
Nyt on aika aloittaa kestomuovisten elastomeerien (TPE) ylivalu. TPE-muoveja on perinteisesti käytetty korvaamaan kumia, mutta uudet kuluttajamarkkinoiden suuntaukset ovat tehneet ylimuovausideasta tosiasian yritysmaailmassa. Kuluttajamarkkinoiden kysyntä ja suuntaukset kasvavat paremman ergonomisen tuntuman ja kosketuksen, tarttuvuuden, ulkonäön, iskunkestävyyden, tärinänerotuksen ja eristyksen osalta. Kuluttajatuotteiden suunnittelijat asettavat standardit, jotka materiaalivalmistajien on täytettävä, keksimällä ratkaisuja, jotka näyttävät ja tuntuvat hyvältä ja toimivat hyvin vaativissa loppukäyttöön tarkoitetuissa sovelluksissa.
Tässä esseessä käsitellään TPE-ylimuottitekniikkaa yleisesti ja sen materiaaliryhmää, jota voidaan käyttää suunniteltujen ratkaisujen tekemiseen tähän ikivihreään suuntaukseen. Jäykistä alustoista esimerkkejä ovat polypropeeni (PP), polyeteeni (PE), polystyreeni (PS), iskunkestävä polystyreeni (HIPS), polyfenyleenioksidi (PPO), glykolimodifioitu polyeteenitereftalaatti (PETG), akryylinitriilibutadieenistyreeni (ABS) ja puolikiteiset polaariset muovit, kuten polyesteri (PET, PBT) ja polyamidi (Nylon 6, Nylon 66). Materiaalien sekoittamiseen ja yhteensovittamiseen käytettävät uudet tekniikat ovat mahdollistaneet sellaisten tuotteiden valmistamisen, jotka voidaan muovata näiden erilaisten alustojen päälle.

Jäykille pinnoille valetun TPE:n osalta monet asiat ovat erittäin tärkeitä. Ensimmäinen ja tärkein asia on valita TPE-tyyppi, joka toimii jäykän alustan kanssa. Tärkeää on myös ylivaluprosessi (kuten insertti- tai 2K-muovaus), konetyyppi, prosessiolosuhteet, materiaalin valmistustapa, osan muotoilu ja muotin muotoilu. Ainutlaatuiset materiaalitekniikat, uudet kappale- ja työkalumallit sekä ylivalutekniikoiden parannukset pitävät suunnittelijoiden mielen aktiivisena, jotta he voivat vastata kuluttajien jatkuvasti kasvaviin mukavuutta, hyvää ulkonäköä ja lisäarvoa koskeviin tarpeisiin.
TPE Overmolding Technology
TPE Overmolding käyttää ruiskuvalua yhden materiaalin (Over-Mold) asettamiseen toisen materiaalin (Substraatti) päälle. Ylivaletun materiaalin on pysyttävä kiinni alustassa siten, että se kestää loppukäytössä ja toimii hyvin. Päällimuovaus poistaa liimojen ja pohjamaalien tarpeen TPE-materiaalien kiinnittämiseksi koviin materiaaleihin. Ylivalutekniikka antaa suunnittelijoille enemmän vapautta, alentaa tuotantokustannuksia ja helpottaa tuotteiden valmistusta. Usean materiaalin muovaaminen ja upotusmuovaaminen ovat kaksi tärkeintä tapaa tehdä ylivalua.
Ruiskuvalua, jossa käytetään useampaa kuin yhtä materiaalia, kutsutaan myös moniväri- tai kaksoispistosruiskuvaluksi. Kuvassa 1 esitetään käytettävät työkalut. Niissä on kaksi tai useampia ruiskutusyksiköitä. Ruiskutuslaitteen varret voidaan asettaa siten, että ne ovat yhdensuuntaiset tai suorassa kulmassa toisiinsa nähden. Muotissa on kaksi sarjaa reikiä. Toiseen sarjaan valetaan perusmateriaali ja toiseen sarjaan valetaan päällystemateriaali.
Kahden laukauksen valuprosessissa on kaksi vaihetta. Ensimmäisessä vaiheessa ensimmäinen piippu täyttää alustan reikien joukon. Kun substraatti on jäähtynyt, muotti avataan ja liikuteltava puoli kääntyy 180° ilman, että substraatti irtoaa muotista. Seuraavaksi muotti suljetaan, ja ylivalettu materiaali ruiskutetaan toiseen tynnyriin. Muotin toinen puolisko täytetään paikallaan pysyvällä puolella. Jos ylivalumateriaali on muotoiltava kappaleen molemmille puolille, muotti saattaa kääntymisen sijasta siirtää kappaletta kahden reikäsarjan välillä.
Pyörivät levykoneet vs. pyörivät muotokoneet: Joskus koneeseen on rakennettu pyörivä levy, joka saa sen kääntymään. Kun pyörivää lautasmallia käytetään neljä kertaa erikseen, käytetään tyypillisesti siihen asennettuja muotin puolikkaita. Toisinaan kierto on sisäänrakennettu itse työkaluun, jolloin muotin puolikkaita on vain kaksi, mutta muotin reikiä on neljä sarjaa.
Liikkeelle: Core-prosessin työkalussa on liikkuva osa, joka saa käyttövoimansa hydrauliikasta tai ilmasta. Kun ensimmäinen substraatti on ruiskutettu ja kun sen on annettu jäähtyä, muottiosa vetäytyy taaksepäin ja tekee tilaa TPE-muovin päällismateriaalille. Tämän jälkeen TPE-materiaali syötetään, useimmiten reiän puolelta, joka on näkyvissä, kun insertti vedetään takaisin. Tällä menetelmällä on nopeammat sykliajat, enemmän kavitaatiota ja parempi koneen suorituskyky. Ainoa ongelma on, että TPE:tä voidaan käyttää vain vakiopaksuudeltaan.

Insert Molding-insert overmolding-levyjen muotoilu
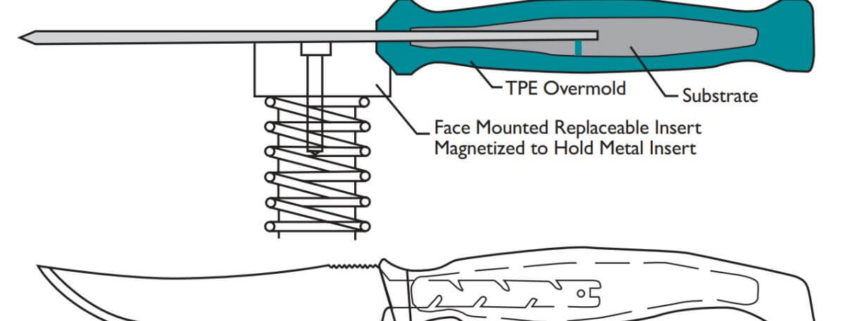
Insert-valu on yksi ylivalun tyypeistä, ja insert-valun aikana robotti tai henkilö asettaa reikään kovan muovialustan tai jo valetun metalliosan (kuva 2). Toinen materiaali, jota kutsutaan nimellä "ylivalu", laitetaan insertin toiselle puolelle tai toisinaan koko kappaleen ympärille. Insertin valamiseen käytetään tavanomaisia ruiskuvalutyökaluja.
Pyöritellä tai liikkua? Pöydän muotoilu: Vaakasuoraa ruiskutusyksikköä tai robottia käytetään alustan muotoiluun tai insertin asettamiseen toiseen onteloon ensimmäisessä asennossa. Pöytä liikkuu tai kääntyy seuraavaan asemaan, jossa käytetään toista vaaka- tai pystysuoraa ruiskutusyksikköä TPE:n asettamiseen. Voit käyttää kuumaa ruiskua tai laittaa juoksuputken halkaisulinjalle. Kolmas pyörivän yksikön pöydän käännös lähettää sen "off-load"-asemalle, jossa valmis kaksiosainen osa heitetään ulos.
TPE Overmolding prosessi
Minkä prosessin ja muotin valinta riippuu valitusta materiaalista, työvoimakustannuksista, käytettävissä olevista työkaluista ja koneista sekä siitä, miten taloudellisesti on mahdollista valmistaa paljon muotteja. Jos insertti ei ole kestomuovia, on käytettävä inserttivalua. Jos muovi- tai metallialustaa tarvitaan vain pieni määrä, paikalliset työvoimakustannukset ovat alhaiset ja työkalujen kustannukset halutaan pitää alhaisina, ne kannattaa sijoittaa käsin. Suurempia työmääriä varten voidaan käyttää sukkulatyökaluja. Robotisoituja inserttejä ja pyöröpöytätyökaluja voidaan käyttää silloin, kun työmäärä oikeuttaa kustannukset. Jos sinun on valmistettava paljon osia tai työvoimakustannukset ovat asuinpaikkakunnallasi korkeat, muovialustoille soveltuvat parhaiten kahden materiaalin muottivalukoneet. Suurimpia tuotantomääriä ja kauneimman näköisiä osia varten parhaita ovat kuumakanavajärjestelmät, joissa on venttiiliportit.
Ylivaletun osan suunnitteluun liittyviä näkökohtia
Päällysteiden suunnittelussa on monia eri osia, ja tässä asiakirjassa käsitellään joitakin yleisiä asioita, jotka on syytä pitää mielessä.
Materiaalien osalta liimattavilla TPE-materiaaleilla on tiukemmat säännöt kuin tavallisilla TPE-materiaaleilla. Sama pätee myös osien valmistukseen. Kaksiosaisia osia suunniteltaessa on mietittävä, miten kaksi erilaista joustavaa materiaalia kutistuu, mikä on erilaista kuin yksiosaisia osia suunniteltaessa. Molemmissa on omat portti- ja juoksutusjärjestelmänsä, jotka on räätälöitävä käytettävän materiaalin ominaisuuksien perusteella.
Parhaan syklin aikaansaamiseksi pohjan ja päällimuotin ohuiden seinämien on oltava mahdollisimman tasaiset. Useimmissa ylivalutilanteissa 1 mm:n ja 3 mm:n paksuiset seinämät yhdistyvät hyvin. Jos kappaleeseen tarvitaan paksuja alueita, ne on poistettava, jotta kappale ei kutistu liikaa ja jotta voidaan vähentää sykliä ja painoa. Virtausongelmien, kuten takatäytön ja kaasulukkojen, välttämiseksi seinämän paksuuden muutokset on tehtävä hitaasti. Ympyröiden lisääminen (vähintään 0,5 mm) teräviin kulmiin voi auttaa alentamaan jännitystä kyseisellä alueella. Syviä tummia taskuja tai kylkiluita, joita ei voi avata, tulisi välttää. Pitkissä vedoissa tulisi olla 3-5 asteen veto, jotta pallo pääsee paremmin ulos. Syviä alaleikkauksia voidaan tehdä ylivalumassoilla, mutta vain, jos muotin avaamisessa käytetään etukehää, osassa ei ole teräviä reunoja ja elastomeerin annetaan taipua, kun se tulee ulos muotista.
Valettaessa useimmat TPE-yhdisteet kutistuvat melko paljon virtaussuunnassa, mutta eivät juurikaan, kun ne valetaan ristivirtaussuunnassa. Tämä voi aiheuttaa sen, että ylivalumateriaali kutistuu enemmän kuin substraatti, kun osa otetaan ulos työkalusta. Tämä voi sitten aiheuttaa alustakappaleen vääntymisen tai kuppaantumisen, yleensä ylivalumateriaalin virtaussuuntaan. Tämä pätee erityisesti kappaleissa, joissa substraatti on ohuempi kuin ylivalumuovausmateriaali tai joissa käytetään matalajäykkää substraattimateriaalia. osien tulisi olla pitkiä ja ohuita. Tämä voidaan osittain korjata käyttämällä perusmateriaaleja, joiden moduuli on korkeampi, ja lisäämällä alustaan jäykistäviä kylkilistoja. Myös ohuempien kerrosten ja vähemmän kovaa ylivalulaatua käyttäminen auttaa. Portin siirtäminen TPE:n virtauskuvion muuttamiseksi saattaa myös auttaa.
TPE-materiaalien mittaamiseen käytetään Shore-kovuutta, joka on materiaalin kestävyys 6,3 mm:n vähimmäispaksuisella valetulla levyllä (ASTM D2240). Kappale, jonka kovuus on alhaisempi, tuntuu ulkopuolelta pehmeämmältä, vaikka sen paksuus olisikin sama. Mutta koska ylivalu tehdään yleensä vain TPE:n ohuelle pinnalle, alla oleva kova pohja vaikuttaa siihen, kuinka pehmeältä se tuntuu. Jos tämä laitetaan kovuuskokeen läpi, pienempi sisennys osoittaa, että kivi on kovempi, vaikka iho olisi pehmeä. Jos kuminen ylivalu on tarkoitus tehdä osien molemmille puolille (A ja B), on käytettävä kahta materiaalimuottia, jotka voivat liikkua muottiosien välillä. jos haluat tehdä sileän kerroksen osaan tai yksinkertaisen osan koko sivulle, sinun on käytettävä kahta materiaalimuottia, joissa on liikkuvat ytimet. Tuotantonopeus voi olla hyvin suuri riippuen siitä, kuinka paksut elastomeerin ja alustan seinämät ovat.
Miten TPE tarttuu tekniseen kestomuoviin
Monet asiat voivat muuttaa sitä, miten hyvin kova tekninen muovi ja pehmeä kumi pysyvät yhdessä. Jotta materiaalien välille voidaan rakentaa erityisiä suhteita, on tärkeää, että molempien pintaenergiat ovat samat. TPE:n voima tarttua pintaan on toinen tärkeä tekijä. Jotta TPE:n ja alustan välillä tapahtuisi tiettyjä reaktioita, niiden on oltava hyvin lähellä toisiaan ja pinnan on oltava märkä. TPE:iden teologisoitumistapa, kuten kuvassa 3 on esitetty, määrää sen, miten ne kostuvat. Ylivalumateriaaleilla ei ole kovin suurta viskositeettia. Ne ovat myös herkkiä leikkaukselle ja osoittavat leikkausohennuskäyttäytymistä.
Alla oleva kuva osoittaa, että viskositeetti on lähellä alueen alarajaa, kun virtausnopeus on suuri. Tämä auttaa TPE:tä valumaan ja täyttämään ohutseinäisiä alueita, jotka ovat yleisiä ylivalussa.

TPE:n kemia ja teollisuusmuovin tyyppi vaikuttavat suuresti siihen, miten hyvin se kostuu. Tartuntaominaisuuksien lisäksi myös elastomeerin diffuusio- ja viskoelastisilla ominaisuuksilla on merkitystä. TPE:n ja jäykän alustan kohtaamispiste on erittäin tärkeä sekä liitoksen lujuuden että rikkoutumistyypin kannalta, joka voi olla joko koheesio (C) tai adheesio (A). Kun etsitään merkkejä vahvasta sidoksesta, koheesiomallia pidetään yleensä parhaana tapana todeta se. Mutta heikko TPE, jonka sidoslujuus on vain kohtalainen, voi saada sen näyttämään siltä, että sidos on vahva. On tilanteita, joissa hyvä sidos on olemassa, vaikka liima pettää. Kosketuksessa on kolmenlaisia prosesseja, jotka voivat auttaa jäykkää alustaa ja pehmeää kestomuovielastomeeria tarttumaan toisiinsa. Nämä näkyvät alla olevassa kuvassa.

Suunnittelu mahdollistaa mekaanisen yhteyden. Kahden pinnan välille ei muodostu todellista yhteyttä, mutta mikä tahansa TPE toimii tässä tapauksessa. Toinen tapa toimii, koska substraatti ja ylivalettava TPE-materiaali ovat kemiallisesti yhteensopivia. Kemiallinen yhteensopivuus perustuu pintaenergioihin, jotka ovat yhteydessä siihen, miten hyvin substraatti ja TPE tarttuvat toisiinsa. Kun valumenetelmä ja lämpötila ovat oikeat, voi muodostua rajapinta, jossa alustan ja ylivalun molekyylit sekoittuvat. Rajapinnan voi muodostaa styreenisellä TPE:llä tai olefiinisella TPE:llä, joka on valettu polyeteenin päälle alustaksi. Kolmas tapa voidaan rakentaa TPE:hen. Liimausprosessi muodostuu erityisistä polaarisista vuorovaikutuksista tai kemiallisista reaktioista TPE:n ryhmien ja jäykän alustan välillä.
"90 asteen kuorintatestillä" voidaan selvittää, kuinka vahva sidos TPE:n ja teollisuusmuovin välillä on. Muutimme muovien ASTM D903 -menetelmää testataksemme, kuinka hyvin pehmeä TPE tarttuu kovaan kestomuoviin. Testeissä käytetään valettua pohjaa, jonka päälle on valettu TPE-nahkasisäke. Instron-jännitystestauslaitteella leikataan ja vedetään tuuman levyinen TPE-kaistale suorassa kulmassa alustaan nähden. Se lukitaan pyörään niin, että 90 asteen kulma pysyy samana, kun kumia vedetään. Tartuntalujuus määritetään sen perusteella, kuinka vaikeaa elastomeeria on vetää irti alustasta. Tämä voima on yleensä yli 2 tuumaa. Se jaetaan kahteen ryhmään sen perusteella, pettääkö se adheesiovian (A) vai koheesiovian (C) vuoksi. Liimaushäiriö tarkoittaa, että materiaaliin ei jää TPE-jäämiä. Annetut luvut ovat kolmen eri tartuntatutkimuksen keskiarvo. Koska asiakas haluaa tietyn tarttuvuuden tason, olemme päättäneet, että yli 12 pli:n tarttuvuusluku on riittävän hyvä.
Nykyään on suurta kiinnostusta TPE-muovien ylivaluun jäykille alustoille, erityisesti markkinatavaroissa, joiden on oltava pehmeän tuntuisia. Uusia TPE-muoveja valetaan yhä useammille alustoille. Tämä antaa suunnittelijoille enemmän suunnitteluvapautta ja mahdollisuuden tehdä tuotteistaan erottuvia markkinoilla, jotka ovat täynnä "me-too"-kopioita.
TPE:t ovat hyvin tunnettuja, koska ne auttavat myyntiä myyntipisteessä. Ihmisillä on nykyään valtava valikoima tavaroita, joista valita kaupoissa, ja tavaroita valmistavat yritykset haluavat saada omansa erottumaan edukseen. On monia hyviä syitä valita tuote, jossa on TPE. ylivalu pintaa, kuten uusia värejä, kuvioita, kuvioita ja mukavuutta. Monille ihmisille "lämmin" pehmeä kosketus tuntuu paremmalta kuin kova muovinen tuntuma. Ja kumilta näyttäviä ja tuntuvia asioita pidetään usein arvokkaampina. Ihmiset ovat fiksumpia etsimään tavaroita, jotka sopivat paremmin heidän kehoonsa ja vähentävät tärinää, nyt kun he tietävät enemmän ergonomiasta ja nivelten ylikuormitusvammojen lisääntymisestä. Muotoilluista TPE-materiaaleista voi olla hyötyä myös muiden asioiden kuin tuntuman ja käytettävyyden kannalta. Joitakin esimerkkejä ovat turvallisen ja vahvan otteen tarjoaminen märissä tiloissa, vedeneristävät tiivisteet, sisäänvaletut "puskurit", jotka suojaavat iskuilta ja estävät ennenaikaisen rikkoutumisen, sekä tärinän vähentäminen.