Wisconsin har länge varit känt som ett nav för tillverkningskompetens, och detta sträcker sig till plastinsprutningsgjutning. Med en mängd skickliga tillverkare som specialiserar sig på anpassade gjutningslösningar erbjuder företag i Wisconsin förstklassig service, teknik och expertis för företag som vill skapa högkvalitativa plastdelar. Oavsett om du är inom fordons-, medicin- eller konsumentvaruindustrin, samarbetar du med rätt företag för formsprutning av plast kan ha en betydande inverkan på dina produktionsprocesser.
I den här artikeln kommer vi att göra en djupdykning i topp 7 Formsprutningsföretag i Wisconsinmed fokus på deras kapacitet, kompetensområden och unika egenskaper som gör att de sticker ut. För företag som söker pålitliga tillverkare av formsprutning ger den här guiden värdefulla insikter som hjälper dig att fatta ett välgrundat beslut.

Vad är formsprutning?
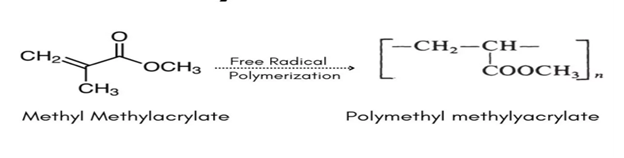
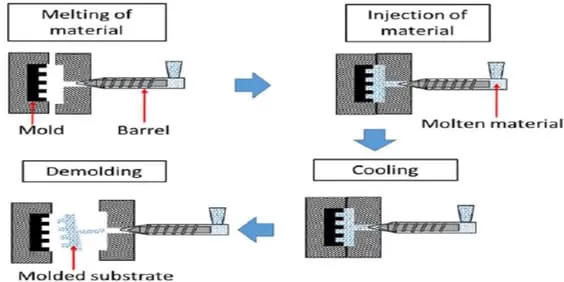
Innan du dyker in i de bästa företagen är det viktigt att förstå processen och vikten av formsprutning i tillverkningen. Formsprutning är en metod som används för att tillverka delar genom att injicera smält plastmaterial i en form, där det kyls och stelnar till önskad form. Denna process används ofta för att producera en mängd olika delar för olika branscher, inklusive fordonskomponenter, medicintekniska produkter, förpackningar och hushållsprodukter.
Möjligheten att tillverka stora mängder exakta och komplexa detaljer till en låg kostnad per enhet gör formsprutning till ett attraktivt alternativ för företag inom många olika branscher.
Nyckelfaktorer vid val av partner för formsprutning
Att hitta rätt företag för formsprutning av plast kräver att man uppmärksammar flera viktiga faktorer:
- Erfarenhet och kompetens: Tänk på företag som har varit i branschen under lång tid och erbjuder expertis inom din bransch.
- Teknik och utrustning: Företag som använder avancerade formsprutningsmaskiner och processer kommer sannolikt att tillhandahålla produkter av högre kvalitet med snabbare leveranstider.
- Kvalitetskontroll: Säkerställ att företaget har ett robust kvalitetsledningssystem på plats, till exempel ISO-certifiering.
- Materialkapacitet: Olika plaster och hartser tjänar specifika syften, så det är viktigt att välja ett företag som erbjuder de material du behöver för din produkt.
- Skalbarhet: Kan företaget uppfylla dina produktionsbehov, både för små prototypkörningar och fullskalig produktion?
- Kundtjänst: Ett företags förmåga att kommunicera och samarbeta på ett effektivt sätt är avgörande för ett långsiktigt partnerskap.
Låt oss nu utforska de bästa formsprutningsföretagen i Wisconsin.
1. Plastic Components, Inc.
Översikt
Plastic Components, Inc (PCI)i Germantown, Wisconsin, har varit en pionjär inom automatiserad formsprutning av plast. Företaget fokuserar på högvolymproduktion och erbjuder helautomatiska och högeffektiva gjutningslösningar som hjälper till att hålla kostnaderna nere utan att göra avkall på kvaliteten.
Kapacitet och specialiteter
PCI är mest känt för sina tillverkning av ljusvilket gör att de kan producera delar 24/7 utan behov av manuella ingrepp. Detta möjliggör snabbare produktionstider och högkvalitativ produktion. PCI lägger också stor vikt vid miljövänliga metoder och minskar avfallet genom effektiv energihantering och återvinningsprogram.
Industrier som betjänas
- Fordon
- Konsumentvaror
- Industriella komponenter
- Medicintekniska produkter
Varför välja PCI?
För företag som letar efter Kostnadseffektiv produktion av stora volymerPlastic Components, Inc. sticker ut. Deras fokus på automatisering säkerställer jämn kvalitet och snabb leverans av produkter.
2. MGS Mfg. grupp
Översikt
MGS Mfg. gruppmed huvudkontor i Germantown, är ett av de största plastformsprutningsföretagen i Wisconsin, känt för sina innovativa lösningar och omfattande kapacitet. De tillhandahåller ett komplett utbud av tjänster, inklusive formkonstruktion, formsprutning, och montering.
Kapacitet och specialiteter
MGS använder ett brett spektrum av tekniker, bland annat gjutning av flera skott, övergjutning, och mikroformning. Deras anläggningar är utrustade för att hantera komplexa projekt med precision och erbjuder både små och storskalig produktionskapacitet. Företaget har också åtagit sig att forskning och utvecklingoch flyttar hela tiden fram gränserna för vad som är möjligt med formsprutningsteknik.
Industrier som betjänas
- Medicin och hälsovård
- Fordon
- Förpackning
- Konsumentelektronik
Varför välja MGS?
Om ditt projekt omfattar komplexa delar i flera materialär MGS en idealisk partner. Deras tekniska expertis och avancerade maskiner gör dem till en ledare när det gäller att hantera utmanande formsprutningsprojekt.
3. R & B Plastics, Inc.
Översikt
R & B Plastics, Inc. är ett familjeägt företag beläget i Shawano, Wisconsin, med över 60 års erfarenhet inom formsprutningsindustrin. Deras engagemang för kundnöjdhet och flexibilitet i tillverkningen gör dem till en pålitlig partner för företag i alla storlekar.
Kapacitet och specialiteter
R & B Plastics är specialiserade på anpassad formsprutning tjänster, som erbjuder allt från produktutveckling och prototyptillverkning till storskalig produktion. Företaget är stolt över sin personliga service och har ett nära samarbete med kunderna för att leverera produkter som är skräddarsydda enligt deras exakta specifikationer. Den flexibla produktionskapaciteten gör det möjligt att hantera projekt av alla storlekar, från små specialbeställningar till stora serier.
Industrier som betjänas
- Fordon
- Konsumentprodukter
- Industriell utrustning
- Förpackning
Varför välja R & B Plastics?
För företag som behöver en praktiskt inriktad, samarbetsinriktad metod till produktutveckling erbjuder R & B Plastics den expertis och flexibilitet som krävs för att förverkliga dina idéer.
4. Evco Plast
Översikt
Med anläggningar i DeForest, Wisconsin, Evco Plast är ett av de främsta plastformsprutningsföretagen i regionen, erkänt för sin globala räckvidd och sina innovativa produktionsmetoder. De fokuserar på att leverera precisionsdelar till olika branscher och utnyttjar den senaste tekniken och en högkvalificerad arbetsstyrka.
Kapacitet och specialiteter
Evco är ledande inom gjutning av stora delar, specialiserad på gjutning av strukturellt skum och formsprutning med flera skott. Företagets toppmoderna maskinpark gör det möjligt att tillverka stora, komplexa detaljer med snäva toleranser. De betonar också principer för lean tillverkningminimera avfall och se till att kunderna får sina produkter i tid och inom budget.
Industrier som betjänas
- Jordbruk
- Fordon
- Medicintekniska produkter
- Tung utrustning
Varför välja Evco Plastics?
Om ditt projekt omfattar stora, komplexa delarhar Evco Plastics utrustning och expertis för att hantera dina behov på ett effektivt sätt. Deras erfarenhet av produktion av stora delar gör dem till ett förstahandsval för tillverkare i tunga industrier.
5. PolyFab Corporation
Översikt
Beläget i Sheboygan, Wisconsin, PolyFab Corporation har betjänat kunder sedan 1979 och tillhandahåller högkvalitativa tjänster för formsprutning av plast med fokus på teknisk excellens och kundnöjdhet. Företaget erbjuder ett komplett utbud av tjänster, från formkonstruktion till produktion och montering.
Kapacitet och specialiteter
PolyFab är specialiserat på formsprutning med hög precision och erbjuder ett brett utbud av sekundära tjänster, inklusive Tampongtryck, ultraljudssvetsning, och montering. De fokuserar på delar med snäva toleranseroch säkerställer att varje komponent uppfyller kundernas högt ställda kvalitetskrav.
Industrier som betjänas
- Medicin och hälsovård
- Konsumentelektronik
- Fordon
- Industriella tillämpningar
Varför välja PolyFab Corporation?
PolyFab är perfekt för företag som behöver delar med hög precision och värdera en samarbetsinriktad, kundorienterad strategi. Deras förmåga att hantera projekt från idé till färdigställande gör dem till en pålitlig partner.
6. ProPlastix International, Inc.
Översikt
ProPlastix International, Inc.med säte i Green Bay, Wisconsin, har gjort sig känt för sitt engagemang för innovation och kvalitet. Vi är specialiserade på anpassad formsprutning av plastProPlastix arbetar med kunder för att utveckla skräddarsydda lösningar för deras tillverkningsbehov.
Kapacitet och specialiteter
ProPlastix erbjuder ett brett sortiment av formsprutningstjänster, inklusive insatsformning, övergjutning, och produktion av stora volymer. Företaget tillhandahåller också designkonsultationhjälper kunderna att optimera sina produktdesigner för formsprutningsprocessen, vilket leder till bättre produktprestanda och kostnadsbesparingar.
Industrier som betjänas
- Fordon
- Konsumentvaror
- Industriella produkter
- Elektronik
Varför välja ProPlastix International?
För företag som letar efter en partner som kan erbjuda kundanpassade lösningar och designassistansär ProPlastix ett utmärkt val. Deras fokus på kundnöjdhet och skräddarsydda lösningar gör att de sticker ut i branschen.
7. Riteway Plastics, Inc.
Översikt
Beläget i Richfield, Wisconsin, Riteway Plastics, Inc. har tillhandahållit tjänster inom formsprutning av plast i över tre decennier. Kända för sina hängivenhet till kvalitetRiteway erbjuder en rad tjänster som är skräddarsydda för att möta behoven hos kunder i olika branscher.
Kapacitet och specialiteter
Riteway är specialiserat på formsprutning med hög precision och produktion av stora volymer, med fokus på snabba handläggningstider och standarder av hög kvalitet. Företaget erbjuder också sekundära tjänster såsom produktmontering och förpackningvilket gör dem till en fullserviceleverantör.
Industrier som betjänas
- Konsumentprodukter
- Industriella tillämpningar
- Medicintekniska produkter
- Fordon
Varför välja Riteway Plastics?
För den som söker ett företag med en lång historia av kvalitet och pålitlig servicelevererar Riteway Plastics. Deras förmåga att erbjuda både precisions- och högvolymproduktion gör dem till en pålitlig partner för företag som vill skala upp sin verksamhet.
Slutsats: Att välja rätt partner för formsprutning
Att välja rätt formsprutningsföretag i Wisconsin beror på dina specifika behov, inklusive komplexiteten i ditt projekt, de material som krävs och din produktionsvolym. De företag som nämns ovan representerar de bästa i delstaten, vart och ett med sin egen uppsättning specialiteter, tekniker och kapacitet. Oavsett om du behöver produktion av stora volymer, precisionsgjutning, övergjutning, eller anpassade lösningarWisconsins bästa formsprutningsföretag kan tillgodose dina behov och hjälpa dig att driva din produktutveckling