The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
Mitä on overmolding?
Ylivalussa yksi komponentti luodaan käyttämällä kahta tai useampaa eri materiaalia. Alustapohja on yleensä muotoiltu. Sen jälkeen sen päälle tai ympärille valetaan sekundääristä materiaalia. Näin valmistajat voivat sekoittaa materiaaleja, joilla on erilaisia ominaisuuksia, esimerkiksi jäykkyyttä ja joustavuutta.
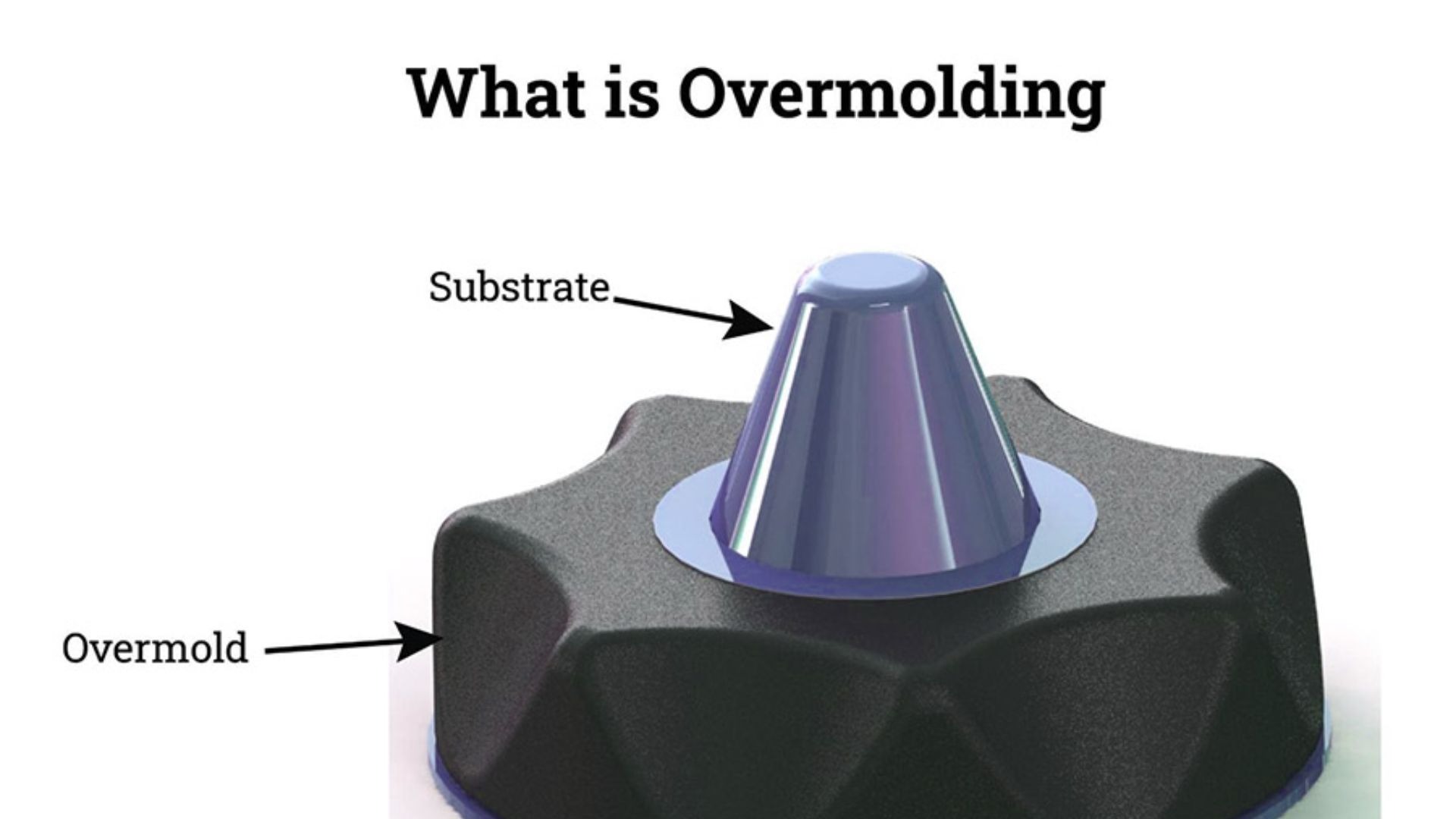
Pehmeän tuntuiset tuotteet ovat tyypillisesti ylivalettuja, kuten työkalujen, hammasharjojen tai muiden elektronisten tuotteiden kahvat. Se lisää kauneutta, mukavuutta ja toimivuutta.
Päällystysmuovauksella on muutamia pääasiallisia haittoja, joita ovat:
- Ergonomisempi, miellyttävämpi käyttäjälle.
- Tuotteiden korkeampi käyttöikä.
- Enemmän joustavuutta suunnittelussa.
Mitä on inserttipuristus?
Sisäänvedettävä muotti: Tämä on prosessi, jossa valmiiksi muotoiltu komponentti asetetaan muottiin, ja muovia ruiskutetaan osaan. Lisäosa voi olla metallia, muovia tai muuta materiaalia. Valmiissa tuotteessa on mukautettu insertin muotti.
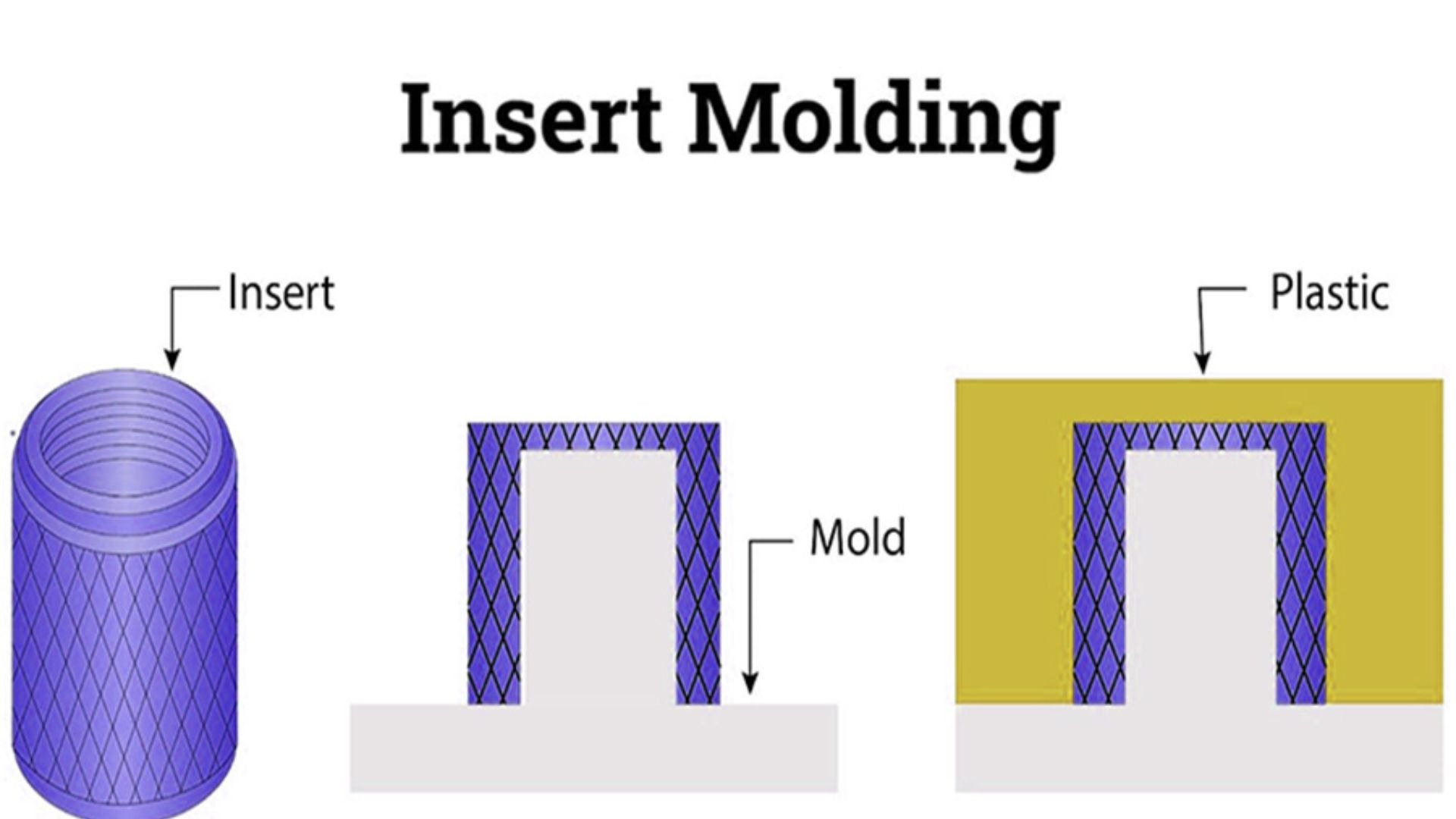
Insert-valu on muotinvalmistus, jota käytetään laajalti teollisuudenaloilla, joilla tarvitaan korkeita mekaanisia sidoksia. Sähköliittimet, autojen osat ja laitteiston osat ovat joitakin asioita, jotka yleensä tukeutuvat tähän tekniikkaan.
Sisäänvalun edut ovat:
- Vahva mekaaninen sidos
- Vähennetty kokoonpanoaika
- Kyky yhdistää eri materiaaleja.
Esimerkkejä overmolding- ja insert molding -tekniikoista
Näitä ovat ylivalu ja sisäkkäisvalu, joita käytetään laajalti valmistusprosessissa, vaikka niitä käytetäänkin eri sovelluksissa tuotteiden erityispiirteiden mukaan. Niiden sovellusten ymmärtäminen auttaisi valmistajia valitsemaan oikean prosessin.
Sovellukset Päällystysmuovaus on toteutettu seuraavasti
Päällystys sopii tuotteisiin, joiden on oltava mukavia, kauniita tai tarttuvia. Kyseessä on sekä pehmeiden että kovien materiaalien yhdistelmä, jota hyödynnetään yhdessä toiminnallisessa osassa. Yleisiä käyttökohteita ovat:
- Työkalukahvat: Kahvat ovat ergonomisemmat ja ne on valmistettu ylikarkaistusta muovista.
- Viihde-elektroniikka: Pehmeät painikkeet esimerkiksi kaukosäätimessä ja kuulokkeissa.
- Lääkinnälliset laitteet, lääkinnälliset laitteet: Turvallisuus ja mukavuus. Ruiskuissa tai kirurgisissa laitteissa on kumipinta.
- Auton osat: Muoviosien kumitiivisteet tai -tiivisteet melun minimoimiseksi ja kestävyyden parantamiseksi.
Seuraavat sovellukset on tehty Insert Molding -menetelmällä
Sisävalun käytön perusteena on se, että tuote vaatii suurta mekaanista lujuutta tai se on eri materiaalien yhdistelmä yhdeksi kokonaisuudeksi. Sitä käytetään yleisissä sovelluksissa, kuten:
- Sähköliittimet: PT koostuu muodoista, jotka sisältävät muovirunkoihin työnnettäviä metallisia inserttejä.
- Autojen osat: Moottorin osat tai kannattimet, joihin on tarkoitus tehdä metallisia lisäosia muovin vahvistamiseksi.
- Laitteistoratkaisut: Muovikappaleisiin on sisällytetty ruuveja tai metalliosia, jotta ne olisi helppo asettaa yhteen.
- Teollisuuslaitteet: Koneosat, jotka sisältävät sekä metallisia inserttejä että valettuja muoveja, joita käytetään korkeisiin rasituksiin joutuvissa osissa.
Yksilön valinta näiden kahden prosessin välillä riippuu tuotteen tavoitteesta. Se on ylivalettava, jos kyseessä on ylimukavuus, pito tai pehmeä kosketuspinta. Jos lujuus-, kestävyys- ja mekaanisen vakauden ongelmat ovat suurimpia huolenaiheita, sovelletaan insert-valua.
Näiden sovellusten konsepti auttaa saavuttamaan niin sanotun päällekkäisvalun ja sisäkkäisvalun edut nykyaikaisessa tuotannossa.
Merkittäviä eroja overmolding- ja insert-muovausmenetelmien välillä
Vaikka molemmat menetelmät edellyttävät materiaalien käyttöä, niissä on selviä eroja. Tässä on yksityiskohtainen vertailu:
| Ominaisuus | Päällystäminen | Insert Molding |
| Prosessi | Muottaa sekundäärisen materiaalin perusalustan päälle | Ruiskuttaa muovia valmiiksi muotoillun insertin ympärille. |
| Materiaalit | Yhdistää usein pehmeät ja kovat muovit | Voidaan yhdistää muovia metalliin, muoviin tai muihin komponentteihin. |
| Sovellukset | Kahvat, kahvat, kulutuselektroniikka | Sähköliittimet, autoteollisuus, rautakauppa |
| Monimutkaisuus | Hieman vähemmän monimutkainen | Vaatii tarkan inserttien sijoittamisen |
| Vahvuus | Keskittyminen mukavuuteen ja estetiikkaan | Keskittyminen mekaaniseen lujuuteen ja kestävyyteen |
Tämä on vertailu, joka on tehtävä valittaessa vaihtoehtoa insert-muotin ja overmoldin välillä. Ylivalu on optimoitu käyttäjäkokemuksen kannalta, ja insert-valu on optimoitu myös rakenteellisen eheyden kannalta.
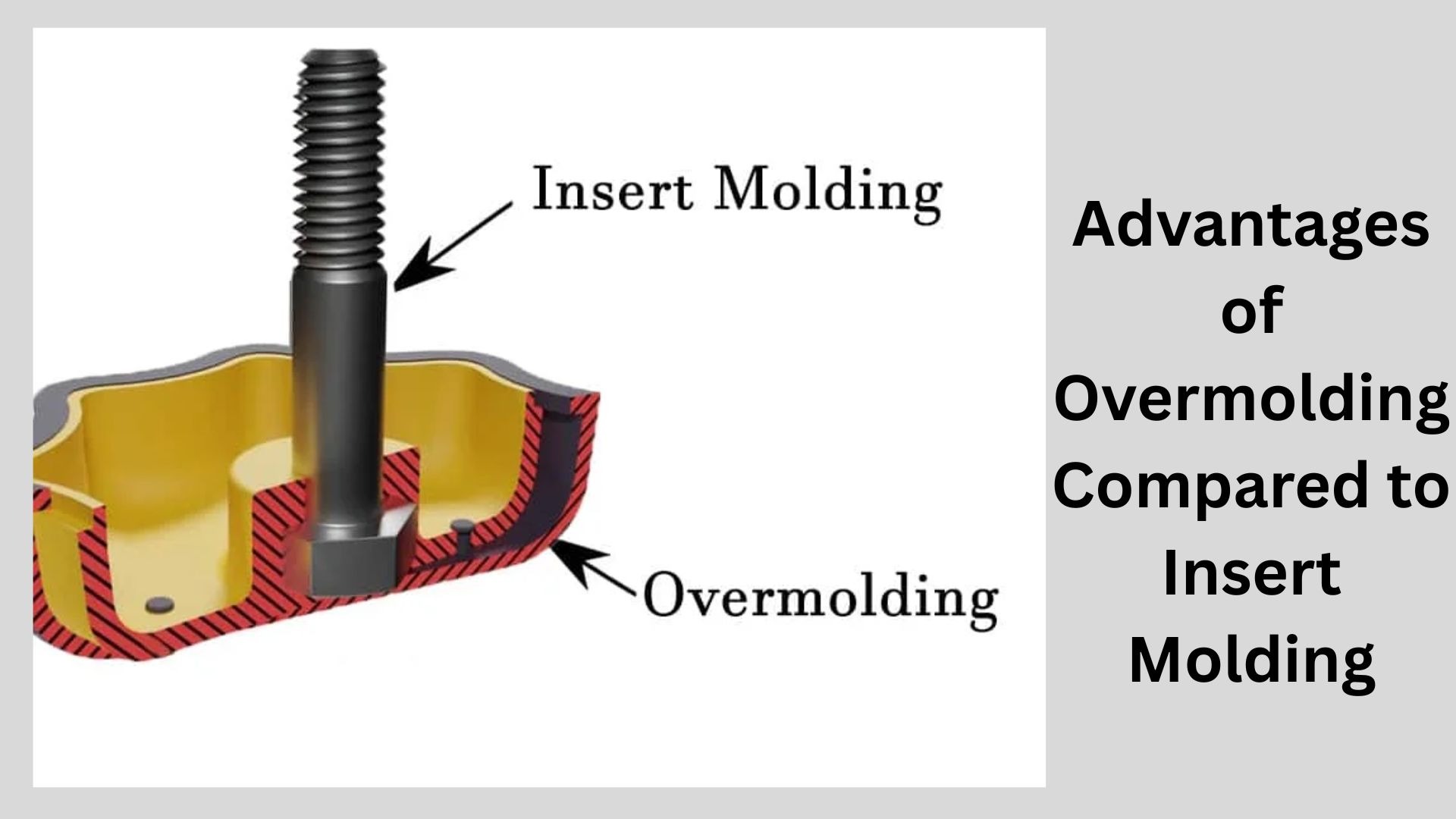
Ylivalun edut verrattuna upotusmuovaukseen
Kun verrataan overmold- ja insert-muottivalua, on tiedettävä, mitä etuja kumpikin prosessi tuo mukanaan. Molemmat ovat monin tavoin hyviä; molemmat prosessit mahdollistavat kuitenkin materiaalien yhdistämisen.
Ylivalun edut
- Parempi ergonomia: Mukavat otteet ja kovien pintojen kahvat ovat pehmeät.
- Parempi estetiikka: Päällystäminen tarkoittaa, että värit ja tekstuurit voidaan sekoittaa niin, että ne näyttävät laadukkailta.
- Nopeampi kokoonpano: Useita osia voidaan koota samanaikaisesti, mikä säästää aikaa.
- Suunnittelun joustavuus: Toiminnallisuus ja visuaaliset vaikutukset voitaisiin saavuttaa käyttämällä erilaisia materiaaleja.
- Parempi käytettävyys: Toimii parhaiten, kun tuote vaatii pehmeän kosketuksen, esim. hammasharjat, työkalut ja elektroniikka.
Insert Molding -tekniikan hyötyjen saavuttaminen
- Voimakas mekaaninen liimaus: Metallin ja kovan muovin kaltaiset lisäosat integroidaan pysyvästi valutuotteeseen.
- Kestävyys: Osat voivat olla rasitettuja ja alttiina valtaville mekaanisille kuormituksille, jotka voivat johtaa murtumispisteeseen.
- Vähemmän kokoonpanoa: Sisäkkeet valetaan, jolloin jälkikokoonpanoa ei tarvita.
- Sallii monimutkaiset kuviot: Ihanteelliset mallit: Kun tuotteessa on useita materiaaleja, joiden on oltava rakenteellisesti vakaita.
- Tarkkuus ja luotettavuus: Parhaita käyttökohteita ovat teollisuus, elektroniikka ja ajoneuvojen komponentit.
Tietoisuus näistä eduista ohjaa valmistajia tekemään päätöksiä, esimerkiksi valitsemaan parhaan vaihtoehdon kahdesta vaihtoehdosta, jotka ovat muottiinpuristaminen ja ylivalu. Ylivalu on paras vaihtoehto, jos kyse on mukavuudesta, muotoilusta ja estetiikasta. Sisäänvalu on parempi, jos lujuus, kestävyys ja mekaaninen suorituskyky ovat tärkeämpiä.
Yritykset voivat valita sopivan prosessin, joka vähentää kustannuksia, säästää aikaa ja parantaa tuotteiden laatua.
Suunnittelua koskevat näkökohdat
Se on hyvin riippuvainen suunnittelusta, kun tehdään päätös joko insertin valusta tai ylivalusta. Laatusuunnittelulla varmistetaan myös laadukas tuotanto, virheiden vähentäminen ja kaikkien prosessien maksimaalisten hyötyjen hyödyntäminen.
Materiaalien yhteensopivuus
Ylivalua käytettäessä on valittava materiaalit, jotka sitoutuvat toisiinsa. Materiaalien virheellinen yhteensovittaminen voi johtaa delaminaatioon tai haavoittuvuuteen. Vastaavasti insertin valuprosessin aikana on tärkeää varmistaa, että paine ja lämpötila ovat muottiin valettavan insertin materiaalin alueella. Kyseessä on erittäin merkittävä menettely, kun verrataan overmolding- ja insert-muovausmenetelmää.
Paksuus ja kerroksen kattavuus
Päällystyksessä pohjan on oltava sopivan paksuinen, ja päällystysmateriaalia on käytettävä sen varmistamiseksi, ettei se vääntyile, sekä sen kestävyyden varmistamiseksi. Insert-valussa koko insertin on tarkoitus olla muotin ympäröimä, jotta se saa mekaanisen lujuuden ja hyvän sidoksen. Oikeiden kerrosten paksuus on hyödyllinen insert-muotin vs. overmoldin onnistuneissa hankkeissa.
Muotin suunnittelu
Muotti on luotu siten, että osat on helppo irrottaa ja materiaalien kuormittuminen estetään. Kun ylivalun mahdollisuus on olemassa, muotin on oltava sellainen, että siihen mahtuu useampi kuin yksi materiaali, jolla on erilaiset virtausominaisuudet. Insert-muottivalussa muotit on täytettävä siten, että insertit eivät liu'u pois paikaltaan, koska ne säilyttävät vahvan pidon; muuten muotinvalmistusprosessi ei onnistu overmold vs. insert-muotin onnistumisen kannalta.
Esteettisyys ja pintakäsittely
Päällemaalauksessa keskitytään yleensä ulkonäköön ja kosketukseen. Suunnittelijoiden tulisi ottaa huomioon tekstuuri, väri ja pinnan laatu. Insert-muotoilun tapauksessa esteettisyys seuraa lujuutta, vaikka asianmukainen viimeistely varmistetaankin, että lopputuote pystyy täyttämään laatuvaatimukset.
Lämpölaajenemisvaatimukset
Eri materiaalien laajenemisnopeus on erilainen. Lämpölaajenemisen huomioimatta jättäminen voi johtaa halkeamiin, väärään linjaukseen tai heikkoon sidokseen sekä yli- että sisäänvalussa. Nämä ovat keskeisiä seikkoja, jotka on otettava huomioon, kun käsitellään insertin valua ja ylivalua.
Kustannukset ja tuotantoaika
Tarinan moraalinen opetus, josta voidaan oppia, jotta voidaan tuottaa parhaalla mahdollisella tavalla, on ylimuovaus- ja upotusvaluprosessien kustannusten ja tuotantoaikojen ymmärtäminen. Molemmissa menetelmissä on omat ongelmansa, jotka vaikuttavat kokonaishintoihin ja -nopeuteen.

Alkuperäiset homekustannukset
Ylivalu voi vaatia monimutkaisempia muotteja, jotta lukuisat materiaalit mahtuisivat mukaan. Tämä voi lisätä käynnistysvaiheen työkalukustannuksia. Tämä investointi voidaan kuitenkin maksaa takaisin, kun vaatimukset vähenevät tulevaisuudessa kokoonpanon aikana.
Insertin valukustannukset ovat myös suuremmat kuin muotin kustannukset, koska se tarvitsee kiinnitysjärjestelmän inserttejä varten. Muotin suunnittelulla on suuri merkitys, jotta voidaan välttää virheet tuotannon aikana. Kun verrataan näitä kahta vaihtoehtoa, insert-muotti- ja overmold-muotti, ensimmäinen investointi muottiin on usein vastaava, mutta se perustuu osan monimutkaisuuteen.
Materiaali- ja työvoimakustannukset
Ylivalu voi myös säästää työvoimakustannuksia, koska se voidaan tehdä, kun osat yhdistetään yhdeksi prosessiksi. Se mahdollistaa myös pehmeiden materiaalien pienemmän määrän hyödyntämisen kahvoina ja pinnoitteina ja säästää resursseja.
Sisäänvedettävä muotti. Sisäosat voidaan työstää ennen valua. Kun se kuitenkin automatisoidaan, se alentaa jälkituotannon kokoonpanokustannuksia, mikä voi vähentää työvoimakustannuksia pitkällä aikavälillä. Tämä on yksi tärkeimmistä tekijöistä, jotka vaikuttavat päätökseen tehdä/ylivalu ja insert-valu.
Tuotannon nopeus
Ylivalussa materiaalia voidaan ruiskuttaa useammin kuin kerran, jolloin sykli pitenee, mutta sitä voidaan soveltaa jälkikäsittelyn ja kokoonpanon poistamiseen.
Insertin valunopeus voidaan saavuttaa, kun insertin paikannusprosessia yksinkertaistetaan, erityisesti automaattisilla linjoilla. Tämä antaa sille etulyöntiaseman suurissa käyttömäärissä, joissa tehokkuus on ensiarvoisen tärkeää.
Kustannustehokkuus
Asianmukainen prosessi voi säästää pitkällä aikavälillä. Ylivalu vähentää kokoonpanoa, ja tämä säästää työvoimakustannuksia. Sisäänvalun käyttö tekee osista vahvempia, ja vikojen esiintyminen on vähäistä. Näiden tekijöiden mittaaminen antaa valmistajille mahdollisuuden päättää, kumpaa käytetään: overmold vs. insert-muotti tai insert-muovaus vs. overmolding.
Yleiset virheet, joita kannattaa välttää
Ylivalussa ja inserttivalussa tietyt virheet saattavat heikentää tuotteen laatua ja nostaa tuotantokustannuksia. Näiden ansojen tiedostaminen on yksi keino varmistaa, että tuotanto onnistuu.
Yhteensopimattomien materiaalien valinta
Yleisimpiä muotoonpuristuksessa tehtyjä virheitä on sellaisten materiaalien käyttö, jotka eivät liimaudu hyvin toisiinsa. Insert-valun tapauksessa halkeamat tai osat rikkoutuvat, kun käytetyt insertit eivät kestä valupaineita. Kun päätetään, käytetäänkö insert-muottia vai ylivalua, tarkistetaan aina materiaalien yhteensopivuus.
Istukoiden kohdistusvirhe
Kun kyseessä on inserttien valuprosessi, inserttien väärä sijainti voi johtaa inserttien siirtymiseen ruiskutuksen aikana, mikä aiheuttaa vikoja tai heikkoja alueita. Virheellinen kohdistus vähentää mekaanista lujuutta ja lisää hylkäysprosenttia. Asemointi on erittäin merkittävä parametri, kun verrataan ylikuukausi- ja insert-muottiprosessien prosesseja.
Lämpölaajenemisen huomiotta jättäminen
Lämpöön perustuvien eri materiaalien kasvuprosentti vaihtelee. Tämän huomiotta jättäminen voi johtaa vääntymiseen, halkeamiin tai erkaantumiseen ylivaletuissa ja myös upotetuissa osissa. Huomautus: Lämpölaajeneminen: Kun suunnittelua tehdään, se on aina otettava huomioon, varsinkin kun kyseessä on insertin muovaus vs. overmolding-projekti.
Huono muotin suunnittelu
Materiaalin virtaus voi olla epätasaista, ja osat voivat jäädä peittämättä tai poistua huonosti piirretyn muotin perusteella. Se voi vaikuttaa esteettisesti, kun kyseessä on ylivalu; se voi vähentää mekaanista lujuutta, kun kyseessä on insert-valu. Muotti olisi suunniteltava oikein, jotta saavutetaan maksimaalinen ylivalu verrattuna upotusvaluun.
Laaduntarkastusten ohittaminen
Valmistusprosessia voidaan kiirehtiä, eikä sitä tarkisteta kunnolla, ja virheet jäävät huomaamatta. Laaduntarkistuksia tehdään säännöllisesti, jotta varmistetaan, että kaikki osat ovat vankkoja, kestäviä ja standardien mukaisesti valmistettuja. Se on yksi tärkeimmistä toimista tehokkaan yli- ja sisäänvalun aikaansaamiseksi.
Tulevaisuuden suuntaukset
Valmistusteollisuus on dynaaminen. Sekä yli- että sisäänvalu mukautuvat uuteen tekniikkaan ja materiaaleihin. Tulevien suuntausten ennakointi auttaa yritystä olemaan kilpailukykyinen ja innovatiivinen.

Kehittyneet materiaalit
Parempia polymeerejä ja komposiitteja kehitetään, jotka ovat vahvempia, joustavampia ja sitkeämpiä. Materiaalit tekevät ylivalusta ja upotuksesta vahvempia, minkä vuoksi tuotteista tulee kevyempiä, vahvempia ja monipuolisempia. Uutta materiaalitiedettä voidaan käyttää lisäämään insert-muottivalun ja overmoldin mahdollisuuksia.
Automaatio ja robotiikka
Automaation ansiosta ylivalettujen ja insert-valettujen osien tuotanto kehittyy. Robotit voivat lisätä insertit mahdollisimman tarkasti, vähentää virheiden määrää ja lyhentää tuotantoprosessia. Suuntaus tekee ylivaletun ja insert-muottivalun välisestä tuotannosta tehokkaampaa ja vähemmän työvoimavaltaista.
Integrointi 3D-tulostuksen kanssa
3D-tulostusta yhdistetään ylivaluun ja muottiinpuristukseen, jotta voidaan harjoittaa nopeaa prototyyppien valmistusta ja pienimuotoista tuotantoa. Näin suunnittelijat voivat työskennellä monimutkaisten muotojen, toimitusaikojen lyhentämisen ja räätälöityjen osien parissa, ja se lisää koko järjestelmän joustavuutta, kun kyseessä on inserttipuristus verrattuna ylivaluun.
Kestävä valmistus
Materiaalien ja prosessien kestävyys on nyt laajalti käytössä sekä yli- että sisäänvalussa. Yritykset käyttävät nykyisissä tuotantosuuntauksissa, jotka koskevat ylivalua ja inserttivalua, biohajoavaa muovia ja kierrätettäviä inserttejä ympäristövaikutusten vähentämiseksi.
Älykäs valmistus
Esineiden internet (IoT) ja muottien suunnittelussa käytettävät anturit antavat mahdollisuuden seurata materiaalien lämpötilaa, painetta ja virtausta reaaliaikaisesti. Se mahdollistaa vikojen välttämisen, tuotannon optimoinnin ja laadunvalvonnan overmolding- ja insert-valussa.
Päätelmä
Päällystysmuovaus- ja upotusmuovausmenetelmän valinta riippuu tuotteen tarkoituksesta. Päällemaalausta kannattaa käyttää, jos tarvitset pehmeyttä, mukavuutta tai kauneutta. Insert-valu olisi paras valinta, kun mekaaninen lujuus ja kestävyys ovat tuolloin tärkeitä. Tiedot insert-muotin ja overmoldin, overmoldingin ja insert-muotin välisestä erosta, overmoldin ja insert-muotin välisestä erosta sekä insert-muotoilun ja overmoldingin suunnittelutarpeista voivat auttaa valmistajaa tekemään järkevän päätöksen.
Lopuksi on vielä ongelma, joka liittyy ylivaluun ja insert-valuun, joka voidaan yksinkertaisesti ilmaista prosessina, jossa prosessi ja tuotteen vaatimukset vastaavat täydellisesti toisiaan. Oikealla lähestymistavalla säästetään aikaa, vähennetään kustannuksia ja valmistetaan laadukkaita ja toimivia tuotteita, jotka täyttävät alan standardit.