

Plastmaterialer er en kernekomponent i flere fremstillingsindustrier på grund af deres alsidige egenskaber, herunder mekaniske, kemiske og biologiske egenskaber, som er kombineret med deres overflod og mangfoldighed. Desuden er processen med at omdanne rå plast til funktionelle prototypedele og samlinger relativt hurtig i forhold til konventionelle bearbejdningsteknikker.
En af de vigtigste metoder, der anvendes, er subtraktiv plastfremstilling, også kendt som CNC-bearbejdning af plast.Denne artikel viser det grundlæggende i cnc-bearbejdning af plast, dens typer, overvejelser, specifikationer og fuldstændig forståelse af disse processer og deres potentiale til at forbedre produktionen.

Hvad er plastbearbejdning?
Selvom "bearbejdning" almindeligvis forbindes med præcise subtraktive processer for metaller, kan lignende tilgange modificeres til plast, men med nogle forskelle. CNC-bearbejdning af plast omfatter brug af drejebænke, fræsere, skæremaskiner, boremaskiner, slibemaskiner og andre kontrollerede maskiner til fremstilling af dele eller produkter med nøjagtige specifikationer.
Disse maskiner bruges også til metalbearbejdning, men plast har helt andre bearbejdningsegenskaber. For eksempel har metaller nogle specifikke smeltetemperaturer, mens plast udviser en amorf ekspansion over et bredt temperaturområde. Den cnc-bearbejdet plast Som hybridmaterialer er der større sandsynlighed for, at de kryber, spåner, smelter, får huller og generelt har større variabilitet under bearbejdning end metaller.
De forskellige variationer kræver avancerede bearbejdningsteknikker til plast, hvilket betyder, at balancen mellem materialevalg, håndteringsteknikker, passende værktøj og stabiliserende faktorer skal opretholdes omhyggeligt for at opnå de optimale resultater.
Forskellige typer af plastbearbejdningsprocesser:
Plast kan bearbejdes ved hjælp af forskellige bearbejdningsmetoder. Lad os kort fortælle om de mest populære bearbejdningsteknikker i plastindustrien;
Plastboring:
Borepressen er en af de vigtigste værktøjsmaskiner, der bruges til at lave cylindriske og gennemgående huller i materialer. Derudover genererer boring mere varme sammenlignet med andre bearbejdningsprocesser, hvilket nogle gange kan være et problem for varmefølsomme plastmaterialer.
Overdreven varme i plast kan føre til afskalning, ru overflader og generelt dårlig fremstillingskvalitet, hvilket understreger vigtigheden af varmereduktionsstrategier. Denne reduktion opnås ved nøje at overveje mange faktorer, herunder skærehastighed, tilspænding, værktøjsdesign, skæreværktøjsmaterialer, kølemidler og borets skarphed for at minimere den uønskede friktion. Her er nogle generelle retningslinjer for boring i plast:
Her er nogle generelle retningslinjer for boring i plast:
- Til bor skal du vælge vridningsvinkler mellem 9° og 18° og borespidsvinkler mellem 90° og 118° for at lette fjernelse af spåner og varmeafledning under boring.
- Ved at fjerne boret fra hullet med jævne mellemrum undgår man, at der ophobes for mange spåner og for meget varme.
- Sørg for, at boret er skarpt; hvis du bruger sløve bor eller bor, der ikke er slebet korrekt, kan det forårsage stress og varmeudvikling.
- Selv om bor af højhastighedsstål er velegnede til de fleste plastmaterialer, kan slibende materialer kræve brug af karbid-, diamant- eller andre bor med høj hårdhed og reducerede hastigheder for at opnå de bedste resultater.
Plastik Gevind/gevindskæring:
Plastgevindskæring af prototypedel
Gevindskæring eller gevindskæring er den proces, hvor der skabes gevind i et materiale, så man kan bruge skruer eller bolte. I modsætning til metal, som holder godt på gevind, er plast følsom over for hak og har tendens til at blive revet over ved gevindskæring med fin stigning. Gevindskærere er ikke den bedste løsning til gevindskæring i plast, da de skal skæres igen, når de fjernes.
Plastgevind skæres normalt med gevindskærere, især dobbelttandede for at undgå afgratning, og med et stort bearbejdningstillæg. Her er nogle generelle retningslinjer for gevindskæring i plast: Her er nogle generelle retningslinjer for gevindskæring i plast:
- Tænk på at bruge metalgevindindsatser i gennemgående plasthuller, så du helt kan omgå plastgevindet.
- Til plastgevind skal du bruge en hårdmetalindsats til enkeltpunktsgevind og tage flere 0. 001" er den sidste sætning.
- Kølemidler kan forhindre gevindet i at udvide sig og reducere varmepåvirkningen under gevindskæringsprocessen.
- Sørg for, at de værktøjer, der bruges til gevindskæring i plast, er skarpe, og brug ikke de værktøjer, der blev brugt til at skære i metal.
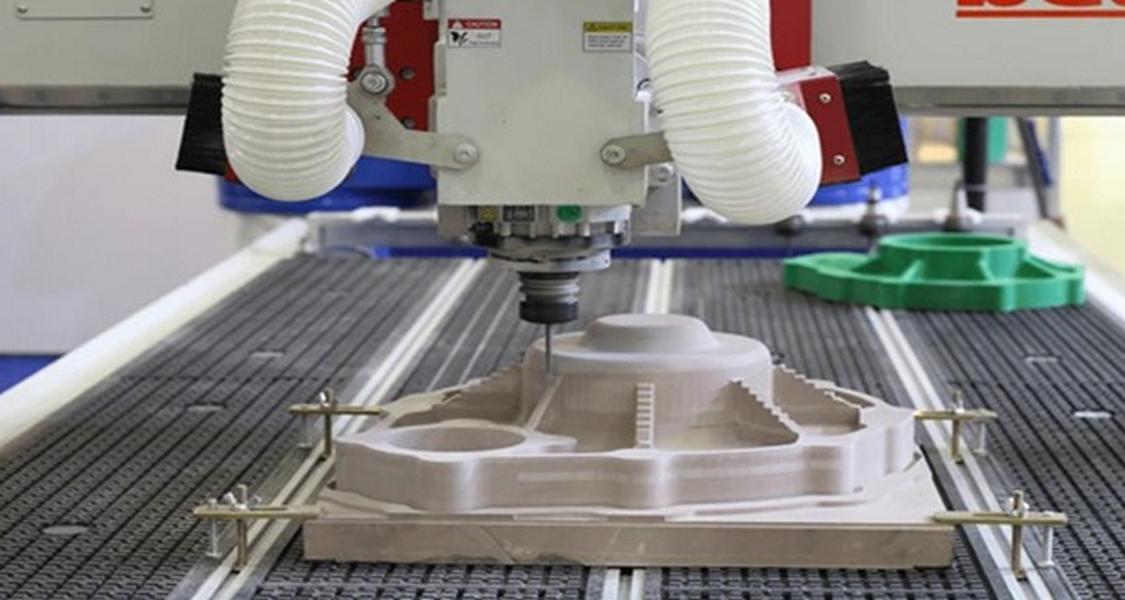
Fræsning af plast:
Fræsemaskiner bruger en roterende fræser, der bevæges med høj hastighed for at fjerne materiale fra et stationært arbejdsemne langs X-, Y- og Z-akserne. CNC-fræsere, der drives af avancerede computere, giver høj præcision med et lavt niveau af menneskelig indgriben.
Plastfræsning kræver en anden metode end metalfræsning på grund af spindelens vibrationer, der fører til slagmærker og emnebevægelser. Operatørerne overvinder dette ved at bruge vakuumsystemer, opspændingsklemmer eller dobbeltsidet tape til at holde plastemnet på plads.
Derudover involverer plastfræsning nedfræsning (klatrefræsning), hvor fræserens rotation er i samme retning som fremføringsbevægelsen. Her er nogle generelle regler for cnc-fræsning.
- Rengør arbejdsbordet og arbejdsemnet for at få bedre vedhæftning.
- Spænd ikke emnet for hårdt fast, så materialet ikke deformeres eller bliver fjedrende.
- Brug 2- eller 4-fløjede fræsere til finsnit; standard grovfræsere er gode til grovsnit, afhængigt af materialet.
- Når du fræser indvendige lommer, skal du undgå skarpe indvendige hjørner og stressområder eller bruge endefræsere med afrundede hjørner.
Drejning i plast:
Drejning er en proces, hvor arbejdsemnet roterer gennem drejebænken og formes med det stationære værktøj. Den forebyggende foranstaltning med varmestyring kan anvendes til at minimere materialeødelæggelsen. Her er nogle generelle regler for drejning af plast:
Her er nogle generelle regler for drejning af plast:
- Hårdmetalindsatser til drejning er den bedste løsning og forsøger at opnå polerede overflader for at reducere friktion og materialeopbygning.
- Brug generøse aflastningsvinkler og negativ bagudhældning for at sikre, at der ikke er for meget slitage.
- Varier fremføringshastigheden i overensstemmelse med plastens stivhed, som normalt er mellem 0,004 og 0,010 tommer pr. omdrejning.
- Vælg først en værktøjsbredde, der er mindre end komponentens mindste diameter, og sørg for, at værktøjet er skarpt og friskt for at få det bedste resultat.
Savning af plast:
Savning betyder, at man skærer materialerne i mindre stykker ved hjælp af en båndsav, en bordsav eller specialudstyr. Savklingernes varme skal styres effektivt.
Her er nogle generelle regler for savning af plast:
- Save med bånd er lavet til lige og kontinuerlige snit, mens bordsave bruges til at skære gennem tykkere materialer.
- Brug knive med lav hældning og indstillede vinkler, som er plastklassificerede, for at minimere varmeudviklingen.
- Klinger med hårdmetalspids skal bruges, når plasten er tynd, mens hulslebne rundsavsklinger er det bedste valg til tykkere plast.
- Tynde og skarpe knive anbefales til perfekt skæring.
Hvad er overvejelserne for plastbearbejdning?
Dimensionsstabilitet, kontrol af varmeudvidelse og håndtering af fugtabsorption er de vigtigste problemer, der skal tages højde for under bearbejdningen af plast. Det er nødvendigt at forhindre forvrængning, så aflastningsmateriale og hyppig udglødning er af stor betydning.
Konditionering af materialer gennem tørringsprocessen for at opnå fugtbalanceniveauet hjælper med at undgå yderligere forvrængninger. Evnen til at holde temperaturen konstant ved regelmæssig afkøling, til at imødekomme termisk udvidelse samt arbejde i temperaturkontrollerede miljøer er det vigtigste, der gør det muligt at forblive på samme toleranceniveau.
Bearbejdning med forsøg og fejl:
Plaststøbning er en proces, der er tæt forbundet med materialets sårbarhed over for ændringer i omgivelserne. En bearbejdet del kan f.eks. undergå dimensionsændringer, når den flyttes fra et sted til et andet miljø. For at få de bedst mulige resultater er det nødvendigt at matche bearbejdningsmiljøet og emnets arbejdsmiljø så meget som muligt.
Men for at opnå perfektion er man som regel nødt til at gøre det gennem forsøg og fejl. Dette omfatter optimering af tilførsler og maskinhastigheder, som er den mest kritiske faktor, der bestemmer det endelige produkt. I begyndelsen holdes maskinens tilspændinger og hastigheder høje, og efter hver kørsel ændres de gradvist for at give mulighed for spånoptimering og jævn bearbejdning uden værktøjsproblemer.
Materialevalg og bearbejdningsteknik:
Resultatet af plastbearbejdning bestemmes af nogle få faktorer, og disse faktorer er meget afgørende. Støttestrukturer, vibrationsstyring, slibning af værktøjer og materialespecifikke krav er de vigtigste faktorer, der bestemmer kvaliteten af plastemner. De mest almindelige fejl, som f.eks. grater, revner og slagmærker, er forbundet med plast med lav stivhed. Anvendelsen af disse teknikker kan overvinde dem.
Bearbejdningsprocessen og materialet understøttes også ved at tilføje understøtninger, hvor det er nødvendigt, og forberede overflader med en glat, lavfriktionsfinish før bearbejdningen. Processen med plastbearbejdning betragtes ofte som en kunstart, da tilpasning er en af de vigtigste opgaver, der understreger vigtigheden af korrekt understøttelse af det valgte materiale og den særlige bearbejdningsproces.
Sikkerhed:
Det vigtigste spørgsmål for operatørens sikkerhed er at forebygge enhver sundhedsfare, der kan være relateret til materialet under bearbejdningen af plast. Plast afgiver giftige stoffer, når varmen er højere end den nødvendige, og det er en trussel mod operatørerne. Indånding af plastpartikler kan forårsage irritation af øjne, åndedrætssystem og mave-tarmsystem, når det indtages. For at sikre sikkerheden:
● Brug personlige værnemidler som beskyttelsesbriller, handsker og masker.
● Sørg for, at ventilationssystemet i bearbejdningsområdet er i orden.
● Følg sikkerhedsretningslinjer som f.eks. regelmæssig rengøring og forbud mod mad, drikke og tobak i arbejdsområdet.
● Udvikle sikkerhedsprotokoller for at forhindre de farer, der opstår ved bearbejdning af plast.
Applikationer til plastbearbejdning:
Anvendelsesområdet for plastbearbejdning er ekstremt bredt og findes i næsten alle sektorer af den moderne industri. Selv om anvendelsesområdet er bredt, viser plastbearbejdning sig at være særligt fordelagtig for nogle få markeder.
Her er en kort oversigt over nogle af de vigtigste anvendelser:
● Prototyper og produktudvikling til umiddelbar afprøvning.
● Design og fremstilling af kemikaliehåndteringsudstyr, der er meget modstandsdygtigt over for korrosion og holdbart.
● Plastens biokompatibilitet og steriliserbarhed gør det til et praktisk materiale til fremstilling af biomedicinske og farmaceutiske værktøjer.
● Fotonikforskning i optiske elementer og enheder.
● Halvlederfremstilling til produktion af dele og komponenter med specifikke formål.
● Brug af laboratoriet til at skabe brugerdefinerede armaturer og udstyr.
● Tekstilproduktion til fremstilling af mekaniske dele og komponenter.
Konstrueret kvalitetsplast til CNC-bearbejdning
Udvalget af plastmaterialer, der kan bearbejdes, er meget bredt, fordi de hver især har særlige egenskaber og kan bruges i forskellige brancher. Nylon er f.eks. et materiale med særlige mekaniske egenskaber, som kan anvendes i stedet for metaller i særlige tilfælde. Nedenfor er almindelige plastmaterialer, der foretrækkes til tilpasset plastbearbejdning:

ABS (akrylonitril-butadien-styren):
ABS er et let CNC-materiale, der har fremragende slagstyrke, styrke og bearbejdelighed. ABS er dog et materiale med mange gode mekaniske egenskaber, men det er kemisk ustabilt og følsomt over for fedtstoffer, alkoholer og kemiske opløsningsmidler. Desuden kan ren ABS ikke betragtes som termisk stabil, fordi den er brandfarlig selv under semi-termiske forhold.
Fordele:
● Letvægt og mekanisk robusthed.
● Materialet er ekstremt bearbejdeligt, og det er derfor perfekt til hurtig fremstilling af prototyper.
● Det lave smeltepunkt er den vigtigste fordel ved en række hurtige prototypemetoder.
● Høj trækstyrke og lang levetid.
● Omkostningseffektivt.
Ulemper:
● De varme plastdampe afgives under varme; ordentlig ventilation er nødvendig.
● Lavt smeltepunkt kan forårsage deformation under CNC-bearbejdning som følge af varmeudvikling.
Applikationer:
ABS er meget populært til hurtige prototypetjenester inden for teknisk termoplast, og det bruges i el- og bilindustrien til dele som tastaturhætter, elektroniske kabinetter og dele til bilens instrumentbræt. der er mange prototypebearbejdninger, der bruger ABS-materiale, til stor mængde ABS-del, brug ABS-sprøjtestøbning proces vil være en af de bedste muligheder.
Nylon (polyamid):
Nylon eller polyamid er en plast med lav friktion, som er modstandsdygtig over for slag, kemikalier og slid. Materialets fremragende mekaniske egenskaber som styrke, holdbarhed og hårdhed gør det velegnet til CNC-bearbejdning og giver det en konkurrencefordel inden for fremstilling af dele til bilindustrien og den medicinske sektor. Hvis du har brug for store mængder nylon, skal du bruge sprøjtestøbning af nylon processen vil spare enhedsomkostninger for dig.
Fordele:
● Fremragende mekaniske egenskaber med stor trækstyrke.
● Let og omkostningseffektiv.
● Varme- og kemikalieresistent.
● Velegnet til anvendelser, hvor sejhed og slagfasthed er de primære krav.
Ulemper:
● Lav dimensionel stabilitet.
● Modtagelig for fugtoptagelse.
● Ikke modstandsdygtig over for stærke mineralsyrer.
Applikationer:
Nylon er en teknisk termoplast med høj ydeevne, der bruges til prototyper og fremstilling af rigtige dele i brancher som medicinal- og bilindustrien. Elementerne omfatter lejer, skiver og rør.
Akryl (PMMA - polymethylmethacrylat):
Generelt foretrækkes akryl i cnc-bearbejdning af plast på grund af dets optiske egenskaber, kemiske resistens og omkostningseffektivitet, hvilket gør det velegnet til forskellige industrier, der har brug for gennemsigtige eller ridsefaste komponenter.
Fordele:
● Let og meget bearbejdelig.
● Kemikalie- og UV-bestandig.
● Modstandsdygtig over for ridser og optisk klar, velegnet til applikationer, der kræver gennemsigtighed.
● Omkostningseffektiv i forhold til materialer som polykarbonat og glas.
Ulemper:
● Varme, stød og slid er ikke særlig modstandsdygtigt over for det.
● Kan revne, hvis belastningen er for tung.
● Sårbar over for ødelæggelse af klorerede/aromatiske organiske stoffer.
Applikationer:
Akryl erstatter materialer som polykarbonat og glas, hvilket gør det velegnet til anvendelser i bilindustrien som f.eks. lysrør og blinklysdæksler. Det bruges også i andre industrier til fremstilling af solpaneler, drivhusoverdækninger og meget mere.
POM (Delrin):
POM, ofte kaldet Delrin, er et CNC-plastmateriale, der ofte bruges af mange bearbejdningsvirksomheder på grund af dets fremragende bearbejdelighed. Det er stærkt og har evnen til at modstå varme, kemikalier og slitage. Delrin findes i forskellige kvaliteter, hvor Delrin 150 og 570 er de mest udbredte i industrien på grund af deres dimensionsstabilitet.
Fordele:
● Meget bearbejdelig med fremragende kemisk modstandsdygtighed.
● Høj dimensionsstabilitet og trækstyrke giver lang holdbarhed.
● Fås i forskellige kvaliteter, hvor Delrin 150 og 570 er populære valg på grund af deres dimensionsstabilitet.
Ulemper:
● Dårlig modstandsdygtighed over for syrer og kemikalier.
Applikationer:
POM bruges i vid udstrækning på tværs af brancher; i bilindustrien bruges det til komponenter til sikkerhedsseler, i medicinsk udstyr til insulinpenne og i forbrugsgoder til elektroniske cigaretter og vandmålere.
HDPE (polyethylen med høj densitet):
Polyethylen med høj densitet har høj modstandsdygtighed over for stress og syrer. Normalt tilbyder det enestående mekanisk styrke og trækstyrke blandt andre konstruerede termoplasttyper. Lad os evaluere fordele og ulemper ved HDPE.
Fordele:
● ideel til hurtig fremstilling af prototyper
● Reletivt lave omkostninger sammenlignet med akryl og nylon.
Ulemper:
● Dårlig UV-bestandighed.
Applikationer:
HDPE anvendes i vid udstrækning til bl.a. prototyper, fremstilling af tandhjul, lejer, emballage, elektrisk isolering og medicinsk udstyr.
LDPE:
LDPE er en hård og fleksibel plastpolymer. Den har en god kemisk resistens og optimal ydeevne ved lave temperaturer. Det er ideelt til at forme alsidighed i proteser og ortoser.
Fordele:
● stærk, meget elastisk og modstandsdygtig over for korrosion.
● Det er bi-kompatibelt, hvilket gør det velegnet til medicinsk brug.
Ulemper:
● ikke egnet til modstandsdygtighed over for høje temperaturer.
● Lav stivhed og strukturel styrke.
Applikationer:
LDPE er en undtagelse i produktionen af specialfremstillede tandhjul, indvendige elektriske komponenter og bildele, der skal poleres eller have højglans. Dets lave friktionskoefficient, høje isoleringsmodstand og holdbarhed gør det til et ideelt valg til højtydende applikationer.
PTFE (teflon):
PTFE, ofte kaldet teflon, er et avanceret plastmateriale, der ofte bruges til CNC-bearbejdning. Det er kendetegnet ved sine overlegne mekaniske og kemiske egenskaber, der er meget udbredt i forskellige kommercielle produkter. Med den lave friktionskoefficient og kemiske modstandsdygtighed over for UV-stråler, kemikalier og træthed er PTFE meget holdbart. Det er også berømt for sin ikke-klæbende natur og bruges i vid udstrækning til belægning af non-stick-pander.
Fordele:
● kemisk stabil, UV-bestandig og lav friktion er nøgleegenskaber ved PTFE.
● har antiklæbende egenskaber.
Ulemper:
● Andre materialers mekaniske egenskaber er langt bedre end dem.
● lav tykkelse i stænger og plader.
Applikationer:
Ud over sine antiklæbende egenskaber, der gør det nyttigt til fremstilling af non-stick-pander, bruges teflon også til produktion af pakninger, halvledere og hjerteplastre.
Alternativer til CNC-bearbejdning af plast
Valget af den rette teknik afhænger af forskellige faktorer som f.eks. valg af materiale og specifikation af slutbrugere.
Sprøjtestøbning:
Sprøjtestøbning er især ideel til masseproduktion af plastemner. I praksis indebærer det, at smeltet teknisk plast hældes i en form eller et hulrum af højstyrkestål for at danne den ønskede form efter pludselig afkøling og størkning.
Fordele:
● Velegnet til både prototyper og masseproduktion.
● Økonomisk til design af komplicerede prototypedele.
● Yderligere krav som anodisering, polering og overfladebehandling er påkrævet.
Ulemper:
● De indledende omkostninger til værktøj er relativt høje.
3D-printning:
3D-print, ofte kaldet additiv fremstilling, er en populær metode til fremstilling af prototyper, der bruger teknologier som stereolitografi (SLA), FDM (Fused Deposition Modeling) og SLS (Selective Laser Sintering) til at bearbejde termoplast som nylon, PLA, ABS og ULTEM til former for 3D-prototyper.
Fordele:
● Hurtig fremstilling af prototyper uden behov for værktøj.
● Ideel til komplekse designs og mindre produktioner.
● Materialespild er mindre end ved bearbejdning.
Ulemper:
● Begrænsningerne i materialevalg og mekaniske egenskaber.
● Den langsomme produktionshastighed for store projekter.
Både sprøjtestøbning og 3D-print er mulige valg for at cnc-bearbejdning af plast, hver med sine egne fordele og begrænsninger, som afhænger af de særlige projektbehov.
Vakuumstøbning
Vakuumstøbning, også kaldet polyuretan/urethanstøbning, bruger silikoneforme og harpiks til at replikere et hovedmønster. Denne hurtige prototypemetode er ideel til at producere plastikkopier af høj kvalitet, som er nyttige til at visualisere ideer og identificere designfejl under fejlfindingsprocessen.
Det vigtigste at tage med sig
Denne artikel giver en kort beskrivelse af plastbearbejdning, herunder dens definition, processer, industrier, hvor den bruges, og hvordan den fungerer. For en dybere forståelse af relaterede emner henvises til vores andre vejledninger eller til at finde potentielle forsyningskilder og produktdetaljer på vores tjenester inden for plastbearbejdning.