

Plastmaterialer er en kjernekomponent i flere fabrikasjonsindustrier på grunn av sine allsidige egenskaper, inkludert mekaniske, kjemiske og biologiske egenskaper, som kombineres med plastens overflod og mangfold. I tillegg er prosessen med å omdanne rå plast til funksjonelle prototypdeler og sammenstillinger relativt rask sammenlignet med konvensjonelle maskineringsteknikker.
En av de viktigste metodene som brukes er subtraktiv plastproduksjon, også kjent som CNC-maskinering av plast.Denne artikkelen demonstrerer det grunnleggende om cnc-bearbeiding av plast, typer, hensyn, spesifikasjoner og fullstendig forståelse av disse prosessene og deres potensial for å forbedre produksjonen.

Hva er plastbearbeiding?
Selv om "maskinering" vanligvis forbindes med presise subtraktive prosesser for metaller, kan lignende tilnærminger modifiseres for plast, men med noen forskjeller. CNC-bearbeiding av plast omfatter bruk av dreiebenker, freser, skjæremaskiner, boremaskiner, slipemaskiner og andre kontrollerte maskiner for å produsere deler eller produkter med nøyaktige spesifikasjoner.
Disse maskinene brukes også til metallbearbeiding, men plast har helt andre bearbeidingsegenskaper. Metaller har for eksempel noen spesifikke smeltetemperaturer, mens plast utviser amorf ekspansjon over et bredt temperaturområde. Den cnc-maskinert plast som hybridmaterialer er det mer sannsynlig at de kryper, sprenges, smelter, får groper og generelt har større variabilitet under maskinering enn metaller.
De ulike variasjonene krever avanserte bearbeidingsteknikker for plast, noe som betyr at balansen mellom materialvalg, håndteringsteknikker, passende verktøy og stabiliserende faktorer må opprettholdes nøye for å oppnå optimale resultater.
Ulike typer plastbearbeidingsprosesser:
Plast kan bearbeides ved hjelp av forskjellige maskineringsmetoder. La oss kort om de mest populære maskineringsteknikkene i plastbearbeidingsindustrien;
Plastboring:
Boremaskinen er en av de viktigste verktøymaskinene som brukes til å lage sylindriske og gjennomgående hull i materialer. I tillegg genererer boring mer varme sammenlignet med andre maskineringsprosesser, noe som noen ganger kan være et problem for varmefølsomme plastmaterialer.
Overdreven varme i plast kan føre til avflising, ru overflater og generelt dårlig kvalitet på produksjonen, noe som understreker viktigheten av strategier for varmereduksjon. Denne reduksjonen oppnås ved å ta nøye hensyn til mange faktorer, inkludert skjærehastighet, matehastighet, verktøydesign, skjæreverktøymaterialer, kjølevæsker og borets skarphet, for å minimere uønsket friksjon. Her er noen generelle retningslinjer for boring i plast:
Her er noen generelle retningslinjer for boring i plast:
- For borekroner bør du velge vridningsvinkler på mellom 9° og 18° og borspissvinkler på mellom 90° og 118° for å lette sponfjerning og varmeavledning under boring.
- Ved å fjerne boret fra hullet med jevne mellomrom unngår man at det akkumuleres for mye spon og varme.
- Sørg for at boret er skarpt; bruk av sløve bor eller feil slipte bor kan forårsake stress og varmeutvikling.
- Selv om høyhastighetsstålbor er egnet for de fleste plastmaterialer, kan slipende materialer kreve bruk av karbid-, diamant- eller andre bor med høy hardhet, med reduserte hastigheter for å oppnå best mulig resultat.
Gjenging/gjengetapping i plast:
Gjenging i plast av prototypdel
Gjenging eller gjenging er prosessen med å lage gjenger i materialet slik at man kan bruke festemidler som skruer eller bolter. I motsetning til metall, som holder gjenger godt, er plast følsom for hakk og har lett for å revne ved gjenging med fin stigning. Skjæreskjær er ikke det beste alternativet for gjenging i plast, ettersom de må skjæres på nytt når de fjernes.
Gjenging av plast skjer vanligvis med gjengeskjær, spesielt dobbelttannede for å unngå grader, og med et stort bearbeidingstillegg. Her er noen generelle retningslinjer for gjenging/gjengetapping av plast: Her er noen generelle retningslinjer for gjenging/gjengetapping av plast:
- Tenk på å bruke metallgjenger i gjennomgående hull i plast, slik at du kan omgå plastgjengene helt og holdent.
- For plastgjenger skal du bruke et hardmetallinnlegg for enkeltpunktsgjenging, og ta flere 0. 001" er den siste setningen.
- Kjølevæsker kan hindre tråden i å utvide seg og redusere varmeeffekten under gjengeprosessen.
- Sørg for at verktøyene som brukes til plastgjenging er skarpe, og ikke bruk verktøy som ble brukt til å skjære i metall.
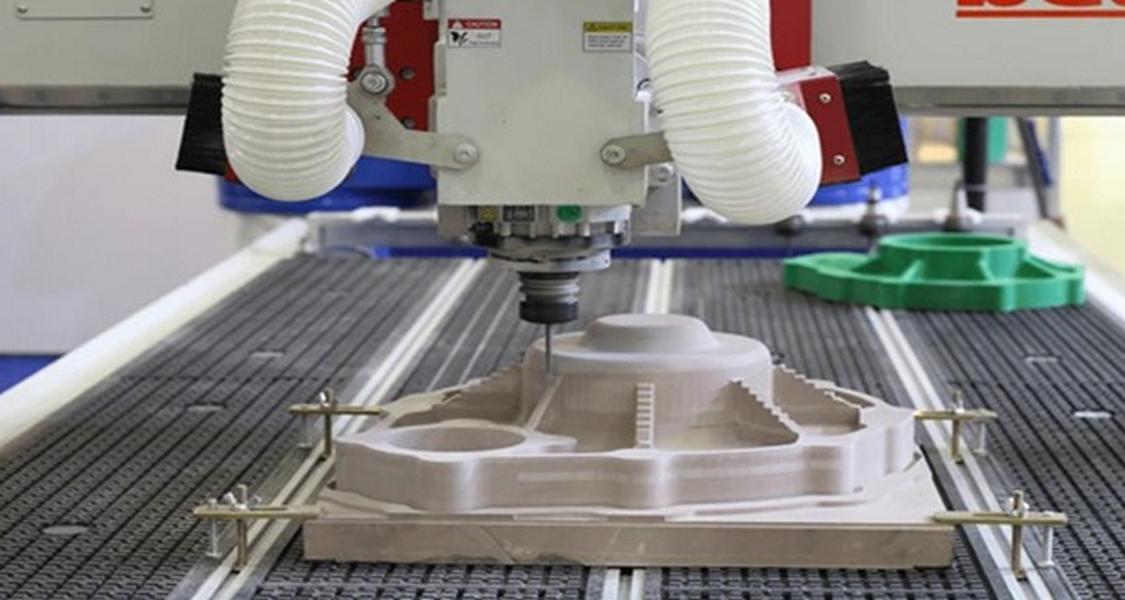
Fresing av plast:
Fresemaskiner bruker en roterende kutter som beveges i høy hastighet for å fjerne materiale fra et stasjonært arbeidsemne langs X-, Y- og Z-aksen. CNC-fresemaskiner, som styres av avanserte datamaskiner, gir høy presisjon med lite menneskelig inngripen.
Plastfresing krever en annen metode enn metallfresing på grunn av vibrasjonene i spindelen som fører til skrapemerker og bevegelser i arbeidsstykket. Operatørene løser dette ved å bruke vakuumsystemer, festeklemmer eller dobbeltsidig tape for å holde arbeidsstykket av plast på plass.
I tillegg innebærer plastfresing nedfresing (klatrefresing), der kutterens rotasjon er i samme retning som matebevegelsen. Her er noen generelle regler for cnc-fresing.
- Rengjør arbeidsbordet og arbeidsstykket for å få bedre liming.
- Ikke klem arbeidsstykket for stramt, slik at materialet ikke deformeres eller fjærer.
- Bruk 2- eller 4-egget freser til finbearbeiding, mens standard grovfreser egner seg godt til grovbearbeiding, avhengig av materialet.
- Når du freser innvendige lommer, må du unngå skarpe innvendige hjørner og stressområder, eller bruke endefreser med avrundede hjørner.
Plastdreining:
Dreining er en prosess der arbeidsstykket roteres gjennom dreiebenken og formes med det stasjonære verktøyet. For å minimere materialødeleggelsen kan man bruke forebyggende tiltak for varmestyring. Her er noen generelle regler for dreining av plast:
Her er noen generelle regler for dreiing av plast:
- Karbidskjær for dreiing er det beste alternativet, og man prøver å oppnå polerte overflater for å redusere friksjon og materialoppbygging.
- Bruk sjenerøse avlastningsvinkler og negativ bakoverhelling for å sikre at det ikke blir for stor slitasje.
- Varier matehastigheten i samsvar med plastens stivhet, som vanligvis ligger mellom 0,004 og 0,010 tommer per omdreining.
- For det første må du velge en verktøybredde som er mindre enn komponentens minste diameter, og sørge for at verktøyet er skarpt og friskt for å få best mulig resultat.
Saging av plast:
Saging betyr å skjære materialene i mindre biter ved hjelp av en båndsag, bordsag eller spesialutstyr. Sagbladenes varme må håndteres effektivt.
Her er noen generelle regler for saging av plast:
- Båndsager er laget for rette og kontinuerlige kutt, mens bordsager brukes til å skjære gjennom tykkere materialer.
- Bruk kniver med lav spisshet og innstillingsvinkler som er plastklassifisert for å minimere varmeutviklingen.
- Karbidblader bør brukes når plasten er tynn, mens hulslipte sirkelsagblader er det beste valget for tykkere plast.
- Tynne og skarpe kniver anbefales for perfekt skjæring.
Hva er hensynet til plastbearbeiding?
Dimensjonsstabilitet, kontroll av termisk ekspansjon og håndtering av fuktabsorpsjon er de viktigste problemene som bør tas hensyn til under maskinering av plast. Det er nødvendig å forhindre forvrengning, så avspenningsmateriale og hyppig gløding er av stor betydning.
Ved å kondisjonere materialene gjennom tørkeprosessen for å oppnå likevektsnivået for fuktighet, unngår man ytterligere deformasjoner. Evnen til å holde temperaturen konstant ved hjelp av regelmessig nedkjøling, til å ta hensyn til termisk ekspansjon og til å arbeide i temperaturkontrollerte omgivelser er det viktigste som gjør det mulig å holde toleransene på samme nivå.
Maskinering med prøving og feiling:
Plaststøping er en prosess som er nært knyttet til materialets sårbarhet for endringer i omgivelsene. En maskinbearbeidet del kan for eksempel gjennomgå dimensjonsendringer når den flyttes fra ett sted til et annet miljø. For å oppnå best mulig resultat er det nødvendig å tilpasse bearbeidingsmiljøet og emnets arbeidsmiljø så godt som mulig.
Men for å oppnå perfeksjon må man vanligvis prøve og feile. Dette omfatter optimalisering av mating og maskinhastigheter, som er den mest kritiske faktoren for det endelige produktet. I begynnelsen holdes matingene og maskinhastighetene høye, og etter hver kjøring endres de gradvis for å sikre sponoptimalisering og jevn bearbeiding uten verktøyproblemer.
Materialvalg og maskineringsteknikk:
Resultatet av plastbearbeiding bestemmes av noen få faktorer, og disse faktorene er svært avgjørende. Støttestrukturer, vibrasjonshåndtering, sliping av verktøy og materialspesifikke krav er de viktigste faktorene som bestemmer kvaliteten på plastdeler. De vanligste feilene, som grader, sprekker og skravurmerker, er forbundet med plast med lav stivhet. Ved å bruke disse teknikkene kan man få bukt med dem.
Maskineringsprosessen og materialet støttes også ved å legge til støtter der det er nødvendig, og ved å klargjøre overflatene med en glatt overflate med lav friksjon før maskinering. Plastbearbeiding blir ofte sett på som en kunstart, ettersom tilpasning er en av de viktigste oppgavene, noe som understreker viktigheten av riktig støtte for det valgte materialet og den spesielle bearbeidingsprosessen.
Sikkerhet:
Det viktigste for operatørens sikkerhet er å forebygge enhver helsefare som kan være knyttet til materialet under bearbeiding av plast. Plast avgir giftige stoffer når varmen er høyere enn det som kreves, og dette er en trussel mot operatørene. Plastpartikler som pustes inn, kan forårsake irritasjon i øyne, luftveier og mage-tarmsystemet når de svelges. For å ivareta sikkerheten:
● Bruk personlig verneutstyr som vernebriller, hansker og munnbind.
● Sørg for at ventilasjonssystemet i maskineringsområdet er i god stand.
● Følg sikkerhetsretningslinjene, for eksempel regelmessig rengjøring og forbud mot mat, drikke og tobakk i arbeidsområdet.
● Utvikle sikkerhetsprotokoller for å forebygge farer som oppstår ved maskinering av plast.
Bruksområder for plastbearbeiding:
Plastbearbeiding har et ekstremt bredt bruksområde og finnes i nesten alle sektorer av moderne industri. Selv om bruksområdet er bredt, viser plastbearbeiding seg å være spesielt fordelaktig for noen få markeder.
Her er en kort oversikt over noen av de viktigste bruksområdene:
● Prototyping og produktutvikling for umiddelbar utprøving og testing.
● Design og produksjon av kjemikaliehåndteringsutstyr som er svært motstandsdyktig mot korrosjon og har lang levetid.
● Plastens biokompatibilitet og steriliserbarhet gjør det til et praktisk materiale for produksjon av biomedisinske og farmasøytiske verktøy.
● Fotonikkforskning for optiske elementer og enheter.
● Halvlederproduksjon for produksjon av deler og komponenter med spesifikke formål.
● Laboratoriebruk for å lage spesialtilpasset inventar og utstyr.
● Tekstilproduksjon for produksjon av mekaniske deler og komponenter.
Konstruert plast av høy kvalitet for CNC-maskinering
Det finnes et stort utvalg av plastmaterialer som kan bearbeides, fordi hvert av dem har spesielle egenskaper og kan brukes i ulike bransjer. Nylon, for eksempel, er et materiale med spesielle mekaniske egenskaper, som kan brukes i stedet for metaller i visse tilfeller. Nedenfor finner du vanlige plastmaterialer som er foretrukket for spesialtilpasset plastbearbeiding:

ABS (akrylnitril-butadien-styren):
ABS er et lett CNC-materiale som har utmerket slagfasthet, styrke og maskinbearbeidbarhet. ABS er imidlertid et materiale med mange gunstige mekaniske egenskaper, men det er kjemisk ustabilt og løsemiddelfølsomt overfor fett, alkoholer og kjemiske løsemidler. Dessuten kan ikke ren ABS betraktes som termisk stabilt fordi det er brannfarlig selv under semi-termiske forhold.
Fordeler:
● Lav vekt og mekanisk robusthet.
● Materialet er ekstremt lett å maskinbearbeide, og det er derfor perfekt for rask prototyping.
● Det lave smeltepunktet er den viktigste fordelen med en rekke raske prototypemetoder.
● Høy strekkfasthet og lang levetid.
● Kostnadseffektivt.
Ulemper:
● De varme plastdampene avgis under varme, og det er nødvendig med god ventilasjon.
● Lavt smeltepunkt kan føre til deformasjon under CNC-maskinering som følge av varmen som genereres.
Bruksområder:
ABS er veldig populært for raske prototypetjenester i teknisk termoplast, og det brukes i elektro- og bilindustrien for deler som tastaturhetter, elektroniske kabinetter og bilens dashborddeler. det er mange prototypemaskiner som bruker ABS-materiale, for høy mengde ABS-del, bruk ABS sprøytestøping prosessen vil være et av de beste alternativene.
Nylon (polyamid):
Nylon, eller polyamid, er en plast med lav friksjon som er motstandsdyktig mot støt, kjemikalier og slitasje. Materialets enestående mekaniske egenskaper som styrke, holdbarhet og hardhet gjør det egnet for CNC-maskinering og gir det et konkurransefortrinn innen bilindustrien og produksjon av medisinske deler. hvis du trenger store volum av nylondeler, kan du bruke sprøytestøping av nylon prosessen vil spare enhetskostnader for deg.
Fordeler:
● Enestående mekaniske egenskaper med høy strekkfasthet.
● Lett og kostnadseffektivt.
● Varme- og kjemikaliebestandig.
● Egnet for bruksområder der seighet og slagfasthet er de viktigste kravene.
Ulemper:
● Lav dimensjonsstabilitet.
● Mottakelig for fuktabsorpsjon.
● Ikke motstandsdyktig mot sterke mineralsyrer.
Bruksområder:
Nylon er en teknisk termoplast med høy ytelse som brukes til prototyping og produksjon av ekte deler i bransjer som medisin og bilindustri. Elementene består av lagre, skiver og rør.
Akryl (PMMA - polymetylmetakrylat):
Generelt er akryl foretrukket i cnc-maskinering av plast på grunn av sine optiske egenskaper, kjemiske motstandskraft og kostnadseffektivitet, noe som gjør det egnet for forskjellige bransjer som trenger gjennomsiktige eller ripebestandige komponenter.
Fordeler:
● Lett og svært maskinbearbeidbar.
● Kjemikalie- og UV-bestandig.
● Motstandsdyktig mot riper og optisk klar, egnet for bruksområder som krever gjennomsiktighet.
● Kostnadseffektivt sammenlignet med materialer som polykarbonat og glass.
Ulemper:
● Varme, støt og slitasje er ikke særlig motstandsdyktig mot det.
● Kan sprekke hvis belastningen er for tung.
● Sårbar for ødeleggelse av klorerte/aromatiske organiske stoffer.
Bruksområder:
Akryl erstatter materialer som polykarbonat og glass, noe som gjør det egnet til bruksområder i bilindustrien, for eksempel lysrør og blinklysdeksler. Det brukes også i andre bransjer til produksjon av solcellepaneler, drivhustak og mye mer.
POM (Delrin):
POM, ofte omtalt som Delrin, er et CNC-plastmateriale som ofte brukes av mange maskineringstjenester på grunn av dets utmerkede bearbeidingsegenskaper. Det er sterkt og tåler varme, kjemikalier og slitasje. Delrin finnes i ulike kvaliteter, der Delrin 150 og 570 er de mest brukte i industrien på grunn av sin dimensjonsstabilitet.
Fordeler:
● Svært maskinbearbeidbar med utmerket kjemisk bestandighet.
● Høy dimensjonsstabilitet og strekkfasthet gir lang levetid.
● Finnes i ulike kvaliteter, der Delrin 150 og 570 er populære valg på grunn av deres dimensjonsstabilitet.
Ulemper:
● Dårlig motstand mot syrer og kjemikalier.
Bruksområder:
POM brukes i stor utstrekning i ulike bransjer; i bilindustrien brukes det til komponenter i sikkerhetsbelter, i medisinsk utstyr til insulinpenner og i forbruksvarer til elektroniske sigaretter og vannmålere.
HDPE (polyetylen med høy tetthet):
Polyetylen med høy tetthet har høy motstand mot stress og syrer. Vanligvis tilbyr den eksepsjonell mekanisk og strekkfasthet blant andre konstruerte termoplaster. La oss evaluere fordeler og ulemper med HDPE.
Fordeler:
● ideell for rask prototyping
● Relativt lave kostnader sammenlignet med akryl og nylon.
Ulemper:
● Dårlig UV-bestandighet.
Bruksområder:
HDPE brukes blant annet til prototyping, produksjon av tannhjul, lagre, emballasje, elektrisk isolasjon og medisinsk utstyr.
LDPE:
LDPE er en seig og fleksibel plastpolymer. Den har god kjemisk resistens og optimal ytelse ved lave temperaturer. Den er ideell til å forme allsidige proteser og ortoser.
Fordeler:
● sterk, svært elastisk og motstandsdyktig mot korrosjon.
● Det er bikompatibelt, noe som gjør det godt egnet til medisinsk bruk.
Ulemper:
● ikke egnet for motstand mot høye temperaturer.
● Lav stivhet og strukturell styrke.
Bruksområder:
LDPE er et unntak i produksjonen av tilpassede tannhjul, elektriske interiørkomponenter og bildeler som trenger polering eller høyglans. Den lave friksjonskoeffisienten, den høye isolasjonsmotstanden og holdbarheten gjør LDPE til et ideelt valg for bruksområder med høy ytelse.
PTFE (teflon):
PTFE, ofte omtalt som teflon, er et avansert plastmateriale som ofte brukes i CNC-maskinering. Det kjennetegnes av sine overlegne mekaniske og kjemiske egenskaper som er mye brukt i forskjellige kommersielle produkter. Med den lave friksjonskoeffisienten og kjemiske motstanden mot UV-stråler, kjemikalier og utmattelse, er PTFE veldig holdbar. Det er også kjent for sin ikke-limende natur og er mye brukt i belegg av non-stick panner.
Fordeler:
● kjemisk stabil, UV-bestandig og lav friksjon er viktige egenskaper ved PTFE.
● har anti-klebende egenskaper.
Ulemper:
● mekaniske egenskaper til andre materialer er langt bedre enn dem.
● lav tykkelse i stenger og plater.
Bruksområder:
I tillegg til at teflon har antiklebeegenskaper som gjør det nyttig i produksjon av non-stick-panner, brukes det også i produksjon av pakninger, halvledere og hjerteplastre.
Alternativer til CNC-bearbeiding av plast
Valget av egnet teknikk avhenger av en rekke faktorer, for eksempel materialvalg og spesifikasjon av sluttbruksområdet.
Sprøytestøping:
Sprøytestøping er spesielt godt egnet for masseproduksjon av arbeidsstykker i plast. I praksis innebærer det at smeltet teknisk plast helles inn i en form eller et hulrom av høyfast stål, slik at den ønskede formen dannes etter plutselig avkjøling og størkning.
Fordeler:
● Egnet for både prototyper og masseproduksjon.
● Økonomisk for design av kompliserte prototypdeler.
● Det stilles ytterligere krav til anodisering, polering og overflatebehandling.
Ulemper:
● Forhåndskostnadene for verktøy er relativt høye.
3D-utskrift:
3D-printing, ofte omtalt som additiv produksjon, er en populær prototypemetode som bruker teknologier som stereolitografi (SLA), FDM (Fused Deposition Modeling) og SLS (Selective Laser Sintering) til å bearbeide termoplaster som nylon, PLA, ABS og ULTEM til 3D-prototyper.
Fordeler:
● Rask prototyping uten behov for verktøy.
● Ideell for komplekse design og småskalaproduksjoner.
● Materialavfallet er mindre enn ved maskinering.
Ulemper:
● Begrensningene i materialvalg og mekaniske egenskaper.
● Den lave produksjonshastigheten for store prosjekter.
Både sprøytestøping og 3D-printing er mulige valg for å cnc-maskinering av plast, hver med sine egne fordeler og begrensninger som avhenger av prosjektets spesifikke behov.
Vakuumstøping
Vakuumstøping, også kjent som polyuretan-/uretanstøping, benytter silikonformer og harpiks for å gjenskape et hovedmønster. Denne raske prototypemetoden er ideell for å produsere plastkopier av høy kvalitet, noe som er nyttig for å visualisere ideer og identifisere designfeil under feilsøkingsprosessen.
Det viktigste å ta med seg
Denne artikkelen gir en kort beskrivelse av plastbearbeiding, inkludert definisjon, prosesser, bransjer der det brukes, og hvordan det fungerer. For en dypere forståelse av relaterte emner, se våre andre guider eller finn potensielle leverandørkilder og produktdetaljer på våre tjenester innen plastbearbeiding.