PTFE has been recognized as one of the most critical engineering plastics of today’s industry because of its outstanding chemical resistance, low friction coefficient and its thermal stability. Precision manufacturing involves the use of machined ptfe parts in situations where a metal part would not function properly because of corrosion, wear or contamination issues. PTFE parts are highly reliable and durable, and are used in a broad variety of applications such as in the aerospace industry and medical devices.
Industries of today require materials that can resist extreme environment and still have dimensional accuracy and performance stability. This is where PTFE comes into play. It is a popular material for engineers around the world, due to its non-stick characteristic, electrical insulation properties and resistance to almost all industrial chemicals. But it’s not quite as easy as it sounds to machine PTFE. It demands expertise in CNC processes, the right tools and attention to detail to produce accurate, functional parts and assemblies.
In high tech manufacturing facilities, ptfe machined parts may be specifically engineered to conform with the operating conditions of the application. Beyond being basic plastic components, these parts are designed solutions, critical for efficiency, safety, and durability within essential systems.
Whether you are interested in the material properties, the manufacturing process, or the applications, cost considerations, quality control, or the latest industry trends, this article has you covered with a deep, practical and technical understanding of PTFE machining. This guide is designed for engineers, procurement specialists, or technical buyers seeking an understanding of the design, manufacturing and optimization of PTFE components for use in industry.
What is PTFE and Why It Matters in Engineering

The PTFE is a fluoropolymer with outstanding chemical inertness and thermal resistance. It has many applications in areas where other plastics break down rapidly. PTFE has a very low coefficient of friction which makes it suitable for use in sliding and sealing applications.
PTFE is useful in engineering systems as it will not react with acids, bases or solvents. It also has a good performance in extreme low or high temperatures. This allows it to be used in a variety of applications, including chemical processing, pharmaceuticals, automotive and aerospace.
Various industries have come to depend on machined ptfe parts to obtain precision performance from their seals, bushings and insulation parts. These parts will be used in extreme environments, where conventional materials cannot be used.
Overview of PTFE Machining Processes
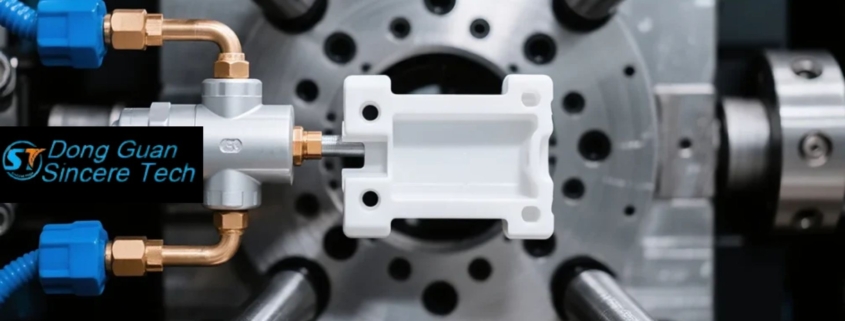
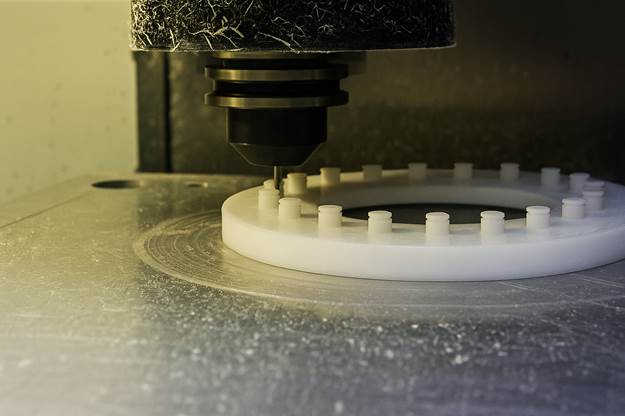
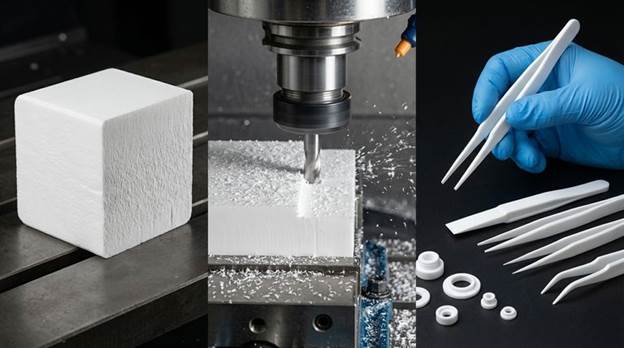
PTFE machining involves the cutting, shaping and finishing of raw PTFE stock into functional components, and is a specialized process. While PTFE is soft and flexible, unlike metals it is not easy to machine without deforming it.
The common methods used in CNC are turning, milling, drilling and precision finishing. The most important consideration is temperature control or tool sharpness and getting the correct results.
In high volume manufacturing situations, engineers would often rather have cnc machined ptfe parts because of its dimensional accuracy and repeatability.
A close look at the material properties of PTFE (Technical Table)
| プロパティ | 価値 | Engineering Significance |
| Density | 2.1–2.3 g/cm³ | Lightweight yet durable |
| 融点 | 327°C | High thermal resistance |
| 引張強度 | 20–35 MPa | Moderate mechanical strength |
| Coefficient of Friction | 0.05–0.10 | Extremely low friction |
| 絶縁耐力 | 高い | Excellent electrical insulation |
| 耐薬品性 | 素晴らしい | Resistant to nearly all chemicals |
PTFE’s unique combination of properties makes it ideal for precision engineering applications. The term ptfe machined parts is used in many industries for choosing parts because they can withstand extreme conditions.
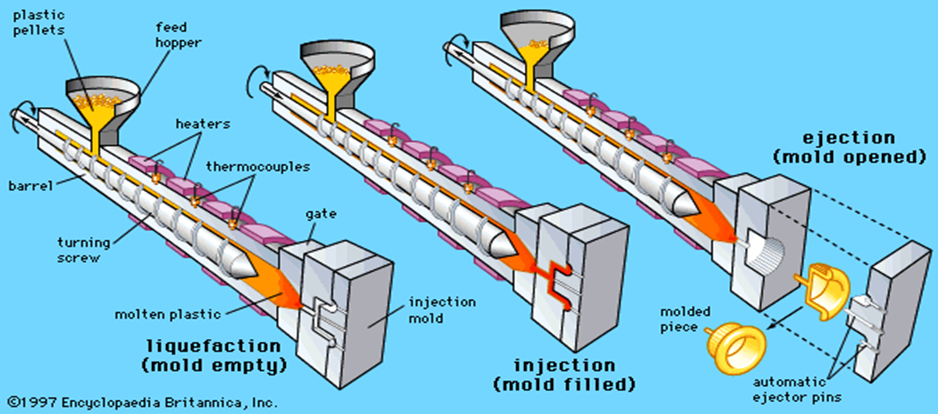
PTFE component is manufactured using the CNC manufacturing process
There are a few precautions to be taken when CNC machining PTFE. When pressure is applied to PTFE it is soft enough to cause it to deform.
Step-by-step process:
- The choice of material used (virgin or filled PTFE)
- Create and simulate 3D models in CAD. Design & simulate 3D objects in CAD.
- CNC programming
- Rough machining
- Fine finishing
- Internal control of the equipment and quality checking
For the highest quality of service, the processes are optimized every step of the way, including by using facilities like a cnc machined ptfe parts factory.
Manufacturing Parameters Table
| パラメータ | 推奨範囲 | 備考 |
| Cutting Speed | 200–500 m/min | Prevents melting |
| Feed Rate | 0.1–0.3 mm/rev | Ensures surface accuracy |
| Tool Material | Carbide | Reduces wear |
| Cooling Method | Air / Dry | Avoids contamination |
| Tolerance Level | ±0.01–0.05 mm | High precision standard |
For more sophisticated applications, cnc machined ptfe parts are manufactured in automated systems that help minimize human error and improve batch-to-batch consistency.
The use of PTFE components in industry
Overview of PTFE in Industry
PTFE has a wide range of applications in the modern industry as it can serve the purpose of many other materials in tough conditions. It has high resistance to heat, chemicals and rubbing, thus is a good material for precision elements. Thus, PTFE parts are used in various critical systems that require safety and durability.
Chemical Processing Industry
PTFE is used in the chemical industry since it does not react with most acids, alkalis or solvents. It is commonly used in the following ways:
- Pipe linings
- Seals and gaskets
- Valve seats
- Pump components
These components help to prevent corrosion and safe chemical handling.
Electrical and Electronics Industry
PTFE has excellent electrical insulating properties, making it very useful in the electronics industry. It is used in:
- The insulation of wires and cables is done.
- Connectors and sockets
- Circuit board components
- High-frequency equipment
It enhances safety and performance of electrical systems.
自動車産業
In the automotive industry, PTFE is employed in automotive components where low friction and extremely long-lasting properties are required, including:
- Bushings
- Bearings
- Seals in Engine and Transmission Parts
- 燃料系統部品
Such components decrease wear and increase the efficiency.
Aerospace Industry
The use of PTFE in aerospace applications is another area of its use, as it will resist extreme temperature and pressure conditions. It is used in:
- Hydraulic seals
- Insulation components
- Fuel system parts
- Bearing surfaces
This provides assured performance in flight critical systems.
医療業界
PTFE is applied in medical industry due to its safety, non-reactive and biocompatibility. Common applications include:
- Surgical instruments coatings
- Catheters and tubing
- Implantable devices
- Laboratory equipment
It assists to maintain hygiene and chemistry safety in medical settings.
Food Processing Industry
The non-stick and non-toxic nature of PTFE makes it suitable for a wide range of applications for food. It is used in:
- Food conveyor systems
- Mixing equipment linings
- Seals and gaskets
- Processing machinery parts
It keeps things clean and doesn’t allow for contamination.
Advantages and Limitations of PTFE

Advantages of PTFE
Due to its excellent performance in various conditions, PTFE is a very useful engineering material. It is known for its very low friction, which ensures that parts move easily and smoothly over time, and minimizes wear. It is also highly resistant to chemicals such that it does not react with most acids, bases and harsh industrial chemicals. One of its other great advantages is the remarkable thermal stability, which means that it can operate in environments with extremely hot and cold temperatures without affecting performance. PTFE also possesses very good anti-stick properties, meaning that materials will not stick on it. Further, it is a very good electrical insulator and is suitable for electrical and electronic applications.
Limitations of PTFE
Although it is beneficial, there are some drawbacks to PTFE. It is less resistant mechanically than metals, and so can’t be used for heavy load applications. It also has a high thermal expansion rate which may cause a change in critical dimensions as the temperature changes. Limited Assembly Options—PTFE is challenging to bond or to glue to other materials. Last but not least, it needs high precision machining to ensure accuracy and reliability of the components.
Even with these drawbacks, cnc machined ptfe parts are indispensable in industries where performance reliability is paramount.
Tolerances and Quality Control
One of the main parts of PTFE machining is the quality control. In a high-pressure system, even slight dimensions can cause failure of the system.
Quality inspection methods:
Coordinate Measuring Machine (CMM):
- It is a machine designed to measure the size of parts.
- Surface roughness testing
- Dimensional verification
Microscopic examination; using a magnifying glass to look closely at something.
Tolerance Standards Table
| Feature Type | Standard Tolerance | Precision Grade |
| Outer Diameter | ±0.02 mm | High precision |
| Inner Bore | ±0.01 mm | Ultra precision |
| Flatness | 0.03 mm | Engineering grade |
| 表面仕上げ | Ra 0.8–1.6 µm | Smooth finish |
The machined ptfe parts are produced with strict quality control, which can ensure that the parts have high performance and no risk of failure in the industrial production process.
Prices and costs of goods and services
The price of PTFE machining varies according to type of material, complexity of design, tolerances, and quantity of items produced. Here are some important considerations to take into account when it comes to pricing:
- The type of material used (virgin vs filled PTFE)
- CNC machining time
- The maintenance and wear of tools.
- Design complexity
- Batch size
When understanding the term best cnc machined ptfe parts price, one must take into account both efficiency in production, and quality of the materials. When considering the best cnc machined ptfe parts price, it is important to consider the overall performance of the part in the procurement process for an industrial component.
There are several suppliers that provide competitive ‘best cnc machined ptfe parts price’ options as per the customisation requirement. However, the following also needs to be taken into account when looking for the best cnc machined ptfe parts price: quality and manufacturing precision. Shipping, tooling and lead time are also factors in the global sourcing best cnc machined ptfe parts price.
Choosing the Right Manufacturing Partner
Selecting a reliable supplier is crucial for ensuring product quality and consistency.
A professional cnc machined ptfe parts factory will offer you:
- Advanced CNC machinery
- Skilled engineering teams
- Tight Quality Management procedures
- Custom design support
- Scalable production capacity
As you check out a cnc machined ptfe parts factory, check their certifications, production capabilities, and industry experience. When the parts are made in a trusted cnc machined ptfe parts factory, timely delivery and precise quality are guaranteed. Furthermore, a certified cnc machined ptfe parts factory minimizes risks when purchasing on a large scale in the industrial field. The selection of the suitable cnc machined ptfe parts factory can have significant effects on the performance and cost efficiency of the product.
The future of PTFE Machining
Automation, AI-enabled CNC programming, and cutting-edge material science are leading the way for the future of PTFE machining.
Key trends include:
- Smart CNC machining systems
- Hybrid polymer composites
- Micro-precision components
- Sustainable manufacturing practices
These innovations are enhancing the precision, durability, and applicability of modern cnc machined ptfe parts.
よくある質問 (FAQ)
PTFE machined components is used for what?
They find applications in sealing and insulating, chemical processing and high performance mechanical systems.
Why can’t PTFE be easily machine?
Due to its softness, flexibility and tendency to being compressed under pressure.
Is the price of parts with PTFE high?
The cost may vary with complexity of the design and the grade of the material.
Is it possible to use PTFE in high temperature?
Yes, it will work up to 327C.
The applications of the PTFE parts are most in what industry?
Industries such as aerospace, medical, chemical, automotive and electronics.
In conclusion, a summary of the main points
PTFE is a material with the greatest versatility among engineering materials for today’s manufacturing. Because of its exceptional chemical resistance, thermal stability and low friction properties it is essential for critical industrial uses. CNC precision machining can manufacture detailed parts with higher precision, which can meet the strict requirements of engineering.
To conclude, machined ptfe parts are an essential component in guaranteeing productivity and reliability throughout industries. They are used in sealing systems or as electrical insulation and still outperform others under extreme conditions. Likewise, ptfe machined parts are still a popular choice for engineers looking for durability and precision when operating in harsh conditions.
The demand for superior quality PTFE parts is progressively increasing as manufacturing technology progresses, with innovation, automation and advanced engineering needs driving these demands.