
Varmkanalsform
Vad är varmkanalsform
För att tillverka plastdetaljer mer effektivt och med kortare cykeltider är varmkanalsgjutning en teknik som används vid formsprutning. Konventionell formsprutning innebär att smält plast hälls i en form, som sedan kyls och stelnar för att producera den avsedda produkten. Vid användning av varmkanalsformsprutning hjälper emellertid ett nätverk av uppvärmda kanaler - så kallade varmkanaler - som är integrerade i formen till att bibehålla plastens smälta tillstånd under gjutningsprocessen.
Varmkanalsformkomponenter
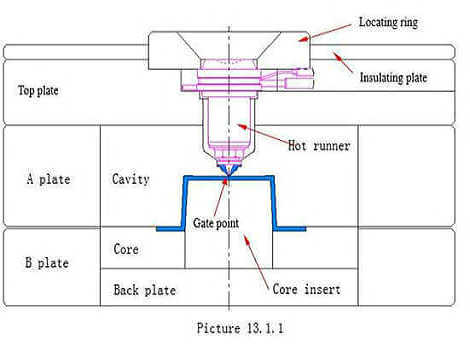
För att hålla plastmaterialet smält och underlätta formsprutningen används en varmkanalsform systemet har flera delar. En varmkanalsform består huvudsakligen av följande delar:
- Hot Runner grenrör: Munstycket i en formsprutningsmaskin överför smält plast till formens enskilda hålrum genom ett grenrör, som kan vara antingen ett block eller ett nätverk av kanaler. För att plasten inte ska svalna för snabbt värms den vanligtvis upp.
- Munstycke: Varmkanalfördelaren är ansluten till gjutmaskinen via varmkanalens munstycke. Dess syfte är att mata in den smälta plasten i formhålorna via varmkanalsystemet.
- Gate: Grinden är den öppning genom vilken varmkanalsystemet häller den smälta plasten in i formkammaren. Denna viktiga del reglerar plastens flöde in i formen, vilket i sin tur påverkar detaljens slutliga egenskaper.
- Värmeelement: Munstycken och grenrör som ingår i varmkanalsystemet hålls på en konstant temperatur med hjälp av värmeelement. För att upprätthålla ett smält tillstånd för plasten under dess flöde genom varmkanalkanalerna krävs exakt temperaturkontroll.
- Termoelement: Dessa små enheter används för att mäta och reglera temperaturen på de komponenter som ingår i varmkanalen. De ser till att varmkanalen inte blir för varm genom att mata tillbaka information till styrsystemet.
- Temperaturregulatorer: För att hålla temperaturen jämn i hela varmkanalsystemet övervakar temperaturregulatorerna termoelementen och justerar värmarna därefter. För att uppnå ett jämnt plastflöde och undvika temperaturfluktuationer är temperaturregulatorer avgörande.
- Hot Runner Drops: Fördelaren har enskilda kanaler som kallas "hot runner drops" som leder den smälta plasten till vissa formkaviteter. Varje droppe motsvarar en specifik grind och hålighet.
- Formhålor: Det är i formens inre hålrum, så kallade "kaviteter", som den smälta plasten sprutas in för att skapa den färdiga produkten. Geometrin hos den slutliga produkten dikteras av formen och mönstret hos formhålorna.
- Kylsystem: Ett kylsystem kan behövas för att reglera den totala temperaturen i formen och hjälpa plasten att stelna efter att den har fyllt hålrummen, även om varmkanalkomponenterna värms upp.
Alla dessa delar bildar ett slutet system som ger dig fullständig kontroll över formsprutningsprocessen. När det är av yttersta vikt att förbättra detaljkvaliteten, minska cykeltiderna och minimera avfallet i högvolymproduktionsscenarier, är varmkanalsystem lysande.
Fördelar med varmkanalsgjutning
Företag som tillverkar formsprutning av plast byter från kallkanalsformar till varmkanalsformar mer och mer. Detta beror på att heta runnerformar är bättre på många sätt än kalla runnerformar. Varma runnerformar är det bästa valet för många tillverkare, och den här artikeln kommer att prata om dem alla.
Varmkanalsformar förkortar cykeltiden enormt mycket, vilket är en av deras bästa egenskaper. Med varmkanalsformar kan du få saker gjorda snabbare eftersom plasten kan svalna snabbare. Företag kan få mer gjort för mindre pengar när de kan göra fler delar på kortare tid.
Om de används rätt kan varmkanalsformar också bidra till att göra produkten bättre runt omkring. Om du inte använder varmkanalsformar är det mindre troligt att materialet går sönder eller blir ojämnt medan det formas. Detta gör att du kan göra högkvalitativa delar med en jämnare yta och mer exakta storlekar.
Du kan också skapa design med större frihet när du använder varmkanalsformar. Eftersom de låter dig finjustera plastflödet kan du med varmkanalsformar göra delar som är mer komplicerade och detaljerade. Det är till hjälp för företag som behöver delar som är mycket specifika eller gjorda bara för dem att detta är tillgängligt.
Att göra mindre avfall är en annan sak som varmkanalsformar kan göra. När du använder vanliga kallkanalsformar slösar du mycket material medan formen tillverkas. Ett kallkanalsystem behövs inte när varmkanalsformar används. Detta sänker kostnaden för att göra saker och skär ner på avfallet med en stor mängd.
Varmkanalsformar kan också användas för att tillverka formar med många hål. Det går att göra många delar på en gång eftersom varmkanalsystem kan ändras för att passa olika hål. De kanske kan göra fler saker och arbeta bättre med detta.
Sist men inte minst är varmkanalsformar bättre än kallkanalsformar på många sätt. När ett företag gör plastinsprutningsgjutning är heta runnerformar till stor hjälp. De främsta skälen till detta är de många fördelar de ger, såsom kortare cykeltider, delar av högre kvalitet, mer designfrihet och mindre slösaktig användning av material. Varmkanalsformar är en investering som kan hjälpa ett företag att göra bättre produkter och sticka ut på marknaden.
Skillnad mellan varm löpare mögel och kall löpare mögel
Vanliga formsprutningsformar kallas varmkanalsformar eller kallkanalsformar. Även om båda kan producera plastkomponenter, gör deras distinkta egenskaper dem mer lämpade för vissa applikationer. Den här artikeln hjälper dig att bestämma vilken av kallkanalsformar och varmkanalsformar som är mest lämplig för din applikation genom att kontrastera de två.
Det är nödvändigt att börja med att ge definitioner av varmkanalsform och kallkanalsform. Varmkanalsformar undanröjer behovet av ett kanalsystem genom att direkt införa smält plast i formhålan via ett nätverk av uppvärmda komponenter. Varmkanalsformar är det optimala valet för storskalig tillverkning på grund av deras förmåga att minska materialavfall och cykeltider. I kallkanalsformar används däremot en specialiserad kanalmekanism för att transportera den smälta plasten från insprutningsenheten till formkammaren. Kallkanalsformar är ofta det mest ekonomiska alternativet för mindre produktionskörningar, men de genererar mer spillmaterial och har längre cykeltider.
Kan du reglera temperaturen? Detta är en egenskap som skiljer kallkanalsformar från varmkanalsformar. Förlängda cykeltider och förbättrad enhetlighet är två fördelar med att använda en varmkanalsform, som håller en konstant temperatur i hela formen. Ändå kan fluktuationer i temperaturen äventyra komponenternas kvalitet och förlänga cykeltiderna för kallkanalsformar. När det handlar om värmekänsliga material som kräver exakt temperaturkontroll är varmkanalsformar ofta det lämpligaste alternativet.
En annan viktig skillnad är att underhållskraven för varmkanalsformar skiljer sig från dem för kallkanalsformar. Regelbundet underhåll av varmkanalsformar kan vara svårare och dyrare än för kallkanalsformar för att säkerställa att de uppvärmda komponenterna fortsätter att fungera korrekt. För vissa tillämpningar kan dock minskningen av cykeltid och materialspill motivera att man avstår från underhållskostnader.
När varmkanalsformar används behövs inte ett separat kanalsystem, vilket ger konstruktörerna ökad flexibilitet när det gäller grindar och detaljutformning. Detta gör det möjligt att tillverka komponenter med mer intrikata och komplexa konstruktioner än vad som är möjligt med kallkanalsformar. Trots den begränsade designflexibiliteten är kallkanalsformar ofta att föredra för enklare detaljgeometrier och lägre produktionsvolymer.
I slutändan är det projektets krav, budget och produktionsvolym som avgör om kallkanalsformar eller varmkanalsformar är att föredra. För mindre produktionskörningar med enklare delgeometrier kan kallkanalsformar erbjuda större kostnadseffektivitet. Omvänt är varmkanalsformar mer lämpade för produktionskörningar med hög volym som kräver exakt temperaturkontroll och snabba cykeltider. Med kunskap om vad man kan förvänta sig av en kallkanalsform och en varmkanalsform är det möjligt att välja lämplig form för ett formsprutningsprojekt.
Valet mellan en varmkanal och en kallkanalsform bestäms av tillverkningsvolym, komponentens komplexitet, materialkostnader och applikationsspecifikationer. Varmkanalsformar är den optimala metoden för massproduktion av komplexa komponenter i stora kvantiteter för att uppnå maximal effektivitet och minimera spill. Kallkanalsformar kan dock vara mer kostnadseffektiva när de används för mindre serier eller komponenter med enklare geometrier.


Lämna en kommentar
Vill du delta i diskussionen?Dela med dig av dina synpunkter!