

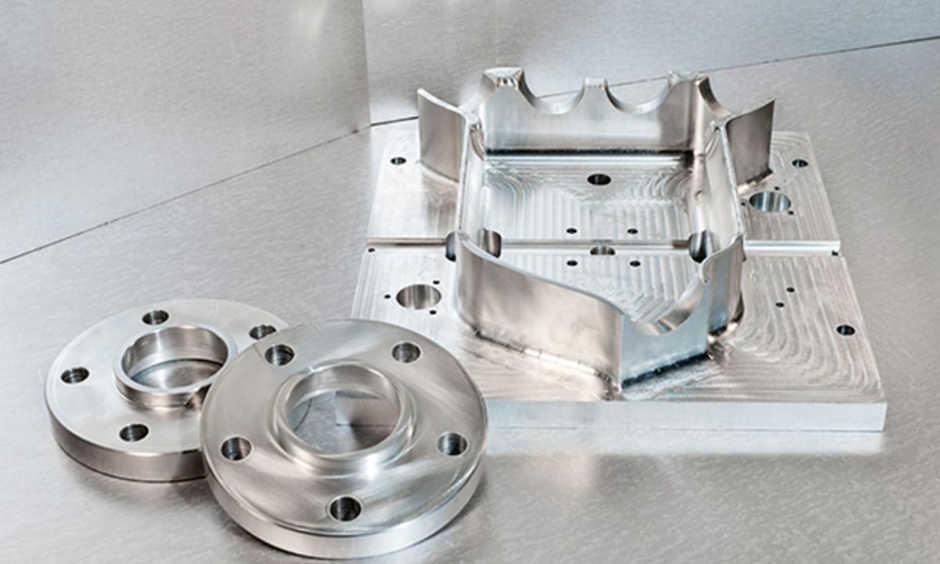
The aluminum injection mold is a key part of the manufacturing industry today due to its speed, efficiency and affordability. With the need for faster production cycles and flexibility of design, industries have found aluminum molds to be useful. The plastic pieces are created by injecting the melted plastic material into a cavity precisely made, and the plastic material assumes the shape of the cavity while cooling. Aluminum molds have a much shorter lead time, are easier to machine and are significantly lighter in weight than steel molds. This is a great option for prototypes and low and medium production runs. This is a preferred method for companies, since it saves them time in constructing their application and guarantees that the routine is developed with high quality. With the improvement of technology, the application of aluminum injection molds is rapidly increasing in various industries including automotive, medical, electronics and consumer goods.
What is an Aluminum Injection Mold?
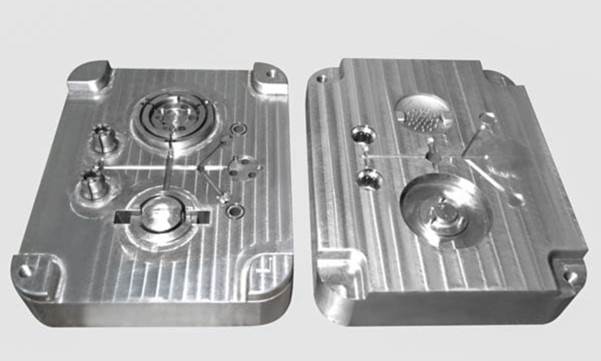
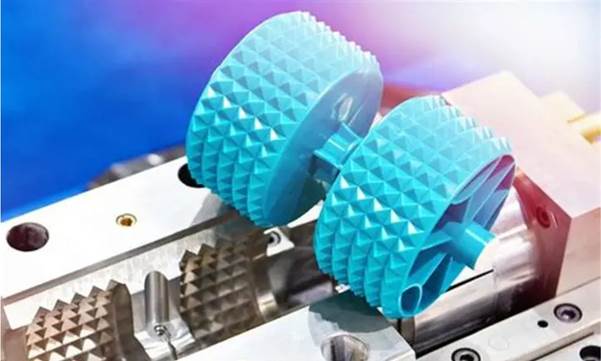
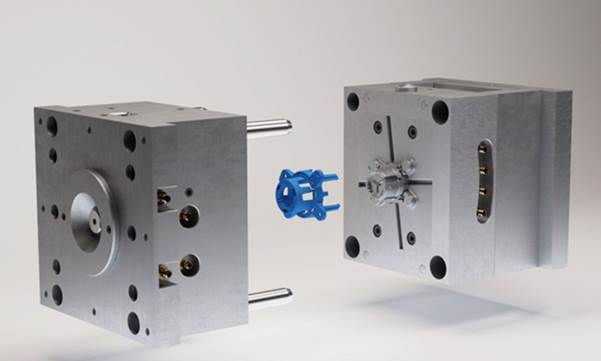
An aluminum injection mold is a mould that is utilized to form plastic parts. It is made out of aluminum and not steel. In this, the plastic is melted and then injected into a mold cavity. The material cools then replicate the shape of the mould. After it’s cooled, the final product is removed. Occurs in numerous repetitions in production process. The greatest benefit is that it cools faster and produces faster than other materials, such as plastic. The most important benefit is that it cools down quickly, and produces faster than plastic materials. That’s why today, aluminum injection molds are used.
How Aluminum Molds Work in Injection Molding?
Aluminum injection molding molds need to have a specific procedure to undertake and they are fairly efficient. Every step is dependent on the others and is crucial to producing high quality plastic components in a fast and reliable manner.

Step 1: Material Selection and Preparation
The first thing to do is to select a suitable plastic. ABS, polypropylene and polyethylene are typical materials used. There are a number of materials with different characteristics, such as strength, flexibility and resistance to heat. This is normally given in the pellets form in a hopper above the machine. Prior to use the material must be clean and dry, otherwise moisture can cause defects in the product.
Step 2: Feeding the Plastic into the Machine
Then the mould is set up and plastic pellets are placed in the injection molding machine. These are fed into the hopper where they are heated in a barrel. A screw which rotates inside the barrel pushes plastic forward. While moving, the material starts to heat up which begins to melt the material.
Step 3: Melting the Plastic
The heat and pressure generated by the screw, melts the plastic in the barrel. As time goes on, solid pellets will slowly be converted into a thick substance known as “molten plastic”. It is very important to have control on temperature here. Too hot could cause damage to material while too cool could cause a problem with melting.
Step 4: Injection into the Aluminum Mold
When it is completely dissolved, the plastic will be injected. The screw imparts a high pressure on being pushed. The molten plastic is forced into the aluminum injection mould with the help of a nozzle. The shape of the mold cavity is determined by the shape of the product to be produced, in order to get accurate results.
Step 5: Filling the Mold Cavity
The plastic is melted and poured into the mould to completely fill in all of the spaces. Fills out all the information and forms, and makes all the shapes completely. To prevent an air bubble and void, the proper pressure is applied. This step is very significant as it is otherwise the product will be faulty.
Step 5: Filling the Mold Cavity
After being filled, the cooling process begins. Aluminum has a very high heat transfer, thus the plastic cools rapidly. The temperature is kept constant by using cooling channels. The plastic hardens and the shape of the mold is created as the plastic cools. The colder the metal, the quicker will the cycle take and the quicker will production be.
Step 7: Mold Opening
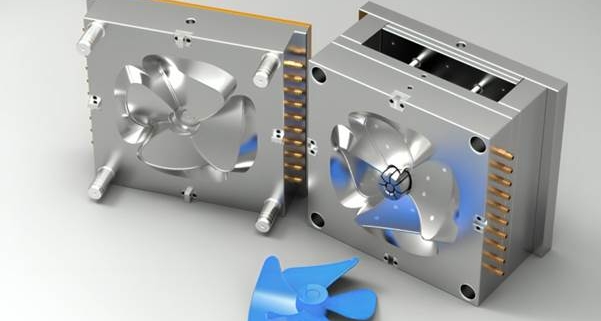
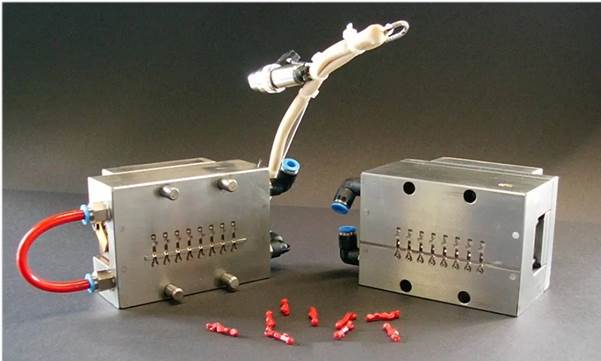
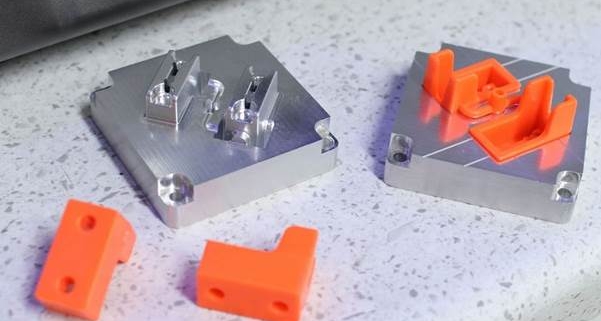
When the plastic material is completely set, the mould is carefully and slowly removed from the plastic. This is to ensure that there will be no damage to the mold. At this stage the mold consists of two parts which separate. Once the part is molded, it is easily ejected from the mold. This process is very time sensitive. It is important that the mold is not opened too early, as the product could bend or lose its shape. Manufacturers always wait until the plastic is solid before opening the mold that is why.
Step 8: Ejection of the Finished Part
When the part is molded, the ejector pins act to eject the molded part from the mold. Careful removal of component – no damage. It is then to be taken away for the next procedure. If you have a well-designed ejection system, then no marks or defects will be left on the surface.
Step 9: Inspection and Finishing
They are quality checked after being removed from the plant. Manufacturers test for any shape defect, bubbles or cracks. Some finishing (cutting and/or smoothing) is done as needed (minor). Aluminum moulds provide a good surface quality, and generally require minimal finishing.
Step 10: Repeat the Cycle
The mold will be ejected and the cycle repeated when the mold is closed. This allows for parts to be produced from one-off to mass production. Faster cooling of aluminum results in reduced cycle time, which makes the process more efficient and helps to reduce production costs.
Why Choose Aluminum Instead of Steel Molds?
There are a number of people who have made the comparison between aluminum mold and steel mold. Steel molds are expensive, time consuming and difficult to make. Compared to aluminum molds, they are more quickly, cheaply and easily modifiable. These are perfect for testing, as well as for short production runs. For modern day industry, thus, it is recommended to use aluminium injection moulds.
Key Benefits of Aluminum Injection Molds
The advantage of aluminium injection molds is among the largest, which is speed. The production time is reduced as compared to steel because of the quick cooling speed of Aluminum. Another major advantage—COST! Cost of aluminium injection mold is much low as compared to the cost of steel molds which can help the businesses in the cost cutting process. In addition, if there is a change in design, then the aluminum molds can be easily replaced. They also provide a superb surface finish; therefore, enhancing the quality of the products.
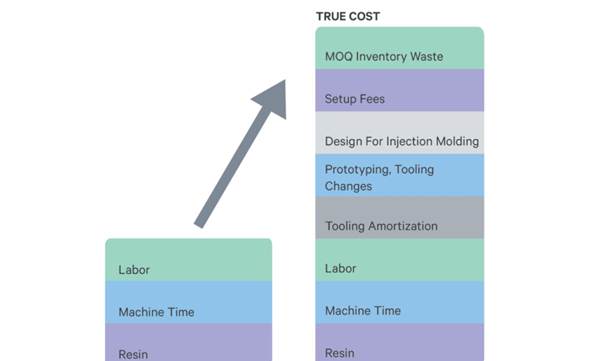
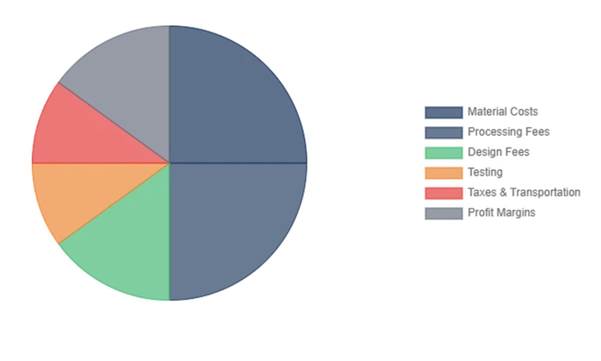
Understanding Aluminum Injection Mold Cost
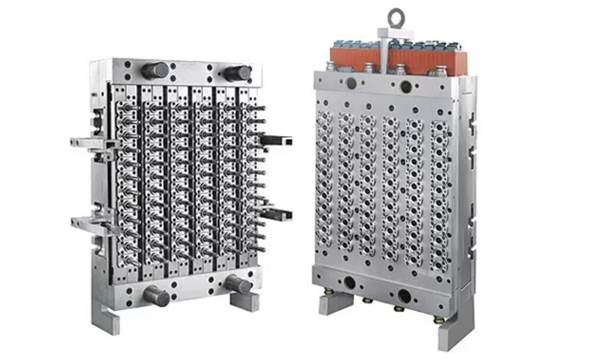
The prices of the aluminum injection mould can be determined by several factors. The size of the mold is important since larger molds will need more material. The cost is also influenced by the design of the mold: A simple mold requires less expensive than a complex one. Also, the number of cavities is important. Multi-cavity moulds will cost more, but will yield a greater number of parts. Despite these expenses, aluminum molds are still more cost effective than steel molds.
When to Use Aluminum Injection Molds
Aluminum molds are the best recommended for a low to medium production run. They are excellent to be used for prototyping and testing products. These are generally used by companies desiring to sell the product quickly or companies that think they will have to make design changes in the product. If the production steel mould is desired, it may be more appropriate than aluminium moulds as the steel moulds are more durable. For most projects however, an aluminum mold for injection molding can be used to great effect.
Industries Using Aluminum Injection Molds
Aluminum injection molds are used to produce a number of industries. They have been employed to test parts in the automotive industry. They also have applications in medicine for the development of equipment. They’re employed by electronics companies for speedy product production. They are utilized in packaging for consumer goods and household goods by companies. They are fairly flexible and can be used in a multitude of ways.
Materials Used in Aluminum Injection Molding
Depending on the product type and the performance requirements of the product, other plastic materials can be used with the aluminum injection mold. Materials can have different properties such as being strong, flexible, durable and resistant to heat. The quality of the product will be very dependent on the selection of material.

Common materials used
ABS (Acrylonitril Butadieen Styreen): ABS is a high-impact, strong plastic that is used in a variety of industries. Very popular due to its durability and toughness. It is found in electronic enclosures, toys and vehicle components. Has a fair amount of strength and rigidity, so it is very strong for use every day.
- Polypropyleen (PP): This is a soft, low cost and flexible plastic. It is chemically resistant, thus well suited for a variety of applications. It is widely used in packaging, storage containers and consumer products. It is also very light and is easy to shape, making it suitable for large scale production.
- Polyethylene (PE): Polyethylene is a tough, strong and durable plastic. It can be employed in packaging films, plastic bottles and pipes. It is one of the main benefits as it is effective at low temperatures. This makes it ideal for industrial and domestic purposes.
- Nylon (polyamide): Engineering Plastic; strong. Resistant and long lasting to heat. Used in mechanical component & industrial parts.
A very durable clear plastic such as polycarbonate (PC). It is used for lenses and in protective covers, safety equipment, due to its high impact resistance.
Limitations of Aluminum Injection Molds
While there are a number of advantages to aluminum injection molds, there are also some drawbacks. They are not as durable as steel molds, and may be worn out earlier. Not recommended for very complicated productions or very high pressure (HP). But most uses don’t have these disadvantages and the benefits are more. Aluminium should be used with a good surface quality, which can be affected over time in long runs. May also be more susceptible to scratching than steel. Thus, the use of it is limited to low or medium levels of production, primarily. It will work extremely well for prototypes and testing, however.
Tips to Reduce Aluminum Injection Mold Cost
It’s possible to save money on aluminum injection mold. Less machining time is achieved with simple designs. It also lowers the costs of standard parts. Clean up any unnecessary features, it helps to save time and money. It can also be improved to a more efficient process if it’s done with experienced manufacturers. When designing for production, an important tip is to complete the design process prior to the beginning of production. The expenses may be higher if design changes are made thereafter. The other significant factor is to use the appropriate material for the product requirement. As long as one is properly prepared, the overall budget is always decreased.
Aluminum Injection Mold vs Steel Mold
Depending on the production needs, each of the aluminum moulds and steel moulds will be chosen. Aluminum molds are the fastest and least expensive of the various types of molds. Steel molds are more durable, longer production runs and last longer. Aluminum molds are less expensive and stronger than steel molds, but are also easier to machine and lighter, and take longer to make.
Aluminum molds make excellent market testing molds as they are easy to make and are excellent quality. Steel molds are more suitable for mass production – millions of parts produced. If flexibility and speed are key, then use of aluminum is better. When long life is desired, steel is the material that is preferred.
Ontwerpoverwegingen
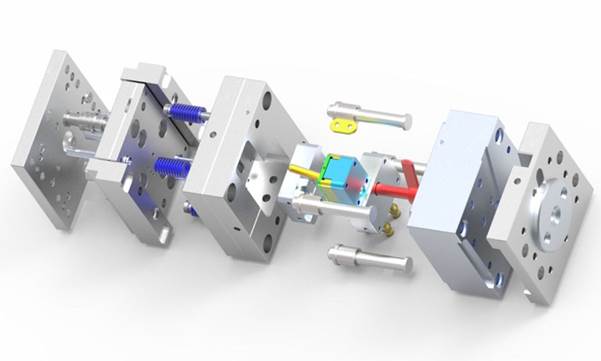
The design of the aluminium injection mould plays an important part. Simple designs are best. In good wall thickness, their strength will depend on their cooling. Angles to make it easy to remove parts. The design of cooling channel makes it more efficient. A good mould minimises mistakes and enhances the product quality. It also helps to minimize stress in the mold when it’s time to make the part. Preventing the formation of hair pin turns or air traps or crack in smooth flow paths. Engineers always have to determine the cost, speed and strength. Mold life and performance is enhanced by proper design.
Production Speed and Efficiency
Aluminum molds are made at a high speed. This is because aluminum cools plastic faster than steel, thus decreasing cycle time. This will help to increase productivity and efficiency. Faster production also assists companies to fulfil deadlines and boost profit. Cycle time can be shortened in many instances to a great extent. This translates to increased number of parts in shorter production times. It also can reduce the energy use of each component. The reason for the extensive use of aluminum mold for injection mold in the fast-growing industry is that it is an excellent choice.
Maintenance and Lifespan
Aluminum injection mould needs to be maintained. The grease and cleaners are used on a regular basis to extend the life of the parts. They can be used to make thousands of parts, and are not quite as durable as steel molds. They are a great choice for low to medium production. When not in use, molds need to be stored properly along with their correct use. Moisture and dust will help to preserve the surface. Inspection will aid and inhibit early wear. If used correctly it will last a long time.
Environmental Benefits
Aluminium moulds do not cause as much damage to the environment. They need less production/operating energy. Aluminium is also sustainable being recyclable! In addition, the increased production also leads to less energy use. They are appropriate for business that are green manufacturing. Reducing energy consumption translates to reduced carbon footprint. The other benefit is that during recycling of the aluminum, less industrial waste is produced. This is an added value to the modern sustainable production systems.
Algemene toepassingen
The Aluminium injection moulds are used in different industries. They are employed in the automotive industry as prototypes. They are employed in the medical sector in the creation of devices. Reputable and adopted by electronics firms for speedy manufacturing. They’re utilized by consumer goods manufacturers for consumer goods. They also have application in packaging, house-hold and industrial applications. They can be used in small and medium projects due to their versatility. For many start-ups, they are the preferred option for testifying their product launch. This gives them a greater value in today’s markets.
Uitdagingen
Some problems with the aluminium moulds. Not as long lasting as steel and can be subject to wear and tear. Not recommended for highly large amounts. But, with proper design and use, these issues can be minimized. The others are that it has a weak strength at high pressures and it is not waterproof. Very complicated designs can lead to a loss of performance with time. Overall, however, they are able to perform well in the typical use cases. They can be well maintained and if used appropriately, perform very effectively.
Laatste gedachten
The times are intelligent and efficient production methods for the aluminum injection molding. It provides quickness, versatility, and savings. Ideal for rapid product development, low volume production and prototypes. Lower price point of the aluminum spuitgietvorm allows it to be affordable for startups and scaling businesses. Meanwhile, it also performs perfectly and can be utilized in huge industries. With all these advantages and disadvantages that are known to their business they can then take the benefit of it to the full extent. With the technology development, the influence on the future production will even be more on aluminum molds.
Veelgestelde vragen
What is an aluminum injection mold and why is it important?
Aluminium Injection Moulding is a press which can be utilized to inject softened plastic in the shape cavity to make plastics products. The importance of it is because it could enable them to produce in a short time, reduce production cost and also produce good quality products. It is a favorite material for prototyping and for the demands of speed and flexibility in short production runs and is used in a variety of industries.
What are the influencing factors of the price of aluminum injection mold?
The various factors that might impact aluminum injection mold cost include mold size, the complexity of the mold design, the number of molds and the type of mold material. The price will vary based on the complexity of the mold – simple molds will be less expensive than more complicated molds. The price also varies depending on the number of the production and the specifications of the finished product.
Why are aluminium moulds faster to use in injection moulding than the steel moulds?
Since the conductivity of aluminium is high, the aluminium type molds used for injection molding are fast. It has high thermal conductivity, making plastic quickly cool in mold cavity. This not only decreases the cycle time, but also speeds up the production rate, which in turn is more efficient.
When choosing between Aluminium injection molding die and Steel molding die, which one to use?
Aluminum injection molds are a good option to be considered when it comes to speed of production, low cost and flexibility of design. They can be used to prototype, test and for low to medium volumes. Even if many items are to be created, steel moulds could be more effective, as they last longer too.
What is the best thing about the Aluminium Injection Mold?
The major advantages of aluminium injection molds are: They are faster in production, cheaper, very versatile and offer a good surface finish. All these benefits make them an attractive option for companies seeking efficient and flexible manufacturing solutions.














































































{kind=link}