Was ist bei der Auswahl eines Kunststoffspritzgussunternehmens zu beachten?
Bevor Sie sich mit der Liste befassen, sollten Sie sich darüber im Klaren sein, was ein Unternehmen, das Kunststoffspritzguss herstellt, auszeichnet. Hier sind einige Schlüsselfaktoren, die Sie berücksichtigen sollten:
- Erleben Sie - Unternehmen mit langjähriger Erfahrung haben ihre Techniken verfeinert und bieten bewährte Zuverlässigkeit.
- Produktionskapazität - Die Bewertung der Produktionskapazität eines Unternehmens stellt sicher, dass es das erforderliche Volumen und den erforderlichen Umfang bewältigen kann.
- Zertifizierungen und Konformität - Achten Sie auf Zertifizierungen wie ISO 9001, die die Einhaltung von Qualitätsmanagementstandards gewährleisten.
- Technologische Fähigkeiten - Fortschrittliche Technologien wie computergestütztes Design und Rapid Prototyping steigern die Effizienz und Präzision.
- Standort und Größe der Einrichtung - Bei Projekten in Chicago kann ein Unternehmen mit lokalen Einrichtungen die Produktion und Logistik optimieren.
Nachfolgend finden Sie Kommentare zu den 10 besten Kunststoffspritzgussunternehmen in Chicago zu Ihrer Information.
1. Chicagoer Kunststoffsysteme
Standort: Chicago, IL
Erfahrung: Über 25 Jahre
Produktionskapazität: Wir sind in der Lage, sowohl kleine als auch große Produktionsmengen zu bewältigen, von der Entwicklung von Prototypen bis hin zu großen Produktionsläufen.
Zertifizierungen: ISO 9001-zertifiziert, was die Einhaltung der internationalen Qualitätsmanagementnormen gewährleistet.
Über das Unternehmen:
Chicago Plastic Systems ist ein bedeutender Akteur in der Chicagoer Spritzgussszene und beliefert vor allem Branchen wie die Automobil-, Gesundheits- und Elektronikindustrie. Das Unternehmen ist auf kundenspezifischen Kunststoffspritzguss spezialisiert und nutzt eine Kombination aus hochpräzisen Anlagen und erfahrenen Technikern, um gleichbleibend hochwertige Komponenten herzustellen.
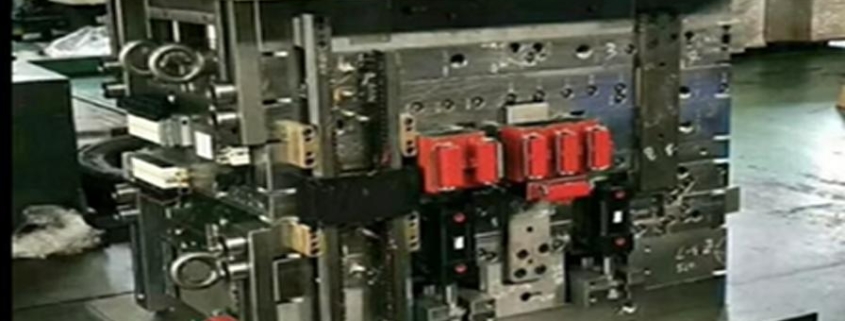
Das Werk in Chicago ist mit fortschrittlichen Maschinen ausgestattet, darunter Pressen mit hoher Tonnage, die komplexe und große Teile bearbeiten können. Dadurch kann das Unternehmen die unterschiedlichsten Projektanforderungen erfüllen, von empfindlichen medizinischen Komponenten bis hin zu robusten Automobilteilen. Chicago Plastic Systems legt großen Wert auf eine strenge Qualitätskontrolle in jedem Produktionsschritt und bietet zusätzliche Dienstleistungen wie Werkzeugbau, Montage und Prüfung an, was das Unternehmen zu einem umfassenden Partner für Kunden mit umfassendem Fertigungsbedarf macht.
2. Vereinigte Molding-Lösungen
Standort: Schaumburg, IL (Großraum Chicago)
Erfahrung: 30+ Jahre
Produktionskapazität: Unterstützt die Produktion mittlerer bis hoher Stückzahlen mit einem starken Fokus auf nachhaltige Praktiken.
Zertifizierungen: ISO 9001 für das Qualitätsmanagement und ISO 14001 für das Umweltmanagement, was ihr Engagement für eine umweltbewusste Produktion unterstreicht.
Über das Unternehmen:
United Molding Solutions ist bekannt für seinen Schwerpunkt auf nachhaltigem Kunststoffspritzguss, was das Unternehmen zu einem beliebten Partner für umweltbewusste Kunden macht. Das Unternehmen verfügt über umfangreiche Erfahrungen in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Medizintechnik und bietet Spritzgussteile, die strenge Qualitäts- und Umweltstandards erfüllen.
Die Anlage des Unternehmens ist mit fortschrittlichen automatisierten Spritzgussmaschinen ausgestattet, die die Effizienz verbessern und den Materialabfall reduzieren. United Molding Solutions verfügt auch über ein engagiertes Forschungs- und Entwicklungsteam, das mit den Kunden zusammenarbeitet, um die Designs im Hinblick auf die Nachhaltigkeit zu optimieren und sicherzustellen, dass die Teile ebenso effizient hergestellt werden können wie sie haltbar sind. Darüber hinaus bietet United Molding Solutions wertschöpfende Dienstleistungen wie Montage und Verpackung an, um den Kunden einen umfassenden Service zu bieten.
3. Präzisionskunststoffherstellung
Standort: Chicago, IL
Erfahrung: 15 Jahre Erfahrung im Hochpräzisions-Spritzgießen
Produktionskapazität: Bietet flexible Produktionsläufe, von kleinen Prototyping-Projekten bis hin zu Großserien.
Zertifizierungen: AS9100-Zertifizierung für die Luft- und Raumfahrtindustrie, ISO 9001-zertifiziert
Über das Unternehmen:
Precision Plastics Manufacturing ist auf komplexe, hochpräzise Kunststoffkomponenten spezialisiert und beliefert anspruchsvolle Branchen wie Luft- und Raumfahrt, Verteidigung und medizinische Geräte. Das Unternehmen ist für sein Engagement für Präzision und Qualität bekannt und konzentriert sich auf die Herstellung von Komponenten, die strenge Spezifikationen erfüllen, wobei fortschrittliche CAD-Software und Rapid-Prototyping-Funktionen zur Rationalisierung der Entwicklung eingesetzt werden.
Das hochmoderne Werk in Chicago verfügt über Präzisionsgießmaschinen, die komplizierte Designs, Teile mit hohen Toleranzen und Spezialpolymere verarbeiten können. Precision Plastics hat sich auch der Qualitätssicherung verschrieben und wendet gründliche Testprotokolle an, um sicherzustellen, dass jedes Produkt die anspruchsvollen Industrienormen erfüllt. Darüber hinaus arbeitet das Ingenieurteam eng mit den Kunden zusammen, um die Entwürfe zu verfeinern und sicherzustellen, dass jedes Bauteil hinsichtlich Leistung und Herstellbarkeit optimiert ist.
4. Matrix-Kunststoffprodukte
Standort: Wood Dale, IL (in der Nähe von Chicago)
Erfahrung: Über 40 Jahre
Produktionskapazität: Produktion von kleinen bis mittleren Stückzahlen, mit Spezialisierung auf Hochpräzisionsteile.
Zertifizierungen: ISO 13485 für die Herstellung von Medizinprodukten, ISO 9001-zertifiziert
Über das Unternehmen:
Matrix Plastic Products hat sich als vertrauenswürdiger Name in der Medizintechnik- und Elektronikindustrie etabliert. Mit einem starken Fokus auf hochpräziser Kleinserienfertigung ist Matrix auf die Herstellung kleiner, komplizierter Teile für Kunden spezialisiert, die außergewöhnliche Genauigkeit und Konsistenz benötigen.
Die Anlage des Unternehmens ist mit hochspezialisierten Spritzgießmaschinen ausgestattet, die sich ideal für die Herstellung komplexer Designs mit engen Toleranzen eignen. Die ISO 13485-Zertifizierung von Matrix spiegelt die Kompetenz des Unternehmens im medizinischen Bereich wider, das die strengen Normen für Komponenten im Gesundheitswesen einhält. Darüber hinaus bietet das Unternehmen einen eigenen Formenbau- und Reparaturservice an, der kürzere Durchlaufzeiten und eine vollständige Kontrolle über die Qualität und Haltbarkeit jeder Form ermöglicht.
5. Accurate Plastics & Mold Co.
Standort: Elk Grove Village, IL (Großraum Chicago)
Erfahrung: Über 20 Jahre Erfahrung in der Spritzgussindustrie
Produktionskapazität: Bietet Flexibilität durch die Möglichkeit, sowohl kleine Chargen als auch hohe Stückzahlen zu produzieren.
Zertifizierungen: ISO 9001-zertifiziert
Über das Unternehmen:
Accurate Plastics & Mold Co. ist für seine Anpassungsfähigkeit und seinen kundenorientierten Ansatz bekannt und bedient Kunden aus verschiedenen Branchen wie Konsumgüter, Elektronik und Industriekomponenten. Ihr Fachwissen liegt im kundenspezifischen Kunststoffspritzguss, wo sie umfassende Dienstleistungen anbieten, die Design, Werkzeugbau und Produktion umfassen.
Die Anlage ist mit fortschrittlichen Spritzgießmaschinen ausgestattet, die verschiedene Polymere verarbeiten und unterschiedliche Teilegrößen aufnehmen können. Accurate Plastics bietet auch Werkzeugwartung und -reparatur an, um sicherzustellen, dass die Kunden langlebige, konsistente Teile über lange Produktionszyklen hinweg erhalten. Accurate Plastics ist bekannt für seine schnellen Abwicklungs- und Qualitätssicherungsprozesse und ist eine solide Wahl für Kunden, die zuverlässige, durchgängige Spritzgießdienstleistungen benötigen.
6. InnoPlastics Fertigung
Standort: Chicago, IL
Erfahrung: 10+ Jahre
Produktionskapazität: Vielseitige Produktionskapazitäten, von der Entwicklung von Prototypen bis hin zur Fertigung in großem Maßstab.
Zertifizierungen: ISO 9001-zertifiziert; Lean-Six-Sigma-Praktiken in ihre Prozesse integriert.
Über das Unternehmen:
InnoPlastics Manufacturing konzentriert sich auf Innovation und schlanke Fertigung und bietet seinen Kunden kostengünstige Lösungen für den Kunststoffspritzguss. Ihre Lean Six Sigma-zertifizierten Prozesse tragen dazu bei, Verschwendung zu minimieren und die Effizienz zu optimieren, was InnoPlastics zu einer attraktiven Wahl für Kunden macht, die ein Gleichgewicht zwischen Qualität und Kosteneinsparungen suchen.
Das Werk in Chicago verfügt über einen hochmodernen Maschinenpark für das Rapid Prototyping, die Großserienproduktion und den Multimaterial-Spritzguss. Das Ingenieurteam von InnoPlastics arbeitet in der Entwurfsphase eng mit den Kunden zusammen, um sicherzustellen, dass die Produkte sowohl hinsichtlich ihrer Leistung als auch ihrer Herstellbarkeit optimiert sind. Das Unternehmen verfügt über einen breit gefächerten Kundenstamm in Branchen wie dem Gesundheitswesen, der Unterhaltungselektronik und der industriellen Fertigung.
7. MPR Plastics Inc.
Standort: Elgin, IL (Großraum Chicago)
Erfahrung: Über 50 Jahre Erfahrung im Präzisionsblankpressen
Produktionskapazität: Hochpräzisionsfunktionen für mittlere bis hohe Produktionsserien
Zertifizierungen: ISO 9001, ISO/TS 16949-zertifiziert, spezialisiert auf Komponenten in Automobilqualität
Über das Unternehmen:
MPR Plastics ist ein angesehener Marktführer im Bereich des Hochpräzisionsspritzgusses, insbesondere für die Automobil-, Medizin- und Elektronikindustrie. MPR ist bekannt für sein Fachwissen im Bereich der Hochtemperatur- und Konstruktionsharze und hat sich auf die Herstellung von Komponenten spezialisiert, die den strengen Industrienormen entsprechen.
Das Werk in Elgin verfügt über spezielle Formanlagen für Hochtoleranzteile sowie über Reinraumfertigungsbereiche für medizinische Komponenten. Mit dem Schwerpunkt auf technischer Präzision und Qualität beliefert MPR Plastics einige der anspruchsvollsten Branchen und stellt sicher, dass die Komponenten die ISO/TS 16949-Normen für die Automobilindustrie und andere Qualitätsmaßstäbe erfüllen.
8. Total Plastics Lösungen
Standort: Chicago, IL
Erfahrung: 15 Jahre
Produktionskapazität: Sowohl für kleine als auch für große Auflagen geeignet; hohe Flexibilität bei kundenspezifischen Projekten.
Zertifizierungen: ISO 9001-zertifiziert
Über das Unternehmen:
Total Plastics Solutions bietet umfassende Dienstleistungen, einschließlich kundenspezifischem Spritzguss, Montage und Verpackung, für eine breite Palette von Sektoren, von der Unterhaltungselektronik bis zu medizinischen Geräten. Dank ihres Fachwissens in Bezug auf komplexe Baugruppen und kundenspezifisches Spritzgießen sind sie in der Lage, Komponenten herzustellen, die sich gut in größere Systeme integrieren lassen.
Die Anlage des Unternehmens in Chicago ist mit einer Vielzahl von Spritzgießmaschinen ausgestattet, so dass sie Projekte mit unterschiedlichen Losgrößen bearbeiten kann. Total Plastics Solutions legt großen Wert auf Qualitätssicherung und Flexibilität und ist damit ein bevorzugter Partner für Kunden, die einen anpassungsfähigen Ansatz für die Fertigung benötigen.
9. RapidMade Kunststoffe
Standort: Naperville, IL (in der Nähe von Chicago)
Erfahrung: 12 Jahre Erfahrung mit Rapid Prototyping und kundenspezifischer Formgebung
Produktionskapazität: Prototyping in Kleinserie und Produktion mittlerer Stückzahlen
Zertifizierungen: ISO 9001-zertifiziert, ITAR-konform für militärische Aufträge
Über das Unternehmen:
RapidMade Plastics ist auf Projekte mit kurzen Durchlaufzeiten spezialisiert und verfügt über Fachwissen in den Bereichen Rapid Prototyping und kundenspezifische Formgebung für militärische, industrielle und medizinische Anwendungen. Als ITAR-konformes Unternehmen ist RapidMade Plastics gut positioniert, um an Regierungs- und Verteidigungsprojekten zu arbeiten und die Einhaltung strenger Vorschriften zu gewährleisten.
Das Werk in Naperville verfügt über fortschrittliche Prototyping-Technologien und Spritzgießmaschinen, die einen schnellen Übergang vom Prototyp zur Produktion ermöglichen. RapidMade Plastics bietet auch Unterstützung bei der Konstruktion an, so dass die Kunden ihre Komponenten vor der Serienfertigung verfeinern können.
10. Technisch geformte Kunststoffe
Standort: Chicago, IL
Erfahrung: Mehr als 20 Jahre Erfahrung im Kunststoffspritzguss
Produktionskapazität: Prototyp bis Großserienproduktion, umweltorientierte Verfahren
Zertifizierungen: ISO 9001, ISO 14001-zertifiziert
Über das Unternehmen:
Tech Molded Plastics verbindet sein Engagement für Nachhaltigkeit mit hochwertigen Kunststoff-Spritzgießdienstleistungen. Tech Molded Plastics hat sich auf umweltfreundliche Herstellungsverfahren spezialisiert, einschließlich der Verwendung recycelter Materialien und energieeffizienter Praktiken in ihrer Produktionsstätte.
Tech Molded Plastics bietet sowohl Design- als auch Produktionsunterstützung für Branchen wie das Gesundheitswesen, die Automobilindustrie und die Konsumgüterindustrie. Ihr doppelter Fokus auf Qualität und Nachhaltigkeit macht sie zu einer einzigartigen Option für Kunden, die einen zuverlässigen Partner suchen, der auch die Umweltverantwortung in den Vordergrund stellt.
Schlussfolgerung
Jedes dieser Top-10-Kunststoffspritzgussunternehmen in Chicago verfügt über einzigartige Stärken, sei es durch spezielle Zertifizierungen, technologische Innovationen oder nachhaltige Verfahren. Für Unternehmen, die hochwertige Spritzgießdienstleistungen suchen, bietet Chicagos Produktionslandschaft eine beeindruckende