Akryylien ruiskuvalu voidaan määritellä uudeksi tekniikaksi, jolla valmistetaan korkealaatuisia muovituotteita. Tekniikkaa käytetään laajalti autoteollisuudessa, terveydenhuoltoalalla, kulutustavaroissa ja elektroniikassa. Se on erityisen tunnettu läpinäkyvien, sitkeiden ja houkuttelevien tuotteiden valmistuksesta.
Kiina on merkittävä osa akryylimuovausliiketoimintaa. Kiinassa on suuria määriä tehtaita, jotka valmistavat korkealaatuisia akryylimuotteja ja -osia. Ne tarjoavat kustannustehokasta, luotettavaa ja skaalautuvaa tuotantoa kansainvälisille markkinoille.
Tässä asiakirjassa käsitellään ruiskuvaluprosessia, muottien tyyppejä, sovelluksia ja parhaita käytäntöjä akryylien ruiskuvalussa.
Mitä on akryyliruiskuvaluprosessi?
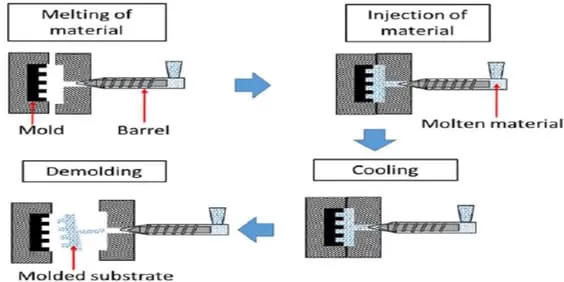
Akryylin ruiskuvalu on lentokoneiden valmistustekniikka, jossa akryylimuovia lämmitetään, kunnes se sulaa, ja ruiskutetaan sitten muottiin. Muovi kovettuu ja jähmettyy tiettyyn muotoon. Prosessi on erittäin hyödyllinen monimutkaisten ja yhtenäisten osien laajamittaisessa tuotannossa.
Akryylipelletit ovat pieniä, ja niitä käytetään lähtöruokamateriaalina. Ne kaadetaan lämmitettyyn tynnyriin, kunnes ne sulavat. Sitten sula akryyli ruiskutetaan korkeapainemuottiin akryylimuotilla. Muotit jäähdytetään ja avataan, ja valmis tuote heitetään ulos.
Prosessi on nopea, tarkka ja taloudellinen, toisin kuin muut valumenetelmät. Se sopii teollisuudenaloille, joilla tarvitaan tuotantomäärää ilman, että laatu välttämättä kärsii.

Akryylimuovauksen edut
Akryylivalulla on lukuisia etuja.
- Suuri läpinäkyvyys: Akryylituotteet ovat hyvin läpinäkyviä. Niitä käytetään usein tilanteissa, joissa on välttämätöntä olla visuaalinen.
- Kestävyys: Akryyli on kestävää ja naarmuuntumatonta.
- Monimutkaiset muodot: Sillä voidaan tehdä monimutkaisia malleja, joita on vaikea tehdä muilla muoveilla.
- Kustannustehokas: Muottien luomisen jälkeen voidaan lyhyessä ajassa valmistaa tuhansia kappaleita, mikä tekee prosessista edullisemman.
- Johdonmukaisuus: Jokainen erä on samanlainen kuin edellinen, ja laatu varmistetaan suurissa erissä.
Akryylivalu on nopeaa ja tarkkaa, joten se on hyvä vaihtoehto, kun teollisuudessa odotetaan laatua ja nopeutta.
Akryyli ruiskupuristamalla löydettiin
1900-luvun puolivälissä prosessin valmistajat alkoivat kehittää akryyliruiskuvaluprosessia, koska valmistajat halusivat löytää nopeamman ja tarkemman menetelmän PMMA:n muotoiluun. Aikaisemmin akryylien muovailun ensisijaisena prosessina käytettiin valua, joka oli hidas ja työtä vaativa prosessi.
Saksassa ja Yhdysvalloissa keksittiin 1940- ja 1950-luvuilla insinöörit, jotka pystyivät sulattamaan akryylirakeet 230-280 °C:n lämpötilassa ja ruiskuttamaan ne pieniin akryylimuotteihin. Tämän keksinnön ansiosta voitiin valmistaa monimutkaisia ja korkealaatuisia osia, joilla oli yhtenäiset mitat.
Akryylin ruiskutustekniikat, joilla tuotetaan akryyliä, joka nykyään tunnetaan akryylin valuna, muuttivat teollisuudenaloja, kuten autoteollisuutta, lääkinnällisiä laitteita ja kulutustuotteita. Akryylimuovin muovivalu ei ainoastaan lyhentänyt aikaa vaan myös lisäsi tehokkuutta, mutta sillä valmistettiin myös osia, joilla oli tiukat toleranssit (+-0,1 mm) ja jotka olivat optisesti kirkkaita (>90% valonläpäisy).

Akryylimuottien tyypit
Akryylimuotteja on useita eri tyyppejä; kukin malli valmistetaan vaaditun tuotannon luonteen ja tuotteen monimutkaisuuden mukaan. Sopivan tyypin valinta takaa laadukkaan ja tehokkaan tuloksen akryylivalussa.
Yhden ontelon muotit
Yhden ontelon muotit valmistetaan yhden osan valmistamiseksi jokaisen ruiskutusjakson jälkeen. Niitä voidaan käyttää, kun tuotantoerä on pieni tai prototyyppiprojekteissa. Yhden ontelon muoteissa akryylimateriaalin ruiskuvaluprosessi tehdään tarkastelun kohteena olevalla termillä, jotta vältytään väärän muotoilun ja epämääräisten pintojen ongelmalta.
Moniontelomuotit
Monionteloisilla muoteilla voidaan valmistaa useita kopioita yhdessä syklissä. Tämän ansiosta ne soveltuvat erinomaisesti massiiviseen tuotantoon. Moniuramuotit valetaan usein akryylistä, jotta saavutetaan johdonmukaisuus ja minimoidaan tuotantoaika.
Perheen muotit
Yhden syklin aikana perhemuotit tuottavat osan eri osista. Tämä tyyppi on käytännöllinen muotoiltaessa komponentteja, jotka muodostavat tuotteen kokoonpanon. Perhemuoteissa voidaan käyttää akryylimuovivalua, joka mahdollistaa useiden kappaleiden valmistamisen samanaikaisesti, mikä säästää sekä aikaa että kustannuksia.
Hot Runner -muotit
Hot runner -muottien avulla muovi voidaan pitää kanavissa, jolloin hukka minimoituu ja tehokkuus paranee. Hot runner -järjestelmissä käytetään akryylimuotteja, jotka sopivat korkean tarkkuuden tuotteisiin, joiden pinta on sileä ja joissa on vähemmän vikoja.
Kylmäjuoksumuotit
Kylmäjuoksumuotit käyttävät kanavia, jotka jäähtyvät yhdessä valettavan osan kanssa. Ne ovat edullisempia ja helpompia valmistaa. Monet pienet ja keskisuuret valmistajat käyttäisivät mieluummin akryylivalua käyttämällä kylmäjuoksumuotteja, jotta he voisivat tehdä tuotantonsa edullisesti.
Niin sanottujen akryylimuottien sopivan tyypin valinta määräytyy tuotannon määrän, tuotteen suunnittelun ja budjetin mukaan. Muottien oikea valinta johtaa akryyliruiskuvalun parempaan suorituskykyyn ja laadukkaisiin lopputuotteisiin.
Tekniikat Akryyli Muoviset Molding
Akryylimuovin muovaus on prosessi, jossa käytetään useita menetelmiä akryylien muuntamiseksi hyödyllisiksi ja houkutteleviksi esineiksi. Molemmilla lähestymistavoilla on vahvuutensa, jotka määräytyvät suunnittelun, tuotantomäärän ja tuotteen tarpeiden mukaan.

Ruiskuvalu
Suosituin menetelmä, jota kutsutaan akryyliruiskuvaluksi, koostuu akryylien alayksiköiden, joita kutsutaan akryylipelleteiksi, kuumentamisesta sulaksi ja niiden ruiskuttamisesta akryylien muotteihin. Jäähtyessään muovi jähmettyy haluttuun muotoon. Tämä on paras menetelmä, kun halutaan valmistaa erittäin tarkkoja tuotteita suuria määriä.
Puristusmuovaus
Akryylilevyt asetetaan kuumaan muottiin ja puristetaan muotoon puristusvalussa. Tätä tekniikkaa voidaan soveltaa paksumpiin osiin ja tavallisiin malleihin. Akryylin puristusvalua käytetään, jotta siitä saadaan paksuudeltaan ja lujuudeltaan yhtenäinen.
Puristaminen
Pitkät jatkuvat profiilit valmistetaan suulakepuristamalla, jossa sula akryyli pakotetaan muotoiltuun muottiin. Puristamalla akryyliä valetaan esimerkiksi putkia, tankoja ja levyjä. Se on tasaista poikkileikkauksissa ja pinnoissa.
Lämpömuovaus
Lämpömuovausmenetelmässä akryylilevyjä kuumennetaan taipuisiksi ja muotoillaan muotin yli tyhjiön tai paineen avulla. Lähestymistapa toimii hyvin valtavien tai ei-valtavien tuotteiden kanssa. Lämpömuovaus on tekniikka, jolla valmistetaan pieniä tai keskisuuria määriä akryylimuovimuotteja kohtuullisen edullisesti.
Rotationaalinen muovaus
Myös rotaatiovalua käytetään akryylin kanssa, mutta muottia pyöritetään lämmityksen aikana, jotta muotin sisäpuoli saadaan tasaisesti päällystettyä. Tällä tekniikalla voidaan tehdä tehokkaasti muotoja, joissa on onteloita. Pyörivissä muoteissa akryyliä voidaan muovata joustavasti joidenkin mallien mukaan.
Akryylin muovausprosessi
Akryylin muovaus on tärkeä ja tekninen prosessi, jonka avulla akryyliraaka-aineesta saadaan korkealaatuisia valmiita osia. Menettelyyn kuuluu useita prosesseja, ja jokainen prosessi edellyttää lämpötilan, paineen ja ajan tarkkaa hallintaa, jotta akryylimuovausprosessissa saavutetaan optimaalinen lopputulos.

Materiaalin valmistelu
Reaktio aloitetaan korkealaatuisilla akryylirakeilla, jotka voivat olla erikokoisia (yleensä halkaisijaltaan 2-5 mm). Pellettien kosteuspitoisuuden tulisi olla alle 0,2, ja mahdollinen lisäkosteus voi johtaa kuplien muodostumiseen muovausprosessissa. Pelletit kuivataan tavallisesti suppilokuivaimessa 80-90 °C:ssa vähintään 2-4 tunnin ajan ennen käyttöä.
Sulatus ja ruiskutus
Kuivatut pelletit syötetään ruiskuvalukoneen tynnyriin. Tynnyrin lämpötila pidetään 230-280 °C:ssa, akryyliasteesta riippuen. Pelletit sulatetaan ruuvimekanismilla, jolloin muodostuu homogeeninen sulassa muodossa oleva akryylimassa.
Tämän jälkeen akryyli ruiskutetaan korkealla paineella - yleensä 70-120 MPa - sulana akryylimuottiin. Ruiskutusaika riippuu osan koosta, ja pieniin ja keskikokoisiin osiin kuluu noin 5-20 sekuntia.
Jäähdytys
Paineistettu muotti asetetaan ruiskutuksen jälkeen, kun akryyli jäähtyy ja jähmettyy. Jäähtymisaika vaihtelee osien paksuuden mukaan:
- 1-2 mm paksuus: 15-20 sekuntia
- 3-5 mm paksuus: 25-40 sekuntia
- Yli 5 mm:n paksuus: 45-60 sekuntia
Jäähdytys on tarpeen vääntymisen, kutistumisen tai pintavikojen poistamiseksi. Vakiintuneissa muoteissa voidaan käyttää myös vesiputkia tai öljyjäähdytystä lämpötilojen pitämiseksi vaadittujen vaatimusten mukaisina.
Muotin avaaminen ja ulosheitto
Muotti avataan, kun se on jäähtynyt, ja osa poistetaan mekaanisilla tai hydraulisilla poistotapeilla. On huomattava, että ulosheittovoimaa on rajoitettava, jotta se ei vahingoita pintaa tai muodosta sitä.
Jälkikäsittely
Kappale voi myös käydä läpi viimeistelytoimenpiteitä, kuten kappaleen irrottamisen jälkeen tapahtuvaa leikkaamista tai kiillottamista tai hehkutusta. Vanhentaminen 80-100 °C:n lämpötilassa 1-2 tunnin vanhentaminen auttaa poistamaan sisäisiä jännityksiä ja parantamaan selkeyttä ja lujuutta.
Laadun tarkastus
Yksittäiset osat tarkastetaan ilmakuplien, vääntymien ja mittojen vikojen varalta. Käytetään kalibrointimittareita tai tehdään laserkeilaus, ja toleranssi saa olla +0,1 mm, kun kyseessä ovat erittäin tarkat komponentit. Laadukkaan akryylimuovivalun käyttö on varmistanut, että kaikki sen tuotteet ovat alan standardeja.
Prosessiparametrien yhteenveto:
| Vaihe | Parametri | Arvo |
| Kuivaus | Lämpötila | 80-90°C |
| Kuivaus | Kesto | 2-4 tuntia |
| Piipun lämpötila | Sulata akryyli | 230-280°C |
| Ruiskutuspaine | 70-120 MPa | |
| Jäähdytysaika | 1-2 mm paksu | 15-20 sekuntia |
| Jäähdytysaika | 3-5 mm paksu | 25-40 sekuntia |
| Jäähdytysaika | >5 mm paksu | 45-60 sekuntia |
| Hehkutus | Lämpötila | 80-100°C |
| Hehkutus | Kesto | 1-2 tuntia |
| Mittatoleranssi | ±0,1 mm |
Akryylivalu, jolla on seuraavat tekniset ominaisuudet, takaa jokaisen tuotteen laadun, tarkkuuden ja tehokkuuden. Akryyliruiskuvaluprosessilla voidaan valmistaa selkeitä, kestäviä ja mittatarkkoja komponentteja käyttämällä optimoituja olosuhteita, jotka takaavat komponenttien tasaisen tuotannon.
Akryylin ruiskuvalun käyttötavat
Akryyliruiskuvalua käytetään voimakkaasti aloilla, joilla vaaditaan tarkkuutta, selkeyttä ja pitkäikäisyyttä.

Autoteollisuus
Takavalot, kojelaudat ja verhoilut valmistetaan akryylimuottien avulla. Osat ovat tyypillisesti 1,5-5 mm paksuisia, ja niiden lämpötila-alue on -40 °C:sta 80 °C:een. Muottiakryyli takaa kirkkauden ja pitkäikäisyyden.
Terveydenhuolto ja lääkinnälliset laitteet.
Laboratoriolaitteet, instrumenttien suojukset ja suojakilvet valmistetaan akryylimuovin valuprosessilla. Osilta vaaditaan +-0,1 mm:n toleransseja ja steriloitavuutta. Akryylin ruiskuvalulla varmistetaan sileät ja oikeat pinnat.
Viihde-elektroniikka
Älypuhelinten kannet, LED-kotelot ja suojanäytöt valetaan akryylistä. Osan pinnan kiillon on oltava yli 90% ja mittojen on oltava tarkat.
Amfetamiini, metamfetamiini ja amfetamiinit kotitalous- ja sisustustuotteissa.
Tällaisia tuotteita, kuten kosmetiikkasäiliöitä, vitriinejä ja paneeleita, valmistetaan niin sanotun akryylimuovivalun avulla. Keskimääräinen paksuus vaihtelee 2-8 mm:n välillä, mikä mahdollistaa tasaiset, sileät, kirkkaat ja värikkäät viimeistelyt.
Sähkökomponentit, valaistus ja optiikka.
Akryyliruiskuvalua käytetään LED-linssien, valohajottajien ja opasteiden selkeydessä. Osat läpäisevät valoa yli 90%:n verran tietyissä kulmissa ja paksuudessa.
Teollisuuslaitteet
Käytössä on konesuojia, kojetauluja ja läpinäkyviä säiliöitä, jotka perustuvat akryylivaluun. Komponenttien iskunkestävyyden on oltava 15-20 kJ/m2 ja niiden on oltava kirkkaita.
Tyypilliset sovellukset
Tätä viitekehystä sovelletaan tilanteissa, joissa hallitus valvoo kaikkia terveydenhuoltopalvelujen pääpiirteitä, kuten laatua, kustannuksia ja saatavuutta sekä tarjottavien palvelujen määrää.
Teollisuus
- Tuote-esimerkkejä
- Tärkeimmät tekniset tiedot
- Autoteollisuus
- Takavalot, kojelaudat
- paksuus 1,5-5 mm, lämpötila 40 °C - 80 °C.
Terveydenhuolto
- Koeputkitelineet, kilvet
- Toleranssi -0,1 mm, sterilointia kestävä.
Elektroniikka
- Kannet, kotelot
- Pinnan kiilto 90, mittapysyvyys.
Kulutustavarat
- Kosmetiikkasäiliöt, näyttelylaatikot.
- Paksuus 2-8 mm, sileä pinta
- Valaistus
- LED-linssit, diffuusorit
- Valonläpäisy yli 90, tarkka geometria.
- Teollinen
- Suojat, säiliöt
- Iskulujuus 15-20 kJ/m 2, kirkas.
Akryylimuovauksen laadunvalvonta
Akryylimuovauksessa laatu on olennaisen tärkeää, jotta osat ovat standardin mukaisia. Pienet virheet voivat vaikuttaa suorituskykyyn ja ulkonäköön.
Osien tarkastus
Kaikki osat tarkastetaan ilmakuplien, taipumisen ja pinnassa olevien naarmujen varalta. Mittauksessa käytetään kaliperia tai laserskanneria, jotta toleranssi ei ylity +-0,1 mm:llä. Akryyliruiskuvaluprosessi on riippuvainen säännöllisistä tarkastuksista, jotta voidaan varmistaa tuotoksen korkea laatu.
Homeen huolto
Virheitä ehkäistään ja muotin käyttöikää pidennetään varmistamalla, että se puhdistetaan ja tarkastetaan säännöllisesti. Vanhat muotit voivat johtaa mittojen epätarkkuuteen tai epätasaisiin pintoihin.
Prosessin seuranta
Lämpötilaa, painetta ja jäähdytysaikoja tarkistetaan jatkuvasti akryylin muovausprosessin aikana. Tynnyrin lämpötila on keskimäärin 230-280 °C ja ruiskutuspaine 70-120 Mpa, jotta virheiltä vältyttäisiin.
Lopullinen testaus
Täydelliset komponentit testataan toiminnallisilla ja visuaalisilla testeillä. Esimerkiksi optiset komponentit on tarkastettava valon läpäisyn osalta (yli 90 prosenttia) ja rakenneosat iskunkestävyyden osalta (15-20 kJ/m2).
Tämä voidaan saavuttaa pitämällä lopputuotteen laatu tiukasti kurissa, jotta voidaan tuottaa luotettavia, tarkkoja ja esteettisesti virheettömiä yksittäisiä akryylimuovin muotinosia.
Sopivan akryylien ruiskuvaluallianssin valitseminen
Kun on kyse korkealaatuisesta tuotannosta, akryyliruiskuvalun valmistajan oikea valinta on ratkaisevan tärkeää.

Kokemus ja asiantuntemus
Etsi yhteistyökumppaneita, joilla on kokemusta akryylimuovauksesta ja akryylien valusta. Kokeneet insinöörit pystyisivät maksimoimaan muotin suunnittelun, ruiskutuksen ja viimeistelyn eritelmien mukaisesti.
Laitteet ja teknologia
Innovatiiviset koneet, jotka säätelevät lämpötilaa (230-280 °C) ja ruiskutuspainetta (70-120 Mpa), ovat hyvin erityisiä tuotteen tasalaatuisuuden parantamiseksi. Virheet ja jätteet minimoidaan korkealaatuisten akryylimuottien ja automatisoitujen järjestelmien avulla.
Laadunvarmistus
Kun kyseessä on luotettava toimittaja, se tekee osilleen tarkat tarkastukset, kuten mittatarkastukset (-0,1 mm:n toleranssin sisällä) ja pintatarkastukset. Oikeanlaisella laadunvarmistuksella varmistetaan, että akryylimuovin osat ovat kirkkaita, kestäviä ja virheettömiä.
Viestintä ja tuki
Hyvät valmistajat ovat vuorovaikutuksessa suunnittelu- ja valmistusprosessin aikana. Ne auttavat muottien optimoinnissa, materiaaliehdotuksissa ja materiaalien kiertoajan optimoinnissa.
Ehdotuksia onnistuneesta akryylimuovauksesta
Akryylien valussa on suositeltavaa noudattaa parhaita käytäntöjä, jotta saat laadukkaita, tarkkoja ja kestäviä osia.

Käytä korkealaatuista materiaalia
Aloita akryylipelleteillä, joiden koko on 2-5 mm ja kosteuspitoisuus alle 0,2 mm. Kuivaus 80-90 °C:ssa 2-4 tuntia auttaa poistamaan kuplat ja pintavirheet akryylia muovattaessa.
Optimoi muotin suunnittelu
Luo sopiva tuuletettu muotoilu ja suunnittele akryylimuotit, joissa on asianmukaiset jäähdytyskanavat ja ruiskutuskohdat. Se minimoi vääntymisen, supistumisen ja syklien keston akryylin ruiskuvaluprosessissa.
Prosessin valvontaparametrit
Pidä tynnyrin lämpötila 230-280 °C:ssa ja ruiskutuspaine 70-120 Mpa:ssa. Jäähdytysajan on vastattava kappaleen paksuutta:
- 1-2 mm - 15-20 sekuntia
- 3-5 mm - 25-40 sekuntia
- 5 mm - 45-60 sekuntia
Tarkasta säännöllisesti
Tarkista osien mitat (suurin virhe mitoissa 0,1 mm), valopisteet ja optinen kirkkaus (läpäisykyky suurempi kuin 90%). Akryylimuovivalun etuna on mahdollisuus suorittaa johdonmukainen tarkastus.
Ylläpitää muotit
Pese ja puhdista muotit kulumisen välttämiseksi ja sujuvan ja tasaisen tuotannon varmistamiseksi. Valettu akryyli löytää lisää tehokkuutta ja osien laatua.
Kaikki nämä vinkit antavat akryylin ruiskuvaluprosessille varman, yhtä houkuttelevan ja täysin oikean komponentin joka kerta.
Laajalle levinneet viat ja ennaltaehkäisy
Virheitä voi esiintyä jopa tarkassa akryyliruiskuvalussa. Syiden ja ratkaisujen tuntemus takaa akryylien ruiskuvalun laadun.

Ilmakuplat
Akryylimuotissa mahdollisesti oleva ilma voi aiheuttaa kuplia pintaan.
Suositus: Akryyli NP:n kuivaus alle 0,2 prosentin kosteudella, muottien oikea tuuletus ja injektiopaine 70-120 Mackey's.
Warping
Syntyy vääntymistä, jolloin osat eivät jäähdy tasaisesti, jolloin ne vääristyvät.
Päätöslauselma: homogeeniset jäähdytyskanavat, kappaleen lämpötila ja kappaleen jäähdytysaika kappaleen paksuudesta riippuen (esim. 1-2 mm - 15-20 sekuntia, 3-5 mm - 25-40 sekuntia).
Upotusmerkit
Upotusjäljet syntyvät, kun paksut osat supistuvat jäähdytyksen aikana.
Ratkaisu: maksimoida seinämän paksuus, pakkauspaine ja riittävä jäähdytysnopeus akryylien valussa.
Lyhyet laukaukset
Lyhyitä laukauksia syntyy, kun sula akryyli ei täytä muottia.
Päätöslauselma: Lisää painetta ruiskupuristimessa, poista tukokset akryylimuoteista ja tarkista oikea piipun lämpötila (230-280 °C).
Pintaviat
Karheat tai naarmut vähentävät akryylimuovin läpinäkyvyyttä.
Korjaus: Kiillota muotit, älä käytä liikaa heittovoimaa ja pidä käsittelyalueet puhtaina.
Näkymät akryyli ruiskuvaluprosessin osalta
Teknologia, tehokkuus ja kestävyys ovat akryyliruiskuvalun tulevaisuutta.

Kehittynyt automaatio
Akryylimuovaus on yhä enemmän automatisoitua ja robotisoitua. Lämpötiloja (230-280 °C) ja ruiskutuspaineita (70-120 Mpa) voidaan ohjata tarkasti koneilla. Akryylin valmistuksen automatisointi vähentää inhimillisiä virheitä ja parantaa sykliaikoja.
3D-tulostus ja prototyyppien rakentaminen
Akryyliprototyypin muotit valmistetaan 3D-tulostamalla rajoitetussa ajassa. Tämä antaa insinööreille mahdollisuuden tehdä kokeiluja malleilla ja optimoida muotteja ennen kuin tuotanto toteutetaan kokonaisuudessaan. Akryylimuovin muovivalu on nopeampaa ja halvempaa nopean prototyyppien valmistuksen ansiosta.
Kestävät materiaalit
Akryylijätteen kierrättämisestä ja ympäristöystävällisten materiaalien kehittämisestä on tulossa normi. Akryylituotteiden valmistuksessa ruiskuvaluprosessissa kierrätetyt pelletit vähentävät ympäristövaikutuksia, vaikka se ei vaikuta tuotteen laatuun.
Parempi tuotteiden laatu
Tulevaisuudessa optinen kirkkaus (> 90 prosenttia valonläpäisevyys), pinnan viimeistely ja mittasäännöstely (+-0,1 mm) lisääntyvät niin sanotussa akryylivalussa. Tämä vahvistaa tuotteita ja tekee niistä selkeämpiä ja tarkempia.
Toimialan kasvu
Kestävien, kevyiden ja kirkkaiden tuotteiden tarpeen kasvaessa markkinat laajenevat akryylien valutoiminnan osalta autoteollisuudessa, lääketieteessä, elektroniikassa ja kulutustavaroissa.
Teknologian ja kestävän kehityksen omaksumisen ansiosta akryyliruiskuvalu on jatkossakin yksi laadukkaassa ja tehokkaassa tuotannossa käytettävistä valmistusprosesseista.
Sincere Tech: luotettava akryyliruiskuvaluprosessin toimittaja.
Sincere Tech (Plas.co) tarjoaa palveluja tarkkuus muovin muovaus ja akryyli ruiskupuristaminen, johon voi luottaa. Meillä on vahvoja, tarkkoja ja houkuttelevia osia, jotka korkean teknologian ja ammattitaitoisen työvoimamme takaavat. Käsittelemme mittatilaustyönä valmistettuja akryylimuotteja ja -ratkaisuja, jotka valmistamme suunnittelusi määritysten mukaisesti.
Terveellisiä ja luotettavia ratkaisuja.
Suoritamme yhden luukun prototyyppi- ja tuotesuunnittelua aina laajamittaiseen tuotantoon asti. Käsittelet käsissämme laadukkaita, kestäviä ja luotettavia osia, joilla on kokemusta akryylien muovailusta ja akryylien muovailusta.
Syy valita Sincere Tech (Plas.co)?
Esimerkkejä työstämme on nähtävissä osoitteessa https://plas.co. Jos etsit parasta laatua, tarkkuutta ja hyvää palvelua, Sincere Tech (Plas.co) on kumppanisi, kun etsit parhaita valuratkaisuja.
Päätelmä
Akryylien muovaus ja akryylien ruiskuvalu ovat nykyisessä tuotannossa olennaisia prosesseja. Ne tuottavat laadukkaita, pitkäikäisiä ja muodikkaita tuotteita, joita voidaan käyttää useimmilla teollisuudenaloilla. Se on tehokasta ja luotettavaa, alkaen akryylimuottien suunnittelusta aina johdonmukaisten osien luomiseen asti.
Kun valmistajat noudattavat parhaita käytäntöjä ja valitsevat sopivan yhteistyökumppanin, voidaan valmistaa korkealaatuisia tuotteita muottiakryylin avulla. Teknologian kypsymisen jatkuessa akryyliruiskuvalu on yksi tärkeimmistä tekijöistä innovatiivisten, tarkkojen ja esteettisten tuotteiden kehittämisessä.