Nylon chargé de verre Le moulage par injection est un processus très important dans la fabrication actuelle. Il s'agit d'une intégration de matières plastiques souples et résistantes comme les fibres de verre, ce qui permet de produire des pièces légères, solides et précises. Composants soumis à de fortes contraintes et à des températures élevées. Un nombre considérable d'industries peuvent utiliser le moulage par injection de nylon chargé de verre pour produire des composants soumis à de fortes contraintes et à des températures élevées avec une qualité constante.
Les fabricants utilisent ce matériau car il leur permet de produire en grandes quantités sans compromettre les performances. Aujourd'hui, les secteurs de l'automobile, de l'électronique et de l'industrie ont besoin de ce procédé pour obtenir des composants solides, fiables et rentables.
Qu'est-ce que le nylon chargé de verre ?
Le matériau renforcé de polyamide est un nylon chargé de verre. Le nylon est mélangé à de petites fibres de verre pour le transformer en un matériau aux propriétés mécaniques améliorées. Le moulage par injection du nylon chargé de verre permet de créer une pièce plus dure, plus solide et plus résistante à la chaleur que le nylon ordinaire.
L'inclusion des fibres de verre réduit le gauchissement et le rétrécissement lors du processus de refroidissement. Elle garantit la bonne taille du produit final, ce qui est essentiel dans les domaines de l'industrie et de l'automobile.

Les principales propriétés du nylon chargé de verre sont les suivantes :
- Résistance élevée à la traction
- Stabilité dimensionnelle élevée.
- Résistance hémolytique et chimiolithique.
- Léger par rapport aux métaux.
La production de moulage par injection de nylon chargé de verre garantit non seulement la durabilité des pièces, mais les rend également rentables lorsqu'il s'agit d'une production de masse.
Propriétés physiques, chimiques et mécaniques
L'article intitulé "Injection moulding glass-filled nylon" est un mélange de nylon très flexible et de fibres de verre très résistantes et dotées de caractéristiques uniques. La connaissance de ces éléments permet de créer des composants crédibles.
Propriétés physiques
- Densité : 1,2 -1,35 g/cm 3, ce qui est légèrement plus lourd que le nylon non chargé.
- Absorption d'eau : 1-1.5% (30% chargé de verre) diminue au fur et à mesure que la teneur en fibres augmente.
- Dilatation thermique : Faible coefficient de stabilité dimensionnelle (1535 µm/m -C)
Propriétés chimiques
- Résistance : Élevée pour les carburants, les huiles et la plupart des produits chimiques.
- Inflammabilité : A V-2 à V-0, selon le grade.
- Corrosion : Non corrodable comme les métaux, parfait dans les environnements défavorables.
Propriétés mécaniques
- Résistance à la traction : 120-180 Mpa et dépend de la teneur en fibres.
- Résistance à la flexion : 180-250 MPa.
- Résistance à l'impact : Moyenne, et diminue avec l'augmentation de la teneur en fibres.
- Rigidité : La rigidité est élevée (5 8Gpa), ce qui permet d'obtenir des éléments porteurs rigides.
- Résistance à l'usure : Il est supérieur dans les engrenages, les roulements et les éléments mobiles.
Le processus de moulage par injection
Le moulage par injection du nylon chargé de verre consiste à faire fondre le matériau composite et à l'injecter sous haute pression dans un moule. La procédure se divise en plusieurs étapes :
- Préparation du matériel : La composition de la quantité appropriée de fibres de verre et de granulés de nylon est mélangée.
- Fusion et injection : Le matériau est chauffé jusqu'à ce qu'il soit fondu, puis il est forcé à travers un moule.
- Refroidissement : Il s'agit d'un processus de solidification par lequel les fibres sont fixées.
- Ejection et finition : L'ébauche du solide est démoulée et est susceptible d'être ébarbée ou polie.
Les fibres de verre contenues dans le nylon chargé de verre moulé par injection permettent à la pièce de ne pas perdre sa forme et sa résistance une fois refroidie. Cette caractéristique est particulièrement nécessaire dans les cas de tolérances étroites et de conceptions très complexes.
Avantages de l'utilisation du nylon chargé de verre
Le matériau nylon chargé de verre moulé par injection offre plusieurs avantages par rapport à un matériau conventionnel :
- Solidité et durabilité: L'utilisation de fibres de verre permet d'obtenir une résistance à la traction et à la flexion.
- Résistance à la chaleur: Cela signifie que les composants peuvent résister aux températures élevées sans se déformer.
- Précision dimensionnelle : Le moindre rétrécissement est une assurance de la ressemblance des différents lots.
- Léger : Le matériau est solide, mais lorsqu'il est allégé, il devient plus efficace dans les domaines de l'automobile et de l'aérospatiale.
- Le rapport coût-efficacité : Le raccourcissement du temps de production et la réduction des déchets permettraient de diminuer les coûts.
Dans l'ensemble, le terme de moulage par injection de nylon chargé de verre permet aux fabricants de pièces de haute performance de créer leurs pièces de manière efficace et de répondre aux besoins de l'industrie moderne.
Conseils pour le traitement du nylon chargé de verre
Quand injection de nylon chargé de verre, Il est donc important de prêter attention au comportement du matériau et aux réglages de la machine. Les propriétés d'écoulement, de refroidissement et thermiques sont modifiées par la présence de fibres de verre. Lorsque les instructions correctes sont suivies, le moulage par injection de nylon chargé de verre peut donner lieu à des composants robustes, précis et irréprochables.

Préparation du matériel
Le nylon chargé de verre est facilement utilisé comme matériau absorbant l'humidité. Un matériau humide peut entraîner la formation de bulles, de vides et une mauvaise finition de la surface. Sécher le matériau à 80-100 °C en 46 heures. Veillez à ce que les fibres de verre ne soient pas agglutinées dans le nylon afin d'obtenir une résistance uniforme.
Température de fusion
Respecter la température de fusion recommandée pour le nylon :
- PA6 : 250-270°C
- PA66 : 280-300°C
Une température excessive peut ruiner le nylon et abîmer les fibres, tandis qu'une température excessivement basse entraîne un mauvais écoulement et un remplissage inadéquat lors du moulage par injection du nylon chargé de verre.
Pression et vitesse d'injection
Taux d'injection et pression modérés : 70 -120 Mpa sont normaux. Une injection rapide peut déformer les fibres et provoquer des tensions à l'intérieur des fibres. Une vitesse appropriée permet non seulement un écoulement régulier, mais aussi une orientation cohérente des fibres, ce qui permet d'obtenir des pièces plus résistantes.
Température du moule
L'état de surface et la précision dimensionnelle dépendent de la température du moule. Maintenez une température de 80-100°C. Les basses températures du moule peuvent produire des déformations et des marques d'enfoncement, tandis que les températures élevées améliorent l'écoulement et réduisent la durée du cycle.
Temps de refroidissement
L'épaisseur de la paroi doit être égale au temps de refroidissement. Trop courte, elle se déforme ; trop longue, elle perd de son efficacité. Des canaux de refroidissement appropriés permettent de garantir un refroidissement uniforme et des dimensions précises dans le moulage par injection du nylon chargé de verre.
Voici ce qu'il advient de l'éjection et du post-traitement
Utiliser des angles de dépouille de 1 à 2 degrés pour obtenir une éjection en douceur. Il est important d'éviter une force d'éjection trop importante, susceptible d'arracher des fibres ou de casser la pièce. Après le traitement, il peut y avoir un rognage, un polissage ou un recuit pour résoudre les tensions internes.
Considération de la teneur en fibres
La teneur en fibres de verre est généralement de 30 50% en poids. Une augmentation de la teneur en fibres améliore la résistance, la rigidité et la tolérance à la chaleur, mais diminue la résistance aux chocs. Le contrôle des paramètres de traitement permet d'éviter les défauts en ajustant la teneur en fibres.
Substituts potentiels du nylon chargé de verre
Bien que le nylon chargé de verre moulé par injection soit solide et durable, il est parfois possible d'utiliser de meilleurs matériaux pour répondre à certaines exigences.
- Nylon non chargé (PA6/PA66) : Le nylon est léger, moins cher et plus simple à travailler. Il est recommandé pour les travaux à faible contrainte, mais il n'est pas aussi rigide que le nylon chargé de verre.
- Polycarbonate (PC) : La résistance aux chocs et la résistance à la chaleur sont élevées, et la rigidité est inférieure à celle du nylon chargé de verre moulé par injection.
- Sulfure de polyphénylène (PPS) : Il est très résistant aux produits chimiques et à la chaleur et peut être utilisé dans des applications à haute température au détriment de la résistance à la chaleur.
- Acétal (POM) : Stabilité dimensionnelle, faible frottement et faible résistance à la chaleur et rigidité.
- Composites renforcés de fibres : Les fibres de renforcement en carbone ou en aramide sont plus résistantes, plus rigides, plus complexes et plus coûteuses à mettre en œuvre.

Propriétés du nylon chargé de verre
Le nylon chargé de fibres de verre sous forme de moulage par injection est préféré en raison de ses bonnes propriétés mécaniques et thermiques, qui lui permettent de résister à la nature exigeante des applications. L'ajout de fibres de verre au nylon augmente la résistance, la rigidité et la stabilité dimensionnelle du matériau. Voici les principales propriétés :
Haute résistance à la traction
Les verres contenant du nylon résistent à des forces de traction et d'étirement élevées. Le moulage par injection de nylon chargé de verre convient donc aux composants structurels des applications automobiles et industrielles.
Excellente résistance à la chaleur
Les fibres de verre améliorent la stabilité thermique afin que les pièces puissent être résistantes à des températures élevées. Ceci est crucial pour les éléments qui sont exposés à la chaleur du moteur ou à l'équipement électronique.
Stabilité dimensionnelle
Les fibres de verre minimisent la contraction et la déformation pendant le refroidissement. Le processus de moulage par injection du nylon chargé de verre permet de créer des pièces qui ne perdent pas leur forme et des mesures précises, même dans le cas de conceptions complexes.
Amélioration de la rigidité
Le nylon chargé de verre est plus rigide que le nylon normal et ne risque pas de se déformer sous l'effet de la pression. Il convient donc aux engrenages, aux supports et aux boîtiers mécaniques.
Mode et résistance au frottement
Les fibres de verre augmentent également la résistance à l'abrasion, réduisant ainsi l'usure des pièces mobiles. La durée de vie des composants est prolongée grâce au moulage par injection de nylon chargé de fibres de verre, qui est particulièrement adapté aux environnements à fort coefficient de frottement.
Léger
Bien que puissant, le nylon chargé de verre est nettement plus léger que les produits métalliques. Il est donc utilisé dans les composants automobiles, l'aérospatiale et les produits électroniques pour lesquels la réduction du poids est importante.
Résistance chimique
Le nylon est chargé de verre et peut résister aux huiles, aux carburants et à la plupart des produits chimiques ; il convient donc aux environnements difficiles. Cela garantit la durabilité des pièces industrielles ou automobiles.
Types de nylon chargé de verre
Il existe plusieurs types de nylon chargé de verre, chacun étant destiné à être utilisé d'une manière particulière dans le moulage par injection du nylon chargé de verre et le moulage par injection du nylon chargé de verre.

PA6 avec remplissage en verre
Le nylon 6 (PA6) renforcé par des fibres de verre est solide et rigide et résiste à l'usure. Il est principalement utilisé dans les pièces industrielles et automobiles.
PA66 avec remplissage en verre
Le PA66 (Nylon 66) est plus résistant à la chaleur et possède des propriétés mécaniques légèrement supérieures à celles du PA6. Il sera parfait dans les applications à haute température telles que les composants de moteurs ou les boîtiers électriques.
PA6/PA66 Mélanges avec remplissage en verre
Les mélanges combinent la dureté du PA6 et la résistance à la chaleur du PA6,6, ce qui permet d'obtenir un équilibre entre la résistance, la rigidité et la stabilité dimensionnelle.
Classes spécialisées
Les nylons chargés de verre contiennent parfois des lubrifiants, des matériaux ignifuges ou des stabilisateurs d'UV pour être utilisés dans l'électronique, les pièces d'extérieur ou les équipements de sécurité.
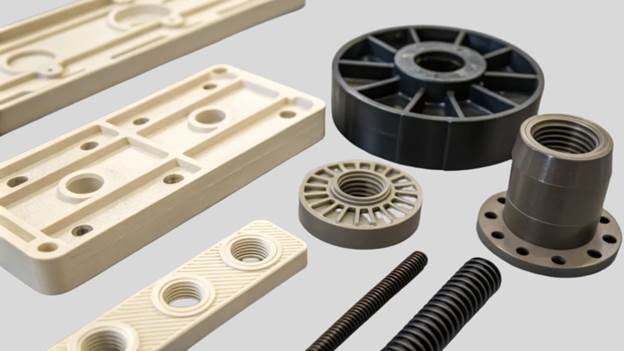
Utilisations du nylon chargé de verre pour le moulage par injection
Le moulage par injection de nylon chargé de verre trouve de nombreuses applications dans un large éventail d'industries en raison de sa solidité, de sa résistance à la chaleur et de sa précision. Voici quelques exemples de ses utilisations courantes :

Automobile
- Engrenages et coussinets
- Supports et boîtiers
- Clips et attaches
Électronique
- Connecteurs électriques
- Boîtiers d'interrupteurs
- Composants isolants
Machines industrielles
- Pièces résistantes à l'usure
- Parties fonctionnelles des machines.
Produits de consommation
- Composants des appareils
- Matériel de sport
- Boîtiers durables
L'utilisation de nylon chargé de verre dans le moulage par injection pour ces applications garantit un travail fiable et de longue durée, même dans des conditions difficiles.
Directives de conception pour le moulage par injection du nylon chargé de verre
Les composants destinés à être utilisés dans un moulage par injection de nylon chargé de verre doivent être conçus avec beaucoup de soin pour garantir qu'ils sont aussi solides que possible, précis et en même temps durables.

Épaisseur de la paroi
- Avoir une épaisseur de paroi similaire pour éviter l'affaissement et le gauchissement.
- La plupart des pièces en nylon chargé de verre devraient être recommandées avec une épaisseur de 2 à 5 m, en fonction de la charge requise.
Les sections très fines doivent être évitées car elles peuvent affaiblir la structure de la fibre et les sections épaisses doivent être évitées car elles peuvent entraîner un refroidissement inégal et des contraintes internes.
Rayons d'angle
- Les angles vifs doivent être remplacés par des angles arrondis.
- La concentration de contraintes est minimisée avec un rayon compris entre 0,5 et 1,5 fois l'épaisseur de la paroi.
- Le nylon chargé de verre moulé par injection présente des arêtes vives qui peuvent entraîner la rupture ou la fissuration des fibres.
Design des côtes
- Les nervures n'ajoutent pas de matière et rendent le produit plus rigide.
- Maintien des nervures 50 à 60% du mur adjacent.
- La hauteur des nervures ne doit pas être supérieure à 3 fois l'épaisseur de la paroi, sinon des marques d'enfoncement et des gauchissements se produiront.
La conception correcte des nervures améliore la résistance et la stabilité dimensionnelle des pièces moulées par injection en nylon remplies de verre.
Boss Design
- Les fixations des vis sont réalisées à l'aide de bossages.
- Avoir un rapport d'épaisseur 1:1 de la paroi et des filets sur le fond.
Les bossages longs et minces sont à éviter car ils peuvent se déformer pendant le durcissement lors du moulage par injection du nylon chargé de verre.
Angles d'ébauche
- Ne jamais omettre un angle de dépouille afin qu'ils puissent être facilement éjectés du moule.
- Les parois verticales doivent avoir un tirant d'air minimum de 1 à 2 degrés de chaque côté.
Les rayures, les déformations et l'arrachement des fibres pendant le démoulage peuvent être évités grâce à un dessin approprié.
Orientation de la flexibilité des fibres.
- Les fibres de verre du nylon chargé de verre pour le moulage par injection sont orientées de telle sorte qu'elles se déplacent dans le sens de l'écoulement lors de l'injection.
- Obtenez des détails de conception tels que les chemins de contrainte soient parallèles et normaux à la fibre afin d'obtenir une résistance maximale.
Les caractéristiques conduisant à un regroupement ou à un désalignement des fibres doivent être évitées car elles peuvent entraîner une diminution des performances mécaniques.
Rétrécissement et gauchissement
Le nylon chargé de verre se rétracte également moins que le nylon non chargé, mais une épaisseur inégale de la paroi peut entraîner un gauchissement.
Des épaisseurs de paroi variables, des nervures et des canaux de refroidissement inadéquats doivent être utilisés pour assurer une variation dimensionnelle minimale.
Finition de la surface
- Cela peut rendre la surface un peu plus rugueuse en raison de la présence de fibres de verre.
- Appliquer des moules polis ou en post-traitement si une finition lisse est très importante.
- Ne pas trop polir, afin de ne pas désorienter les fibres dans le moulage par injection du nylon chargé de verre.
Complications et remèdes populaires
Bien que le nylon chargé de verre moulé par injection soit efficace, il présente quelques difficultés :
- Rupture de la fibre : se produit lorsque le cisaillement est excessif dans le mélange.
- Remède : Ajuster le temps de mélange et la vitesse des vis de la solution.
- Déformation des piècesLes pièces peuvent être déformées en raison d'un refroidissement inégal.
- Remède : Ajustement de la température du moule et de la conception du moule.
- Rugosité des surfacesles fibres peuvent donner des finitions irrégulières.
- Solution : Polir les moules et les processus.
- Consommation d'eau : Le nylon absorbe l'eau, ce qui influe sur la qualité.
- Solution : Avant d'être moulés, les matériaux doivent être séchés au préalable.
Les fabricants seraient en mesure d'exploiter au maximum le nylon chargé de verre en résolvant ces problèmes.
Considérations relatives à l'environnement et au coût
Dans certains cas, lorsque des métaux sont utilisés, le moulage par injection de nylon chargé de verre est plus respectueux de l'environnement :
- Moins de consommation d'énergie : des matériaux plus légers réduiront au minimum la consommation d'énergie lors de la fabrication.
- Moins de déchets de matériaux : Les déchets sont réduits au minimum grâce à un moulage précis.
- Durée de vie prolongée du produit : les pièces durables nécessitent moins de remplacements, d'où un faible impact sur l'environnement.
Le moulage par injection du nylon chargé de verre présente également l'avantage de réduire les coûts grâce à une vitesse accrue et à une diminution des déchets, ce qui signifie que le moulage par injection du nylon chargé de verre sera un choix favorable pour la production à grande échelle.
Bonnes pratiques des fabricants
Les meilleures pratiques pour réussir l'utilisation du moulage par injection du nylon chargé de verre sont les suivantes :
- Essuyer les matériaux pré-séchés pour éviter les défauts liés à l'humidité.
- Distribution uniforme des fibres Utiliser des vis de conception appropriée.
- Maximiser la température des moules et le taux d'injection.
- Vérifiez le refroidissement du moniteur pour vous assurer qu'il n'y a pas de déformation.
- Il convient d'utiliser des surfaces de moules de haute qualité.
C'est en suivant ces pratiques que l'on obtiendra des pièces de haute qualité et constantes, avec d'excellentes performances.
Tendances futures
L'application du moulage par injection du nylon chargé de verre est en augmentation en raison de.. :
- Besoin accru de pièces automobiles légères.
- Les produits électroniques grand public sont très performants. Composants résistants à la chaleur utilisés dans l'automatisation industrielle.
Des recherches sont encore en cours pour mieux aligner les fibres, réduire la durée du cycle et augmenter la durée de recyclage de ce matériau, ce qui lui permettra d'être encore plus bénéfique à l'avenir.
À propos de Sincere Tech
Site web : https://plas.co
Sincere Tech est une entreprise réputée qui offre des services de moulage par injection de plastique. Nous sommes spécialisés dans le moulage par injection de nylon chargé de verre.
Ce que nous faisons
Nos pièces solides et précises sont utilisées dans des applications automobiles, électroniques et industrielles. Chaque élément est inspecté pour répondre aux normes de haute qualité.
Pourquoi nous choisir ?
- Nous produisons des pièces durables et de haute qualité.
- Notre personnel est hautement qualifié et professionnel.
- Nous proposons des solutions rapides et rentables.
- Nous avons accordé une attention particulière à la satisfaction du client.
Chez Sincere Tech, nous fournissons des produits de qualité qui vous satisfont.
Conclusion
Moulage par injection de nylon chargé de verre et moulage par injection de filets de verreLe moulage par injection de nylon est un processus crucial dans la fabrication actuelle. Ces pièces sont solides, résistantes à la chaleur, stables sur le plan dimensionnel et rentables. Dans une automobile, une machine électronique ou industrielle, le nylon chargé de verre peut être utilisé pour garantir des composants performants, durables et fiables. Les fabricants ont été en mesure de fournir des résultats de haute qualité et cohérents en utilisant les meilleures pratiques, la conception et le contrôle des processus. Le moulage par injection de nylon chargé de verre est l'une des solutions les plus viables et les plus efficaces pour l'industrie en termes de résistance, de légèreté et de faible coût.