse to egenskaber gør det fantastisk til ABS plaststøbning.
Kemiske egenskaber ved ABS-plast
Nogle af de vigtigste kemiske egenskaber ved ABS gør det til et populært materiale til ABS-sprøjtestøbning.
Let at bearbejde med et smeltepunkt på omkring 200-250 C.
Det er let og alligevel stærkt med en massefylde på 1,04-1,07 g/cm³.
Syrer, baser og olier er modstandsdygtige, men organiske opløsningsmidler som acetone påvirker den.
Temperaturer: Varmebestandig op til 80-100 °C, men langvarig udsættelse for høj varme vil nedbryde materialet.
ABS-støbningens natur og fysiske egenskaber
ABS er ikke en termoplast med skarpt smeltepunkt, som de fleste andre plasttyper er (det vil sige, den er amorf), men den kan smeltes. I stedet bliver det blødgjort over en række temperaturer og egner sig godt til støbning. De vigtigste fysiske egenskaber er bl.a:
Høj slagstyrke - modstår pludselige stød og stress.
Den har god dimensionsstabilitet - den bevarer sin form under forskellige forhold.
Glansfuld og glat finish - giver forbrugerprodukter en æstetisk appel.
Kan bearbejdes og støbes med præcision og er også let at skære og bore.
Sprøjtestøbning af ABS-plast
Følgende er trinene i processen for sprøjtestøbning af ABS-plast.
Materialetørring - ABS-pellets tørres for at fjerne fugt.
Opvarmer det til 200-250 °C og presser det under højt tryk ind i en form (smeltning og injektion).
Afkøling og størkning - Plasten afkøler formen, hvor plasten har taget form efter formen.
Udstødning og efterbehandling - Det størknede produkt stødes ud, beskæres, males eller belægges.
Anvendelser af ABS-støbning
På grund af ABS's alsidighed er det meget brugt i alle slags industrier.
Instrumentbrætter, kofangere og interiørlister udgør bilindustrien.
Kabinetter til bærbare computere, tastaturer, telefoncovers osv.
Husholdningsprodukter: Køkkenmaskiner, støvsugere og legetøj (f.eks. LEGO-klodser).
Medicinsk udstyr: Kirurgiske instrumenter og huse til diagnostisk udstyr.
Fordele og ulemper ved ABS-sprøjtestøbning
Fordele
ABS-plast (står for acrylonitril butadien styren) har høj slagfasthed, hvilket betyder, at det er hårdt og holdbart over for stød og derfor bruges til at lave holdbare produkter.
Det er let at støbe, skære, bore og bearbejde - fremragende bearbejdelighed.
God kemikalie- og varmebestandighed - Syrer, baser og moderat varme tærer ikke på dem, som de gør på mindre jernstøbegods.
Glat overfladefinish - Producerer blanke, æstetiske dele, der egner sig til forbrugerprodukter.
Fordi det er billigere end de fleste tekniske plasttyper, er ABS omkostningseffektivt.
Stærk, men let - Et fremragende materiale til anvendelser, der kræver styrke uden at fylde.
Bionedbrydeligt - ABS er et genanvendeligt plastmateriale, der kan oparbejdes igen, da det er miljøvenligt af natur.
Ulemper
Langvarig udsættelse for sollys vil medføre gulfarvning og skørhed.
Brandfarligt - Medmindre det er modificeret med flammehæmmende tilsætningsstoffer, brænder det let.
ABS-dele er tilbøjelige til at blive skæve - når delene afkøles i en forkert hastighed, kan de enten krympe eller deformeres.
Lav vejrbestandighed - Modtagelig for nedbrydning under ekstreme udendørs forhold.
ABS er kemisk følsomt, så opløsningsmidler som acetone vil opløse det.
Moderat varmebestandighed - smelter ved høje temperaturer (100 °C) og er derfor ikke egnet til brug i ekstremt varme omgivelser.
ABS Injection Molding-produktion har mange nøglefaktorer.
Når man skal producere sprøjtestøbte ABS-plastdele, er det vigtigt at tage højde for mange variabler og arbejde sig igennem tingene på den rigtige måde for at opnå en stærk produktion af høj kvalitet til en overkommelig pris. Her er nogle faktorer, du skal fokusere på:
Valg af materiale
For at få den nødvendige styrke, varmebestandighed og overfladefinish skal du bruge ABS-harpiks af høj kvalitet.
Men baseret på anvendelseskrav som UV-bestandighed, flammehæmning eller slagstyrke kan man vælge specifikke ABS-kvaliteter.
Forbehandling af tørre ABS-harpikser
Absorberer fugt og er derfor hygroskopisk og skal tørres ordentligt, ellers kan der opstå defekter som bobler og overfladefejl.
Tørringsproces
Det er ønskeligt at tørre ABS-pellets ved 80-90 °C i 2-4 timer som forberedelse til støbning.
Hydrolyse svækker de mekaniske egenskaber og fører til uensartede støberesultater og forhindres ved korrekt tørring.
Temperaturkontrol
Optimalt flow og formfyldning finder sted ved en smeltetemperatur på 200-250 °C.
50 - 80°C Formtemperatur for at forhindre vridning, ujævn krympning og defekter.
Afkølingshastigheden skal være langsom og ensartet for at forbedre den dimensionelle nøjagtighed og mekaniske styrke.
Ensartet vægtykkelse i design af ABS-plastdele
Hvorfor er det vigtigt?
Når vægtykkelsen ikke er ensartet, forårsager det skævheder, synkemærker, spændinger i materialet og ophobning af materiale.
Dimensionel ustabilitet i de færdige dele kan skyldes ujævn afkøling.
Anbefalinger til design
De bedste resultater opnås, når der er en helt ensartet tykkelse på mellem 1,2 og 3,5 mm.
Gradvise overgange fra afsnit til afsnit forhindrer stresspunkter eller svage områder.
Brug afrunding i stedet for skarpe hjørner, da det udligner belastningen.
Indsprøjtningstryk og -hastighed
Det optimale tryk bør dog indstilles til mellem 50-150 MPa for at sikre fuldstændig og fejlfri formfyldning.
Kontrolleret hastighed
Dernæst kommer brændemærker, øget indre stress og materialenedbrydning på grund af → for hurtigt.
Fejl → korte skud (ufuldstændig udfyldning), svejselinjer og manglende vedhæftning.
Tryk og hastighed indstilles korrekt for at forbedre de støbte deles overfladefinish, styrke og nøjagtighed.
Design af skimmelsvamp og ventilation
Det sikrer, at der hverken er luftfælder, brændemærker eller defekter forårsaget af indesluttede gasser.
Gate-placeringen skal optimeres til et jævnt og stressfrit materialeflow.
Reduceret risiko for flydemærker og overfladefejl skyldes glatte, ensartede formoverflader.
Hvis værktøjet er en form med flere hulrum, skal fyldning og afkøling afbalanceres, så hulrummene fyldes og afkøles jævnt.
Krympning og vridning
Den måske vigtigste overvejelse, når man designer forme til ABS, er den høje krympningshastighed på 0,4-0,7%, så der skal tages højde for størrelsesvariationer efter afkøling.
Det er vigtigt med gradvis afkøling for at undgå dimensionsforvrængning eller deformation af emnet.
Forstærkningsstrukturer som ribber og kiler er korrekte, når de hjælper med at opretholde form og stabilitet.
Efterbehandling og færdiggørelse
ABS-dele kan males, belægges, poleres eller lasergraveres for at få et bedre udseende.
Dette trin handler om at sikre, at kanterne er glatte, og om at fjerne overskydende materiale ved at trimme, slibe og afgratte.
Forkromning eller UV-belægning på overfladen gør løsningen holdbar og vanskelig for miljøfaktorer.
ABS-materialets egenskaber
Generelle karakteristika for ABS-plast
Akrylnitril-butadien-styren (ABS) er en ugiftig, lugtfri termoplast, der normalt ser ud som elfenbensfarvet, gennemskinneligt eller gennemsigtigt granulat eller pulver. Densiteten, som varierer fra 1,05 til 1,18 g/cm³, gør det muligt at være let, men alligevel stærk. Ligesom ABS er krympningshastigheden 0,4% til 0,9% og sikrer god dimensionsstabilitet i de støbte dele. Dets elasticitetsmodul er 2 GPa, og dets Poisson-forhold er 0,394, hvilket betyder, at det hverken er for svagt eller for stift. Det absorberer mindre end 1% fugt, dets smeltetemperatur ligger mellem 217°C og 237°C, og den termiske nedbrydning starter over 250°C.
Mekanisk styrke af ABS-plast
ABS er kendt for sin meget høje slagstyrke og fremragende holdbarhed ved lave temperaturer. Slidstyrken er god, så det er velegnet til dele, der kræver konstant bevægelse eller friktion. Denne plast giver en formstøbt del dimensionsstabilitet, så den holder sin form. ABS har også en moderat oliebestandighed og er derfor et acceptabelt alternativ til applikationer med lav hastighed og medium belastning.
Varmebestandighed og termisk stabilitet
ABS har en varmeafbøjningstemperatur (HDT) på mellem 93 °C og 118 °C, hvilket betyder, at det kun opretholder sin struktur ved moderat varme. Men dets varmebestandighed kan forbedres med ca. 10 °C, hvis det udglødes, hvilket vil øge dets anvendelighed til applikationer, der kræver større termisk ydeevne.
Elektriske isoleringsevner
ABS-plast er en god elektrisk isolator og dermed det foretrukne materiale til elektronikhuse og elektriske komponenter. Isoleringsegenskaberne er stabile under forskellige temperatur-, fugtigheds- og frekvensforhold, så det har en ensartet ydeevne i forskellige situationer.
Modstandsdygtighed over for kemikalier og miljø
ABS er modstandsdygtigt over for vand, uorganiske salte, alkalier og en lang række syrer og er velegnet til brug i industri- og forbrugerapplikationer. Det nedbrydes dog ikke ved kontakt med ketoner, aldehyder eller klorerede kulbrinter, men kan udvikle spændingsrevner ved kontakt med eddikesyre, vegetabilsk olie osv.
Med alle sine fordele har ABS som polymer en dårlig vejrbestandighed. Materialet bliver svagere, når det udsættes for ultraviolet (UV) stråling. Undersøgelser viser, at slagstyrken kan falde med næsten 50% efter seks måneders udendørs eksponering, afhængigt af anvendelsen og det oprindelige indhold af harpiks, hvilket peger på behovet for at bruge UV-stabilisatorer eller beskyttelsesbelægning i udendørs anvendelser.
Omkostninger til ABS-plast og sprøjtestøbning
De faktorer, der bestemmer prisen på ABS-plast, er prisen på råmaterialer, prisen på forarbejdning og prisen på den efterbehandling, der måtte være nødvendig. Det er de omkostninger, der sandsynligvis vil blive afholdt i ABS-sprøjtestøbningsprocessen:
Omkostninger til råmaterialer
Prisen på ABS-harpiks afhænger af markedsprisen, udbuddet fra producenten, kvaliteten og eventuelle yderligere egenskaber, der måtte være behov for, såsom flammehæmmende ABS, UV-stabilitet eller højere styrkegrader af ABS. Generelt er prisen på standard-ABS-harpiks som følger:
$1,50 - $3,50 pr. kg for standard ABS-granulat.
$3.00 - $5.00 pr. kg for special-ABS, som omfatter flammehæmmende, UV-stabiliserede eller slagfaste ABS-kvaliteter.
Af alle disse typer er ABS dyrere end polypropylen (PP), men billigere end både polykarbonat (PC) og nylon (PA).
Omkostninger til sprøjtestøbning
Følgende er nogle af de faktorer, der påvirker omkostningerne ved sprøjtestøbning af ABS-plast:
Omkostninger til skimmelsvamp
Enkle støbeforme: $3,000 - $10,000
Komplekse støbeforme med flere hulrum: $10.000 - $50.000+.
Prototypeforme (produktion af små mængder): $500 - $5.000
Produktionsomkostninger pr. del
Små, enkle dele: $0,50 - $2,00 pr. stk.
Større eller komplekse dele: $2.00 - $10.00+ pr. stk.
Høj produktionsmængde: Omkostningerne falder på grund af faktorer som f.eks. store indkøb af input.
Omkostninger til behandling
Maskinens timepris: $20 - $100 pr. time (afhængigt af maskinens størrelse og type).
Omkostninger til arbejdskraft: Varierer fra region til region, men koster mellem 5 og 50 USD i timen.
Energiomkostninger: Da ABS skal opvarmes til 200-250 °C, medfører det et betydeligt forbrug af elektricitet.
Yderligere omkostninger
Maling, plettering og polering: $0,50 - $5,00 pr. del.
Materialespild og oparbejdning: Afhængigt af det specifikke tilfælde kan det tilføje op til 5- 10%-omkostninger.
Tværfunktionel: Afhængigt af delens størrelse og produktionssted.
Er ABS omkostningseffektivt?
Fordele: Omkostningerne til råmaterialer er moderate, og materialet er let at bearbejde, mens det meste skrot kan genbruges, hvilket gør det velegnet til opfindelser i mellemstore og store mængder.
Ulemper: Dyrere end PP og PE, men billigere end PC og nylon. Man kan også betragte høje omkostninger til støbeforme som en ulempe, især når det drejer sig om produktion i lille skala.
Generelt er ABS-sprøjtestøbning økonomisk, holdbar og nem at bearbejde, og derfor foretrækker mange industrier dette materiale til bearbejdning.
Anden plast brugt i sprøjtestøbning
Ud over ABS-plast bruges mange andre termoplaster ofte til sprøjtestøbning. Men hvert materiale har forskellige egenskaber, som gør dem velegnede til forskellige anvendelser. Her er en sammenligning af de mest almindelige sprøjtestøbte plastmaterialer med ABS.
Polypropylen (PP) vs. ABS
Fordele ved PP
Fremragende kemikaliebestandighed og fugtbestandighed.
En budgetvenlig letvægtsløsning med lave omkostninger.
God slagstyrke, men lavere end ABS.
Begrænsninger ved PP
Varmebestandighed og stivhed er lavere end ABS.
Ikke så stærk som ABS i applikationer med høj belastning.
Almindelige anvendelser: Emballage, bildele, medicinske beholdere og husholdningsartikler.
Polykarbonat (PC) vs. ABS
Fordele ved pc'en
Bruges nogle gange til overlegen slagfasthed - skudsikkert glas og andre former for beskyttelsesudstyr.
Høj varmebestandighed og holdbarhed.
Dette materiale kan være gennemsigtigt og nemt tones eller farves.
Begrænsninger ved pc'en
Dyrere end ABS.
Den er tilbøjelig til at blive ridset og har brug for belægninger for at blive stærkere.
Almindelige anvendelser: Bilkomponenter, sikkerhedshjelme, brilleglas og elektriske indkapslinger.
Polyethylen (PE) vs. ABS
Fordele ved PE
Meget modstandsdygtig over for kemikalier, vand og korrosion.
Det har lave friktionsegenskaber og er velegnet til bevægelige dele.
Ekstremt fleksibel og let.
Begrænsninger i PE
Lavere stivhed og mekanisk styrke end ABS.
Dårlig varmebestandighed - smelter ved lavere temperaturer.
Plastikposer, flasker, rør og madbeholdere bruger plastik.
Polyethylenterephthalat (PET) vs. ABS
Fordele ved PET
Meget let, men har fremragende barriereegenskaber mod fugt og gasser.
Høj dimensionsstabilitet - holder formen godt.
God kemikaliebestandighed og genanvendelighed.
Begrænsninger ved PET
Har lavere slagfasthed end ABS.
Ikke så varmebestandig som andre tekniske plasttyper.
Anvendelse: Vandflasker, madpakker, tøjfibre og kosmetikbeholdere.
Polyamid (PA/Nylon) vs. ABS
Fordele ved nylon
Høj mekanisk styrke og fremragende sejhed.
God varmebestandighed, så den er velegnet til miljøer med høje temperaturer.
Slid- og friktionsbestandig, bruges til bevægelige dele.
Begrænsninger ved nylon
Det absorberer fugt, som påvirker dimensionsstabiliteten.
Valg af den rigtige type materiale til sprøjtestøbning
Fakta som mekanisk styrke, kemisk resistens, temperatur- og omkostningstolerance vil påvirke, hvilken plast du skal vælge til sprøjtestøbning. ABS har en god balance mellem styrke, holdbarhed og pris, men andre plasttyper som PP, PC, PE, PET og nylon, for blot at nævne nogle få, har en fordel i visse anvendelser. Denne indsigt gør det muligt for producenterne at træffe de bedste beslutninger for deres produkter med hensyn til ydeevne.
Konklusion
ABS-sprøjtestøbning er en meget alsidig, effektiv og billig måde at fremstille plastkomponenter af høj kvalitet på. Det er et ideelt materiale til bilindustrien, elektronik, forbrugsvarer og medicinsk udstyr på grund af dets gode slagfasthed, glatte overfladefinish og gode procesegenskaber. For at opnå de bedste resultater med ABS-støbning skal producenterne være særligt opmærksomme på temperaturkontrol, ensartet vægtykkelse, optimalt indsprøjtningstryk og tilstrækkeligt designede forme. Fugtoptagelse i ABS-harpikser kræver også forbehandling, da det kan generere bobler og andre defekter og dårlige mekaniske egenskaber. Efterbehandlingsteknikker, som f.eks. maling, plettering og overfladebehandling, kan give ABS-støbte dele en langt bedre holdbarhed og et mere fuldendt udseende.
ABS er stadig førende inden for plast sprøjtestøbningmen PP, PC, PE, PET og nylon er andre overlegne valg baseret på anvendelsesbehov. Polykarbonat har en bedre slagstyrke end nylon, og polypropylen er mere kemisk resistent. Mekaniske egenskaber, omkostninger, miljøspørgsmål og den påtænkte anvendelse afgør det rigtige materialevalg. Samlet set er ABS-plaststøbning fortsat en vigtig faktor i moderne produktion, da den perfekte kombination af ydeevne, pris og produktion gør det ideelt. ABS er et pålideligt og almindeligt anvendt termoplastmateriale til sprøjtestøbning, uanset om det anvendes til bilindustrien, husholdninger eller industrielle markeder.
Ofte stillede spørgsmål om ABS-sprøjtestøbning
1. Kan ABS-plast bruges til udendørs brug?
Denne særlige form for synkron børsteløs jævnstrømsmotor med minimumsspænding har dårlig UV-bestandighed og er modtagelig for at blive skør og misfarvet ved udsættelse for sollys. På trods af dette kan UV-stabilisatorer eller belægninger også forbedre dens holdbarhed til udendørs brug.
2. Hvilke fordele har ABS-sprøjtestøbning?
ABS er varmebestandigt, ekstremt stærkt, men let, har høj slagstyrke, god bearbejdelighed og er nemt at efterbehandle til en glat overflade. Desuden er det stadig let, men robust.
3. Kan ABS-plast modstå kemikalier?
Vand, syrer, baser og nogle gange organiske opløsningsmidler som acetone påvirker ABS'en. Det kan forbedre kvaliteten af ABS'ens evne til at modstå kemikalier.
https://plas.co/wp-content/uploads/2025/03/ezgif-45146127f64759.jpg500900Artikelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikelforfatter2025-03-10 21:12:162025-03-10 21:47:42Sprøjtestøbning af ABS: En omfattende guide