Sprøytestøping av tykke vegger: Ikke bare for pannekaker
INTRO
Tykkveggssprøytestøping høres kanskje ut som et kulinarisk uhell, men det representerer faktisk et betydelig fremskritt i produksjonsverdenen som er så langt unna kjøkkenet som det går an å komme. Tiden da sprøytestøping bare ble forbundet med produksjon av spinkle plastleker eller billige husholdningsartikler, er forbi. I dag har denne teknologien utviklet seg til å bli en sofistikert prosess som spiller en avgjørende rolle når det gjelder å skape robuste deler til alt fra bil- til romfartsindustrien. Med fokus på å produsere holdbare komponenter med presise spesifikasjoner, er tykkveggssprøytestøping den ukjente helten i moderne produksjon.
I denne artikkelen dykker vi dypt inn i en verden av tykkveggssprøytestøping, utforsker de intrikate prosessene og avslører hvorfor den er mer relevant nå enn noen gang før. Vi går i dybden på muttere og bolter - eller skal vi si polymerer og stempler - i denne teknologien, og undersøker hva som skiller tykkveggssprøytestøping fra de tynnere variantene. Underveis vil vi avdekke historien bak dette produksjonsvidunderet, spore utviklingen og se på noen virkelige bruksområder som viser hvor allsidig og viktig den er.
I tillegg går vi gjennom materialene som inngår, prosessens muligheter og teknikkene som brukes for å sikre optimale resultater. Når du har lest denne omfattende guiden, vil du forstå hvordan tykkveggssprøytestøping er i ferd med å forandre industrien, og hvorfor du aldri bør undervurdere kraften i et godt støpt stykke plast. Enten du er en erfaren ingeniør, en insider i bransjen eller bare nysgjerrig på produksjonens underverk, lover denne artikkelen en fascinerende reise gjennom sprøytestøpingens tykke og tynne lag.
Byggesteiner av plast, én bit av gangen!
Forståelse av tykkveggssprøytestøping
Tykkveggssprøytestøping er en spesialisert produksjonsprosess som er utviklet for å lage deler med betydelig veggtykkelse, vanligvis større enn 4 mm. I motsetning til tradisjonell sprøytestøping, som ofte er innrettet mot å produsere lette og tynnveggede komponenter, handler tykkveggssprøytestøping om styrke og holdbarhet. Dette gjør den ideell for bransjer der komponentene utsettes for store påkjenninger, støt eller temperaturvariasjoner, for eksempel bilindustrien, romfart og tungt maskineri.
Et avgjørende aspekt ved sprøytestøping av tykke vegger er det nøye materialvalget. På grunn av sine overlegne mekaniske egenskaper brukes ofte høytytende termoplaster som polykarbonat, akrylnitrilbutadienstyren (ABS) og glassfylt nylon. Disse materialene tåler påkjenningene i støpeprosessen og gir den nødvendige styrken og seigheten i sluttproduktet. Valgprosessen handler ikke bare om å velge det sterkeste materialet, men også om å finne den rette balansen mellom egenskaper som oppfyller de spesifikke kravene til bruksområdet.
Selve prosessen består av flere trinn, og starter med utformingen av formen. I motsetning til pannekakeoppskrifter som kan innebære litt prøving og feiling, er formdesign i tykkveggssprøytestøping en presis vitenskap. Ingeniørene bruker avansert programvare for datastøttet design (CAD) til å lage former som sikrer jevn fordeling av materialet, minimerer krymping og unngår defekter. Når formen er klar, er neste trinn injeksjonsprosessen, der plasten varmes opp til smeltet tilstand og sprøytes inn i formen under høyt trykk. Utfordringen her er å opprettholde en jevn tykkelse og sørge for at materialet fyller alle kriker og kroker i formen uten å etterlate seg luftbobler.
Kunsten og vitenskapen om støping
Selv om sprøytestøping av tykkveggede deler kan høres enkelt ut, krever det en dyp forståelse av både vitenskap og teknikk for å mestre denne kunsten. En av de største utfordringene produsentene står overfor, er å styre avkjølingshastigheten til de tykkveggede delene. På grunn av den store tykkelsen kjøles disse delene ofte ujevnt ned, noe som fører til skjevheter og indre spenninger som kan gå ut over komponentens integritet. For å løse dette bruker ingeniørene innovative kjøleteknikker og kontrollerer kjøletiden nøyaktig for å sikre at delen stivner jevnt.
Et annet viktig aspekt ved tykkveggssprøytestøping er bruken av simuleringer for å forutse og redusere potensielle feil. Med avansert simuleringsprogramvare kan ingeniørene modellere hele sprøytestøpeprosessen, fra materialflyt til kjølemønstre, slik at de kan identifisere problemer før de oppstår i den virkelige produksjonen. Denne prediktive evnen sparer tid og ressurser, slik at produsentene kan optimalisere prosessen og oppnå høyere utbytte uten kostbare prøving og feiling.
Kvalitetskontroll er også en viktig komponent i tykkveggssprøytestøping. Hver eneste plastbit som kommer ut av støpeformen, gjennomgår en grundig inspeksjon for å sikre at den oppfyller de nøyaktige spesifikasjonene og kvalitetsstandardene som kreves for den tiltenkte bruken. Dette innebærer både manuelle inspeksjoner og automatiserte teknikker som computertomografi (CT), som kan oppdage indre defekter som er usynlige for det blotte øye. Ved å opprettholde strenge kvalitetskontrolltiltak kan produsentene sikre påliteligheten og ytelsen til de produserte delene, noe som gjør tykkveggssprøytestøping til et pålitelig valg for kritiske bruksområder.
Virkelige bruksområder og innvirkning
Allsidigheten til tykkveggssprøytestøping er tydelig i det brede spekteret av bruksområder i ulike bransjer. I bilindustrien brukes det for eksempel til å produsere kraftige komponenter som motordeksler, girkasser og konstruksjonsdeler som krever høy slagfasthet og termisk stabilitet. Disse komponentene må tåle ekstreme forhold, og tykkveggssprøytestøping gir den nødvendige holdbarheten og presisjonen.
I luftfartsindustrien brukes tykkveggssprøytestøping til å produsere robuste deler som bidrar til flyenes generelle sikkerhet og effektivitet. Disse komponentene, som omfatter alt fra innvendige paneler til strukturelle støtter, er utformet for å oppfylle strenge forskrifter og fungere pålitelig i utfordrende miljøer. Evnen til å produsere lette, men likevel sterke deler er en viktig fordel som bidrar til å redusere flyets totalvekt og forbedre drivstoffeffektiviteten.
I bygg- og anleggsbransjen og innen tunge maskiner brukes tykkveggssprøytestøping til å lage komponenter som tåler de tøffeste forhold. Enten det dreier seg om et slitesterkt hus til elektrisk utstyr eller en høyfast pakning til hydrauliske systemer, sørger prosessen for at hver enkelt del tåler påkjenningene i den daglige driften uten å svikte. Effekten av tykkveggssprøytestøping er betydelig, og gir industrien de pålitelige komponentene som trengs for å bygge alt fra skyskrapere til industrimaskiner.
Konklusjon
Tykkveggssprøytestøping er et bevis på de utrolige fremskrittene innen produksjonsteknologi. Ved å muliggjøre produksjon av slitesterke komponenter med høy ytelse har den blitt et uunnværlig verktøy for bransjer som krever styrke og presisjon. Denne prosessen, med sine unike utfordringer og muligheter, er et godt eksempel på skjæringspunktet mellom ingeniørkunst, kreativitet og innovasjon.
Som vi har utforsket i denne artikkelen, strekker relevansen av tykkveggssprøytestøping seg langt utover de industrielle bruksområdene. Det representerer et skifte mot mer bærekraftige og effektive produksjonsmetoder, der materialene brukes med omtanke for å skape produkter som varer lenger og gir bedre ytelse. Etter hvert som industrien fortsetter å utvikle seg og møte nye utfordringer, vil betydningen av pålitelige produksjonsprosesser som tykkveggssprøytestøping bare øke.
Enten du er ingeniør som ønsker å optimalisere produksjonen, bransjeekspert som ønsker å forstå de nyeste trendene, eller bare er nysgjerrig på underverkene i moderne produksjon, gir tykkveggssprøytestøping et fascinerende innblikk i hva som er mulig når vitenskap og kreativitet møtes. Så neste gang du støter på en tilsynelatende vanlig plastdel, bør du ta deg tid til å sette pris på de tekniske underverkene som ligger bak. Hvem skulle trodd at noe så enkelt som en plastbit kunne spille en så viktig rolle i hverdagen vår?
I den travle verdenen av bilproduksjon, der effektivitet møter innovasjon, skiller sprøytestøping seg ut som en revolusjonert prosess som former selve essensen av vår daglige pendling. Denne sofistikerte teknikken har blitt en hjørnestein i produksjonen av bildeler, fra de ørsmå klipsene som holder dashbordet sammen, til den robuste støtfangeren som beskytter bilen din. Allsidigheten og presisjonen ved sprøytestøping har gjort det mulig å skape intrikate design og robuste strukturer som er både kostnads- og tidseffektive.
Se for deg dette: en kolossal maskin med et eneste formål - å sprøyte smeltet materiale inn i en form, og voilà, en bildel kommer ut! Denne metoden er ikke bare kostnadseffektiv, men muliggjør også masseproduksjon uten at det går på bekostning av kvaliteten. I bilindustriens kappløp mot bærekraft og teknologiske fremskritt bidrar sprøytestøping til å fremskynde disse målene ved å muliggjøre produksjon av lettvektskomponenter som forbedrer drivstoffeffektiviteten. I tillegg reduserer sprøytestøping avfallet betydelig, noe som gjør det til en favoritt i miljøforkjempernes øyne.
I denne artikkelen skal vi ta en tur gjennom det fascinerende landskapet som sprøytestøping av bildeler utgjør. Vi skal se nærmere på hvordan denne metoden har blitt "lykkens ratt" for produsentene, og vi skal fordype oss i hvordan komponenter forvandles "fra støtfanger til støtfanger". Vi ser nærmere på bransjetrender, teknologiske fremskritt og miljøkonsekvensene av å ta i bruk dette produksjonsvidunderet. Så spenn sikkerhetsbeltet, og la oss legge ut på denne reisen for å finne ut hvordan sprøytestøping former veien videre for bildeler.
Sprøytestøping av plast til biler Deler
Sprøytestøping: Styring av lykkehjulet
Sprøytestøping kan betraktes som "lykkens ratt" i bilindustrien, som styrer produsentene mot suksess og innovasjon. Denne prosessen innebærer at plast eller andre materialer smeltes og sprøytes inn i forhåndsdesignede former for å produsere ulike komponenter. Rattet, som er en grunnleggende del av ethvert kjøretøy, er et perfekt eksempel på metodens potensial. Ved hjelp av sprøytestøping kan produsentene skape ergonomiske, holdbare og estetisk tiltalende ratt. Disse egenskapene oppnås ved å inkorporere ulike materialer, som termoplast og polymerer, i støpeprosessen, noe som gir mulighet for bedre tilpasning og integrering av funksjoner som kollisjonsputer og kontrollknapper.
Suksessen til sprøytestøping i rattproduksjon kan tilskrives dens presisjon og effektivitet. Denne prosessen gjør det mulig å produsere komplekse former med små toleranser, og sikrer at hvert ratt oppfyller de høye kravene til sikkerhet og ytelse. Produsentene kan raskt justere design og materialer for å tilpasse seg biltrender og forbrukerkrav, noe som gjør rattet til et lerret for innovasjon. For eksempel gjør sprøytestøping det enklere å innlemme smart teknologi og sensorer i rattet, slik at funksjoner som adaptiv cruisekontroll og filholderassistanse kan integreres sømløst.
De økonomiske fordelene med sprøytestøping strekker seg dessuten utover selve produksjonsprosessen. Ved å redusere produksjonstiden og minimere materialavfallet kan bedriftene kutte kostnadene betydelig. I tillegg bidrar de sprøytestøpte delenes lave vekt til å redusere den totale vekten på kjøretøyene, øke drivstoffeffektiviteten og redusere utslippene. Dette er i tråd med bilindustriens dreining mot bærekraft, ettersom produsentene søker å utvikle miljøvennlige kjøretøy uten å gå på akkord med ytelse eller sikkerhet. I bunn og grunn har sprøytestøping blitt et sentralt verktøy i bilindustriens søken etter en grønnere, smartere og mer effektiv fremtid.
Fra støtfanger til støtfanger: Form kjøretøyet ditt
Fra støtfangeren foran til bakenden spiller sprøytestøping en sentral rolle i utformingen av alle deler av et kjøretøy. Støtfangere, som er avgjørende for å absorbere støt og beskytte kjøretøyets struktur, er et godt eksempel på fordelene med sprøytestøping. Denne prosessen gjør det mulig å produsere støtfangere som ikke bare er lette og fleksible, men som også tåler betydelig kraft. Ved å bruke høyfaste materialer som polypropylen og polykarbonat kan produsentene lage støtfangere som forbedrer både sikkerheten og estetikken, og som gir bilene et elegant og moderne utseende.
Allsidigheten til sprøytestøping strekker seg til en rekke andre bildeler, noe som bidrar til den omfattende støpingen av et kjøretøy. Komponenter som dashbord, dørpaneler og til og med de intrikate grillene som definerer en bils personlighet, er produkter av dette produksjonsvidunderet. Ved å muliggjøre sømløs integrering av funksjoner som luftventiler, koppholdere og elektroniske skjermer, forvandler sprøytestøping disse komponentene til multifunksjonelle elementer som forbedrer kjøreopplevelsen. Prosessens presisjon og repeterbarhet sikrer at hver enkelt del oppfyller de strenge kvalitetskravene som stilles til bilindustrien.
Teknologiske fremskritt har ytterligere styrket mulighetene for sprøytestøping i bilindustrien. Innføringen av teknikker som gassassistert sprøytestøping og sprøytestøping av flere materialer har utvidet designmulighetene for bilkomponenter. Disse nyvinningene gjør det mulig å lage deler med varierende tykkelse, tekstur og farge, noe som gir produsentene fleksibilitet til å imøtekomme ulike forbrukerpreferanser. Dermed har sprøytestøping blitt et uunnværlig verktøy for å skape kjøretøy som ikke bare er funksjonelle, men også visuelt tiltalende, og som representerer den perfekte blandingen av form og funksjon.
OUTRO
Når vi nå nærmer oss slutten av vår reise gjennom en verden av sprøytestøping av bildeler, er det tydelig at denne prosessen ikke bare er en produksjonsmetode, men en drivkraft bak innovasjon og bærekraft i bilindustrien. Med sin presisjon, effektivitet og tilpasningsdyktighet har sprøytestøping revolusjonert produksjonen av bilkomponenter, fra det kritiske rattet til den beskyttende støtfangeren. Ved å gjøre det mulig å lage lette, slitesterke og tilpasningsdyktige deler bidrar denne prosessen til utviklingen av kjøretøy som ikke bare er tryggere og mer effektive, men også mer miljøvennlige.
Fremtiden for sprøytestøping i bilindustrien ser lovende ut, med stadige fremskritt innen teknologi og materialer som baner vei for enda større muligheter. Etter hvert som produsentene streber etter å møte kravene fra et marked i rask utvikling, vil sprøytestøpingens rolle i produksjonen av innovative bildeler av høy kvalitet bare fortsette å vokse. Fra å integrere smart teknologi i bilkomponenter til å redusere miljøavtrykket fra bilproduksjonen - sprøytestøping kommer til å drive industrien mot en mer bærekraftig og teknologisk avansert fremtid.
Sprøytestøping har vist seg å være en uvurderlig ressurs i bilindustrien, og gir produsentene verktøyene de trenger for å forme sin visjon om det perfekte kjøretøyet. Når vi ser fremover, er det viktig at aktørene i bransjen omfavner denne teknologien og utforsker dens potensial for å skape et mer effektivt, bærekraftig og spennende billandskap. Så enten du er produsent, designer eller bilentusiast, byr sprøytestøpingens verden på et vell av muligheter til å utforske og innovere, og forme fremtiden for det som flytter oss fra ett sted til et annet.
https://plas.co/wp-content/uploads/2025/02/Automotive-plastic-injection-molding-Parts.png10241024administratorhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgadministrator2025-02-05 14:55:312025-02-05 14:57:09Sprøytestøping av bildeler
INTRO: En verden av sammenleggbar kjerneinjeksjonsstøping
I produksjonsverdenen finnes det et fascinerende område der kreativitet møter presisjon - sprøytestøpingens verden. Blant de mange teknikkene som har dukket opp for å møte de ulike behovene i moderne produksjon, skiller sprøytestøping med sammenleggbar kjerne seg ut som en spesielt genial metode. Forestill deg at du kan lage komplekse, hule deler med underskjæringer som ville fått selv den dyktigste tryllekunstner til å heve øyenbrynene. Det er denne typen magi som sprøytestøping med sammenleggbar kjerne kan bidra med.
Denne artikkelen dykker ned i dypet av denne bemerkelsesverdige teknologien, som spiller en avgjørende rolle i produksjonen av produkter som krever detaljer og presisjon. Bruksområdene er like varierte som de er interessante, fra bilkomponenter til husholdningsartikler. Når du har lest denne artikkelen, vil du ikke bare forstå hvordan sprøytestøping med sammenleggbar kjerne fungerer, men også sette pris på hvor smart og nyttig den er i produksjonen.
Vi utforsker mekanikken bak denne teknikken, de betydelige fordelene den gir, og vi tar også med litt historisk kontekst for å vise hvordan denne metoden har utviklet seg over tid. Gjennom eksempler og ekspertinnsikt vil vi belyse hvorfor sprøytestøping med sammenleggbar kjerne er et godt valg for komplekse formkonstruksjoner. Så enten du er en erfaren fagperson på området, en ingeniør i etableringsfasen eller bare en nysgjerrig person, kan du forberede deg på å bli underholdt og informert når vi avdekker magien bak den sammenleggbare kjernens magi.
Sammenleggbar kjerne for sprøytestøping
Når muggsoppene bukker: Kunsten å kollapse
Forstå det grunnleggende
Sprøytestøping med sammenleggbar kjerne er en teknikk som løser problemet med å lage deler med intrikate innvendige geometrier. Metoden går ut på å bruke en kjerne som kan "kollapse" eller trekkes tilbake, slik at den ferdige delen enkelt kan tas ut av formen. Forestill deg at du må fjerne et skip fra en flaske - du kan ikke bare ta det ut slik det kom inn uten å knuse flasken. På samme måte er det nesten umulig å fjerne deler med underskjæringer uten å skade dem med tradisjonell sprøytestøping. Her kommer den sammenleggbare kjernen inn, med sin evne til å brette seg inn i seg selv, noe som gjør det umulige fullt mulig.
Denne metoden er spesielt nyttig i bransjer der presisjon og kompleksitet ikke er til forhandling. Bilindustrien har for eksempel ofte behov for deler med gjenger, sideåpninger eller andre komplekse funksjoner som best oppnås med sammenleggbare kjerner. Ved å bruke sammenleggbare kjerner kan produsentene oppnå komplekse konstruksjoner uten å måtte ty til flere deler eller ekstra monteringsprosesser, noe som sparer både tid og penger.
I årenes løp har det skjedd betydelige fremskritt i utviklingen av teknologien for sammenleggbare kjerner. Til å begynne med var fokuset på enkle, enkeltvirkende sammenleggbare kjerner, som hadde begrensede muligheter. Men i takt med den teknologiske utviklingen har vi nå fått flerstegs sammenleggbare kjerner som kan håndtere enda mer komplekse geometrier. Denne utviklingen har vært drevet av behovet for mer sofistikerte produkter på markedet, noe som har presset ingeniørene til å innovere og forbedre den sammenleggbare kjernedesignen kontinuerlig.
Mekanikken i sammenleggbar kjernestøping
For å virkelig sette pris på magien ved sprøytestøping av sammenleggbare kjerner, må man fordype seg i mekanikken. Prosessen begynner med utformingen av selve kjernen, som vanligvis består av segmenter eller kronblader som kan trekke seg sammen. I sprøytestøpefasen er kjernen helt utstrakt, og smeltet plast sprøytes inn i formhulen som omgir den. Når plasten er avkjølt og størknet, skjer det magiske - kjernen kollapser og frigjør de indre funksjonene i den støpte delen uten å forårsake noen skade.
Denne kollapsingen oppnås ved hjelp av en rekke mekaniske koblinger, fjærer eller hydrauliske systemer, avhengig av detaljens kompleksitet og størrelse. Utformingen av disse systemene krever god forståelse av maskintekniske prinsipper og involverer ofte kompliserte beregninger og simuleringer. Ingeniørene må sørge for at kjernen trekkes inn jevnt og at den støpte delen beholder ønsket form og egenskaper.
Kompleksiteten ved støping av sammenleggbare kjerner slutter ikke med kjernens design. Det er også avgjørende å velge de riktige materialene. Kjernen må tåle høye temperaturer og trykk under støpeprosessen, noe som ofte gjør det nødvendig å bruke spesiallegeringer eller belegg. Kunsten ved støping av sammenleggbare kjerner ligger i å balansere disse faktorene for å oppnå det ønskede resultatet - en vakkert utformet del med intrikate innvendige detaljer.
Fra konsept til kreasjon: Håndverk med sammenleggbare kjerner
Å gi liv til en design med sprøytestøping av sammenleggbare kjerner handler ikke bare om teknisk dyktighet; det er også en kunstform. Veien fra idé til ferdig produkt består av flere trinn, og hvert av dem krever nøye planlegging og utførelse. Det begynner med å forstå produktkravene, som ligger til grunn for utformingen av den sammenleggbare kjernen. Ingeniørene må ta hensyn til detaljens geometri, materiale og ønsket produksjonsvolum for å skape en effektiv og virkningsfull formdesign.
Når designet er ferdigstilt, går man over til å fokusere på verktøyet - prosessen med å lage selve støpeformen for den sammenleggbare kjernen. Dette innebærer presisjonsbearbeiding og produksjonsteknikker for å sikre at kjernen passer perfekt inn i formhulen. Eventuelle feil på dette stadiet kan føre til defekter i sluttproduktet, så det er viktig å være nøye med detaljene.
Til slutt finner selve sprøytestøpeprosessen sted. Her kommer magien med sammenleggbare kjerner virkelig til sin rett, ettersom kjernen utvider seg og kollapser for å frigjøre den støpte delen med letthet. Kvalitetskontrollen er avgjørende på dette stadiet for å sikre at hver enkelt del oppfyller de nødvendige spesifikasjonene. Når denne prosessen er over, har en en gang kompleks og tilsynelatende umulig design blitt forvandlet til et håndgripelig produkt, takket være kunsten og vitenskapen bak sprøytestøping med sammenleggbare kjerner.
Bruksområder og fordeler: Fremveksten av sammenleggbar kjernestøping
Bruksområder i industrien: Der sammenleggbare kjerner briljerer
Sprøytestøping med sammenleggbar kjerne har funnet sin nisje i flere bransjer som krever presisjon og kompleksitet. En av de viktigste brukerne av denne teknologien er bilindustrien. Her brukes sammenleggbare kjerner til å produsere komponenter som luftkanaler, kjølevæskekontakter og andre deler som har komplekse innvendige geometrier. Disse komponentene er en integrert del av moderne kjøretøy og krever presis produksjon for å sikre optimal ytelse.
Medisinsk industri bruker også sammenleggbar kjerneteknologi til å produsere deler med intrikate former og funksjoner. Artikler som sprøytehus, hus til medisinsk utstyr og annet utstyr drar nytte av presisjonen og påliteligheten som sammenleggbar kjernestøping gir. Muligheten til å lage detaljerte innvendige gjenger og underskjæringer uten at det går på bekostning av den strukturelle integriteten, er uvurderlig i medisinske applikasjoner.
Også forbrukerprodukter drar nytte av teknologien med sammenleggbare kjerner. Husholdningsartikler som flasker, korker og beholdere krever ofte komplekse former som kan produseres effektivt ved hjelp av sammenleggbare kjerner. Denne metoden gjør det mulig for designere å flytte grensene for kreativitet, noe som resulterer i produkter som både er funksjonelle og estetisk tiltalende.
Fordeler med sammenleggbar kjernestøping: En game changer
Den økende populariteten til sprøytestøping med sammenleggbar kjerne skyldes i stor grad de mange fordelene det gir. En av de viktigste fordelene er muligheten til å produsere deler med komplekse innvendige geometrier i én og samme støpeprosess. Denne muligheten eliminerer behovet for sekundær maskinering eller ekstra montering, noe som reduserer den totale produksjonstiden og -kostnadene.
En annen fordel med sammenleggbar kjernestøping er muligheten til å opprettholde høy presisjon og konsistens på tvers av produksjonsserier. Kollapsemekanismen sørger for at hver enkelt del støpes nøyaktig, med minimal risiko for feil. Denne konsistensen er avgjørende i bransjer som bilindustrien og den medisinske industrien, der selv små avvik kan få alvorlige konsekvenser.
Den sammenleggbare kjerneteknologien gir også fleksibilitet i utformingen. Ingeniørene kan skape deler med egenskaper som ville vært utfordrende eller umulige å oppnå med tradisjonelle støpemetoder. Dette åpner nye muligheter for innovasjon og gjør det mulig for produsentene å møte markedets stadig skiftende krav. Til syvende og sist er sprøytestøping med sammenleggbar kjerne en game-changer som har omdefinert hva som er mulig i produksjonsverdenen.
Kunsten å løse problemer: Å overvinne utfordringer
Selv om sprøytestøping av sammenleggbare kjerner byr på mange fordeler, er det ikke uten utfordringer. Design og produksjon av sammenleggbare kjerner krever en dyp forståelse av mekanikk og materialer, og ethvert feiltrinn kan føre til problemer som feilinnretting av kjernen eller deformering av deler. Ingeniørene må nøye vurdere faktorer som mekanismer for tilbaketrekking av kjernen, materialvalg og kjølehastigheter for å unngå potensielle fallgruver.
En vanlig utfordring ved støping av sammenleggbare kjerner er å sikre en jevn og pålitelig kjernekollaps. Kjernen må trekke seg sømløst tilbake for å unngå å skade den støpte delen, og for å oppnå dette kreves det presisjonsteknikk og materialer av høy kvalitet. Regelmessig vedlikehold og inspeksjon av støpeformene er avgjørende for å oppdage slitasje som kan svekke kjernens ytelse.
Til tross for disse utfordringene er det verdt å satse på sprøytestøping med sammenleggbar kjerne. Ved å ta tak i disse problemene gjennom nøye planlegging og utførelse kan produsentene utnytte det fulle potensialet i denne teknologien. Resultatet er en produksjonsprosess som kombinerer kreativitet, presisjon og effektivitet for å produsere komplekse og innovative produkter.
Fremtiden for sprøytestøping med sammenleggbar kjerne
Trender og innovasjoner: Hva blir det neste?
Teknologien fortsetter å utvikle seg, og det gjør også sprøytestøping av sammenleggbare kjerner. En av de mest spennende trendene er integreringen av automatisering og digitalisering i støpeprosessen. Automatiserte systemer kan øke presisjonen og effektiviteten, redusere risikoen for menneskelige feil og gi en mer ensartet produksjon. Digitale verktøy gjør det også mulig for ingeniører å simulere og optimalisere kjernedesign, noe som fremskynder utviklingsprosessen og reduserer kostnadene.
Et annet innovasjonsområde er utviklingen av nye materialer og belegg for sammenleggbare kjerner. Fremskritt innen materialvitenskapen har ført til utviklingen av mer holdbare og varmebestandige materialer som tåler de tøffe forholdene i støpeprosessen. Disse materialene forbedrer ikke bare levetiden til sammenleggbare kjerner, men gjør det også mulig å produsere deler med enda mer intrikate funksjoner.
Bærekraft er også et økende fokus i bransjen. Produsentene utforsker hvordan de kan redusere avfall og energiforbruk i støpeprosessen, blant annet ved å bruke resirkulerbare og biologisk nedbrytbare materialer. Etter hvert som miljøhensynene fortsetter å øke, har sprøytestøping med sammenleggbar kjerne potensial til å bli en viktig aktør når det gjelder å skape miljøvennlige produkter.
Veien videre: Muligheter og utfordringer
Når vi ser inn i fremtiden, er potensialet for sprøytestøping med sammenleggbar kjerne enormt. Den økende etterspørselen etter kundetilpassede og komplekse produkter gir produsentene muligheter til å utnytte denne teknologien for å møte markedets behov. Ved å ta i bruk teknikker for sammenleggbare kjerner kan bedrifter differensiere seg i et konkurransepreget landskap og tilby unike løsninger til kundene sine.
Men med disse mulighetene følger også utfordringer. Kompleksiteten ved støping av sammenleggbare kjerner krever dyktige ingeniører og teknikere, og det er et kontinuerlig behov for utdanning og opplæring innen dette spesialiserte feltet. Etter hvert som teknologien blir mer utbredt, må produsentene i tillegg ta hensyn til immaterielle rettigheter og sørge for at de overholder bransjestandarder og forskrifter.
Til tross for disse utfordringene ser fremtiden for sprøytestøping med sammenleggbar kjerne lys ut. Fortsatte investeringer i forskning og utvikling vil drive frem ytterligere innovasjon og åpne opp for nye muligheter for teknologien. Etter hvert som den utvikler seg, vil den sammenleggbare kjernestøpingen fortsette å være en hjørnestein i moderne produksjon, noe som gjør det mulig å skape produkter som flytter grensene for design og funksjonalitet.
Omfavn magien: En oppfordring til handling
Det magiske med sprøytestøping med sammenleggbar kjerne ligger i evnen til å gjøre komplekse ideer til virkelighet. Når vi går fremtiden i møte, er det avgjørende at produsenter, ingeniører og innovatører erkjenner potensialet i denne teknologien og utnytter dens kraft til å drive utviklingen fremover. Ved å investere i utdanning, forskning og samarbeid kan vi åpne opp for nye muligheter og overvinne de utfordringene som ligger foran oss.
For produksjonsindustrien er det nå på tide å utforske mulighetene som ligger i sprøytestøping med sammenleggbar kjerne. Enten du ønsker å optimalisere eksisterende prosesser, utvikle nye produkter eller redusere miljøpåvirkningen, tilbyr teknologien med sammenleggbar kjerne en vei fremover. Ved å omfavne denne magien kan vi skape en mer effektiv, bærekraftig og innovativ fremtid for produksjonsverdenen.
OUTRO: Magien fortsetter
I produksjonsverdenen står sprøytestøping med sammenleggbar kjerne som et bevis på menneskelig oppfinnsomhet og kreativitet. Denne bemerkelsesverdige teknologien har forandret måten vi tilnærmer oss komplekse design på, og tilbyr en løsning som kombinerer presisjon, effektivitet og kunstnerskap. Ved hjelp av magien i sammenleggbare kjerner kan produsentene gi liv til selv de mest intrikate ideer, noe som baner vei for innovasjon og fremgang.
Som vi har utforsket i denne artikkelen, har sprøytestøping med sammenleggbar kjerne vært i kontinuerlig utvikling. Fra den spede begynnelsen til i dag har denne teknologien tilpasset seg og vokst, drevet frem av kravene fra et marked i stadig endring. Mulighetene er enorme, og bruksområdene er like mangfoldige som bransjene den brukes i. Enten det dreier seg om bilindustrien, medisinske produkter, forbrukerprodukter eller andre bransjer, har sammenleggbar kjernestøping vist seg å være et uvurderlig verktøy i moderne produksjon.
Fremtiden er enda mer lovende for sprøytestøping med sammenleggbar kjerne. Etter hvert som nye materialer, teknologier og metoder dukker opp, er potensialet for at denne teknologien kan revolusjonere industrien enormt. Ved å ta fatt på utfordringene og mulighetene som ligger foran oss, kan vi frigjøre nye nivåer av kreativitet og innovasjon og skape en fremtid der magien ved sammenleggbare kjerner fortsetter å inspirere og forbløffe.
For å oppsummere er sprøytestøping av sammenleggbare kjerner mer enn bare en produksjonsteknikk; det er en reise i utforskning og oppdagelse. La oss fortsette å utfolde magien med sammenleggbare kjerner, og la oss feire kunstferdigheten, presisjonen og oppfinnsomheten som definerer denne bemerkelsesverdige prosessen. Enten du er en erfaren fagperson eller en nysgjerrig entusiast, inviterer verdenen av sammenleggbar kjerneinjeksjonsstøping deg til å bli med på eventyret og bidra til magien som former vår verden.
Sprøytestøping med nylonforsterket plast: Fordeler, utfordringer og beste praksis
1. Innledning
Sprøytestøping er en hjørnestein i moderne produksjon, særlig når det gjelder å skape komplekse former og komponenter i store volumer. Blant de utallige materialene som er tilgjengelige for denne prosessen, skiller nylonforsterket plast seg ut på grunn av sin unike kombinasjon av ytelsesegenskaper, allsidighet og kostnadseffektivitet. Etter hvert som produsentene streber etter lette, slitesterke og høytytende materialer, har forsterket nylon fått stadig større betydning i ulike bransjer, fra bilindustrien til romfart og elektronikk.
Nylon, spesielt i forsterkede former, har fordeler i forhold til standardplast som gjør det spesielt attraktivt for krevende bruksområder. Forsterket nylon kombinerer nylonets iboende fordeler - som seighet, elastisitet og motstandskraft mot ulike kjemikalier - med forbedrede mekaniske egenskaper som følge av at det er tilsatt forsterkningsmaterialer som glass- eller karbonfibre. Denne synergien resulterer i et materiale som tåler større påkjenninger, slitasje og termiske forhold uten at det går på bekostning av den strukturelle integriteten.
Det økende behovet for komponenter med høy ytelse i bransjer som bilindustrien, der vektreduksjon kan føre til bedre drivstoffeffektivitet, har gjort nylonforsterket plast til et populært materiale. I tillegg drar luftfartsindustrien nytte av materialets utmerkede styrke/vekt-forhold, noe som er avgjørende i bruksområder der hvert gram teller. I elektronikkindustrien er forsterket nylon et foretrukket valg til hus og konstruksjonsdeler på grunn av dets isolerende egenskaper og termiske stabilitet.
I denne artikkelen går vi i dybden på nylonforsterket plast og utforsker materialets egenskaper, fordeler, utfordringer og beste praksis for sprøytestøping. Fra å forstå de ulike nylontypene og forsterkningene deres til å diskutere bruksområder i den virkelige verden, vil vi tegne et omfattende bilde av hvorfor dette materialet er et ledende valg for moderne produksjonsløsninger.
2. Hva er nylonforsterket plast?
Nylon, en syntetisk polymer, er kjent for sine allsidige egenskaper, noe som gjør den til en viktig del av en rekke bruksområder. Det er hovedsakelig to typer nylon som brukes i produksjonen: Nylon 6 og Nylon 66. Nylon 6, som er avledet fra kaprolaktam, er kjent for sin fleksibilitet og bearbeidbarhet, mens Nylon 66, som er produsert av heksametylendiamin og adipinsyre, har høyere styrke og varmebestandighet. Valget mellom disse to avhenger ofte av de spesifikke kravene til bruksområdet, for eksempel temperaturtoleranse eller mekanisk belastning.
Forsterket nylon kommer inn i bildet for å styrke disse basispolymerene. De primære typene forsterkninger inkluderer:
Glassfiberarmert nylon: Denne varianten inneholder glassfibre, noe som øker strekkfastheten og motstanden mot deformasjon. Den er spesielt nyttig i applikasjoner som krever overlegen stivhet.
Karbonfiberforsterket nylon: Karbonfibrene har et eksepsjonelt forhold mellom styrke og vekt, noe som gjør dem ideelle for bruksområder der både lav vekt og styrke er avgjørende.
Mineralfylt nylon: Ved å tilsette mineraler som talkum forbedres dimensjonsstabiliteten og de termiske egenskapene, samtidig som kostnadene reduseres.
De viktigste egenskapene til nylonforsterket plast er det som virkelig får dem til å skinne. De har høy mekanisk styrke og stivhet, noe som gjør dem egnet for krevende bruksområder. Materialene er dessuten motstandsdyktige mot slitasje og slitasje, noe som gjør dem ideelle for komponenter som utsettes for friksjon, som tannhjul og lagre. Kjemikalieresistens er en annen fremtredende egenskap, noe som gjør at forsterket nylon kan brukes i miljøer der eksponering for sterke stoffer er uunngåelig.
Hver type forsterkning vil påvirke nylonets egenskaper forskjellig, slik at produsentene kan skreddersy materialer som passer til spesifikke behov. Mens glassfiberarmert nylon for eksempel egner seg utmerket til strukturelle bruksområder, kan karbonfiberarmert nylon være mer egnet til romfartskomponenter på grunn av sin lave vekt og høye strekkfasthet.
3. Fordeler med sprøytestøping med nylonforsterket plast
Fordelene med å bruke nylonforsterket plast i sprøytestøping er mange og bemerkelsesverdige. En av de viktigste fordelene er den høye mekaniske styrken og holdbarheten. Komponenter laget av forsterket nylon tåler store belastninger og mekanisk stress, noe som gjør dem ideelle for kritiske bruksområder i ulike bransjer. Studier har vist at nylonforsterket plast kan ha en strekkfasthet som overgår enkelte metaller, noe som gir ingeniører et robust alternativ for strukturelle komponenter.
En annen viktig fordel er den utmerkede varme- og kjemikaliebestandigheten. Forsterkede nylonmaterialer kan fungere effektivt i miljøer med varierende temperaturer og eksponering for aggressive kjemikalier uten at de brytes ned. Denne motstandsdyktigheten er spesielt verdifull i bil- og romfartsindustrien, der komponenter ofte utsettes for ekstreme forhold. Motordeksler laget av glassfiberarmert nylon tåler for eksempel høye temperaturer uten å vri seg eller miste sin strukturelle integritet.
Forbedret dimensjonsstabilitet er en annen fordel som skiller forsterket nylon fra uarmert nylon. Komponenter som er produsert av armert nylon, opprettholder form og dimensjoner mer effektivt, noe som forbedrer produktkvaliteten og reduserer sløsing i produksjonsprosessen. Denne egenskapen er spesielt viktig for presisjonskomponenter i elektronikk og medisinsk utstyr, der toleransene kan være kritiske.
Slitestyrke er en viktig egenskap ved nylonforsterket plast, noe som gjør dem perfekte for bruksområder som involverer friksjon og bevegelige deler, som tannhjul og lagre. Denne fordelen kan føre til lengre levetid for komponenter, reduserte vedlikeholdskostnader og forbedret total effektivitet i maskiner og utstyr.
I tillegg kan bruk av forsterket nylon føre til betydelig vektreduksjon sammenlignet med tradisjonelle metaller. Denne vektreduksjonen er fordelaktig i bransjer som bil- og romfartsindustrien, der lavere vekt er direkte korrelert med forbedret drivstoffeffektivitet og ytelse. Hvis man for eksempel erstatter metallkomponenter med nylonforsterket plast, kan man redusere totalvekten på et kjøretøy, noe som bidrar til lavere utslipp og bedre kjøreegenskaper.
nylonforsterkede sprøytestøpeprodukter av plast
Sammendrag av fordelene:
Høy mekanisk styrke og holdbarhet
Utmerket varme- og kjemikaliebestandighet
Forbedret dimensjonsstabilitet
Forbedrede slitasje- og friksjonsegenskaper
Vektreduksjon sammenlignet med metaller
Disse fordelene gjør nylonforsterket plast til et godt valg for en rekke bruksområder, noe som sikrer at produsentene kan produsere produkter av høy kvalitet som oppfyller kravene i sine bransjer.
4. Utfordringer og hensyn ved støping av nylonforsterket plast
Selv om fordelene med nylonforsterket plast er overbevisende, er det flere utfordringer man må ta hensyn til under sprøytestøpeprosessen. En av de største utfordringene er de høye støpetemperaturene som kreves for å bearbeide disse materialene. Temperaturkontroll er avgjørende, ettersom utilstrekkelig varme kan føre til ufullstendig smelting og utilstrekkelige flyteegenskaper, mens for høy varme kan forringe polymeren eller føre til for stor krymping og skjevhet i sluttproduktet. Derfor må produsentene kalibrere prosessene sine nøye for å oppnå den optimale balansen for hver spesifikke nylonforsterkede blanding.
Økt slitasje på formene er en annen bekymring. Inkorporering av fibre - særlig glass og karbon - kan føre til slitasje på formene, noe som igjen fører til raskere slitasje. Slitasjen gjør det nødvendig med hyppigere vedlikehold eller utskifting, noe som kan øke produksjonskostnadene betydelig. Produsentene må velge egnede formmaterialer og -konstruksjoner, og eventuelt bruke belegg som forbedrer slitestyrken for å redusere dette problemet.
Fuktabsorpsjon er et velkjent problem med nylonmaterialer, og armert nylon er intet unntak. Nylons evne til å absorbere fuktighet kan føre til endringer i de mekaniske egenskapene, noe som påvirker styrke og dimensjonsstabilitet. Fukt kan for eksempel føre til svelling og resultere i skjevhet under støpeprosessen. For å redusere denne utfordringen må produsentene implementere strenge tørkeprotokoller før bearbeiding for å sikre at materialets fuktighetsinnhold forblir lavt.
I tillegg kan skjevhet og krymping i støpte deler være en utfordring når det gjelder å oppnå stramme toleranser. Dette kan forverres av ujevn avkjøling av støpte deler, særlig når det gjelder tykke deler. Produsentene må optimalisere kjølekanalene i formene for å sikre jevn kjøling, noe som kan bidra til å redusere forekomsten av skjevheter og uoverensstemmelser i dimensjonene.
Det kan også oppstå problemer med prosessering, for eksempel med å opprettholde en jevn fiberfordeling. Hvis fibrene fordeles ujevnt under injeksjonsprosessen, kan det føre til variasjoner i de mekaniske egenskapene til den ferdige delen. Dette er spesielt kritisk i applikasjoner som krever høy styrke og pålitelighet. Produsentene må være nøye med prosessparametrene og vurdere design som gir optimal fiberorientering.
Oppsummering av utfordringer:
Høye støpetemperaturer kreves
Økt slitasje på støpeformen på grunn av fibersliping
Problemer med fuktabsorpsjon
Potensiell skjevhet og krymping i støpte deler
Prosesseringsvansker i fiberdistribusjon
Disse utfordringene krever at produsentene har en helhetlig tilnærming til støpeprosessen og integrerer beste praksis for å redusere risikoen og forbedre ytelsen til nylonforsterket plast.
5. Beste praksis for sprøytestøping av nylonforsterket plast
For å oppnå vellykkede resultater ved støping av nylonforsterket plast må produsentene følge flere beste fremgangsmåter for å løse utfordringene nevnt ovenfor. Først og fremst er det avgjørende at materialet tørker før støping. Fuktighetsinnholdet i nylon kan påvirke kvaliteten på de støpte delene betydelig, noe som kan føre til feil som bobler eller dårlig overflatefinish. Ved hjelp av en tørkemiddeltørker eller varmluftstørker kan man effektivt redusere fuktighetsnivået. En god tommelfingerregel er å tørke nylon ved temperaturer på rundt 80 °C til 90 °C i flere timer, avhengig av materialets opprinnelige fuktighetsinnhold.
Optimalisering av formutformingen er et annet viktig aspekt ved sprøytestøpeprosessen. Funksjoner som riktig utlufting og kjølekanaler kan utgjøre en betydelig forskjell i resultatet av de støpte delene. Ventilasjon er viktig for å slippe ut innestengte gasser under injeksjonsprosessen, noe som kan bidra til å forhindre defekter. Kjølekanalene bør utformes slik at de sørger for jevn kjøling over hele delen, noe som minimerer risikoen for skjevhet og krymping.
Når det gjelder parametere for sprøytestøping, er det viktig med nøye kontroll av temperatur, trykk og sprøytehastighet. Smeltetemperaturen for nylonforsterket plast ligger vanligvis mellom 230 °C og 260 °C, avhengig av den spesifikke formuleringen. Riktig kontroll av injeksjonshastigheten kan også bidra til å styre materialflyten og minimere risikoen for fiberbrudd. Høye injeksjonshastigheter kan føre til fiberskjær, noe som kan forringe de mekaniske egenskapene til sluttproduktet.
Det er også avgjørende å minimere fiberbrudd under bearbeidingen. Fiberlengde og -retning er viktige faktorer som påvirker de mekaniske egenskapene til de støpte delene. For å unngå fiberskader kan produsentene optimalisere prosessparametrene, sørge for riktig materialhåndtering og vurdere å bruke tilsetningsstoffer som er utviklet for å forbedre fiberintegriteten.
Det er også viktig å ta hensyn til etterbehandlingen. Teknikker som gløding kan forbedre dimensjonsstabiliteten til formstøpte deler og avlaste indre spenninger som kan ha oppstått under injeksjonsprosessen. Maskinering kan være nødvendig for deler som krever trange toleranser eller spesifikk overflatefinish. Produsenter bør vurdere kravene til etterbehandling i designfasen for å effektivisere driften og sikre at sluttproduktet oppfyller kvalitetsstandardene.
Oppsummering av beste praksis:
Krav til tørking av materialet før støping
Optimalisering av formdesign for armert nylon
Riktige parametere for sprøytestøping
Minimering av fiberbrudd under prosessering
Betraktninger rundt etterbehandling
Ved å ta i bruk disse beste praksisene kan man forbedre ytelsen og påliteligheten til produkter som er produsert med nylonforsterket plast.
6. Bruksområder for nylonforsterket sprøytestøping
Bruksområdene for nylonforsterket sprøytestøping er like mangfoldige som bransjene som bruker dem. I bilindustrien brukes nylonforsterket plast til å produsere komponenter som motordeksler, braketter og gir. Disse delene drar nytte av materialets styrke og lette egenskaper, noe som gir bedre drivstoffeffektivitet og ytelse. Et bemerkelsesverdig eksempel er bruken av glassfiberarmert nylon under panseret, der materialets varmebestandighet er avgjørende.
Også i forbrukerelektronikkindustrien brukes nylonforsterket plast i stor utstrekning. Kabinetter til smarttelefoner, nettbrett og andre enheter krever ofte robuste materialer som tåler hverdagens slitasje. Nylons isolerende egenskaper, kombinert med den mekaniske styrken, gjør det til et ideelt valg for konstruksjonsdeler som beskytter følsomme komponenter, samtidig som det er estetisk tiltalende.
I industrimaskineri utnytter komponenter som lagre, valser og transportbånd den slitestyrken og styrken som nylonforsterket plast har. Disse bruksområdene involverer ofte høyhastighetsoperasjoner der tradisjonelle materialer kan svikte under stress. Ved å bruke forsterket nylon kan produsentene utvikle komponenter med lengre levetid som reduserer nedetid for vedlikehold og forbedrer driftseffektiviteten.
Romfartssektoren, som er kjent for sine strenge krav, er også avhengig av nylonforsterket plast. Her er de vektbesparende fordelene ved disse materialene avgjørende, med bruksområder som spenner fra interiørkomponenter til strukturelle elementer. Bruken av karbonfiberarmert nylon i fly kan føre til betydelige vektreduksjoner, noe som gir bedre drivstoffeffektivitet og ytelse.
Medisinske bruksområder er et annet lovende område for nylonforsterket sprøytestøping. Behovet for biokompatibilitet og styrke gjør at forsterkede nylonmaterialer kan brukes i en rekke ulike typer utstyr, blant annet kirurgiske instrumenter og implantater. Evnen til å støpe komplekse geometrier med stor presisjon gjør det mulig å skape innovative design som kan oppfylle strenge myndighetskrav.
Disse bruksområdene illustrerer allsidigheten og effektiviteten til nylonforsterket plast, og understreker deres viktige rolle i å forbedre produktytelsen i en rekke bransjer.
7. Konklusjon
For å oppsummere, sprøytestøping med nylonforsterket plast gir en rekke fordeler som ikke kan overses. De unike egenskapene til forsterket nylon, blant annet høy mekanisk styrke, utmerket varme- og kjemikalieresistens og forbedret dimensjonsstabilitet, gjør det til et foretrukket materiale for en lang rekke bransjer. Til tross for utfordringene knyttet til bearbeiding av disse materialene, for eksempel høye støpetemperaturer og problemer med fuktabsorpsjon, kan implementering av beste praksis føre til vellykkede resultater.
Når vi ser inn i fremtiden, forventes det at trender som økt vektlegging av bærekraft og utvikling av biobasert nylonforsterket plast vil få økt gjennomslagskraft. Produsentene vil sannsynligvis fortsette å utforske innovative måter å optimalisere ytelsen til nylonforsterkede materialer på, for å sikre at de forblir konkurransedyktige i et stadig mer krevende marked.
Når man skal velge riktig type nylonforsterket plast til spesifikke bruksområder, er det viktig å ta hensyn til driftsmiljøet, de mekaniske egenskapene som kreves, og eventuelle lovpålagte standarder. Ved å evaluere disse faktorene nøye kan produsentene utnytte det fulle potensialet til nylonforsterket plast og bane vei for neste generasjon av lette, slitesterke komponenter med høy ytelse.
Med tanke på utviklingen innen materialvitenskap og produksjonsteknologi er det ingen tvil om at fremtiden for nylonforsterket sprøytestøping ser lys ut. Etter hvert som stadig flere bransjer får øynene opp for fordelene med dette innovative materialet, er mulighetene for nye bruksområder og forbedringer av eksisterende produkter ubegrensede. Produsenter oppfordres til å delta i diskusjoner, dele beste praksis og utforske partnerskap som kan bidra til ytterligere fremskritt på området.
https://plas.co/wp-content/uploads/2025/02/nylon-reinforced-plastic-injection-molding-1.png10241024administratorhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgadministrator2025-02-05 14:28:532025-02-05 14:29:21Sprøytestøping med nylonforsterket plast: Fordeler, utfordringer og beste praksis
I en verden der innovasjon driver utviklingen fremover, har sprøytestøping utviklet seg til å bli et kraftfullt verktøy for å forvandle ideer til virkelighet, spesielt når det gjelder nylon - et materiale som er kjent for sin allsidighet, styrke og holdbarhet. Sprøytestøping av nylon har revolusjonert en rekke bransjer, fra bilindustrien til forbruksvarer, og gjort det mulig for produsenter å produsere komponenter av høy kvalitet i stor skala. I denne artikkelen vil vi gå i dybden på sprøytestøping av nylon, og se nærmere på dens betydning, de tekniske aspektene ved prosessen og de utfordringene produsentene står overfor i sin streben etter perfeksjon.
I denne artikkelen vil vi avdekke vitenskapen og kunsten bak sprøytestøping av nylon, og undersøke hvordan varme og trykk virker sammen for å skape intrikate design fra enkle pellets. Vi gir deg innsikt i temperaturene som kreves for å støpe nylon, den trinnvise prosessen fra råmaterialer til ferdige produkter og de vanligste problemene som kan oppstå under produksjonen. I tillegg utforsker vi fremtiden for sprøytestøping av nylon, og funderer på om det er en drøm som er verdt å forfølge, eller et mareritt som produsentene må navigere i.
Når du er ferdig med denne reisen, vil du ikke bare forstå de tekniske aspektene ved sprøytestøping av nylon, men også sette pris på kreativiteten og oppfinnsomheten som ligger i hvert eneste støpte emne. Enten du er en veteran i bransjen eller en nysgjerrig nykommer, vil denne utforskningen av sprøytestøping av nylon gi deg verdifull informasjon og kanskje inspirere deg til å støpe noen av dine egne drømmer - én plastdel om gangen!
Drømmer om å støpe: Nylonrevolusjonen begynner i dag!
Fremveksten av nylon
Historien om nylon starter på slutten av 1930-tallet, da selskapet DuPont introduserte denne syntetiske polymeren som den første helsyntetiske fiberen. Nylon ble opprinnelig utviklet som en erstatning for silke i damestrømper, men fikk raskt oppmerksomhet på grunn av sin styrke, elastisitet og slitestyrke. I løpet av tiårene utviklet nylon seg til å bli mer enn bare tekstiler, og ble en viktig bestanddel i produksjonen av ulike industrikomponenter, emballasjematerialer og forbruksvarer.
I dag blomstrer markedet for sprøytestøping av nylon, med en estimert vekstrate på 5,8% fra 2021 til 2028, som rapportert av forskjellige bransjeanalytikere. Denne veksten er drevet av den økende etterspørselen etter lette og holdbare materialer på tvers av sektorer som bilindustri, romfart og elektronikk. Etter hvert som bærekraft blir stadig viktigere, har nylons resirkulerbarhet og potensial for biobasert produksjon gjort det til et attraktivt alternativ for miljøbevisste produsenter.
Hvorfor velge nylon?
Så hva er det som gjør nylon til det foretrukne materialet for sprøytestøping? Svaret ligger i dets unike egenskaper. Nylon har utmerket mekanisk styrke, noe som gjør det ideelt for komponenter som krever holdbarhet. Den lave friksjonskoeffisienten gjør at bevegelige deler fungerer jevnt, noe som er spesielt viktig i bilindustrien og industrien. I tillegg er nylon motstandsdyktig mot kjemikalier, oljer og løsemidler, noe som gjør det enda mer anvendelig.
Nylon er allsidig og finnes i ulike kvaliteter, som hver for seg egner seg til spesifikke bruksområder. Glassfylt nylon gir for eksempel forbedret strukturell integritet, noe som gjør det perfekt for tunge komponenter. I mellomtiden kan nylonblandinger, som nylon 6/66 eller nylon 12, skreddersys for spesifikke ytelsesegenskaper, fra høyere slagfasthet til forbedret fleksibilitet.
sprøytestøping med nylonforsterket plast
Et skifte i produksjonsparadigmer
Tradisjonelt sett var støpeprosessene lineære og tidkrevende, og involverte flere trinn som økte produksjonstiden og -kostnadene. Men med avanserte teknikker for sprøytestøping av nylon kan produsentene oppnå betydelige effektivitetsgevinster. Automatiserte prosesser, kombinert med sofistikert robotteknologi, muliggjør raske endringer mellom produktserier, noe som reduserer nedetid og avfall.
Integreringen av Industri 4.0-teknologier har dessuten endret produsentenes tilnærming til sprøytestøping av nylon. Smarte sensorer og IoT-enheter (Internet of Things) overvåker støpeprosessen i sanntid, noe som gir verdifulle data som kan brukes til å optimalisere produksjonsparametrene. Dette skiftet mot prediktivt vedlikehold forbedrer ikke bare produktkvaliteten, men minimerer også kostnadene forbundet med utstyrssvikt.
Anvendelser i den virkelige verden
Allsidigheten til sprøytestøping av nylon kommer tydelig frem i de mange bruksområdene. I bilindustrien brukes nylon til drivstofftanker, elektriske kontakter og ulike interiørkomponenter, som dørhåndtak og girknapper. Innenfor forbruksvarer støpes alt fra kjøkkenutstyr til sportsutstyr i nylon, noe som viser at det kan tilpasses ulike design og funksjoner.
Et kjent eksempel er bruken av nylon i produksjonen av lette bildeler, som bidrar til å forbedre drivstoffeffektiviteten. Ved å erstatte tyngre materialer med nylon kan produsentene redusere bilens vekt, noe som fører til lavere utslipp og bedre ytelse. Denne trenden er i tråd med bilindustriens satsing på bærekraft, noe som gjør nylon til en viktig aktør i fremtidens bildesign.
Utfordringer på horisonten
Selv om utsiktene for sprøytestøping av nylon er lyse, finnes det fortsatt utfordringer. Svingende priser på nylonråvarer og konkurranse fra alternative materialer, som metall og kompositter, kan påvirke markedet. I tillegg kan det være vanskelig å sikre jevn kvalitet på støpte produkter, spesielt med variasjoner i råvareegenskaper og miljøforhold. Produsentene må investere i forskning og utvikling for å holde seg i forkant av disse utfordringene og fortsette å innovere.
Kort oppsummert er nylonrevolusjonen godt i gang, og den fører med seg spennende muligheter og utfordringer. Det er avgjørende for produsenter som ønsker å holde seg konkurransedyktige i et marked i stadig utvikling, å forstå potensialet som ligger i nylon til sprøytestøping. Spørsmålet som gjenstår er hvordan vi kan utnytte nylons fulle potensial og fortsette å støpe drømmer i stedet for bare plast.
Sprøytestøping av nylon: Kunsten å trylle med plast
Forstå sprøytestøping
Sprøytestøping er en sofistikert produksjonsprosess som innebærer at smeltet materiale sprøytes inn i en form for å skape en bestemt form. Prosessen består av flere viktige trinn: materialforberedelse, injeksjon, avkjøling og utstøping. Hvert trinn krever presisjon og en dyp forståelse av materialets oppførsel, spesielt når man arbeider med nylon.
Først må nylonpellets tørkes, da fuktighet kan ha negativ innvirkning på materialets ytelse. Etter tørking mates pelletsen inn i et oppvarmet fat, hvor den smeltes og blandes. Den smeltede nylonen sprøytes deretter inn i en form under høyt trykk, der den får formen til den ønskede komponenten. Etter tilstrekkelig avkjøling åpnes formen, og den ferdige delen skytes ut.
Vitenskapen bak magien
Det som skiller sprøytestøping av nylon fra andre plastmaterialer, er de unike termiske og mekaniske egenskapene. Nylons evne til å absorbere og holde på varmen gjør at det kan støpes i komplekse konstruksjoner samtidig som den strukturelle integriteten opprettholdes. Denne egenskapen er avgjørende for bransjer som krever presisjonskomponenter, for eksempel innen romfart eller medisinsk utstyr.
Videre spiller nylons krystallinitet en viktig rolle for hvordan det støpes. Ulike nylonkvaliteter kan ha varierende grad av krystallinitet, noe som påvirker hvordan de avkjøles og stivner i formen. Produsenter må ta hensyn til disse faktorene når de velger riktig nylonkvalitet for sine sprøytestøpeprosjekter, da de kan påvirke delens ytelse betydelig.
Mestring av formdesignet
Å lage en form for sprøytestøping av nylon kan sammenlignes med å lage en fin skulptur. Designfasen er avgjørende, da den ikke bare kan avgjøre estetikken til sluttproduktet, men også funksjonaliteten. Ingeniørene må ta hensyn til faktorer som veggtykkelse, utkastvinkler for enkel utstøping og kjølekanaler for effektiv varmespredning.
I tillegg må støpematerialene velges med omhu. Verktøystål og aluminium er vanlige valg, men hver av dem har sine fordeler og ulemper. Selv om aluminiumsformer generelt er rimeligere og gir raskere gjennomløpstider, er det ikke sikkert at de tåler slitasjen ved produksjon av store volumer like godt som stålformene.
Injection Speed: Behovet for fart
Hastighet er avgjørende ved sprøytestøping, og hastigheten materialet sprøytes inn i formen med, kan ha stor innvirkning på sluttproduktet. Høye innsprøytningshastigheter kan føre til defekter som skjevhet eller ufullstendig fylling, mens lave hastigheter kan forlenge syklustiden og redusere den totale produktiviteten. For å finne den rette balansen kreves det erfaring og forståelse for hvordan nylon oppfører seg under ulike forhold.
Produsenter bruker ofte simuleringsprogramvare til å forutsi flyteegenskaper og optimalisere injeksjonshastigheten. Ved å modellere sprøyteprosessen kan ingeniørene identifisere potensielle problemer før de oppstår, noe som sparer tid og ressurser under selve produksjonen. Slik teknologi har blitt uunnværlig i jakten på perfekt støping.
Kvalitetskontroll: Den siste grensen
Kvalitetssikring er avgjørende ved sprøytestøping av nylon, ettersom feil kan føre til kostbare tilbakekallinger og skadet omdømme. Produsentene bruker ulike testmetoder, inkludert visuelle inspeksjoner, dimensjonsmålinger og evalueringer av mekaniske egenskaper, for å sikre at hver støpte del oppfyller strenge kvalitetsstandarder.
En mye brukt teknikk er statistisk prosesskontroll (SPC), som innebærer overvåking og kontroll av sprøytestøpeprosessen ved hjelp av statistiske metoder. Ved å analysere data fra produksjonskjøringer kan produsentene identifisere trender og iverksette korrigerende tiltak før det oppstår feil, noe som bidrar til å sikre påliteligheten til produktene deres.
Casestudier: Suksesshistorier
Flere selskaper har med hell utnyttet sprøytestøping av nylon for å forbedre produkttilbudet sitt. En ledende bilprodusent har for eksempel tatt i bruk sprøytestøping av nylon til produksjon av lette drivstoffledninger. Ved å erstatte tyngre stålkomponenter med nylon oppnådde selskapet betydelige vektbesparelser, noe som forbedret kjøretøyets effektivitet og reduserte utslippene.
I tillegg brukte et forbrukerelektronikkfirma nylon til sine smarttelefonetuier, som krevde en kombinasjon av holdbarhet og estetikk. Ved å bruke glassfylt nylon kunne selskapet produsere etuier som ikke bare beskyttet enhetene, men som også appellerte til forbrukerne med sin elegante design. Slike suksesshistorier illustrerer hvordan sprøytestøping av nylon kan omforme bransjer og drive frem innovasjon.
Oppvarming: Temperaturer som får deg til å svette
Viktigheten av temperaturkontroll
Temperaturen spiller en avgjørende rolle i sprøytestøpeprosessen for nylon. Både temperaturen i tønnen og i formen må kontrolleres nøye for å sikre optimal smelting, flyt og avkjøling av nylon. Hvis temperaturen er for lav, kan det hende at nylonet ikke smelter helt, noe som fører til dårlig fylling og defekter. Hvis temperaturen derimot er for høy, kan materialet brytes ned, noe som kan føre til misfarging og svekkede mekaniske egenskaper.
Fatets temperatur er vanligvis innstilt på mellom 230 °C og 280 °C (446 °F til 536 °F), avhengig av den spesifikke nylonkvaliteten som brukes. Det er viktig å overvåke denne temperaturen nøye, ettersom variasjoner kan ha betydelig innvirkning på viskositeten til det smeltede materialet. Riktig styring av temperaturen i fatet sikrer ikke bare jevn kvalitet, men forbedrer også produksjonseffektiviteten ved å minimere syklustiden.
Nedkjøling: Den ukjente helten
Nedkjøling er like viktig som oppvarming i sprøytestøpeprosessen. Når nylonet er sprøytet inn i formen, må det kjøles ned for å stivne til ønsket form. Kjølehastigheten kan påvirke dimensjonsstabiliteten, overflatefinishen og de mekaniske egenskapene til den støpte delen. Derfor må ingeniørene utforme kjølekanalene i støpeformen nøye for å sikre jevn avkjøling og unngå vridning eller deformasjon.
Avkjølingstiden kan variere avhengig av tykkelsen og kompleksiteten til delen som støpes. Tynnveggede komponenter kan kreve bare noen få sekunders avkjøling, mens tykkere deler kan trenge flere minutter. Produsenter gjennomfører ofte kjølesimuleringer for å optimalisere formdesignet og sikre at varmen ledes bort jevnt og effektivt.
Opprettholdelse av konsistens: Nøkkelen til suksess
Det krever nøye planlegging og overvåking å opprettholde en jevn temperatur gjennom hele sprøytestøpeprosessen. Produsenter bruker ofte avanserte temperaturkontrollsystemer som benytter termoelementer og varmeovner for å oppnå presis temperaturstyring. Slike systemer kan integreres med maskinstyringen, noe som muliggjør justeringer i sanntid basert på tilbakemeldinger fra støpeprosessen.
I tillegg kan dataanalyse gi verdifull innsikt i temperaturtrender og -variasjoner. Ved å analysere historiske data kan produsentene identifisere mønstre og justere prosessene sine deretter, noe som sikrer jevn kvalitet og ytelse i de støpte delene.
Temperaturrelaterte defekter: En advarende historie
Temperaturrelaterte defekter kan være produsentens verste mareritt. Utilstrekkelig smelting kan føre til korte skudd eller ufullstendige fyllinger, mens for høye temperaturer kan forårsake splay, en defekt som kjennetegnes av striper eller flekker på overflaten av den støpte delen. Produsentene må være på vakt, siden disse feilene kan gå ut over integriteten og estetikken til sluttproduktet.
Et eksempel på et temperaturrelatert problem er fenomenet kjent som "termisk nedbrytning". Hvis nylon utsettes for for høye temperaturer i lengre perioder, kan det brytes ned, noe som resulterer i tap av mekanisk styrke og klarhet. For å redusere denne risikoen må produsentene holde seg til anbefalte prosesseringstemperaturer og bruke tørketeknikker for å minimere fuktighetsinnholdet i nylonpelletsene.
Fremtiden for temperaturkontroll
Etter hvert som teknologien utvikler seg, utvikler også metodene for å styre temperaturen i sprøytestøping av nylon seg. Nye teknologier, som infrarød oppvarming og laserbasert temperaturovervåking, er lovende metoder for å forbedre temperaturkontrollen. Disse nyvinningene kan forbedre effektiviteten og redusere sløsing ved å sikre at hvert trinn i støpeprosessen utføres med presisjon.
I tillegg er integrering av kunstig intelligens (AI) i temperaturstyringssystemer på trappene. AI-algoritmer kan analysere sanntidsdata fra støpeprosessen for å forutsi optimale temperaturinnstillinger, noe som resulterer i bedre konsistens og kvalitet. Etter hvert som disse teknologiene modnes, vil produsentene bli bedre rustet til å håndtere den komplekse temperaturstyringen ved sprøytestøping av nylon.
Fra pellets til perfeksjon: Støpemagien utfolder seg
Klargjøring av pellets
Reisen fra pellets til støpte produkter begynner med materialforberedelse. Nylonpellets må tørkes forsiktig for å fjerne fuktighet, noe som kan påvirke materialets ytelse negativt under støping. Tørkingen skjer vanligvis i oppvarmede ovner eller tørketromler, der pelletsen holdes ved bestemte temperaturer i en forhåndsbestemt tidsperiode.
Tørkeprosessen er avgjørende, ettersom selv små mengder fuktighet kan føre til hydrolyse - en kjemisk reaksjon som bryter ned polymerkjedene i nylon. Denne nedbrytningen kan svekke de mekaniske egenskapene til de støpte delene, noe som resulterer i lavere styrke og holdbarhet. Produsentene må nøye overvåke fuktighetsnivåene og følge tørkeanbefalingene basert på den spesifikke nylonkvaliteten som brukes.
Injeksjonsprosessen
Når nylonpelletsene er tørket skikkelig, mates de inn i sprøytestøpemaskinen. Maskinens trommel varmer opp pelletsen til smeltepunktet, slik at det oppstår et tyktflytende materiale som er klart for injeksjon. Denne fasen kjennetegnes av høyt trykk, ettersom det smeltede nylonet sprøytes inn i formhulen med hastigheter som kan overstige 300 mm/s.
Injeksjonsprosessen krever nøyaktig kontroll for å sikre at formen fylles jevnt. Ingeniørene må ta hensyn til faktorer som injeksjonshastighet, trykk og holdetid for å optimalisere støpesyklusen. En feilaktig utført injeksjon kan føre til defekter, for eksempel luftfeller eller ufullstendige fyllinger, noe som kan gå ut over kvaliteten på det ferdige produktet.
Avkjøling og størkning
Etter at det smeltede nylonet har fylt formhulen, begynner avkjølingen. Avkjølingsprosessen er kritisk, ettersom den omdanner det tyktflytende materialet til fast form. Ingeniørene må balansere avkjølingstiden med produksjonseffektiviteten, ettersom lengre avkjølingstid kan forlenge syklustidene og redusere den totale produksjonen.
Utformingen av kjølesystemet i støpeformen er avgjørende. Kjølekanalene må plasseres strategisk for å sikre jevn varmespredning og sørge for at alle deler av formen avkjøles i samme takt. Rask avkjøling kan føre til skjevhet eller sprekker, mens langsom avkjøling kan resultere i ujevn krymping og unøyaktigheter i dimensjonene.
Utkastelse: Sannhetens øyeblikk
Når den støpte delen er tilstrekkelig avkjølt, åpnes støpeformen, og det ferdige produktet støpes ut. Denne fasen ledsages ofte av et lettelsens sukk, ettersom produsentene håper at den grundige planleggingen og utførelsen har gitt resultater. Utstøtingsmekanismen må være utformet for å minimere belastningen på delen, slik at det ikke oppstår feil i denne kritiske fasen.
Vanlige utstøtingsmetoder omfatter mekaniske utstøtere, luftutstøting og hydrauliske systemer. Hver metode har sine fordeler og ulemper, avhengig av hvor kompleks og delikat den støpte delen er. Delikate deler kan for eksempel kreve mer skånsomme utstøtingsmetoder for å unngå skader, mens større komponenter kan ha nytte av mer robuste systemer.
Kvalitetssikring: Den siste kontrollen
Etter utstøping gjennomgår de støpte delene strenge kvalitetskontroller for å sikre at de oppfyller spesifikasjonene. Denne fasen kan omfatte visuelle inspeksjoner, dimensjonsmålinger og testing av mekaniske egenskaper. Eventuelle feil som oppdages i løpet av denne prosessen, kan føre til omarbeiding eller kassering, noe som understreker viktigheten av grundig kvalitetssikring.
Produsenter implementerer ofte kvalitetskontrollprotokoller som inkluderer statistiske prøvetakingsteknikker. Ved å teste et representativt utvalg av deler kan produsentene vurdere den generelle kvaliteten og ta informerte beslutninger om prosessjusteringer. Denne proaktive tilnærmingen bidrar til å opprettholde høye standarder og sikrer at bare de beste produktene når markedet.
Casestudier: Oppnå perfeksjon
Flere bemerkelsesverdige casestudier viser den vellykkede reisen fra pellets til perfeksjon innen sprøytestøping av nylon. For eksempel utviklet en produsent av medisinsk utstyr en nylonkomponent til et kirurgisk instrument som krevde både presisjon og holdbarhet. Ved hjelp av avansert simuleringsprogramvare optimaliserte teamet formdesign og prosessparametere, noe som resulterte i et feilfritt sluttprodukt.
En annen suksesshistorie handler om et sportsutstyrsfirma som brukte sprøytestøping av nylon til å lage lette sykkelrammer. Ved å velge riktig nylonkvalitet og optimalisere støpeprosessen oppnådde selskapet en betydelig vektreduksjon uten at det gikk på bekostning av styrken. Slike casestudier illustrerer den transformative kraften sprøytestøping av nylon har når det gjelder å skape funksjonelle produkter av høy kvalitet.
Feilsøking: Når drømmene dine ikke stemmer helt
Vanlige problemer ved sprøytestøping av nylon
Til tross for de beste planer støter produsentene ofte på utfordringer under sprøytestøpeprosessen for nylon. Vanlige problemer er korte skudd, skjevhet, blits og overflatedefekter som sprekker eller misfarging. Det er viktig å forstå disse problemene og de underliggende årsakene for å kunne løse dem effektivt.
Korte skudd oppstår når formhulrommet ikke er helt fylt, noe som resulterer i ufullstendige deler. Dette problemet kan oppstå på grunn av utilstrekkelig injeksjonstrykk, utilstrekkelig materialflyt eller feil temperaturinnstillinger. Det er avgjørende å diagnostisere den underliggende årsaken for å forhindre fremtidige hendelser.
Forvrengning: En fryktinngytende fiende
Forvrengning er en annen vanlig utfordring ved sprøytestøping av nylon. Når støpte deler avkjøles ujevnt, kan de deformeres, noe som fører til unøyaktigheter i dimensjonene. Forvrengning kan påvirkes av faktorer som kjølehastigheter, formdesign og materialegenskaper.
For å motvirke skjevhet må produsentene sørge for at kjølesystemet bidrar til jevn varmespredning. I tillegg kan optimalisering av formutformingen med passende trekkvinkler og -funksjoner bidra til å minimere spenningskonsentrasjoner som bidrar til skjevhet.
Flash: En plage du bør unngå
Flash, uønsket overflødig materiale langs skillelinjene, er et irritasjonsmoment som kan påvirke både estetikk og funksjonalitet. Dette problemet oppstår ofte på grunn av for høyt sprøytetrykk eller feil innretting av formene. For å løse problemet kan produsentene redusere sprøytetrykket, justere innrettingen av formen og sørge for riktig utlufting.
Teknikker for feilsøking
Produsenter kan bruke ulike teknikker for å løse problemer på en effektiv måte. Årsaksanalyse (RCA) er en systematisk tilnærming som innebærer å identifisere de underliggende årsakene til problemer og iverksette korrigerende tiltak. Verktøy som fiskebeinsdiagrammer og Pareto-diagrammer kan være til hjelp i denne prosessen, slik at teamene kan visualisere og prioritere problemer.
I tillegg kan regelmessig maskinvedlikehold og kalibrering av utstyret bidra til å forhindre at problemer oppstår i utgangspunktet. Forebyggende vedlikeholdsplaner som inkluderer rutinemessige inspeksjoner og justeringer, er avgjørende for å opprettholde maskinens ytelse og produsere støpte deler av høy kvalitet.
Dataanalysens rolle
Integreringen av dataanalyse i feilsøkingsprosessene har revolusjonert måten produsentene tilnærmer seg problemløsning på. Ved å analysere produksjonsdata i sanntid kan produsentene identifisere trender og avvik som kan tyde på potensielle problemer. Denne proaktive tilnærmingen gjør dem i stand til å ta informerte beslutninger og iverksette korrigerende tiltak før problemene eskalerer.
Hvis det for eksempel oppdages en plutselig økning i antall defekte deler, kan produsentene raskt undersøke produksjonsparametrene og identifisere mulige årsaker. Denne responsen forbedrer den generelle kvaliteten og øker effektiviteten i sprøytestøpeprosessen.
Lære av å mislykkes
I den komplekse verdenen av sprøytestøping av nylon er det ikke alle forsøk som gir suksess. Men hver eneste fiasko gir mulighet for vekst og læring. Ved å gjennomføre grundige etteranalyser av produksjonskjøringer som har støtt på problemer, kan produsentene hente ut verdifull innsikt som kan brukes i fremtidige prosesser.
Ved å dele feilhistorier innad i organisasjonen kan man fremme en kultur for kontinuerlig forbedring og oppmuntre teamene til å innovere og eksperimentere. På denne måten kan produsentene gjøre utfordringer til springbrett mot perfeksjon, selv når drømmene ikke helt går i oppfyllelse.
Fremtidens støping: Nylondrømmer eller plastmareritt?
Virkningen av bærekraft
Etter hvert som verden blir stadig mer bevisst på miljøspørsmål, er fremtiden for sprøytestøping av nylon tett knyttet til bærekraft. Plastindustrien er under lupen for sin rolle i forurensning og avfall, noe som har fått produsentene til å se seg om etter miljøvennlige alternativer og metoder.
Nylon, særlig når det kommer fra fornybare kilder, har potensial til å bidra til å nå bærekraftsmålene. Det dukker stadig opp biologisk nedbrytbare nylonalternativer på markedet, som tilbyr et grønnere alternativ til tradisjonell petroleumsbasert nylon. Disse nyvinningene gir produsentene muligheter til å imøtekomme miljøbevisste forbrukere og samtidig bidra til en mer bærekraftig fremtid.
Fremveksten av 3D-printing
Teknologiske nyvinninger er også med på å forme fremtiden for nylonstøping. Fremveksten av additiv produksjon, eller 3D-printing, har åpnet nye muligheter for produksjon av nylonkomponenter. Mens tradisjonell sprøytestøping fortsatt er den foretrukne metoden for produksjon av store volumer, tilbyr 3D-printing fleksibilitet og tilpasning for lavvolumserier eller komplekse design.
Produsenter utforsker i økende grad hybridmetoder som kombinerer sprøytestøping og 3D-printing, slik at de kan utnytte styrkene til begge teknologiene. Denne trenden gjør det mulig å lage raske prototyper og produsere kompliserte deler som det kan være vanskelig å få til med tradisjonelle metoder.
Automatisering og Industri 4.0
Integrasjonen av automatisering og Industri 4.0-prinsipper i sprøytestøping av nylon er i ferd med å revolusjonere produksjonslandskapet. Smarte fabrikker, utstyrt med sammenkoblede maskiner og dataanalyse i sanntid, kan øke produktiviteten og kvaliteten og samtidig redusere kostnadene.
Automatiserte systemer kan overvåke og justere produksjonsparametere i sanntid, noe som sikrer optimal ytelse. Dette automatiseringsnivået minimerer menneskelige feil og gjør det mulig for produsentene å skalere produksjonen effektivt, slik at de kan møte den stadig økende etterspørselen etter nylonkomponenter på tvers av ulike bransjer.
Navigere gjennom regulatoriske utfordringer
Samtidig som produsentene streber etter å innovere, må de også navigere i regulatoriske utfordringer knyttet til materialer og prosesser. Strengere reguleringer knyttet til miljøpåvirkning og produktsikkerhet er i ferd med å omforme bransjen. Produsentene må holde seg informert og tilpasningsdyktige, slik at de kan overholde regelverket samtidig som de forfølger sine mål om innovasjon.
Samarbeid mellom interessenter i bransjen, inkludert produsenter, reguleringsorganer og forskningsinstitusjoner, kan legge til rette for utvikling av bærekraftige metoder og materialer som oppfyller regulatoriske standarder og samtidig fremmer sprøytestøping av nylon.
Veien videre: En blanding av drømmer og realiteter
Fremtiden for sprøytestøping av nylon er lovende, men den byr også på utfordringer som produsentene må ta tak i. Bransjen må være fleksibel og fremtidsrettet når de skal navigere i kompleksiteten knyttet til bærekraft, teknologiske fremskritt og regulatoriske krav.
Ved å ta i bruk innovative metoder og fremme en kultur for kontinuerlig forbedring kan produsentene ikke bare støpe plast, men også skape en lysere og mer bærekraftig fremtid. Sprøytestøping av nylon er en reise preget av transformasjon og utholdenhet - et forsøk på å gjøre drømmer til virkelighet, samtidig som man overvinner hindringer på veien.
Konklusjon
Sprøytestøping av nylon er mer enn bare en produksjonsprosess; det er et vitnesbyrd om menneskelig kreativitet, oppfinnsomhet og motstandskraft. Fra silkestrømpenes tid til moderne bruksområder i bilindustrien, romfart og forbruksvarer har nylon skapt seg en nisje som et allsidig og slitesterkt materiale. Da vi utforsket de innviklede detaljene i denne prosessen, avdekket vi kunsten og vitenskapen som ligger bak forvandlingen av enkle pellets til høykvalitetsprodukter som former hverdagen vår.
Veien fra drøm til perfeksjon er brolagt med utfordringer, fra temperaturkontroll til feilsøking av feil. Likevel er det nettopp disse utfordringene som driver frem innovasjon og kontinuerlig forbedring i bransjen. Integrasjonen av avansert teknologi, som dataanalyse og automatisering, er i ferd med å omforme landskapet for sprøytestøping av nylon, slik at produsentene kan forbedre effektiviteten og kvaliteten og samtidig redusere miljøpåvirkningen.
Når vi ser inn i fremtiden, er det tydelig at sprøytestøpeindustrien for nylon står ved et veiskille. Med bærekraft i fokus må produsentene tilpasse seg og utvikle seg, utforske miljøvennlige alternativer og innovative metoder som er i tråd med forbrukernes forventninger. Fremveksten av additiv produksjon og Industri 4.0-teknologier gir spennende muligheter for vekst og endring, slik at produsentene kan utnytte nylonets fulle potensial og samtidig skape en bedre morgendag.
Avslutningsvis, enten du er en veteran i bransjen, en nysgjerrig nykommer eller bare en som setter pris på skjønnheten i godt utformede produkter, inviterer verdenen av sprøytestøping av nylon deg til å drømme stort. Ta utfordringene på strak arm, feir suksessene og fortsett samtalen om hvordan vi kan forme fremtidens produksjon - én støpt del om gangen. Så vær så god, la fantasien løpe løpsk, for innen sprøytestøping av nylon er mulighetene like ubegrensede som drømmene dine!
https://plas.co/wp-content/uploads/2025/02/injection-molding-with-nylon-reinforced.png10241024administratorhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgadministrator2025-02-05 14:05:432025-02-05 14:05:45Sprøytestøping av nylon: Støping av drømmer, ikke bare plast!
Velkommen til den pulserende verdenen av sprøytestøping av HDPE (High-Density Polyethylene)! I dagens artikkel skal vi se nærmere på hvordan denne bemerkelsesverdige termoplasten er i ferd med å revolusjonere produksjonslandskapet. HDPE er et av de mest populære materialene innen sprøytestøping, kjent for sin holdbarhet, allsidighet og miljøvennlighet. La oss dykke ned i HDPEs magi og oppdage hvordan det åpner opp for en skattkiste av muligheter på tvers av ulike bransjer!
Lås opp magien med HDPE i sprøytestøping!
HDPE er som plastens superhelt, med utrolige egenskaper som gjør den til en favoritt blant produsentene. HDPE kjennetegnes av et høyt forhold mellom styrke og tetthet, og er både robust og lett, noe som gjør det til et ideelt valg for en rekke bruksområder. Den magiske evnen til å tåle høye temperaturer og motstå støt gir det en fordel i forhold til andre materialer, noe som sikrer at produkter laget av HDPE varer lenger og yter bedre.
Et av de mest fortryllende aspektene ved HDPE er at det er enkelt å bearbeide ved hjelp av sprøytestøping. Prosessen er enkel: rå HDPE-pellets varmes opp til de smelter, og sprøytes deretter inn i en form hvor de avkjøles og stivner til ønsket form. Denne raske forvandlingen fra pellets til produkter er ikke bare effektiv, den er også en gledelig opplevelse for produsenter som kan produsere komplekse former med presisjon og hastighet.
HDPE finnes dessuten i en rekke ulike kvaliteter, hver og en utformet for å oppfylle spesifikke ytelseskrav. Dette allsidige materialet kan tilpasses ulike bruksområder, fra husholdningsartikler til industrielle komponenter, noe som gjør det til et uimotståelig valg. Forestill deg at du kan designe produkter som både er funksjonelle og estetisk tiltalende - det er det magiske med HDPE!
HDPE er dessuten kjemikalieresistent, noe som betyr at det tåler alt fra rengjøringsmidler til industrikjemikalier uten å bli svett. Denne motstandsdyktigheten åpner døren til et utall bruksområder som krever holdbarhet og pålitelighet. Så uansett om det dreier seg om en enkel flaske eller en kompleks bildel, er HDPE klar til å skinne!
Til slutt er det at HDPE er rimelig, noe som bidrar til sjarmen. Produsenter kan produsere produkter av høy kvalitet uten å sprenge banken, noe som gjør HDPE til et kostnadseffektivt alternativ som ikke går på kompromiss med kvaliteten. Med alle disse fortryllende egenskapene er det ikke rart at HDPE er i ferd med å bli en stift i sprøytestøpingens verden!
La oss gå videre og oppdage hvorfor polyetylen med høy tetthet virkelig briljerer i produksjonen!
Hvorfor høydensitetspolyetylen er så bra i produksjonen
Når det gjelder produksjon, skiller HDPE seg ut som et fyrtårn med egenskaper som gjør det uunnværlig. Den høye strekkfastheten sørger for at produktene tåler hard bruk, noe som gjør det til det foretrukne materialet for produkter som krever lang holdbarhet. Det stemmer - HDPE skaper ikke bare produkter, det skaper også arv!
En annen grunn til at HDPE er så godt egnet i produksjonen, er at det er så effektivt å bearbeide. Sprøytestøpingsprosessen gir raske syklustider, noe som betyr at produsentene kan lage store partier av deler på kort tid. Denne effektiviteten betyr raskere leveringstider for kundene, slik at produksjonshjulene snurrer med letthet og eleganse.
HDPE er dessuten en mester i designfleksibilitet. Med muligheten til å skape intrikate geometrier og lettvektsdesign, oppmuntrer det til innovasjon og kreativitet blant designere og ingeniører. Det er bare fantasien som setter grenser for hva som kan oppnås med HDPE!
HDPE er dessuten motstandsdyktig mot miljøbetingede spenningssprekker, noe som betyr at produkter laget av dette materialet beholder sin form og funksjon selv under utfordrende forhold. Denne motstandsdyktigheten sikrer at produsentene kan levere produkter i trygg forvissning om at de tåler tidens tann.
Etter hvert som industrien i stadig større grad prioriterer bærekraft, skinner HDPE enda klarere. Det er resirkulerbart, og mange produksjonsanlegg har implementert resirkuleringsprogrammer som sørger for at HDPE-avfall blir gjenbrukt til nye produkter. Dette engasjementet for bærekraft hjelper ikke bare miljøet, men styrker også produsentenes merkevareimage.
Med sine enestående produksjonsegenskaper fortjener HDPE virkelig sin plass i rampelyset. La oss nå utforske HDPEs allsidige verden og oppdage bruksområdene som gir den liv!
HDPEs allsidige verden: Bruksområder i massevis!
HDPE er en ekte kameleon i produksjonsverdenen, og tilpasser seg en lang rekke bruksområder på tvers av ulike bransjer. Allsidigheten er intet mindre enn forbløffende, noe som gjør det til et godt materiale for produsenter som søker løsninger som dekker ulike behov. Fra matemballasje til byggematerialer - bruksområdene for HDPE er like omfattende som fantasien!
I forbruksvaresektoren er HDPE en superstjerne! Det er vanlig å finne i husholdningsartikler som flasker, beholdere og leker. Muligheten til å forme HDPE til sjarmerende former og livlige farger betyr at hverdagsprodukter kan være både funksjonelle og estetisk tiltalende. Hvem vil vel ikke ha en lys og holdbar flaske som skiller seg ut på hyllen?
HDPE spiller en sentral rolle i bilindustrien. Fra drivstofftanker til interiørkomponenter - denne bemerkelsesverdige termoplasten tilbyr lettvektsløsninger som forbedrer drivstoffeffektiviteten. Dessuten sikrer HDPEs motstandskraft mot kjemikalier og miljøfaktorer at bildeler forblir pålitelige og effektive over tid.
Byggebransjen nyter også godt av fordelene med HDPE. Det brukes til rør, geomembraner og ulike byggematerialer som gir holdbarhet og styrke. HDPEs korrosjonsbestandighet og evne til å motstå tøffe værforhold gjør det til en favoritt for infrastrukturprosjekter som krever lang levetid og pålitelighet.
La oss ikke glemme HDPEs rolle i landbrukssektoren! Det brukes til vanningssystemer, lagringsbeholdere og til og med beskyttelsesfilmer for avlinger. Fleksibiliteten til HDPE gjør det mulig for bønder å ta i bruk innovative løsninger som øker produktiviteten samtidig som ressursene deres beskyttes.
I tillegg er HDPE et pålitelig materiale for ulike bruksområder, inkludert medisinske beholdere og medisinsk utstyr. Materialets giftfrie natur gjør det trygt å bruke i helsevesenet, noe som sikrer at produktene oppfyller strenge regulatoriske standarder. Allsidigheten til HDPE kjenner virkelig ingen grenser!
Som vi kan se, er HDPE overalt og påvirker livene våre på utallige måter. La oss nå utforske hvordan HDPE-sprøytestøping forandrer industrien i dag!
Hvordan HDPE-sprøytestøping forandrer industrien i dag
HDPE-sprøytestøpingens transformative kraft omformer bransjer på måter vi aldri trodde var mulig. Det handler ikke bare om å skape produkter, men om å omdefinere prosesser og øke effektiviteten over hele linjen. Med sin innovative natur leder HDPE-sprøytestøping an i utviklingen av industrien!
En av de viktigste endringene som HDPE-sprøytestøping har ført med seg, er reduksjonen av produksjonskostnadene. Med raske syklustider og materialeffektivitet kan produsentene oppnå høyere produksjon til en lavere investering. Denne effektiviteten gjør at de kan allokere ressursene mer effektivt, noe som fremmer vekst og innovasjon i hele virksomheten.
Muligheten til å produsere lette, men likevel slitesterke produkter er dessuten en "game-changer" for mange bransjer. I bransjer som bil- og romfartsindustrien kan vektreduksjon uten at det går på bekostning av styrke føre til betydelige drivstoffbesparelser og ytelsesforbedringer. HDPE-sprøytestøping står i spissen for denne revolusjonen, og hjelper industrien med å oppfylle strenge forskrifter samtidig som effektiviteten maksimeres.
HDPE-sprøytestøping baner også vei for bærekraft. Etter hvert som produsentene tar i bruk miljøvennlige metoder, blir resirkulerbarheten til HDPE en viktig ressurs. Ved å bruke resirkulert HDPE i produksjonen kan bedriftene minimere avfallet og redusere karbonavtrykket sitt, noe som bidrar til en sunnere planet for fremtidige generasjoner.
Allsidigheten i HDPE-sprøytestøpingens designmuligheter er en annen transformasjon som ikke må overses. Produsentene kan eksperimentere med unike former og funksjoner, noe som fører til innovative produkter som fanger forbrukernes interesse. Denne kreative friheten gjør det mulig for merkevarer å skille seg ut i konkurranseutsatte markeder og imøtekomme forbrukernes stadig skiftende preferanser.
La oss ikke glemme innvirkningen HDPE-sprøytestøping har på forsyningskjedene. Med forbedret produksjonseffektivitet og reduserte ledetider kan produsentene respondere raskere på markedets krav. Denne fleksibiliteten øker kundetilfredsheten og gjør det mulig for bedrifter å blomstre i dagens hektiske miljø.
HDPE-sprøytestøping er en katalysator for endring, som blåser nytt liv i bransjer og inspirerer til innovasjon. Nå skal vi se nærmere på de miljøvennlige fordelene ved å bruke HDPE i designene dine!
Miljøvennlige fordeler ved å bruke HDPE i designene dine
I en tid der bærekraft er av største betydning, fremstår HDPE som en miljøvennlig forkjemper med et utall av miljøfordeler som gir gjenklang hos både designere og produsenter. Ved å innlemme HDPE i designene dine forbedrer du ikke bare funksjonaliteten, men du tar også hensyn til ansvarlig praksis som prioriterer planeten. La oss utforske de miljøvennlige underverkene til HDPE!
Først og fremst er HDPE resirkulerbart, noe som betyr at produkter laget av dette materialet kan gjenbrukes på nytt, noe som reduserer mengden avfall som havner på deponier. Mange kommuner har etablert resirkuleringsprogrammer spesielt for HDPE, noe som gjør det enkelt for forbrukerne å kvitte seg med produktene sine på en ansvarlig måte. Ved å velge HDPE skaper du ikke bare noe, du bidrar også til en sirkulær økonomi!
I tillegg har produksjonen av HDPE vanligvis lavere miljøpåvirkning sammenlignet med annen plast. Det kreves ofte mindre energi for å produsere HDPE enn for andre materialer, noe som fører til reduserte klimagassutslipp. Denne egenskapen gjør HDPE til et attraktivt alternativ for bedrifter som ønsker å redusere sitt karbonavtrykk og praktisere bærekraftig produksjon.
HDPEs holdbarhet og slitestyrke gjør dessuten at produktene varer lenger, noe som reduserer behovet for hyppige utskiftninger. Ved å designe med tanke på lang levetid kan produsentene skape produkter som tjener forbrukerne godt over tid, noe som til syvende og sist minimerer ressursforbruk og avfall.
Et annet miljøvennlig aspekt ved HDPE er at det er giftfritt. I motsetning til andre plastmaterialer som kan avgi skadelige kjemikalier, er HDPE trygt å bruke i kontakt med matvarer og utgjør ingen risiko for menneskers helse eller miljøet. Dette gjør HDPE til et utmerket valg for bransjer som matemballasje og helsevesenet, der sikkerhet er av største viktighet.
Dessuten bidrar HDPEs lave vekt til lavere transportutslipp. Når produktene er lettere, krever de mindre energi å transportere, noe som resulterer i et mindre karbonavtrykk under distribusjon. Ved å integrere HDPE i designene dine skaper du ikke bare funksjonelle produkter, du fremmer også miljøbevisst logistikk!
Når du bruker HDPE i designen din, feirer du bærekraft og har en positiv innvirkning på miljøet. La oss nå bli med på HDPE-revolusjonen og utforske hvordan du kan innovere og skape med glede!
Malaysia er hjemsted for noen av verdens ledende sprøytestøpeselskaper, og landet har utviklet seg fra å være et land basert på jordbruk siden uavhengigheten i 1957 til å bli et industrielt knutepunkt. Den strategiske beliggenheten, den store mengden kvalifisert arbeidskraft og det forretningsvennlige miljøet har tiltrukket seg globale investeringer, noe som har gjort landet til en sentral aktør innen elektronikk, bilindustri, medisinsk utstyr, romfart og plastproduksjon. Den malaysiske regjeringens initiativer, som New Economic Policy (NEP) og Vision 2020, har ytterligere stimulert til teknologisk og bærekraftig vekst. I løpet av de siste tiårene har Malaysia stadig blitt en ledende aktør i plastsprøytestøpeindustrien, som leverer til både lokale og internasjonale markeder. De malaysiske selskapene omfatter et bredt spekter av bransjer, som bilindustrien, medisinsk utstyr, forbrukerelektronikk og romfart, samt hvitevarer og bygg- og anleggsbransjen, som produserer og leverer komponenter av høy kvalitet til resten av verden. Malaysia er ledende innen høyteknologisk sprøytestøping på grunn av innføringen av avansert automatisering, robotteknologi og presisjonsteknikk, og maskinparken er på 60 - 2000 tonn.
Advance Plus Moulds & Injections Sdn Bhd, YPC (Malaysia) Sdn Bhd og MDP Plastics Sdn Bhd, for eksempel, har beveget seg inn på globale markeder. De malaysiske fabrikkene er svært opptatt av kvalitetsstandarder, som ISO 9001, ISO 14001 og RoHS. Dette gjenspeiler Malaysias status som en av de største bidragsyterne til ASEANs eksport av valutaprodukter, der slike forpliktelser er drevet av kontinuerlig innovasjon og investeringer i forskning og utvikling.
I denne artikkelen lister vi opp de 10 bestesprøytestøpefirmaeri Malaysia som produserer sprøytestøpte produkter av høyeste kvalitet.
1. Advance Plus Moulds & Injections Sdn Bhd
Etableringsår: 1987 Antall ansatte: 100-250 Type virksomhet: Selskapet produserer hovedsakelig tofargede former og 2K-former med høy presisjonsstøping og sprøytestøping av plast
Nettsted og kontakt
Nettsted: https://plasticmouldinjection.com.my/ E-post: clleong@apmisb.com.my Telefon: +603 8723 280 Adresse: 27 Jalan P 4/6, Semenyih, Selangor, Malaysia
Selskapets profil
Advance Plus Moulds & Injections Sdn Bhd, som startet i 1987 under navnet Advance Engineering Work, har utviklet seg til å bli en malaysisk bærebjelke innen presisjonsstøping av støpeformer og sprøytestøping av plast. I 1993 ble produksjonen flyttet til Desa Tun Razak i Cheras. I 2000 fikk selskapet nytt navn, og i 2004 ble det utvidet med et 27 600 kvadratmeter stort anlegg i Bandar Teknologi Kajang. I 2015 fikk selskapet en filial i Thailand, og starten var internasjonal tilstedeværelse. Selskapet er ISO 9001:2008-sertifisert, og er fortsatt forpliktet til kvalitet, innovasjon og global ekspertise.
Tjenester
Sprøytestøping av plast
Produksjon av støpeformer og verktøy
Sekundære prosesser
Forskning og utvikling
Vedlikehold og reparasjon
Fordeler
1. Vi har over tre tiårs erfaring med produksjon av støpeformer og sprøytestøping av plast
2. ISO 9001:2008-sertifisering er en kvalitetssikring.
3. Ekspansjon globalt - Tilstedeværelse i Thailand og Malaysia øker rekkevidden og tilliten til flere kunder.
Ulemper
1. Begrenset åpenhet på nettet - Mangel på detaljert finansiell informasjon eller informasjon om ansatte på nettstedet.
2. Først og fremst geografiske begrensninger - selskapet har sin base i Malaysia og har begrensede produksjonsanlegg over hele verden.
3. Avanserte støpeteknikker - Avanserte støpeteknikker vil øke kundens kostnader.
2. Edverson Marketing Sdn Bhd
Etableringsår: 1989 Antall ansatte: 200-300 Type virksomhet: Det er et produksjonsselskap som spesialiserer seg på tilpasset presisjonssprøytestøping av plast og verktøyproduksjon for bilindustrien, elektronikk, husholdningsapparater og forbruksvarer basert på innovasjon.
Nettsted og kontakt
Nettsted: http://www.edverson.com.my/ E-post: info@edverson.com.my Telefon: 604-582 6385 Adresse: Pulau Pinang, Malaysia.
Selskapets profil
Produsenten er Edverson Industries Sdn. Bhd. er et malaysisk selskap med fokus på presisjonssprøytestøping av plast og verktøy. Det begynte med baseetableringen. På dette grunnlaget ble det investert i de mest moderne maskinene, ansatt høyt kvalifisert personell, utvidet lokalene og etablert sterke relasjoner i bil-, elektronikk- og forbrukersektoren. Edverson produserer med høy kvalitet og driftskompetanse, og er ISO 9001-sertifisert. Selskapets innovasjon, egenutviklede teknikker, lean-metodikk og automatisering gjør at selskapet alltid kan skilte med overlegen produktkvalitet og global kundetilfredshet, og det avviker aldri fra sin forpliktelse til å være fremragende.
Tjenester
Sprøytestøping av plast
Produksjon av støpeformer og verktøy
Forskning og utvikling
Kvalitetssikring og -kontroll
Fordeler
1. Kvalitetsstøping - Edverson har gjennom årene opparbeidet seg et rykte for kvalitetsstøping i en bransje med flere tiår med erfaring.
2. ISO 9001-sertifisering - forsikrer forbrukeren om at selskapet produserer produkter av kompromissløs toppkvalitet.
3. Selskapets investeringer i avansert teknologi og Lean Manufacturing - dette brukes for å være effektive.
Ulemper
1. Det finnes ikke mye offentlig informasjon om selskapets virksomhet, men det er mulig å finne mer informasjon.
2. De høyere prisene - presisjonsproduksjon og toppmoderne maskiner.
3. Pengepolitikk - Denne fokuserer på Malaysia og har av og til en liten global ekspansjon.
3. Glasfil Polymer Sdn. Bhd
Etableringsår: 1992 Antall ansatte:100-250 Type virksomhet: Dette malaysiske produksjonsanlegget tilbyr tjenester innen sprøytestøping av plast og produksjon av støpeformer til ulike bransjer.
Nettsted og kontakt
Nettsted: https://glasfil.com/ E-post: info@glasfil.com Telefon: +603-8961 8509 Adresse: 19, Jalan Taming, P/1 Off Lebuh Taming, Taman Taming Jaya,43300, Balakong, Selangor Darul Ehsan , Malaysia.
Selskapets profil
Siden etableringen i 1992 har Chee startet selskapet Glasfil Polymer Sdn. Bhd, som driver med sprøytestøping og produksjon av plast. Siden 1992 har selskapet ekspandert fra 13 til 19 maskiner under ledelse av Samantha, som etterfulgte sin far, Chee. Glasfil har utført over 7000 prosjekter for kunder i bilindustrien, elektronikkbransjen og bygg- og anleggssektoren. Selskapet har vært på markedet i nesten 28 år og betjener over 28 land, deriblant Japan, Dubai, USA og Storbritannia. Kvalitetsinnovasjon og bærekraft er nøkkelelementer i organisasjonen, siden den er ISO 9001:2015-sertifisert. Moderne teknologi hjelper Glasfil med å levere effektiv produksjon med høy bransjestandard gjennom et komplett utvalg av interne tjenester.
Tjenester
Forskning og utvikling
Teknologier for sprøytestøping av plast
Sekundær prosess
Kvalitetssikring
Vedlikehold og reparasjon
Fordeler
1. Organisasjonens komplette utvalg av interne tjenester gjør det mulig å sikre både kvalitetskontroll av prosjektene og effektiv styring.
2. Organisasjoner som er ISO 9001:2015-sertifisert, viser at de forplikter seg til kontinuerlig forbedring og avansert driftskompetanse.
3. Glasfils brede erfaring gjør det mulig å utvikle flere løsninger som passer til ulike forretningsområder.
Ulemper
1. Den raske veksten presser selskapet til å opprettholde identisk kvalitet i hele det operative nettverket.
2. Begrenset tilstedeværelse i Malaysia reduserer potensialet for umiddelbar verdensomspennende markedspenetrasjon og driftshastighet.
3. Selskapet står overfor risiko for svingninger i den økonomiske sektoren fordi det er sterkt avhengig av spesifikke bransjer.
4. HICOM-Teck See (HTS)
Etableringsår: 1991 Antall ansatte: 100-200 Type virksomhet: DRB-HICOM Berhad produserer plastkomponenter og underenheter av høy kvalitet til bil- og luftfartsindustrien.
Nettsted og kontakt
Nettsted: https://hicomtecksee.com.my/ E-post: choonhoe.ko@hicomtecksee.com.my Telefon: +603-5191 6077 Adresse: Jalan Sementa 27/91,Section 27, 40000, Shah Alam, Selangor
Selskapets profil
DRB-HICOM Berhad grunnla HICOM-Teck See (HTS) i 1991, en leverandør av plastkomponenter og underenheter av høy kvalitet til bil- og luftfartsindustrien. HTS har nesten tre tiårs erfaring og tilbyr tjenester som sprøytestøping, modulmontering, forkromming, laserskjæring og lakkering. HTS er også sertifisert i henhold til ISO 9001:2015, ISO 14001:201,5 og ISO 45001:2018. General Motors, Toyota, Honda og Proton er noen av de respekterte kundene som HTS' ivrige medarbeidere jobber for å finne løsninger for.
Tjenester
Sprøytestøping
Modulær montering
Forkrommingslinje
Laserskjæring
Malingslinje
Fordeler
1. Kundene får integrerte løsninger innen omfattende servicetilbud, sprøytestøping og montering.
2. Flere bransjebevis viser et sterkt engasjement for kvalitets-, miljø- og sikkerhetsstandarder.
3. Selskapet har etablert seg som en tillit i bransjen på grunn av sine relasjoner med store bilprodusenter.
Ulemper
1. Ressursallokering og kompetanse kan være en utfordring ved diversifisering bort fra bilindustrien.
2. For å holde seg i ledelsen må man hele tiden være innovativ i et marked med konkurranse.
3. Det kan være utfordrende å bytte fra en bil til noe annet når det gjelder ressursallokering og kompetanse.
5. Pro-Fine Plastics Sdn. Bhd
Etableringsår: 1995 Antall ansatte: 100-250 Type virksomhet: Presisjonssprøytestøpte plastkomponenter produseres for elektronikk-, medisin-, bil- og forbrukerindustrien.
Adresse: Taman Bukit Serdang, Seksyen 7, 43300 Seri Kembangan, Selangor, Malaysia.
Selskapets profil
Pro Fine Plastics Sdn. Bhd ble etablert i 1995 i Malaysia som et plastsprøytestøpefirma. Selskapet produserer plastkomponenter av høy kvalitet til ulike bransjer, blant annet elektronikk, automatiske apparater, dører, medisinsk utstyr og bilindustrien. Selskapet er sertifisert i henhold til ISO 9001:2015 for å overholde internasjonale kvalitetsstandarder. Det er også UL No. E198785-sertifisert for plastdeler, oppfyller RoHS- og REACH-direktivene, sørger for at produktene er fri for farlige stoffer og overholder strenge miljøsikkerhetsregler for verdensmarkedet.
Tjenester
Sprøytestøping av plast
Produksjon
Skreddersydd sprøytestøping av plast
Verktøy
Sekundære prosesser
Fordeler
1. Et mangfoldig sett av bransjeeksperter tilbyr ulike løsninger innen forskjellige bransjer.
2. Kvalitetsstyringsengasjement betyr at produkt- og servicestandarden er høy.
3. Vi har lang erfaring med å eksportere produkter til de internasjonale markedene USA, Canada, Australia, Kina, Singapore og Storbritannia.
Ulemper
1. Det er lite offentlig tilgjengelig informasjon om selskapets ledelse og mer presise historie.
2. Potensialet for å skalere virksomheten for å møte den økende globale etterspørselen.
3. Med virksomheten, hovedsakelig i Malaysia, vil det bli mindre skrupler med å imøtekomme forespørsler fra de andre lokasjonene.
6. Cosmal Manufacturing (M) Sdn. Bhd
Etableringsår: 1990 Antall ansatte: 100-200 Type virksomhet: Produsent av sprøytestøpte plastkomponenter med fokus på spoler, spoleruller og OEM-produkter.
Nettsted og kontakt
Nettsted: https://www.cosmalbobbin.com/ E-post: sales@cosmalbobbin.com Telefon: +60 (6) 5565 966 Adresse: Lot 3 Phase IV, Alor Gajah Industrial Estate, 78000 Melaka, Malaysia.
Selskapets profil
Selskapet ble etablert i 1990 og er et malaysiskbasert plastsprøytestøpeselskap og et søsterselskap av Ting Yuan Plastic Industry, som ble etablert i Taiwan i 1971. Cosmal spesialiserer seg på å lage plastruller og -spoler for lokale og internasjonale trådprodusenter. Selskapet ble utvidet til Melaka i Malaysia (1990) og Guangdong i Kina (1997). Kvalitet er avgjørende for Cosmal, som oppnådde ISO 9001:2000-sertifisering i 2004 og ISO 9001:2008-sertifisering i 2009, noe som viser at selskapet har strenge standarder for kvalitetsstyring.
Tjenester
Rådgivning innen plastinjeksjon
Design og utvikling av støpeformer
Verktøy og produksjon
Vedlikehold av mugg
Vertikal støping
Merking av støpeformer
3D-utskrift / 3D-prototyping
Fordeler
1. Det har over 30 års erfaring med sprøytestøping av plast og er en ekspert og pålitelig.
2. De helautomatiske produksjonsmaskinene er avanserte, noe som sikrer effektivitet og produktkvalitet.
3. De har et bredt produktsortiment som dekker bransjer som bilindustrien, elektronikk og husholdningsvarer.
Ulemper
1. Det finnes ingen informasjon om selskapets ledelse eller detaljert selskapshistorikk på offentlig tilgjengelige nettsteder.
2. Skalering av virksomheten er nødvendig for å møte den økende etterspørselen på verdensbasis.
3. Det kan også begrense den umiddelbare responsen overfor kunder i andre tidssoner, siden vi hovedsakelig opererer i Malaysia.
7. YPC (Malaysia) Sdn Bhd
Etableringsår: 1998 Antall ansatte: 150-250 Type virksomhet: YPC Malaysia er et japansk produksjonsselskap som driver med sprøytestøping av plast og medisinsk utstyr i Japan.
Nettsted og kontakt
Nettsted: https://ypcmalaysia.com E-post: info@ypcmalaysia.com Telefon: 03-3344 0313 Adresse: Jalan 32, Off Jalan Batu Tiga Lama, Sg Rasa, 41300 Klang, Selangor, Malaysia
Selskapets profil
YPC (Malaysia) Sdn Bhd er et japansk produksjonsselskap som ble etablert i 1998 med fokus på sprøytestøping av plast og produksjon av medisinsk utstyr. I 1999 startet selskapet kommersiell produksjon, og i 2007 ble det etablert et datterselskap i Thailand. I 2013 lanserte selskapet sin andre fabrikk, og i 2015 ble en tredje fabrikk lagt til for å forbedre produksjonen av bildeler. I 2014 ble avdelingen for medisinsk utstyr åpnet. YPC er sertifisert i henhold til ISO 14001:2015, IATF 16949:2016, ISO 9001:2015, paragraf 8, og TUV SUD: ISO 13485:2016, for å opprettholde kvalitets- og miljøstandarder.
Tjenester
Sprøytestøping
Flocking-prosessen
Monteringsprosessen
Kvalitetssikring
Vakuummetallisering
Fordeler
1. Integrerte løsninger, fra produktplanlegging eller prototyp til sluttmontering.
2. Internasjonal tilstedeværelse: Regional tilstedeværelse i Thailand.
3. De har flere ISO U-sertifiseringer for å oppfylle internasjonale kvalitetsstandarder.
Ulemper
1. Mangel på offentlig informasjon om grunnleggeren: Mangelen på offentlig informasjon om selskapets grunnlegger.
2. Det vil oppstå driftsmessige og logistiske utfordringer når det oppstår rask vekst.
3. Konkurranse på markedet: I sektoren for sprøytestøping av plast og medisinsk utstyr.
8. Nam Keong Sdn. bhd
Etableringsår: 1974 Antall ansatte: 100-150 Type virksomhet: Malaysisk produsent av presisjonssprøytestøping av plast med ISO-sertifisering i ulike bransjer.
Nam Keong Sdn. Bhd har sin hovedvirksomhet i Klang Selangor, der de driver en fabrikk på 25 000 kvadratmeter og et lager på 12 000 kvadratmeter for sprøytestøping av plast. Avanserte maskiner (70-650 tonn) støtter produksjonen av dette materialet som brukes i elektronikk-, bil- og byggebransjen. Nam Keong Sdn. Bhd. produserer komponenter til bilindustrien, blant annet deler til klimaanlegg, tannhjul, kammer og ledningskoblinger. Nam Keong produserer både modulære komponenter og betongstoler samt elektriske plastdeler i sin produksjonsvirksomhet. Kvalitetsstyringssystemet for produksjonen er basert på grundige systemer som har oppnådd flere ISO-sertifiseringer, blant annet ISO 9001.
Tjenester
Sprøytestøping av plast
Sprøytestøping av plast til bilindustrien
Elektriske deler i plast
Barstoler i betong
Barstoler i plast
Fordeler
1. Mangfoldig produktutvalg: Tilbyr ulike produkter til flere bransjer.
2. Moderne maskiner og maskinering: Utstyrt med moderne maskiner som dekker mange produksjonsbehov.
3. ISO-sertifisering viser at en bedrift er opptatt av å overholde kvalitetsstandarder.
Ulemper
1. Det finnes ingen informasjon om selskapets stiftelse, fordi grunnleggeren ikke er offentliggjort.
2. Den største ulempen med å drive primærproduksjon fra Malaysia er at det er vanskelig å nå ut på verdensmarkedet.
3. Plastsprøytestøpingens overlegenhet gjør selskapet til en sårbar virksomhet i markedskonkurransen.
9. H.H. Precision Mould Sdn. Bhd
Etableringsår: 1970 Antall ansatte: 50-200 Type virksomhet: Et erfarent, ledende malaysisk selskap som spesialiserer seg på presisjonssprøytestøping og støping av et bredt spekter av produktkategorier i ulike bransjer over hele verden.
Nettsted og kontakt
Nettsted: https://www.hhmould.com/ E-post: admin@hhmould.com Telefon: +(603)-5510 7972 Adresse: Lot 6, Jalan Halba 16/16, Section 16, 40200 Shah Alam, Selangor Darul Ehsan, Malaysia.
Selskapets profil
H.H. Precision Mould Sdn. Bhd. (HH) ble grunnlagt i 1970, og har status som Malaysias ledende produsent av presisjonssprøytestøpeformer, med kunder i Asia og Europa. Selskapet har utviklet sin ekspertise gjennom programmer som JETRO og SMIDECs Expert Dispatch Programme (2005) og Expert Roving Programme (2006). I tillegg til å være administrerende direktør i EPMandT er HH også grunnlegger av Malaysia Special Tooling & Machining Association (MSTMA). HH har ISO 9001:2015 for kvalitetsstyringssystemer, og har også en SME Competitiveness Rating for produksjon av sprøytestøpeformer i plast.
Tjenester
Design og utvikling
Sprøytestøping av plast/verktøyproduksjon
Skreddersydd sprøytestøping
Integrert montering
Vedlikehold og reparasjon av plastformer
CNC-maskinering med presisjon
Logistikk og vareoppfyllelse
Fordeler
1. Presisjonssprøytestøping oppnådd over 5 tiår med erfaring fra sprøytestøping og verktøyproduksjon.
2. Internasjonal tilstedeværelse: Selskapets internasjonale tilstedeværelse forsterkes gjennom verdensomspennende tjenester til kunder i Asia og Europa.
3. Vi er sertifisert i henhold til ISO 9001:2015, og kvalitetssikringsstandardene våre er på høyeste nivå.
Ulemper
1. Problemer med publisitet: Utilgjengelige opplysninger om selskapets grunnlegger.
2. Konkurranse: Allerede en del av den globale presisjonsformindustrien med konkurranse fra andre etablerte produsenter av presisjonsformer.
3. Intens konkurranse: Det er intens konkurranse mellom organiserte budtjenesteleverandører over hele verden.
10. MDP Plastic Sdn Bhd
Etableringsår:1995
Antall ansatte: 100-200 Type virksomhet: Produserer presisjonsstøpte plastprodukter til medisinsk bruk, forbrukerprodukter, industri- og bilprodukter og medisinske apparater.
Nettsted og kontakt
Nettsted: https://mdp-plastics.com/ E-post: info@mdp-plastics.com Telefon: +603-9549 5857 Adresse: Pusat Bandar Putra Permai, 43300 Seri Kembangan, Selangor, Malaysia.
Selskapets profil
MDP Plastics Sdn. Bhd. ble etablert i 1995 og er Malaysias fremste selskap innen presisjonssprøytestøping av plast. Selskapet tilbyr formdesign, fabrikasjon, sprøytestøping, etterbehandling og undermontering til bilindustrien, medisinsk utstyr, elektronikk- og romfartsindustrien. MDP har alltid vært opptatt av kvalitet og innovasjon, noe som har bidratt til selskapets raske globale vekst. Kvalitetsstyring, RoHS-samsvar for miljøsikkerhet og REACH-samsvar for å oppnå produktsikkerhet er kvaliteter som selskapet besitter for ISO 9001:2015, RoHS-samsvar og personlig sikkerhet. MDPs kundetilfredshet og det å være bransjeledende er basert på kontinuerlige investeringer i teknologi og bærekraft.
Tjenester
Presisjonssprøytestøpingstjenester
Design og produksjon av støpeformer
Sekundær prosess
Mekanisk montering
Kvalitetskontroll
Elektrisk og elektronisk sprøytestøping
Fordeler
1. Flere sektorer: Disse omfatter blant annet industri, medisin, romfart, forbruker- og bilindustri.
3. Markedsutbredelse: Ekspansjon med et etablert omdømme i Malaysia og USA.
Ulemper
1. Spesifisitet og sertifiseringer: Ingen detaljer om spesifikke kvalitetssertifiseringer er nevnt på nettstedet.
2. Ingen opplysninger om grunnleggeren: Ingen opplysninger om selskapets grunnlegger om selskapet.
3. Konkurrerer med andre etablerte globale produsenter av plastsprøytestøping om potensiell markedskonkurranse.
11. Dongguan Sincere Tech Co, Ltd
Etableringsår: 2005 Antall ansatte: 100-200 Type virksomhet: Produsent av globale plastsprøytestøpeformer for bilindustrien, medisin, elektronikk, romfart og forbrukerprodukter.
Sincere Tech er en profesjonell kvalifisert moldprodusent grunnlagt i 2005 som tilbyr produktdesign, prototypeutvikling, tilpasset moldproduksjon, masseproduksjon og PCB-monteringstjenester. Det opererer i globale bransjer med avanserte maskiner (60T-2000T) og dyktige talenter. Sincere Tech gjenspeiler Kinas prestasjoner innen produksjon og teknologi som den ledende leverandøren av industriprodukter, inkludert bilindustri, elektronikk, romfart og plastsprøytestøpingsprodukter i Kina.
Tjenester
Sprøytestøping av plast
Maskineringstjenester
Støping under trykk
Leverandør av sprøytestøpeformer
Støpedeler av silikon
Fordeler
1. End-to-end-tjenester: Design for klasse D og C, sluttmontering og masseproduksjon.
2. Global rekkevidde: Eksporterer til USA, Europa og andre markeder med sterke internasjonale partnerskap.
3. Avansert teknologi: Maskiner og ingeniører med høyt utviklet presisjon.
Ulemper
1. Begrenset informasjon om grunnleggeren: Ingen detaljert offentlig informasjon om selskapets grunnlegger.
2. Kommunikasjonsutfordringer: Enkelte kunder som jobber med team i et annet land, kan oppleve kommunikasjonen som utfordrende.
3. Høy konkurranse: Vi opererer i et konkurranseutsatt globalt marked med mange etablerte produsenter av støpeformer.
Konklusjon
De siste årene har imidlertid Malaysias sprøytestøpingindustrien har utviklet seg til å bli en viktig del av det globale produksjonsøkosystemet på grunn av teknologisk fremgang, tilgang på kvalifisert arbeidskraft og fokus på kvalitet. Industrien kan tilpasse seg markedets behov og levere revolusjonerende produkter til ulike forretningsområder som bilindustrien, medisinsk utstyr, elektronikk, romfart og mange andre, noe som gjør den lønnsom. Malaysias sprøytestøpesektor er en av sektorene som legger vekt på presisjonsteknikk, effektivitet og bærekraft. På den annen side sparer ikke selskapene på å investere i avanserte maskiner og automatisering, samt forskning og utvikling for å forbedre produksjonsprosesser som er i samsvar med stadig nye internasjonale standarder. Dette engasjementet gjør det også mulig for industrien å levere produkter av høy kvalitet til lokale og globale markeder. I fremtiden vil den malaysiske sprøytestøpeindustrien være til glede for alle. Men den strategiske satsingen på teknologisk innovasjon, bærekraft og global ekspansjon vil sørge for at den fortsatt vil være ledende i den internasjonale produksjonsindustrien.
https://plas.co/wp-content/uploads/2025/02/Top-10-Injection-Molding-Companies-in-USA-2.png7201280Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2025-02-03 13:13:102025-02-03 13:13:13Topp 10 sprøytestøpeselskaper i Malaysia
Den globale sprøytestøpeindustrien anerkjenner Tyrkia som en viktig aktør på grunn av landets toppmoderne produksjonsanlegg, profesjonelle arbeidere og kostnadseffektive drift. Den tyrkiske industrien er vertskap for mange sprøytestøpeselskaper som leverer førsteklasses plastprodukter sammen med moderne løsninger for bilindustrien og andre sektorer som medisin, emballasje og forbrukerelektronikk. Disse organisasjonene behersker samsvarsstøping og individuelle plastkomponenter og opprettholder effektive produksjonsmetoder.
Innenfor den tyrkiske sprøytestøpesektoren kan selskapene vise til en omfattende driftshistorie, toppmoderne produksjonskapasitet og pågående utviklingsinitiativer. De tyrkiske sprøytestøperne har et godt rykte i bransjen fordi de er i stand til å håndtere komplekse utviklingsprosjekter for støpeformer, samtidig som de leverer pålitelige og rimelige tjenester for høyvolumproduksjon. Produksjonsbedriftene opprettholder strenge kvalitetsstandarder, noe som gjør at produktene deres oppfyller internasjonale sertifiseringskrav og presise spesifikasjoner. Tyrkia opprettholder sin posisjon som næringslivets foretrukne destinasjon for globalsprøytestøping på grunn av det omfattende eksportnettverket og den brede porteføljen av tjenester.
1. MAKKALIP
Etableringsår: 1986 Antall ansatte: 100-200 Virksomhetstype: Som et selskap som driver med presisjonssprøytestøping av plast og verktøyproduksjon, tilbyr vi komplette løsninger til flere industrisektorer
Nettsted og kontakt Nettsted: https://makkalip.com E-post: contact@makkalip.com Telefon: +90 216 595 22 52 Adresse: Seyhli Mahallesi, Esra Sokak, No:2 34906 Kurtkoy, Pendik / Istanbul
Selskapets profil
Makkalip Makina Kalıp Plastik San. Tic. Ltd. Şti. er en ledende produsent av sprøytestøpeverktøy for plast på den anatoliske siden av Istanbul i Tyrkia. Firmaet produserer strukturerte plastdeler med høy presisjon fra sprøytestøping samtidig som det bygger formsystemer for produksjon. Selskapet leverer sine tjenester til ulike produksjonssektorer, blant annet bilindustrien, men også til elektronikk og medisinske applikasjoner. ISO 9001-sertifisert: Anlegget bruker toppmoderne teknologi som støttes av omfattende kvalitetskontrollutstyr etter at det ble sertifisert i henhold til ISO 9001:2018 i 2018. MAKKALIP oppnår presis prosjektering gjennom egen verktøyutvikling og gir livstidsgarantier for service som garanterer produktets utholdenhet og kundenes tilfredshet i det 2500 m² store produksjonslokalet.
Tjenester
Produksjon av støpeformer
Sprøytestøping
Ultralydsveising
Montering
Fordeler
1. En fullserviceløsning fra design til distribusjon gir en jevn driftsflyt. 2. Avanserte kvalitetssertifiseringer (ISO 9001: Anlegget opprettholder presisjon ved hjelp av innovativt utstyr og følger de avanserte kvalitetsstandardene i ISO 9001:2018. 3. Produksjonen og den garanterte holdbarheten til interne verktøy fører til både reduserte utgifter og forlenget brukstid
Ulemper
1. Det begrensede fabrikkarealet på 2 500 m² hindrer fremtidige vekstmuligheter for storskala produksjonsvirksomhet. 2. Driftsstans forlenges fordi systemet fungerer med spesialutstyr. 3. Høye krav til prosjektpresisjon øker ofte utgiftene i korte prosjekter.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
2. Maviay Kalıp ve Plastik
Etableringsår: 1998 Antall ansatte: 30-50 Virksomhetstype: Maviay Kalıp er en mold- og plastproduksjonsbedrift som leverer førsteklasses tilpassede støpeformer.
Nettsted og kontakt Nettsted: https://maviaykalip.com E-post: info@maviaykalip.com Telefon: +90 212 549 49 11 Adresse: İstanbul, Tyrkia
Selskapets profil
Maviay Kalıp ve Plastik Sanayi Ticaret Limited Şirketi har vært Tyrkias ledende produsent av støpeformer og plast siden oppstarten i 1998. Dette presisjonstekniske firmaet har tre tiår med bransjeerfaring og ISO 9001-kvalitetsstandarder for å levere blåseformer, PET-flaskeformer og sprøytestøpeformer spesielt for bil-, kosmetikk- og landbruksmarkedene. Takket være det nyeste teknologiske utstyret og mulighetene for datastøttet design fortsetter Maviay Kalıp å eksportere globalt, samtidig som de etablerer et pålitelig forhold til kundene gjennom sine innovative tjenester av topp kvalitet.
Tjenester
Design og produksjon av støpeformer
Sprøytestøping
Rask prototyping
Vedlikehold og reparasjon av mugg
Fordeler
1. Maviay Kalıps kundeorienterte tilbud av støpeformer og plastprodukter produserer varer av eksepsjonell kvalitet som overgår kundenes forventninger. 2. Avanserte CAD-systemer kombinert med CNC-maskiner gjør det mulig for selskapet å produsere presise produksjonsresultater. 3. Fullstendig internasjonal eksport, med Maviay Kalıp-produkter til Asia, Europa og Nord-Amerika.
Ulemper
1. Små bedrifter kan oppleve at Maviay Kalıp-tjenestene ikke passer til deres budsjettkrav. 2. Begrenset produkttilbud utenfor moldindustrien. 3. Globale økonomiske risikoer utgjør en sårbarhet for selskaper som er avhengige av internasjonale markedskilder.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
3. Eramold Plastik Kalip
Etableringsår: 2008 Antall ansatte: 30-50 Virksomhetstype: Eramolds produktsortiment omfatter sprøytestøping av plast, som spesialiserer seg på å bygge skreddersydde emballasjeløsninger for matvarer.
Nettsted og kontakt Nettsted: https://www.eramold.com.tr/en E-post: info@eramold.com.tr Telefon: (0332) 248 14 40 Adresse: Fevzi Çakmak Mahallesi 10756 Sokak No: 2D Karatay / KONYA
Selskapets profil
Eramold fokuserer på å levere tynnveggs- og IML-sprøytestøpte emballasjeprodukter i plast til industrien. Selskapet startet sin virksomhet i 2008 for å støtte utviklingen av støpeformer for høyytelsesapplikasjoner, med særlig suksess innen matemballasje og de internasjonale markedene. Selskapet leverer skreddersydde løsninger til mer enn 60 industrikunder over hele verden ved å prioritere produktkvalitet og kundeoppfyllelse. Produksjonstjenesten deres skaper former som gjør det lettere å produsere yoghurtbeholdere, iskremskåler og andre produkter.
Tjenester
Produksjon
Montering
Sprøytestøping
Formdesign
Fordeler
1. Innovativ støping: Deres avanserte sprøytestøpingskompetanse er først og fremst rettet mot emballasjemarkedet. 2. Global rekkevidde: Selskapet støtter kunder over hele verden, noe som både styrker omdømmet og utvider kontaktnettet. 3. Tilpassing: Selskapet lager emballasjesystemer som er spesialdesignet for å tilfredsstille individuelle kundekrav.
Ulemper
1. Begrenset bransjefokus: Selskapet støtter først og fremst næringsmiddelindustrien i hele bransjen. 2. Stor avhengighet av teknologi: Avhenger i stor grad av avanserte maskiner og designverktøy. 3. Komplekse prosesser: Spesialtilpassede støpeformer og prosjekter krever lange tidsfrister for ferdigstillelse.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
4. OKSET Kalıp Elemanları Sanayi ve Ticaret A.Ş.
Etableringsår: 2000 Antall ansatte: 50-150 Virksomhetstype: Selskapet har spesialisert seg på å lage presise formbaser sammen med industrielle komponenter og kundetilpassede løsninger for ulike industrimarkeder.
Nettsted og kontakt Nettsted: https://www.okset.com/index_tr.htm E-post: okset@okset.com Telefon: +90 212 549 37 72 Adresse: Mavigöl District, Abdullah Gül Street No 62, Bolluca Arnavutköy Istanbul - TURKIA
Selskapets profil
OKSET Kalıp Elemanları Sanayi ve Ticaret A.Ş. har sin base i Istanbul på Arnavutköy, og har gjennom 15 års vellykket drift opprettholdt sin posisjon som Tyrkias fremste produsent av formbaser og komponenter. Selskapet benytter 5-akset CNC-utstyr for å drive virksomheten sammen med europeiske standardløsninger for plastinjeksjon og pressforming, som inkluderer standard og tilpassede POS-alternativer (Point-of-Sale). OKSET er ISO 9001-sertifisert og produserer presisjonsprodukter som eksporteres med høy kvalitet til flere land over hele verden, deriblant Tyskland, Østerrike og Frankrike, i tillegg til brukere fra andre land.
Tjenester
OKSET tilbyr produksjonstjenester for standard formbaser
brukes til plastinnsprøyting og metall- og presseapplikasjoner
gjennom 5-aksede CNC-systemer i kombinasjon med muligheter for dyphullsboring.
3D-måleteknologi i samsvar med europeisk standard
Fordeler
1. Nøyaktige, avanserte produksjonsprosesser som muliggjøres av 5-aksede CNC-maskiner, gir utmerkede resultater. 2. Selskapet har en omfattende internasjonal posisjon ved å betjene ulike europeiske land gjennom eksport til utlandet. 3. Sannsynligvis bidrar overholdelse av globale standarder som ISO 9001 til økt pålitelighet og tillit hos kundene.
Ulemper
1. Offentligheten har fortsatt begrenset tilgang til detaljert informasjon om spesifikke sertifiseringer og selskapenes tidsfrister. 2. Selskapet produserer hovedsakelig støpeformer og har vist en begrenset evne til å ekspandere til bredere industrisektorer. 3. spesialtilpassede løsninger opplever lengre produksjonstid på grunn av strenge krav til presisjon.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
5. GrupHS Makina
Etableringsår: 1987 Antall ansatte: 300-350 Virksomhetstype: Selskapet har tre hoveddivisjoner, inkludert produksjon av støpeformer, kontraktsproduksjon og komplette monteringstjenester for en rekke industrisektorer.
Nettsted og kontakt Nettsted: https://gruphs.com.tr/en/ E-post: info@gruphs.com.tr Telefon: +90 (553) 258 68 03 Adresse: Oğlananası Atatürk mah. Barbaros Cad. No:31 Kısıkköy Sanayi Sitesi Menderes / İzmir
Selskapets profil
Grup HS Machinery Mold Industry and Trade Limited ble etablert i İzmir i 1987 for å spesialisere seg på produksjon av støpeformer for plastinjeksjon og metallplateforming. Dette anlegget betjener forsvarets petrokjemiske og medisinske industrier gjennom sine 1200 m², inkludert moderne produksjonsverktøy. Kvalitet, innovative fremskritt og bærekraftig praksis er kjernefokuset til selskaper som er sertifisert i henhold til ISO 9001. Beviset på deres pålitelige partnerskap er at de har gjennomført mer enn 9 986 prosjekter i forbindelse med kontraktsproduksjon av støpeformer og FoU-løsninger.
Tjenester
Produksjon av støpeformer
Injeksjonsform for plast
Kontraktsproduksjon og montering
Sveising
Fordeler
1. Selskapet har over tre tiår med ekspertise innen produksjon av støpeformer. 2. Selskapets produksjonskapasitet strekker seg til forsvarsapplikasjoner, petrokjemi og medisinsk industri, samtidig som det betjener flere sektorer. 3. ISO 9001-sertifiseringen gjør det mulig for selskapet å bruke avanserte maskiner som sikrer høy presisjon og utmerket kvalitet.
Ulemper
1. Anleggets størrelse på 1 200 m² begrenser ytterligere kapasitetsutvidelse på grunn av begrenset plass. 2. Organisasjonen fokuserer utelukkende på nisjeproduksjon og begrenser markedet til enkelte produktlinjer. 3. Markedssvingninger kan være risikable fordi selskapet i stor grad er avhengig av utvalgte industrisektorer.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
6. ATIL-SAN
Etableringsår: 2000 Antall ansatte: 50-150 Virksomhetstype: Selskapet fokuserer på produksjon av førsteklasses bilkomponenter for etablerte merker.
Nettsted og kontakt Nettsted: http://www.atil-sanotomotiv.com/ E-post: info@atil-sanotomotiv.com Telefon: +90 (216) 593 07 53 Adresse: ISTANBUL, TYRKIA
Selskapets profil
ATIL-SAN Automotive startet sin virksomhet i 2000 i Istanbul for å produsere reservedeler av høy kvalitet til biler, blant annet hjulkapsler, drivaksler og plastkomponenter. Det 7000 m² store anlegget støtter produksjon av bilreservedeler for de største merkene Ford, Volkswagen og Mercedes. ATIL-SAN har ISO 9001:For-utvidelse; selskapet er i ferd med å oppnå TS 16949-sertifisering i tillegg til eksisterende ISO 9001:2000- og ISO 14001:2004-sertifiseringer. Kvalitet og innovativt arbeid gjør det mulig for denne organisasjonen å eksportere globalt og samtidig opprettholde sin dominerende posisjon innen bilindustrien.
Tjenester
Produksjon av reservedeler til biler
OEM-leveranse
Tilpasset design og produksjon
Eksport og distribusjon
Fordeler
1. Over 20 års erfaring med produksjon av reservedeler til bilindustrien. 2. ATIL-SAN produserer høykvalitets bilprodukter eksklusivt for Ford og Mercedes. 3. De er ISO-sertifisert, noe som sikrer at de følger internasjonale kvalitetskrav og miljøprotokoller.
Ulemper
1. Det 7 000 m² store anleggsområdet utgjør en begrensning for å oppnå en betydelig produksjonsskala. 2. Stor avhengighet av spesifikke bilmerker. 3. Det er ikke til å unngå å støte på hindringer når man skal levere løsninger som dekker de skiftende behovene på verdensmarkedet.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
7. Fortis Plastik
Etableringsår: 2002 Antall ansatte: 100-150 Virksomhetstype: Fortis Plastik fokuserer sin forretningsvirksomhet på bærekraftig emballasjeproduksjon og serviseproduksjon.
Nettsted og kontakt Nettsted: https://fortisplastik.com/v2/ E-post: info@fortisplastik.com Telefon: +90 216 394 28 35 - 36 - 37 Adresse: Yan Sanayi YC-4,6 Parsel,34952 Tuzla / Istanbul / Turkiye
Selskapets profil
Fortis Plastik produserer bærekraftig servise av miljøvennlig plast, blant annet tallerkener og kopper, bestikk og brett. Selskapet fokuserer på miljømessig bærekraft ved å utvikle produkter som leder avfall til resirkulering og reduserer avfallsmengden. Som en del av sin bærekraftige visjon tilbyr Fortis Plastik holdbare alternativer for å erstatte engangsplast ved å tilby fullt resirkulerbare løsninger for hjem og bedrifter. De streber etter å støtte miljømål gjennom sine produktinnovasjoner, samtidig som de skaper en renere og mer bærekraftig fremtid.
Tjenester
Selskapet tilbyr produksjon av miljøvennlig, gjenbrukbart servise i plast.
Selskapet tilbyr bærekraftig bestikk, tallerkener, brett og kopper.
Selskapets tilbud støtter målene for miljømessig bærekraft.
1. Produktutvalget av bærekraftig servise er smalere enn det som er tilgjengelig i tradisjonelle spisesteder. 2. Forpliktelsen til bærekraft øker den opprinnelige prisen på produktene deres. 3. Ikke alle Ecopia-produkter kan kjøpes inn på samme måte i alle geografiske områder.
Du kan finne produksjonstjenester for sprøytestøping av plast i Tyrkia via dette nettstedet.
8. Üçelsan Plastik Enjeksiyon ve Kalıp
Etableringsår: 1982 Antall ansatte: Virksomhetstype: Produsenten Üçelsan leverer sprøytestøping av plast gjennom et komplett utvalg av tjenester, inkludert utvikling av støpeformer, produktbearbeiding og produksjon av sprøyteplast.
Nettsted og kontakt Nettsted:https://www.ucelsan.com/ E-post: mesut.kaya@ucelsan.com Telefon: +90544 668 1533 Adresse: Meclis Mahallesi, Teraziler Caddesi, Perpim Sanayi Sitesi, No:31B/4 Sancaktepe/İstanbul
Selskapets profil
Siden 1982 har Üçelsan vært ledende innen sprøytestøping og produksjon av plast. Virksomheten har ekspertise innen produksjon av førsteklasses presisjonsformer og plastdeler, som leveres til ulike internasjonale industrier. Selskapet muliggjør produkter av høy kvalitet ved hjelp av førsteklasses maskinkomponenter og teknisk erfaring, noe som gir fornøyde kunder. Üçelsan oppnår driftseffektivitet gjennom sin integrerte produksjonsmodell, som leverer egen produksjon av støpeformer og ferdige plastprodukter.
Tjenester
Plastinnsprøyting og sprøytestøping
Planlegging og design
Mold Manufacturin
Montering
Fordeler
1. Omfattende erfaring med produksjon av støpeformer siden 1982. 2. Tilbyr egen produksjon av både støpeformer og plastprodukter. 3. Selskapet bruker de beste plattformverktøyene for å oppnå høy presisjon og produktkvalitet.
Ulemper
1. Potensielt høyere kostnader på grunn av intern produksjon. 2. Selskapet opererer med begrenset global markedspenetrasjon sammenlignet med sine større konkurrenter. 3. En spesialisert tilnærming til industriproduksjon reduserer den organisatoriske fleksibiliteten når det gjelder å håndtere virksomhet utenfor kjernevirksomheten.
9. Dongguan Sincere Tech Co, Ltd
Etableringsår: 2005 Antall ansatte: 100-200 Type virksomhet: Produsent og leverandør
Nettsted og kontakt Nettsted: www.plasticmold.net/ E-post: info@plasticmold.net Telefon: +86 135 30801277 Adresse: Changping, Dongguan by, Guangdong-provinsen, Kina
Selskapets profil
Leverandøren av plastsprøytestøpeformer og tilpassede støpeløsninger Dongguan Sincere Tech Co., Ltd. tilbyr sine tjenester fra basen i Dongguan i Kina, der de har tillit fra kunder over hele verden. Selskapet har levert presis moldproduksjon sammen med sprøytestøpingstjenester og rask prototypingskapasitet sammen med nøkkelferdige løsninger i over ti år. Sincere Tech setter innovasjon, bærekraft og kundetilfredshet i høysetet, og leverer støpt plast til bilindustrien, elektronikkbransjen, den medisinske sektoren og markedet for forbruksvarer. Selskapet skaper global tillit ved hjelp av avanserte teknologiske løsninger og ekspertressurser innen ingeniørfag.
Tjenester
Støpeformer
Støping av silikongummi
Tjeneste for prototyping
Full produktmontering
Design og produksjon av støpeformer
Produktemballasje
Fordeler
1. Konstruerte presisjonsformer laget av komponenter av høy kvalitet gir overlegen produktutførelse. Hjelper med komplekse og presise design. 2. Kombinasjonen av tekniske fremskritt og kompetent ingeniørpersonell gir optimaliserte, effektive løsninger som løser bransjens utfordringer. 3. Selskapet dekker ulike behov gjennom et omfattende tjenestetilbud som spenner fra prototyputvikling til massiv produksjonskapasitet.
Ulemper
1. Avhengigheten av global frakt fører noen ganger til forsinkelser i leveringen til internasjonale kunder. 2. De tidligere kostnadene ved å lage individuelle design blir uoverkommelige når det er snakk om små produksjonsvolumer. 3. Ekspertise på plastsprøytestøpeformer er et ultimat krav for bransjer som bruker denne tjenesten.
Du trenger ekte løsninger for produksjon av spesialformer kombinert med monteringstjenester. Besøk Sincere Tech.
Konklusjon
Den tyrkiske sprøytestøpeindustrien posisjonerer seg som et internasjonalt referansepunkt som leverer sofistikerte produksjonsmuligheter til alle markedssektorer. Tyrkia leverer høykvalitets presisjonsdeler og støpeformer av plast til konkurransedyktige priser takket være sin avanserte bransjeerfaring kombinert med moderne teknologi og erfarent personell. Det økende antallet selskaper som benytter seg av tyrkiske støpeformprodusenters tjenester, har gjort Tyrkia til den ledende destinasjonen for ulike krav til sprøytestøping. Disse selskapene forventes å lykkes på det globale markedet fordi de balanserer innovasjon med strenge kvalitetsstandarder, samtidig som de posisjonerer seg for fremtidig ekspansjon i sitt bransjesegment.
Saudi-Arabias fremvekst som innovasjonssenter i industrien er direkte knyttet til den avanserte rollen sprøytestøpingsteknologien spiller. Med sine mange muligheter skaper sprøytestøpingsteknologien avanserte plastkomponenter på en effektiv og kostnadseffektiv måte for å tilfredsstille behovene i bilindustrien og forbrukerindustrien, samt kravene til emballasje og bygg og anlegg. Det saudiarabiske Vision 2030-initiativet øker etterspørselen etter avanserte sprøytestøpte komponenter, samtidig som det fremmer industriell ekspansjon og teknologiutvikling.
Avanserte sprøytestøpefirmaer med toppmoderne utstyr, kompetent arbeidskraft og innovative materialer driver frem lokal og global markedsutvikling. Virksomheten produserer kundetilpassede behandlingsløsninger og elastiske, presise løsninger til krevende industrisektorer. Gjennom sin sprøytestøpevirksomhet produserer Saudi-Arabia høyhastighetsprodukter som spenner fra stiv emballasje til bildeler og viktige plastartikler for spesifikke medisinske bruksområder. Artikkelen presenterer åtte ledende saudiarabiske sprøytestøpeselskaper som viser frem sin tekniske kompetanse og sine produksjonsinnovasjoner.
1. APICO -Arabian Plastic Industrial Co. Ltd.
Etableringsår: 1996 Antall ansatte: 110-150 Virksomhetstype: Arabian Plastic Industrial Company (APICO) arbeider med plastemballasje og sprøytestøping av termoplast.
Nettsted og kontakt
Nettsted: https://www.apico.com.sa E-post: info@apico.com.sa Telefon: +966126380101 Adresse: Industrial City 1, St. 45, Phase 3, Jeddah, KSA
Selskapets profil
APICO ble etablert i 1996 under Balubaid Group i Saudi-Arabia og regnes som et av de beste selskapene innen plastemballasje og sprøytestøping i Saudi-Arabia. APICO tilbyr en rekke tjenester, blant annet ekstrudering av film og plater, sprøytestøping, termoforming og blåsestøping for bedrifter innen mat- og drikkevareindustrien, bilindustrien, bygg og anlegg og mye mer. Selskapet er sertifisert i henhold til ISO 9001, 22000 og 45001, og produserer derfor kvalitetsprodukter. Al-Kharj ble også en del av APICOs nettverk i 2024: Organisasjonen utvider og tilpasser seg også for å møte utviklingsbehovene i regionen på en mer effektiv måte.
Tjenester
Film
Termoforming
Blåseforming
Sprøytestøping
Fordeler
1. APICO benytter toppmoderne europeiske og asiatiske maskiner i den detaljerte produksjonen.
2. Her kan nevnes handleposer, flasker og spesialstøpte kasser for å få flere transportalternativer til produktene.
3. Her står kunden i fokus, ettersom selskapet tilbyr løsninger som er utviklet for å passe til ulike bransjer.
Ulemper
1. Bedriftsmiljøer APICO og flere konkurrenter opererer i plastproduksjonsindustrien.
2. Produksjonsprosessen innebærer bruk av mye energi, noe som medfører ekstra kostnader for virksomheten.
3. Selskapet antas å ha gode salgsresultater siden det er avhengig av bil- og byggebransjen, men er følsomt for markedssituasjonen.
Derfor, hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, APICO er det beste selskapet å besøke.
2. AL SHARQ PLASTINDUSTRIER CO.LTD
Etableringsår: 1976 Antall ansatte: 200-500 Type virksomhet: Al-Sharq Plastic Industries produserer plastvarer ved hjelp av sprøytestøping, blåsestøping og blåsefilmteknologi.
Nettsted og kontakt
Nettsted: https://alsharqplastics.com E-post: sales@alsharqplastics.com Telefon: +966 11 265 5555 Adresse: New Industrial City, fase 2, Al Riyadh, Saudi-Arabia
Selskapets profil
Al-Sharq Plastic Industries Company ble grunnlagt i 1976 og driver et anlegg i Riyadh i Saudi-Arabia som produserer plastmaterialer av høy standard. Siden 2014 har Al-Sharq Plastic Industries Company sluttet seg til Takween Advanced Industries og utvidet tilbudet til å omfatte sprøytestøping, blåsestøping og produksjon av blåsefilm. Al-Sharq produserer okso-biologisk nedbrytbare produkter etter akkreditering fra SASO og ESMA for petrokjemi, næringsmiddel- og landbruksindustrien. Våre avanserte produksjonsanlegg kombinert med verdensomspennende distribusjon hjelper oss med å levere bærekraftige og innovative løsninger til kundene våre, samtidig som vi holder fokus på kvalitet.
Tjenester
Sprøytestøping
Blåseforming
Plastkasser
Blåsefilm
Fordeler
1. Vårt selskap flytter flere produksjonslinjer for ulike industrielle bruksområder.
2. Våre produksjonsanlegg fremstiller biologisk nedbrytbare produkter i henhold til bransjestandarder.
3. Virksomheten vår omfatter over 300 støpeformer og over 100 maskiner gjennom avanserte produksjonssystemer.
Ulemper
1. Det finnes vanskelig tilgjengelig informasjon om personen som startet selskapet og teamet som driver det.
2. Konkurransen på verdensmarkedet er fortsatt intens.
3. Virksomheten er avhengig av utvalgte geografiske markeder for å distribuere eksporten sin.
Kontakt Al-Sharq Plastic Industries for alle krav til sprøytestøping i Saudi-Arabia.
3. Zamil Plastic Industries Co.
Etableringsår: 1980 Antall ansatte: 500-1,00 Virksomhetstype: Produsent og leverandør
Nettsted og kontakt
Nettsted: www.zamilplastic.co Telefon: +966 9200 03679 E-post: info@zamilplastic.com Adresse: Plastproduksjonen foregår i 2nd Street i Zamil Industrial Area i Dammam, Saudi-Arabia
Selskapets profil
Zamil Plastic Industries Co. startet sin virksomhet i 1980 og ble etter hvert en av de største produsentene av plastprodukter i Midtøsten-regionen. De bruker sprøytestøping og blåsestøping til å produsere PET-preformer til ulike bransjer som produserer mat, byggematerialer og forbrukerprodukter. I dag bruker Zamil Plastic moderne produksjonsverktøy fra sin tidligere industribakgrunn til å designe miljøvennlige produktalternativer. Hos Zamil Plastic hjelper vi kundene med å designe produktløsninger som gir overlegen kvalitet og forretningsresultater for hvert enkelt målmarked.
Tjenester
Plastbeholdere:
Plastemballasje:
Bøtter og kar i plast
Fordeler
1. Vårt forretningsteam har produsert plastvarer i mange år.
2. Selskapet vårt hjelper flere bransjer på tvers av mange ulike markedssektorer med forretningstjenester.
3. Selskapet skaper varer av topp kvalitet som fungerer som tiltenkt for kundene og bidrar til å beskytte miljøet.
4. Våre toppmoderne produksjonsmetoder gir produkter som oppfyller alle målespesifikasjoner.
5. Selskapet vårt tilbyr avanserte produksjonstjenester innen tre hovedområder: Vi hjelper bedrifter med å produsere plastbeholdere til næringsmidler, olje- og gassutstyr og forbrukermaterialer.
Ulemper
1. Selskapet slutter å betjene utvalgte verdensmarkeder når det støtter tiltak i bestemte geografiske områder
2. De fleste vet ikke hvor mange ansatte selskapet har, eller hvor stor produksjonskapasitet det har
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
4. Al-Faisal plastfabrikk
Etableringsår: 1989 Nei eller ansatte: 100-200 Type virksomhet: Produsent og leverandør
Nettsted og kontakt
Nettsted: https://www.myfpf.com Telefon: +966 12 635 6060 E-post: info@myfpf.com Adresse: Al-Mahjar-distriktet, First Industrial City, fase 3, bygning nr. 8277
Selskapets profil
Siden den kommersielle starten i 1989 har Al-Faisal Plastic Factory blitt en viktig aktør innen plastproduksjon i Saudi-Arabia. Selskapet har spesialisert seg på utvikling av sprøytestøpe- og blåseformer og tilbyr komplette løsninger for produksjon av støpeformer. I løpet av de siste tiårene har de utviklet spesialiserte løsninger for å imøtekomme unike kundebehov. Al-Faisal Plastic Factory vedlikeholder produkter med lang levetid gjennom sine vanlige produksjonsanlegg for støpeformer og vedlikeholdstjenester.
Tjenester
Sprøytestøpeformer
Blåseformer
Vedlikehold av mugg
Pakking
merking
Fordeler
1. På grunn av deres kompetanse innen blåse- og sprøytestøping kan de presentere ulike løsninger for kundene sine.
2. selskapet forlenger produktenes holdbarhet og levetid gjennom sine tilbud om vedlikehold av støpeformer.
3. Flere tiårs erfaring på det saudiarabiske markedet.
4. Lokale industribedrifter har umiddelbar tilgang til raske tjenester fra dette nettstedet.
Ulemper
1. Ingen tilstedeværelse på nettet eller nettside for internasjonalt arbeid.
2. Begrenset informasjon om teknologiske nyvinninger eller sertifiseringer.
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
5. Saudi Plastic Factory Co.
Etableringsår: 1962 Antall ansatte: 900-1000 Type virksomhet: Produsent og leverandør
Saudi Plastic Factory (SPF) startet sin virksomhet i 1962 for å fungere som et pålitelig produksjonsanlegg, der sprøytestøping fortsatt er kjernevirksomheten. Saudi Plastic Factory bruker sprøytestøping til å produsere en rekke plastartikler, fra kasser og tynnveggede meieribeholdere til malingsspann og PET-beholdere. SPF tar i bruk avanserte produksjonsteknikker for å skape sluttprodukter av høy kvalitet som oppfyller bransjestandardene og samsvarer med kundenes forventninger. Jeddah-anlegget gjør det mulig for selskapet å betjene kunder både i den lokale markedssonen og i regionale markeder i nabolandene.
Tjenester
Tynnveggede melkebeholdere
Malingsspann
PET-beholdere
Merking i støpeformen (IML-emballasje)
Plastkasser
Fordeler
1. Lette plastbeholdere er det beste alternativet for mat- og drikkevareindustrien.
2. Varmestyringssystemer som brukes i avansert sprøytestøping, gir konsekvent standardiserte produksjonsresultater.
3. Tilbyr et bredt produktsortiment som henvender seg til ulike sektorer.
4. Anleggets beliggenhet i Jeddah gir viktige transportfordeler for å dekke distribusjonsbehovene i dette regionale området.
Ulemper
1. Ingen offentlig nettside eller detaljert kontaktinformasjon for globale kunder.
2. Begrenset vekt på bærekraft eller miljøvennlig praksis i offentlig tilgjengelig informasjon.
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
6. Den nasjonale plastfabrikken (NPF)
Etableringsår: 1976 Antall ansatte: 200-300 Virksomhetstype: Produsent og leverandør
National Plastic Factory (NPF) startet sin virksomhet i 1976 ved sine opprinnelige produksjonsanlegg for plast, og vokste til å bli et betydelig plastproduksjonsselskap i Saudi-Arabia med kontinuerlig produksjon. NPF har tre produksjonssentre som tilbyr produksjonskapasitet med høy kapasitet for å støtte økende kundekrav. Vi har over 80 maskiner og 300 støpeformer som gjør at vi kan betjene ulike bransjer gjennom vår arbeidsstyrke. Vi planlegger å øke servicekapasiteten vår i eksisterende sektorer og gå inn i nye industrisektorer. Gjennom materialproduksjonskapasiteten opprettholder NPF sin rolle som en fleksibel leverandør som leverer råvarer til plastvarer av industriell kvalitet og forbrukerplast for ulike markedskrav.
Tjenester
Industrielle plastprodukter
Forbruksvarer av plast
Skreddersydd sprøytestøping
Fordeler
1. Virksomheten i plastsektoren har utviklet seg gjennom førti år med ekspertise i selskapet.
2. Stålselskapet driver flere produksjonsanlegg, noe som skaper fleksibel kapasitet og sikrer driftsmessig fleksibilitet.
3. Bearbeiding av holdbare plastløsninger som fungerer pålitelig, er en sentral driftskomponent i kjernen av forretningsmodellen deres.
4. På det saudiarabiske markedet anses selskapet som en etablert og velrenommert produsent av pålitelige kvalitetsvarer.
Ulemper
1. Minimalt med informasjon om spesifikke teknologiske fremskritt eller sertifiseringer.
2. Selskapet tilbyr ikke en nettbasert plattform for å vise sine produkter og tjenester.
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
7. Fabtech Saudi-Arabia
Etableringsår: 1978 Antall ansatte: 100-200 Virksomhetstype: Produsent og leverandør
Fabtech har opparbeidet seg et godt rykte innen plastproduksjon gjennom 40 års kontinuerlig drift, som startet i 1978. Som en del av kjernekompetansen skaper selskapet tilpassede støpeformer og plastprodukter for flere kommersielle sektorer gjennom sine produktutviklingstjenester og produksjonsanlegg. Selskapet tilbyr full vedlikeholdsstøtte for å gjenopprette optimal funksjonalitet kombinert med forlenget levetid for kundenes støpeformer gjennom reparasjonsvirksomheten. Selskapet er basert i Riyadh, og er en pålitelig partner for regionale og lokale bedrifter.
Tjenester
Design og utvikling av støpeformer
Produksjon av plastprodukter
Vedlikehold og reparasjoner av mugg
Fordeler
1. Ekspertise innen spesialdesign av støpeformer og presisjonsteknikk.
2. Selskapet hjelper kundene med å vedlikeholde formene sine gjennom komplette vedlikeholdstjenester.
3. Virksomheten har opparbeidet seg ti års ekspertise innen produksjon av førsteklasses plastvarer.
4. Strategisk beliggenhet i Riyadh, noe som bidrar til regional tilgjengelighet.
Ulemper
1. Begrenset informasjon om teknologiske nyvinninger eller sertifiseringer.
2. Ingen nettside eller tilstedeværelse på nettet for detaljert bedriftsinformasjon.
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
8. Rowad National Plastic Company Ltd
Etableringsår: 1992 Antall ansatte: 500-1000 Virksomhetstype: Produsent
Rowad National Plastic Company Ltd er ledende i Saudi-Arabia når det gjelder produksjon av plastprodukter ved hjelp av toppmoderne sprøytestøpingsteknologi. Forretningsgruppen utvikler varige plastkomponenter til industrielt bruk og forbruksvarer. Rowad fortsetter å være bransjeledende fordi selskapet lykkes med å ta en ledende posisjon både på det nasjonale og det internasjonale markedet.
Tjenester
Sprøytestøpte plastprodukter
Industrielle plastløsninger
Forbruksvarer av plast
Plastspann
Fordeler
1. Kundene ser på firmaet som en ledende ekspert på produksjon av holdbare produkter av høy kvalitet ved hjelp av sprøytestøping.
2. Sterk tilstedeværelse i både regionale og internasjonale markeder.
3. Selskapets skreddersydde løsninger hjelper flere industrisektorer med å oppfylle unike krav fra forskjellige bransjer.
4. Sprøytestøpeutstyr med moderne teknologiske funksjoner gir ensartede produksjonsresultater.
Ulemper
1. Grunnleggelsesdatoen for selskapet og dets omfattende historiske utvikling er ikke oppgitt.
2. Selskapet hindrer nykunder i å skaffe seg nye kunder fordi det mangler fullstendig digital informasjon tilgjengelig på internett.
Hvis du trenger sprøytestøpingstjenester i Saudi-Arabia, kan du kontakte oss for de beste løsningene.
9. Sincere Tech
Etableringsår: 2005 Antall ansatte: 100-200 Type virksomhet: Kommersiell plastinjeksjonsstøpeformprodusent, støpeformprodusent, støpeformprodusent for RTV-silikongummi, produktmonteringstjenester, prototypmaker og produsent
Selskapet Sincere Tech produserer tre typer støpeformer ved sine anlegg i Dongguan City i Guangdong-provinsen i Kina, og ble etablert under ledelse av grunnleggeren Wang Lei i 2005. Selskapet har etablert kompetanse innen formdesign samtidig som det tilbyr tjenester for utvikling av prototyper og sluttmonteringsløsninger. Sertifisert i henhold til ISO 9001: Selskapet opererer innenfor forretningsområdene medisinsk elektronikk til bilindustrien gjennom implementering av fire standarder, inkludert Sincere Tech-standarden: ISO 14001 New Car QC Standard: ISO 14001:2015 og Environmental Endorsement Standards: 2015 sammen med Automotive Industry Technical Standard: IATF 16949.
Tjenester
Sprøytestøpte produkter av plast
Støpeformer
Støping av silikongummi
Tjeneste for prototyping
Full produktmontering
Design og produksjon av støpeformer
Produktemballasje
Fordeler
1. Moderne teknologiske støpeformsprodukter demonstrerer topp håndverk ved å bruke de mest innovative produksjonsmetodene i hele deres driftsomfang.
2. Sertifiseringer som ISO 9001:2015, ISO 14001:2015 og IATF 16949 i 2016 garanterer kvalitet og samsvar.
3. Formskaping har parallelle funksjoner med produktdesign og komponentproduksjon, samtidig som alle produktutviklingstrinnene inngår.
Ulemper
1. Leveransene til internasjonale kunder må gå over all forventning, siden det meste av produksjonen foregår fra kinesiske baser.
2. Produksjon av spesialtilpassede listverk til store anlegg krever dyre startkostnader for produksjon av verktøy som er spesialdesignet for hver enkelt størrelse.
3. De regionale avdelingene arbeider med begrensede funksjoner som er utformet for å oppfylle kundenes krav, siden de ikke har mulighet til å gi direkte støtte til eksterne kunder.
Du trenger ekte løsninger for produksjon av spesialformer kombinert med monteringstjenester. Besøk Sincere Tech.
Konklusjon
Densprøytestøping Plastindustrien i Saudi-Arabia leverer spesialiserte tjenester som støtter industriell vekst på tvers av flere markeder. Landets produksjonssektor består av Zamil Plastic Industries National Plastic Factory og avantgardelederen Rowad National Plastic Company Ltd, som sammen driver denne sektoren. Den fulle integrasjonen av neste generasjons sprøytestøpingsteknologi, personaliserte løsninger og overlegen kundebehandling gjør disse selskapene til bransjeledere. Saudi-Arabias sprøytestøpesektor gir viktig støtte til alle bransjekrav gjennom sitt tilbud av spesialtilpassede sprøytestøpte deler, støpte plastprodukter for emballasjesystemer og bilindustrien, samt komplekse støtte- og vedlikeholdsprogrammer for støpeformer. Ta gjerne kontakt med virksomhetene som er nevnt i denne artikkelen for å få spesialisert veiledning og spesifikk produksjonsstøtte når du er på jakt etter sprøytestøpingstjenester i Saudi-Arabia.
Sveits har vært kjent for teknologiindustrier, høyteknologiske industrier og også industrier, som inkluderer plast og sprøytestøping. Selskapet som spesialiserer seg i sprøytestøpesektoren har etablert sterke grupper for avansert teknologi innen bærekraft og stort detaljarbeid for å møte ulike bransjer som bil- og medisinsk industri, emballasje og forbrukerprodukter. Sveitsiske selskaper er i verdensklasse; de produserer kompliserte, men likevel feilfrie plastdeler for flere funksjoner for å bevise deres effektivitet og standarder. Sprøytestøpeindustrien i Sveits har vært velstående basert på nasjonene som kjøper forskning innen utvikling for å fremme forhåndsteknikk og materiale. Sveitsiske selskaper bruker også moderne teknikker for sprøytestøpeutstyr, og produserer derfor deler og produkter med høy presisjon. De er ledende når det gjelder å løse eller svare på universelle problemer som bærekraft, som vanligvis er basert på bruk av miljøvennlige råmaterialer og produksjonsteknikker. Dette engasjementet garanterer at produktene deres oppfyller både forventede kundebehov og miljøkrav.
Også de sveitsiske sprøytestøpefirmaene er opptatt av kvalitetssikring, og kundene mottar varene sine fra fasilitetene med utmerket kvalitet enn bransjenormer. Deres prestasjoner har kastet dem inn i sektorer som medisinsk teknologi der nøyaktighet og pålitelighet er svært viktig. Sveits fortsetter å nedlatende automatisering, robotikk og smart produksjonsteknologi for å sikre at den opprettholder en ledende posisjon i sprøytestøpevirksomheten.
I denne artikkelen presenterer vi de åtte beste sveitsiske sprøytestøping selskaper med fokus på presisjon og innovasjon.
1. Vallotech SA
Etableringsår: 1904 Antall ansatte: rundt 200 Type virksomhet: Presisjonssprøytestøping, støping og design av støpeformer, design av nye produkter, automatisering og etterbehandling av kompliserte deler.
Nettsted og kontakt Nettsted: https://www.vallotech.ch E-post: info@vallotech.ch Telefon: +41 21 843 90 00 Adresse: Plans Praz 21, 1337 Vallorbe Sveits
Selskapets profil
Vallotech SA er et sveitsisk selskap som produserer plastkomponenter med høy presisjon. Det ble grunnlagt i 1904. Selskapet fokuserer på herdeplast og termoplast og tilbyr sofistikerte produksjonstjenester som sprøytestøping, overstøping og automatisert montering. De kan omfatte ISO 9001 for kvalitetsstyringssystemer eller IATF 16949 for bilrelatert industri. Vallotech er en del av Techniplas-konsernet, som arbeider internasjonalt og sender over 50 millioner deler årlig til tre kontinenter. I henhold til selskapets behov kan firmaet skryte av bærekraft, innovasjon innen energieffektive prosesser og integrering av miljøvennlige materialer i ulike bransjer.
Tjenester
Bearbeidede materialer
Sprøytestøping
Automatisert montering
Overstøping
Fordeler
1. kunnskap om herde- og termoplastharpikser som gjør det mulig å lage presise og nøyaktige underdeler til industrier med høye standarder.
2. applikasjoner på høyt nivå i samlebåndet av roboter og etterbehandling som garanterer resultater i tråd med de menneskelige standardavvikene på en mikron.
3. Techniplas Group nådde gjennom den globale leveransen av over femti millioner deler årlig til nesten alle kontinenter.
Ulemper
1. Noen fakta som kan være avgjørende for spesifikke sertifiseringer, er usynlige og kan virke demoraliserende på kundene.
2. Avhengigheten av Techniplas' internasjonale tilstedeværelse kan true Vallotechs merkevaredybde.
3. Høy spesialisering kan utgjøre et problem når det gjelder fremtidige endringer i markedets behov utenfor kjernevirksomheten.
Hvis du leter etter noen produsenter av PC-sprøytestøping i Sveits for formdesign, produktutvikling og sprøytestøpingstjeneste, kan de gi prisen for deg.
2. Stamixco AG
Etableringsår: 2003 Antall ansatte: 50-100 Type virksomhet: Polymerprosessering og industrielle applikasjoner; design og produksjon av statiske miksere og teknisk rådgivning.
Nettsted og kontakt Nettsted: https://www.stamixco.com E-post: info@stamixco.com Adresse: Samstagernstrasse 57, CH-8832 Wollerau, Sveits Telefon: +41.52.338.17.1 Faks: +41.52.338.17.3
Selskapets profil
Stamixco ble etablert i 2003 og arbeider spesielt med statiske blandere for polymerer. Stamixco AG er et sveitsiskbasert selskap som driver aktiv virksomhet innen sprøytestøping, ekstrudering og generell blandeteknologi for statisk blanding. Selskapet har kjøpt en eksklusiv lisens fra Bayer AG til å drive GXR Double-Roof Disk Static Mixer. Grunnleggerne hadde mer enn 60 års erfaring med å bidra til utviklingen av statisk blandeteknologi. I 2012 ble selskapet solgt til Bernhard Hug, og hovedkvarteret ble flyttet til Winterthur i Sveits. Senere, i 2015, flyttet Stamixco til en ny og mer betydelig bygning i Sveits, nær Zürich, men beholdt samtidig det svært tekniske og støttende pedalselskapet.
Tjenester
Produksjon av statiske miksere og blandere.
Kan brukes til væsker med høy og lav viskositet.
Spesialisert mikser for sprøytestøping og ekstrudering.
Vår statiske blandeteknologi er faktisk patentert.
Teknisk støtte og rådgivning.
Støttetjenester; konsulenttjenester.
Selskapet har et globalt servicenettverk og regionale distributører.
Fordeler
1. fokuserte på statiske miksere for tilpasning av polymer- og ekstruderingssystemer.
2. et patentert og innovativt blandesystem garanterer optimal ytelse i mange forskjellige operasjoner.
3. stort internasjonalt butikknettverk og et omfattende supportsystem i mange land over hele verden.
Ulemper
1. Statisk blandingskonsentrasjon begrenser tjenesteleveransen til urelaterte områder som utnytter ulike kunders behov.
2. Dette løser kanskje ikke alle kundens behov, siden det er spesialisert på materialer med høy viskositet.
3. dårlig informasjonsinnhold når det gjelder kostnader og grad av produktdifferensiering.
Hvis du leter etter produsenter av PC-sprøytestøping i Sveits for formdesign, produktutvikling og tjenester, vil de gjerne gi deg et tilbud.
3. Télast S.A.
Etableringsår: 1982 Antall ansatte: 300-400 Virksomhet Type: Télast S.A. er et finmekanisk selskap som spesialiserer seg på sprøytestøping, sprøytestøping av verktøy og produktdesign.
Télast S.A. ble etablert 7. desember 1982 i Préverenges i Sveits og driver virksomhet innen kjemiske produkter, sprøytestøping og presisjonsmekanikk, for eksempel CNC-fresing og -sliping. Selskapet har seks sprøytestøpemaskiner på mellom 25 og 90 tonn, med fokus på medisin-, bil- og romfartsbransjen, og bruker materialer som PEEK og biobaserte polymerer. De tilbyr mer eller mindre etterarbeid som redigering, ferdigstilling, kvalitetskontroll og frakt. Télast er kjent for innovativ design og enestående pålitelighet, og har i mer enn fire tiår satset på fremragende presisjonsteknikk og tilbudt kundene et komplett utvalg av produktutviklingstjenester.
Service
Sprøytestøpeformer
Utforming av verktøy
presisjonsmekanikk
CNC-fresing
Snu
Sliping
Sveising
Merking
Fordeler
1.Design Precision - Télast tilbyr presisjonstekniske løsninger for produksjon av nøyaktige produkter av høy kvalitet.
2. spesialisert materialkunnskap - Selskapet arbeider med mange typer materialer, for eksempel eksepsjonelt overlegne polymerer, noe som betyr at selskapet kan passe til mange bransjer.
3. fullservicepakke - Télast tilbyr kundene sine tjenester innen design, produksjon, etterproduksjon og kvalitetssikring.
Ulemper
1. liten produksjonsstørrelse - Den nåværende maskinkapasiteten i Télast er kanskje ikke i stand til å håndtere noen store ordrer som trengs til produksjonsformål.
2. Markedsspesialisering - Et bestemt selskap er i et enkelt eller noen få spesifikke bransjesegmenter, noe som begrenser markedsstørrelsen og ekspansjonen.
3. Bransjepress - ettersom Télast opererer i et svært konkurranseutsatt produksjonsmiljø, legger andre konkurrenter press på selskapet.
Hvis du trenger tjenester innen sprøytestøping, støping og produktutvikling, er Télast S.A. produksjonsbedriften du skal kontakte.
4. CVA Silikon
Etableringsår: 1961 Nei eller ansatte: 50-100 Type virksomhet: CVA Silicone fokuserer på produksjon av silikondeler, sprøytestøping og tilpassede løsninger for relevante produkter.
Nettsted og kontakt Nettsted: https://cva-silicone.com/en Telefon: +41 44 260 82 00 E-post: contact@cva-technology.ch Adresse: Chemin du Réservoir 12 1012 - Lausanne
Selskapets profil
CVA Silicone, kjent som Liquid Silicone Rubber (LSR) injeksjonsformprodusent med base i Frankrike siden 1961. Selskapet har som mål å produsere høyteknologiske silikonprodukter, og virksomheten er i sektorer som helsesektoren, babypleie, kosmetikk og andre teknologibransjer. CVA Silicones produktspesialisering omfatter ulike produkter, inkludert patenterte antikolikksystemer og andre artikler laget av silikon. Selskapet har drevet med silikonstøping i over seksti år, noe som viser at det er en anerkjent aktør i bransjen.
Tjenester
Introduksjon av injeksjonsteknologi i LSR
Kontraktsproduksjon
Produktutvikling i fellesskap
Optimalisering av design
Prototype- og serieformer
Automatisert produksjon
Vedlikehold og forbedring
Fordeler
1. produksjon av spesialiserte silikonprodukter av høy kvalitet for ulike bransjer.
2. stort fokus på innovasjon, kvalitetsstyring og miljø med implementering av ISO 9001 og ISO 14001.
3. leverandør av programvaretjenester til kunder over hele verden, rettet mot sluttbrukere og forbrukere.
Ulemper
1.Bowling og Irving hevder at et snevert fokus på silikonprodukter kan utgjøre et problem for fremtidig diversifisering.
2. Opprinnelig har høy kvalitet vært forbundet med høye kostnader, og derfor kan vi ha premiumpriser.
3. Avhengighet av unike markeder kan skape problemer under konjunkturnedganger.
Hvis du er interessert i kvalitetsbedrifter innen sprøytestøping og produktutvikling, ta kontakt med CVA Silicone.
5. Pierre Bercher S.A.
Etableringsår: 1992 Antall ansatte: 50-100 Type virksomhet: P. Bercher SA tilbyr plastinjeksjon, støping, støpeformer og presisjonsmekaniske tjenester.
P. Bercher SA, med mer enn 50 års historie, ligger i Sveits og arbeider med sprøytestøping av plast, produksjon av støpeformer og presisjonsmekanikk. Selskapet har base i Cernier i Sveits, og har etablert seg som en leverandør av pålitelige løsninger av høy kvalitet. Tjenestene omfatter formdesignløsninger, presisjonsmekaniske tjenester og produksjon av plastdeler av høy kvalitet. P. Bercher SA økte arealet i 2016 med 400 m² og anskaffet 17 nye støpemaskiner for å møte de økende kravene fra kundene. Ledelsesideen fortsetter å legge vekt på innovasjon i tillegg til fortreffelighet.
Tjenester
Sprøytestøping av plast
Utvikling av mugg
Presisjonsmekanikk
Fordeler
1. bearbeiding av plastdeler av overlegen kvalitet for ulike bruksområder.
2.Mold utvikling presisjonsmekanikk er noe av den kompetansearbeidskraften som ble identifisert i studien.
3. velutstyrte, moderne strukturer med økt produksjonspotensial, gitt forbedrede kundekrav.
Ulemper
1. Tidlig informasjon knyttet til selskapsledelse og selskapsdannelse er sparsom.
2. Problemet er at spesialiseringen i støping av plastmateriale kan begrense deres diversifisering.
3. De ovennevnte ekspansjonskostnadene kan gjenspeiles i de ulike kundenes prisstrategier.
Hvis du trenger tjenester innen sprøytestøping og produktutvikling, kan du kontakte Pierre Bercher S.A.
6. Mecaplast S.A.
Etableringsår: 1971 Antall ansatte: 150-200 Type virksomhet: Mecaplast SA har et bredt utvalg av plast som spesialiserer seg på sprøytestøping for medisinsk industri, industri, kompositt, luksus, osv.
Nettsted og kontakt Nettsted: https://www.mecaplast.ch E-post: info@mecaplast.ch Telefon: +41 26 921 84 81 Telefon: +41 26 921 84 84 Adresse: Rte du Villard 31 - CH-1652 Botterens
Selskapets profil
Selskapet ble etablert i 1971 under navnet Jaquet & Gremaud Mecaplast SA, og ble omdannet i 1987 av eieren, Jean-Marc Jaquet. I 2002 ble Jean-Marc Jaccottet ledende i å kontrollere modernisering og diversifisering, særlig innen markedet for medisinsk utstyr. I 2023 holdt selskapet til på 18 000 kvadratmeter med toppmoderne fasiliteter, blant annet ISO 7-renrom. Selskapet Mecaplast har blitt tildelt SVC-prisen for Romandie med særlig vekt på innovasjon og kvalitet i 2022. For tiden spesialiserer selskapet seg på sprøytestøping av plast og opererer i segmentene medisin, industri og luksus med et 360-graders verditilbud som fokuserer på fleksibilitet, innovasjon og lydhørhet overfor kundenes behov.
Tjenester
Ingeniørarbeid
Verktøy- og formfremstilling
Sprøytestøping
Montering
Kvalitetssikring
Etterbehandling og emballering
Fordeler
1. gir nye konsepter innen materialinjeksjon som benytter forbedret teknologi for å fremstille sprøytestøpeformer.
2. den dekker ulike kategorier med medisinsk, industriell og luksuriøs orientering.
3. høy handling mot kvalitet: Selskapets fasiliteter er utstyrt med ISO-sertifikater og 360-implementeringer.
Ulemper
1. Som et relativt ungt selskap er mye av de tidlige gründerdataene og historien ikke godt dokumentert.
2. Mulige fallgruver for å opprettholde skalerbarhet ved større krav.
3. Spesifisitet reduserer sjansene for å oppnå vekst til en stor kundebase.
Hvis du er på utkikk etter pålitelige sprøytestøpingstjenester i Sveits, trenger du ikke gå lenger enn til Mecaplast SA.
7. Interroll (Sveits) AG
Etableringsår: 1986 Antall ansatte: 100-200 Type virksomhet: Interroll produserer hovedsakelig transportbånd, valser, drivverk og pallehåndteringsløsninger for logistikk over hele verden.
Nettsted og kontakt Nettsted: https://www.interroll.com/ E-post: media@interroll.com Telefon: +41 91 850 25 25 Adresse: Via Gorelle 3, 6592 Sant'Antonino, Sveits
Selskapets profil
Interroll Holding AG ble etablert i 1959 av Dieter Specht og Hans vom Stein for å utvikle materialhåndteringsteknologi. Selskapet har hovedkontor i Sveits og driver hovedsakelig med rullebaner og pallehåndteringsløsninger i bransjer som e-handel og bilindustrien. Interroll har 2500 ansatte fordelt på 35 datterselskaper, og selskapets omsetning i 2022 var på 664 millioner CHF. Hyosung, som nesten alltid er kjent for innovasjon og kvalitet, utvider fortsatt sin virksomhet internasjonalt, med fabrikker i Thailand og Kina og en programvarepark i Østerrike.
Tjenester
Skreddersydde løsninger for materialhåndtering:
Programvare og elektronikk
Løsninger for pallehåndtering
Transportører og sorteringsmaskiner
Drivverk og kontroller
Produksjon av valser
Fordeler
1. tilbyr effektive og kreative produkter for forflytning av materialer og produkter i et anlegg.
2. spesialiserer seg på produkter som er miljøvennlige og har effektiv energibruk.
3. verdensomspennende dekning gjør prosessene tilgjengelige og støttet for alle som trenger det.
Ulemper
1. Løsninger av høy kvalitet kan også tilbys til en høy pris.
2. småskalasalg, med fokus på markedet for integratorer og produsenter.
3. Det bør imidlertid bemerkes at ulike nisjeapplikasjoner ikke nødvendigvis krever tilpasningsmuligheter.
Hvis du er på jakt etter grunnleggende eller komplekse løsninger for sprøytestøping av plast i Sveits, kan du søke etter den erfarne tjenesten som tilbyr nøyaktighet.
8. Sincere Tech
Etableringsår: 2005 Antall ansatte: 250-300 Forretningsmuligheter: Innen plastsprøytestøping, støping, silikonstøping og CNC-maskineringstjenester tilbyr Sincere Tech tjenester av høy kvalitet til sine kunder. Adresse: Dongguan City, Guangdong-provinsen, Kina.
Nettsted og kontakt Nettsted: https://plas.co E-post: steve@sincere-tech.com Telefon: + 86 135 3080 1277
Selskapets profil
Plas.co, som ligger i Kina, ble grunnlagt i 2005 som et selskap for tilpassede plastsprøytestøpeformer, pressstøping, silikonstøping og CNC-maskinering. Selskapet arbeider i ulike bransjer, for eksempel bilindustrien, elektronikk, husholdningsapparater og medisinsk utstyr. Som leverandør av integrerte løsninger fokuserer Sincere Tech også på design, produksjon og montering, og optimaliserer produktdesign og spesifikasjoner for kundene. Sincere Tech har tatt i bruk ISO 9001 og QS 9000 for å betjene sine kunder og verdsette organisatorisk kvalitet, noe som garanterer levering av tjenester i tide.
Tjenester
Plastinjeksjon Mol
Maskineringstjeneste
Støpeform
Leverandør av sprøytestøping
Manuell monteringstjeneste
Støpedeler av silikon
Fordeler
1. når det gjelder produksjonstjenester tilbyr et stort utvalg av tjenester som plastsprøytestøpeformer, støping og CNC-maskinering.
2. integrert design og montering reduserer sjansene for å måtte gjøre justeringer midt i prosjektet og dermed produsere sluttprodukter av høy kvalitet.
3. fullt kompatibel med ISO 9001, QS 9000, noe som gir optimal kvalitet i produktkvalitetssikring.
Ulemper
1.Operasjonell hovedsakelig for høyvolumproduksjonsmiljøer som er typiske for massevarer, og er kanskje ikke egnet for lavvolum og mer komplekse prosjekter.
2. Spredt presentasjon av kundespesifikke scenarier, noe som gjør det vanskelig å verifisere at arbeidet er universelt på tvers av ulike domener.
3. Noen av de merkede risikoene er: Ulike språk- og kommunikasjonsbarrierer med internasjonale kunder kan vanskeliggjøre samarbeid og kundestøtte.
Sincere Tech står klar til å hjelpe deg med profesjonell rådgivning når du har problemer med sprøytestøping og presisjonsproduksjon.


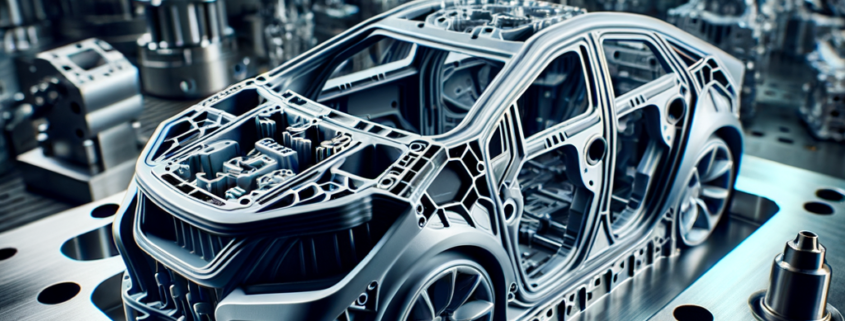




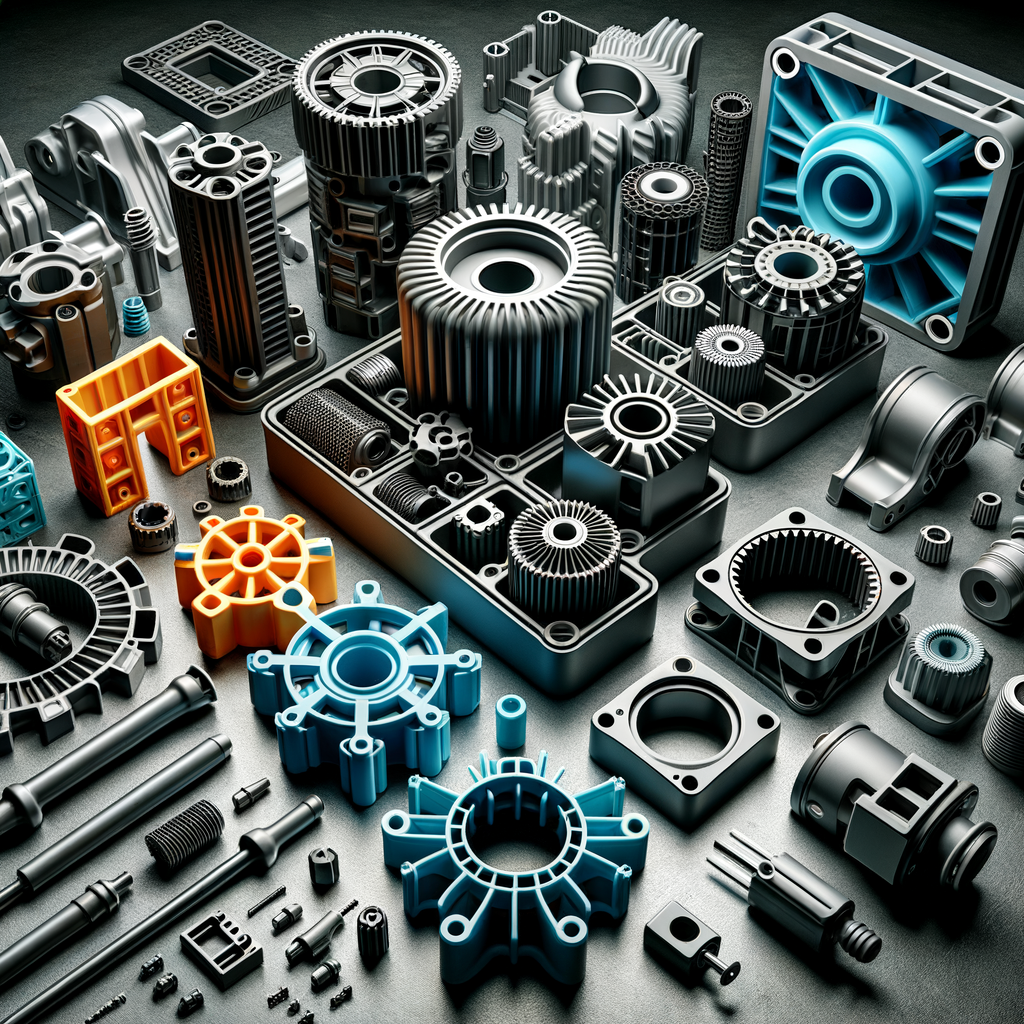
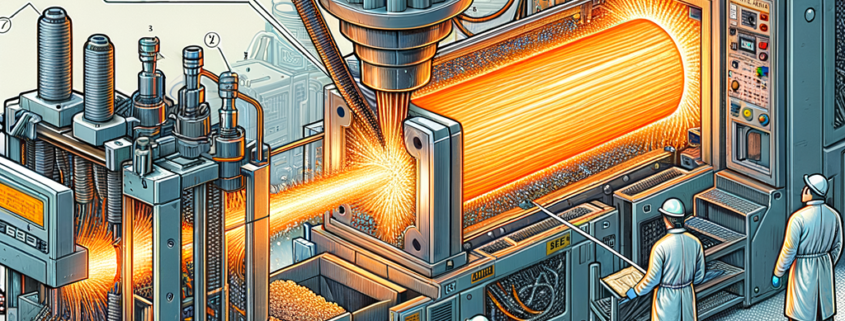


































{kind=link}