
Usinagem de plástico CNC

Os materiais plásticos são um componente essencial em vários setores de fabricação devido às suas propriedades versáteis, incluindo propriedades mecânicas, químicas e biológicas, que são combinadas com sua abundância e diversidade. Além disso, o processo de conversão de plástico bruto em peças e montagens de protótipos funcionais é relativamente rápido em relação às técnicas de usinagem convencionais.
Um dos principais métodos usados é a fabricação subtrativa de plástico, também conhecida como Usinagem de plástico CNC.Este artigo demonstra os conceitos básicos de usinagem cnc de plásticoO conhecimento completo desses processos e de seu potencial para aprimorar a fabricação.

O que é usinagem de plástico?
Embora a "usinagem" seja comumente associada a processos subtrativos precisos para metais, abordagens semelhantes podem ser modificadas para plásticos, mas com algumas diferenças. Usinagem de plástico CNC inclui o uso de tornos, moinhos, máquinas de corte, furadeiras, esmerilhadeiras e outras máquinas controladas para produzir peças ou produtos com especificações exatas.
Essas máquinas também são utilizadas para usinagem de metais, mas os plásticos têm propriedades de usinagem bastante diferentes. Por exemplo, os metais têm algumas temperaturas de fusão específicas, enquanto os plásticos demonstram a expansão amorfa em uma ampla faixa de temperatura. O plásticos usinados em cnc como materiais híbridos, têm maior probabilidade de se deformar, lascar, derreter, formar poços e, em geral, apresentam maior variabilidade durante a usinagem do que os metais.
As diferentes variações exigem técnicas avançadas de usinagem de plásticos, o que significa que o equilíbrio entre a seleção do material, as técnicas de manuseio, as ferramentas apropriadas e os fatores estabilizadores deve ser cuidadosamente mantido para se obter os melhores resultados.
Diferentes tipos de processos de usinagem de plástico:
O plástico pode ser processado por meio de diferentes métodos de usinagem. Vamos apresentar um resumo das técnicas de usinagem mais populares nos setores de processamento de plástico;
Perfuração de plástico:
A prensa de perfuração é a principal máquina-ferramenta usada para fazer furos cilíndricos e passantes em materiais. Além disso, a perfuração gera mais calor em comparação com outros processos de usinagem, o que às vezes pode ser um problema para plásticos sensíveis ao calor.
O calor excessivo em plásticos pode causar lascamento, superfícies ásperas e, em geral, má qualidade de fabricação, o que enfatiza a importância das estratégias de redução de calor. Essa redução é obtida por meio de uma consideração cuidadosa de muitos fatores, incluindo velocidade de corte, taxa de avanço, projetos de ferramentas, materiais de ferramentas de corte, refrigerantes e afiação da broca para minimizar o atrito indesejado. Aqui estão algumas diretrizes gerais para a perfuração de plásticos:
Aqui estão algumas diretrizes gerais para a perfuração de plásticos:
- Para brocas, selecione ângulos de torção entre 9° e 18° e ângulos de ponta de broca entre 90° e 118°, para facilitar a remoção de cavacos e a dissipação de calor durante a perfuração.
- A prática de remover a broca do furo em intervalos regulares ajuda a evitar o acúmulo excessivo de cavacos e calor.
- Certifique-se de que a broca esteja afiada; o uso de brocas cegas ou mal afiadas pode causar estresse e acúmulo de calor.
- Embora as brocas de aço de alta velocidade sejam adequadas para a maioria dos plásticos, os materiais abrasivos podem exigir o uso de brocas de carboneto, diamante ou outras brocas de alta dureza, com velocidades reduzidas para obter os melhores resultados.
Plástico Rosqueamento/rosqueamento:
Rosqueamento de plástico da peça do protótipo
O rosqueamento ou rosqueamento é o processo de criação de roscas no material para permitir o uso de fixadores, como parafusos ou porcas. Ao contrário do metal, que retém bem as roscas, o plástico é sensível a entalhes e está propenso a rasgar quando se faz rosca de passo fino. Os cortadores não são a melhor opção para rosqueamento de plástico, pois precisam ser cortados novamente quando removidos.
A rosca de plástico geralmente é cortada com rosqueadeiras, especialmente as de dentes duplos, para evitar rebarbas, e com uma grande margem de usinagem. Aqui estão algumas diretrizes gerais para rosqueamento/rosqueamento de plásticos:Aqui estão algumas diretrizes gerais para rosqueamento/rosqueamento de plásticos:
- Pense em usar inserções roscadas de metal em orifícios de passagem de plástico para que você possa ignorar completamente as roscas de plástico.
- Para roscas de plástico, use uma pastilha de metal duro para rosqueamento de ponto único e use múltiplos 0,001" é a última frase.
- Os agentes refrigerantes podem impedir a expansão da rosca e reduzir os efeitos do calor durante o processo de rosqueamento.
- Certifique-se de que as ferramentas usadas para rosquear plástico estejam afiadas e não use as ferramentas usadas para cortar metal.
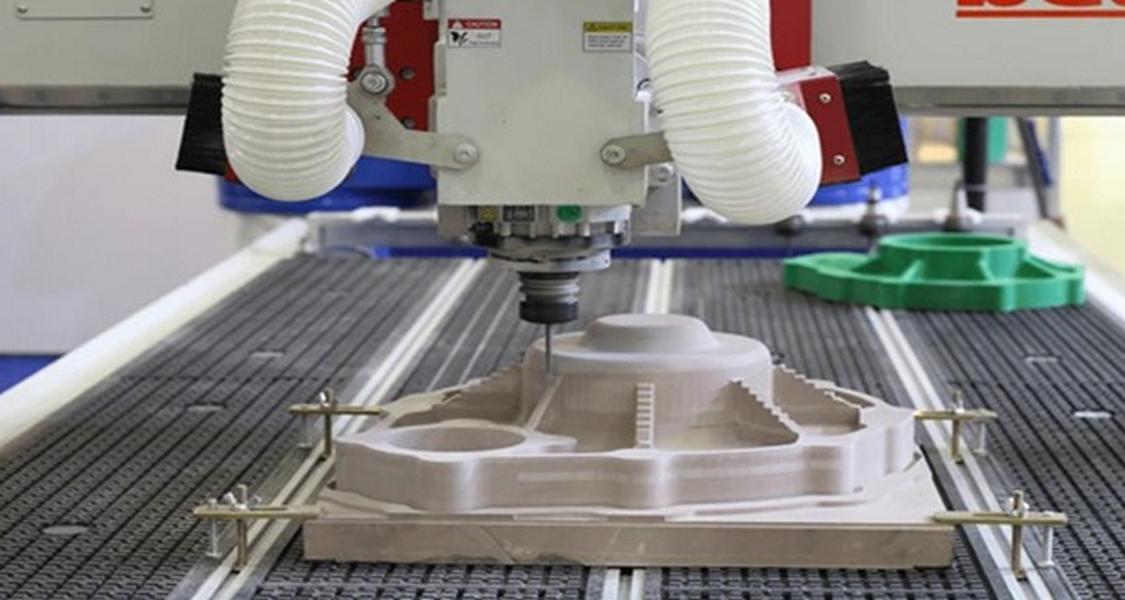
Fresagem de plástico:
As fresadoras utilizam uma fresa rotativa que é movida em alta velocidade para remover material de uma peça de trabalho estacionária ao longo dos eixos X, Y e Z. As fresadoras CNC, acionadas por computadores sofisticados, proporcionam alta precisão com um baixo nível de intervenção humana.
O fresamento de plástico precisa de um método diferente do fresamento de metal devido à vibração do fuso que leva a marcas de vibração e ao movimento da peça de trabalho. Os operadores superam isso usando sistemas de vácuo, grampos de fixação ou fitas de dupla face para manter a peça de plástico no lugar.
Além disso, o fresamento de plástico envolve o fresamento para baixo (fresamento em subida), no qual a rotação da fresa está na mesma direção do movimento de avanço. Aqui estão algumas regras gerais para fresamentos cnc.
- Limpe a mesa de trabalho e a peça de trabalho para obter uma melhor colagem.
- Não prenda a peça de trabalho com muita força para não deformar o material ou fazer com que ele se solte.
- Para cortes de acabamento, use fresas de 2 ou 4 canais; as fresas de topo ásperas padrão são boas para cortes de desbaste, dependendo do material.
- Quando estiver fresando bolsões internos, evite cantos internos afiados e áreas de tensão ou use fresas de topo com cantos arredondados.
Torneamento de plástico:
O torneamento é um processo que consiste em girar a peça de trabalho no torno e moldá-la com a ferramenta estacionária. A medida preventiva de gerenciamento de calor pode ser aplicada para minimizar a destruição do material. Aqui estão algumas regras gerais para o torneamento de plásticos:
Aqui estão algumas regras gerais para o torneamento de plásticos:
- As pastilhas de metal duro para torneamento são a melhor opção e tentam obter superfícies polidas para reduzir o atrito e o acúmulo de material.
- Use ângulos de alívio generosos e inclinação negativa para trás para garantir que não haja desgaste excessivo.
- Varie a taxa de alimentação de acordo com a rigidez do plástico, que geralmente fica entre 0,004 e 0,010 polegadas por rotação.
- Primeiramente, selecione a largura da ferramenta que seja menor que o diâmetro mínimo do componente e certifique-se de que a ferramenta esteja afiada e fresca para obter os melhores resultados.
Serragem de plástico:
Serrar significa cortar os materiais em pedaços menores por meio de uma serra de fita, serra de mesa ou equipamento especializado. O calor das lâminas de serra deve ser gerenciado de forma eficaz.
Aqui estão algumas regras gerais para serrar plásticos:
- As serras com fita são feitas para cortes retos e contínuos, enquanto as serras de mesa são usadas para cortar materiais mais espessos.
- Use lâminas com baixo ângulo de inclinação e ângulos de ajuste com classificação de plástico para minimizar o acúmulo de calor.
- As lâminas com ponta de carboneto de tungstênio devem ser usadas quando os plásticos são finos, enquanto as lâminas de serra circular com superfície oca são a melhor opção para plásticos mais espessos.
- Lâminas finas e afiadas são recomendadas para um corte perfeito.
Quais são as considerações sobre a usinagem de plástico?
A estabilidade dimensional, o controle da expansão térmica e o gerenciamento da absorção de umidade são os principais problemas que devem ser levados em conta durante a usinagem de plásticos. É necessário evitar a distorção, portanto, o estoque de alívio de tensão e o recozimento frequente são de grande importância.
O condicionamento dos materiais por meio do processo de secagem para atingir o nível de equilíbrio de umidade ajudará a evitar distorções adicionais. A capacidade de manter a temperatura constante por meio de resfriamento regular, de acomodar a expansão térmica e de trabalhar em ambientes com temperatura controlada é o principal fator que possibilita manter o mesmo nível de tolerância.
Usinagem de tentativa e erro:
A moldagem de plástico é um processo que está intimamente ligado à vulnerabilidade do material às mudanças no ambiente. Por exemplo, uma peça usinada pode sofrer alterações dimensionais ao ser movida de um local para outro. Para obter os melhores resultados possíveis, é necessário combinar o ambiente de usinagem e o ambiente de trabalho da peça o máximo possível.
No entanto, para atingir a perfeição, geralmente é preciso fazer isso por tentativa e erro. Isso abrange a otimização das taxas de avanço e das velocidades da máquina, que é o fator mais crítico que determina o produto final. No início, os avanços e as velocidades da máquina são mantidos altos e, depois de cada execução, são alterados gradualmente para permitir a otimização dos cavacos e a usinagem suave sem problemas com as ferramentas.
Seleção de material e técnica de usinagem:
O resultado da usinagem de plástico é determinado por alguns fatores, e esses fatores são muito importantes. As estruturas de suporte, o gerenciamento de vibrações, a afiação das ferramentas e os requisitos específicos do material são os principais fatores que determinam a qualidade das peças plásticas. Os defeitos mais comuns, como rebarbas, rachaduras e marcas de vibração, estão associados a plásticos de baixa rigidez. A aplicação dessas técnicas pode superá-los.
O processo de usinagem e o material também são apoiados pela adição de suportes onde necessário e pela preparação das superfícies com um acabamento liso e de baixo atrito antes da usinagem. O processo de usinagem de plástico é geralmente considerado uma arte, pois a personalização é uma das principais tarefas que enfatizam a importância do suporte adequado do material selecionado e do processo de usinagem específico.
Segurança:
A questão mais importante para a segurança do operador é a prevenção de qualquer risco à saúde que possa estar relacionado ao material durante a usinagem de plásticos. Os plásticos emitem substâncias tóxicas quando o calor é maior do que o necessário, o que representa uma ameaça para os operadores. A inalação de partículas de plástico pode causar irritação nos olhos, no sistema respiratório e no sistema gastrointestinal quando ingeridas. Para garantir a segurança:
● Use equipamentos de proteção individual, como óculos de proteção, luvas e máscaras.
● Certifique-se de que o sistema de ventilação na área de usinagem esteja em boas condições.
● Siga as diretrizes de segurança, como garantir a limpeza regular e proibir alimentos, bebidas e tabaco na área de trabalho.
● Desenvolver protocolos de segurança para evitar os riscos decorrentes da usinagem de plásticos.
Aplicações de usinagem de plástico:
O escopo do uso da usinagem de plástico é extremamente amplo e está presente em quase todos os setores das indústrias modernas. Embora o escopo de sua aplicação seja amplo, a usinagem de plástico se mostra especialmente vantajosa para alguns mercados.
Aqui está uma breve visão geral de vários aplicativos importantes:
● Prototipagem e desenvolvimento de produtos para uso imediato e testes.
● Projetar e fabricar equipamentos de manuseio de produtos químicos que sejam altamente resistentes à corrosão e duráveis.
● A biocompatibilidade e a esterilização do plástico o tornam um material conveniente para a fabricação de ferramentas biomédicas e farmacêuticas.
● Pesquisa fotônica para elementos e dispositivos ópticos.
● Fabricação de semicondutores para a produção de peças e componentes com finalidades específicas.
● Usos laboratoriais da criação de dispositivos e equipamentos personalizados.
● Fabricação de têxteis para a produção de peças e componentes mecânicos.
Plásticos de grau de engenharia para usinagem CNC
A faixa de usinabilidade dos plásticos é muito ampla, pois cada um deles tem características especiais e pode ser usado em diferentes setores. O nylon, por exemplo, é um material com características mecânicas especiais, que pode ser empregado em vez de metais em casos específicos. Abaixo estão os plásticos comuns preferidos para a usinagem personalizada de plásticos:

ABS (Acrilonitrila Butadieno Estireno):
O ABS é um material CNC leve que tem excelente resistência ao impacto, resistência e usinabilidade. Entretanto, o ABS é um material com muitas propriedades mecânicas favoráveis, mas é quimicamente instável e sensível a graxas, álcoois e solventes químicos. Além disso, o ABS puro não pode ser considerado termicamente estável, pois é inflamável mesmo em condições semitérmicas.
Prós:
● Leveza e robustez mecânica.
● O material é extremamente usinável, portanto, é perfeito para prototipagem rápida.
● O baixo ponto de fusão é a principal vantagem de vários métodos de prototipagem rápida.
● Alta resistência à tração e longa vida útil.
● Econômico.
Contras:
● Os vapores quentes de plástico são emitidos sob calor; é necessária uma ventilação adequada.
● O baixo ponto de fusão pode causar deformação durante a usinagem CNC como resultado do calor gerado.
Aplicativos:
O ABS é muito popular para serviços de prototipagem rápida em termoplásticos de engenharia e é usado nos setores elétrico e automotivo para peças como tampas de teclado, gabinetes eletrônicos e peças de painel de carro. Moldagem por injeção de ABS O processo será uma das melhores opções.
Náilon (poliamida):
O náilon, ou poliamida, é um plástico de baixo atrito resistente a impactos, produtos químicos e abrasão. As excelentes propriedades mecânicas, como resistência, durabilidade e dureza do material, o tornam adequado para a usinagem CNC e lhe conferem uma vantagem competitiva na fabricação de peças automotivas e médicas. moldagem por injeção de náilon O processo economizará custos unitários para você.
Prós:
● Excelentes propriedades mecânicas com grande resistência à tração.
● Leve e econômico.
● Resistente ao calor e a produtos químicos.
● Adequado para aplicações em que a dureza e a resistência ao impacto são os principais requisitos.
Contras:
● Baixa estabilidade dimensional.
● Suscetível à absorção de umidade.
● Não é resistente a ácidos minerais fortes.
Aplicativos:
O nylon é um termoplástico de engenharia de alto desempenho usado para prototipagem e fabricação de peças reais em setores como o médico e o automotivo. Os elementos incluem rolamentos, arruelas e tubos.
Acrílico (PMMA - Poli Metil Metacrilato):
Em geral, o acrílico é preferido na usinagem cnc de plástico devido às suas propriedades ópticas, resistência química e custo-benefício, o que o torna adequado para diferentes setores que precisam de componentes transparentes ou resistentes a arranhões.
Prós:
● Leve e altamente usinável.
● Resistente a produtos químicos e UV.
● Resistente a arranhões e opticamente claro, adequado para aplicações que exigem transparência.
● Econômico em comparação com materiais como policarbonato e vidro.
Contras:
● O calor, o impacto e a abrasão não são altamente resistentes a ele.
● Pode apresentar rachaduras se a carga for muito pesada.
● Vulnerável à destruição de substâncias orgânicas cloradas/aromáticas.
Aplicativos:
O acrílico pode ser usado para substituir materiais como policarbonato e vidro, o que o torna adequado para aplicações no setor automotivo, como tubos de luz e coberturas de luzes indicadoras. Ele também é utilizado em outros setores para a fabricação de painéis solares, coberturas de estufas e muito mais.
POM (Delrin):
O POM, comumente chamado de Delrin, é um material plástico CNC usado com frequência por muitos serviços de usinagem devido à sua excelente usinabilidade. Ele é forte e tem a capacidade de resistir ao calor, a produtos químicos e ao desgaste. O Delrin é fornecido em diferentes graus, sendo o Delrin 150 e o 570 os mais usados nos setores por sua estabilidade dimensional.
Prós:
● Altamente usinável e com excelente resistência química.
● Oferece alta estabilidade dimensional e resistência à tração para maior durabilidade.
● Disponível em vários graus, sendo que o Delrin 150 e o 570 são escolhas populares devido à sua estabilidade dimensional.
Contras:
● Baixa resistência a ácidos e produtos químicos.
Aplicativos:
O POM é amplamente utilizado em todos os setores; no setor automotivo, é usado para componentes de cintos de segurança, em equipamentos médicos para canetas de insulina e em bens de consumo para cigarros eletrônicos e medidores de água.
HDPE (Polietileno de Alta Densidade):
O polietileno de alta densidade possui alta resistência a tensões e ácidos. Geralmente, oferece excepcional resistência mecânica e à tração entre outros termoplásticos de grau de engenharia. Vamos avaliar os prós e os contras do HDPE.
Prós:
● ideal para prototipagem rápida
● O custo de liberação é baixo em comparação com o acrílico e o náilon.
Contras:
● Baixa resistência aos raios UV.
Aplicativos:
O HDPE é amplamente utilizado em aplicações que incluem prototipagem, criação de engrenagens, rolamentos, embalagens, isolamento elétrico e equipamentos médicos.
LDPE:
O LDPE é um polímero plástico resistente e flexível. Tem boa capacidade de resistência química e ótimo desempenho em aplicações de baixa temperatura. Seu uso é ideal para moldar a versatilidade de próteses e órteses.
Prós:
● forte, altamente elástico e resistente à corrosão.
● O fato de ser bicompatível o torna adequado para usos médicos.
Contras:
● não é adequado para resistência a altas temperaturas.
● Baixa rigidez e resistência estrutural.
Aplicativos:
O LDPE é uma exceção na produção de engrenagens personalizadas, componentes elétricos internos e peças de automóveis que precisam de polimento ou alto brilho. Seu baixo coeficiente de atrito, alta resistência ao isolamento e durabilidade o tornam a escolha ideal para aplicações de alto desempenho.
PTFE (Teflon):
O PTFE, comumente chamado de Teflon, é um material plástico de alta qualidade que é comumente usado na usinagem CNC. Ele se distingue por suas propriedades mecânicas e químicas superiores, que são amplamente utilizadas em vários produtos comerciais. Com baixo coeficiente de atrito e resistência química a raios UV, produtos químicos e fadiga, o PTFE é muito durável. Ele também é famoso por sua natureza não adesiva e é amplamente usado no revestimento de panelas antiaderentes.
Prós:
● quimicamente estável, resistente a raios UV e com baixo atrito são as principais características do PTFE.
● tem propriedades antiadesivas.
Contras:
● As propriedades mecânicas de outros materiais são muito melhores do que elas.
● baixa espessura em hastes e placas.
Aplicativos:
Além de suas propriedades antiaderentes que o tornam útil na fabricação de panelas antiaderentes, o teflon também é usado na produção de gaxetas, semicondutores e adesivos para o coração.
Alternativas à usinagem de plástico CNC
A escolha da técnica adequada depende de vários fatores, como a seleção do material apropriado e a especificação das peças de uso final.
Moldagem por injeção:
A moldagem por injeção é especialmente ideal para a produção em massa de peças plásticas. Em operação, ela envolve o derramamento de plástico de engenharia derretido em um molde ou cavidade de aço de alta resistência, para formar a forma desejada após o resfriamento repentino e a solidificação.
Prós:
● Adequado para prototipagem e produção em massa.
● Econômico para projetar peças de protótipos complicados.
● São necessários requisitos adicionais, como anodização, polimento e tratamentos de superfície.
Contras:
● Os custos iniciais de ferramental são relativamente altos.
Impressão 3D:
A impressão 3D, comumente chamada de manufatura aditiva, é um método popular de prototipagem que usa tecnologias como estereolitografia (SLA), modelagem por deposição fundida (FDM) e sinterização seletiva a laser (SLS) para usinar termoplásticos como náilon, PLA, ABS e ULTEM em formas de protótipos 3D.
Prós:
● Prototipagem rápida sem a necessidade de ferramentas.
● Ideal para projetos complexos e produções em pequena escala.
● O desperdício de material é menor do que na usinagem.
Contras:
● As restrições na seleção de materiais e propriedades mecânicas.
● A baixa velocidade de produção para projetos de grande escala.
Tanto a moldagem por injeção quanto a impressão 3D são opções viáveis para usinagem cnc de plástico, cada um com suas próprias vantagens e limitações, que dependem das necessidades específicas do projeto.
Fundição a vácuo
A fundição a vácuo, também identificada como fundição de poliuretano/uretano, utiliza moldes e resinas de silicone para replicar um padrão mestre. Esse método de prototipagem rápida é ideal para produzir cópias plásticas de alta qualidade, que são úteis para visualizar ideias e identificar falhas de projeto durante o processo de solução de problemas.
Principais conclusões
Este artigo apresenta uma breve descrição da usinagem de plástico, incluindo sua definição, processos, setores em que é usada e como funciona. Para obter uma compreensão mais aprofundada dos tópicos relacionados, consulte nossos outros guias ou use para encontrar possíveis fontes de suprimento e detalhes de produtos em nossos serviços de usinagem de plástico.


Deixe uma resposta
Quer participar da discussão?Sinta-se à vontade para contribuir!