

A műanyagok sokoldalú tulajdonságaik, többek között mechanikai, kémiai és biológiai tulajdonságaik miatt, amelyek a bőségükkel és sokféleségükkel párosulnak, számos feldolgozóiparban alapvető alkotóelemnek számítanak. Továbbá, a nyers műanyag funkcionális prototípus alkatrészekké és szerelvényekké történő átalakítása a hagyományos megmunkálási technikákhoz képest viszonylag gyors.
Az egyik legfontosabb alkalmazott módszer a szubtraktív műanyaggyártás, más néven CNC műanyag megmunkálás.Ez a cikk bemutatja a műanyag cnc megmunkálás, annak típusai, szempontjai, specifikációi, valamint ezen eljárások és a gyártás javítására vonatkozó lehetőségeik teljes megértése.

Mi az a műanyag megmunkálás?
Bár a "megmunkálás" általában a fémek precíz szubtraktív eljárásaihoz kapcsolódik, hasonló megközelítések a műanyagok esetében is módosíthatók, de néhány különbséggel. CNC műanyag megmunkálás magában foglalja az esztergák, malmok, vágógépek, fúrógépek, köszörűgépek és más vezérelt gépek használatát a pontos specifikációjú alkatrészek vagy termékek előállítása érdekében.
Ezeket a gépeket fémek megmunkálásához is használják, de a műanyagok megmunkálási tulajdonságai egészen mások. Például a fémeknek van néhány meghatározott olvadási hőmérsékletük, míg a műanyagok széles hőmérséklet-tartományban amorf tágulást mutatnak. A cnc megmunkált műanyagok hibrid anyagként nagyobb valószínűséggel kúsznak, forgácsolnak, olvadnak, gödrösödnek, és általában nagyobb változékonyságot mutatnak a megmunkálás során, mint a fémek.
A különböző változatok fejlett műanyagmegmunkálási technikákat igényelnek, ami azt jelenti, hogy az optimális eredmények elérése érdekében gondosan fenn kell tartani az anyagválasztás, a kezelési technikák, a megfelelő szerszámok és a stabilizáló tényezők közötti egyensúlyt.
A műanyag megmunkálási eljárások különböző típusai:
A műanyagot különböző megmunkálási módszerekkel lehet feldolgozni. Ismertessük röviden a műanyagfeldolgozó iparban legnépszerűbb megmunkálási technikákat;
Műanyag fúrás:
A fúrógép egy fő szerszámgép, amelyet hengeres és átmenő furatok készítésére használnak az anyagokban. Emellett a fúrás más megmunkálási eljárásokhoz képest több hőt termel, ami néha problémát jelenthet a hőérzékeny műanyagok esetében.
A túlzott hő a műanyagokban forgácsolódáshoz, érdes felületekhez és általában a gyártás rossz minőségéhez vezethet, ami hangsúlyozza a hőcsökkentési stratégiák fontosságát. Ez a csökkentés számos tényező gondos mérlegelésével érhető el, beleértve a vágási sebességet, az előtolási sebességet, a szerszámkialakításokat, a vágószerszámok anyagait, a hűtőközegeket és a fúrószerszámok élességét, a nemkívánatos súrlódás minimalizálása érdekében. Íme néhány általános irányelv a műanyagok fúrásához:
Íme néhány általános irányelv a műanyagok fúrásához:
- A fúrófejek esetében 9° és 18° közötti csavarási szöget és 90° és 118° közötti fúróhegyszöget válasszon, hogy megkönnyítse a forgács eltávolítását és a hőelvezetést fúrás közben.
- Az a gyakorlat, hogy a fúrót rendszeres időközönként kivesszük a furatból, segít elkerülni a túlzott forgács és hő felhalmozódását.
- Győződjön meg róla, hogy a fúrófej éles; a tompa vagy nem megfelelően élezett fúrófejek használata feszültséget és hőfelhalmozódást okozhat.
- Bár a nagysebességű acélfúrók a legtöbb műanyaghoz alkalmasak, a koptató anyagoknál a legjobb eredmény érdekében karbid, gyémánt vagy más nagy keménységű fúrók használata szükséges lehet, csökkentett sebességgel.
Műanyag menet/csavarozás:
Prototípus alkatrész műanyag menetelése
A menetvágás vagy menetvágás az anyagban lévő menetek létrehozásának folyamata, amely lehetővé teszi kötőelemek, például csavarok vagy csavarok használatát. A fémekkel ellentétben, amelyek jól tartják a menetet, a műanyag rovátkákra érzékeny, és hajlamos a szakadásra, ha finommenetű menetet készítenek. A menetvágók nem a legjobb megoldás a műanyag menetvágáshoz, mivel eltávolításkor újra kell vágni őket.
A műanyag menetek vágása általában menetvágóval történik, különösen kétfogúval, hogy elkerüljük a marást, és nagy megmunkálási engedményt alkalmazunk. Íme néhány általános irányelv a műanyag menetvágáshoz/menetek készítéséhez: Íme néhány általános irányelv a műanyag menetvágáshoz/menetek készítéséhez:
- Gondoljon arra, hogy műanyag átmenő furatokban fém menetes betéteket használjon, így teljesen megkerülheti a műanyag meneteket.
- Műanyag menetekhez használjon keményfém betétet egypontos menetvágáshoz, és vegyen többszörös 0. 001" az utolsó mondat.
- A hűtőközegek megakadályozhatják a menet tágulását és csökkenthetik a hőhatásokat a menetvágás során.
- Győződjön meg róla, hogy a műanyag menetvágáshoz használt szerszámok élesek, és ne használja azokat a szerszámokat, amelyeket fém vágásához használtak.
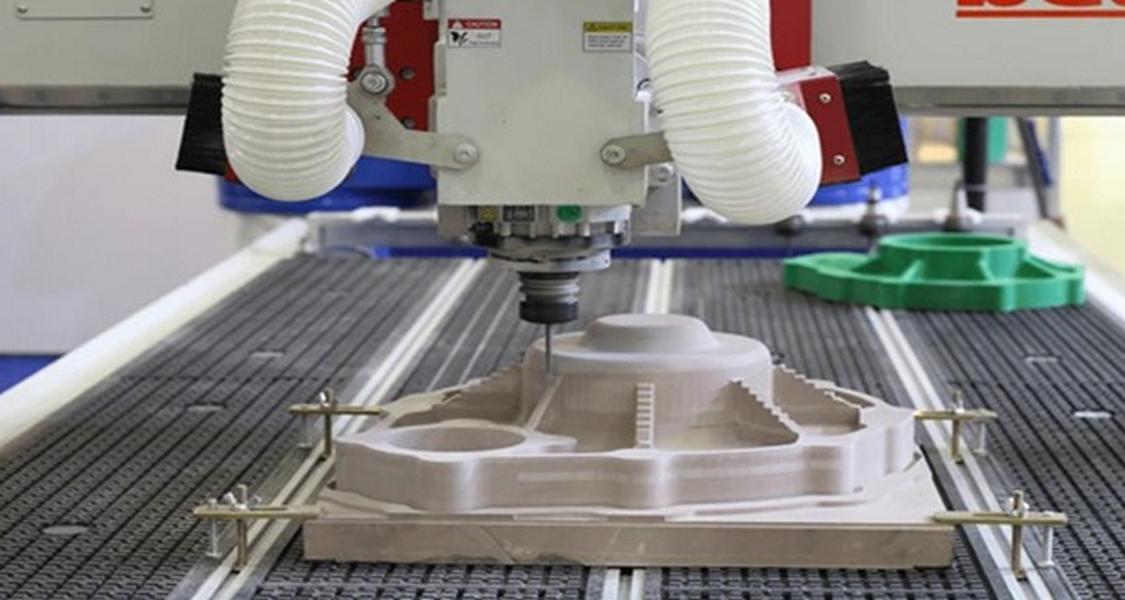
Műanyag marás:
A marógépek nagy sebességgel mozgó forgómarót használnak, amely az X, Y és Z tengely mentén eltávolítja az anyagot egy álló munkadarabról. A kifinomult számítógépek által vezérelt CNC marógépek nagy pontosságot biztosítanak alacsony emberi beavatkozás mellett.
A műanyag maráshoz más módszerre van szükség, mint a fémmaráshoz, mivel az orsó rezgése pattogásnyomokat és a munkadarab elmozdulását eredményezi. A kezelők ezt vákuumrendszerek, rögzítőbilincsek vagy kétoldalas szalagok használatával küzdik le, hogy a műanyag munkadarabot a helyén tartsák.
Ezen kívül a műanyag marás magában foglalja a lefelé marást (mászómarás), amelynél a maró forgása az előtoló mozgással megegyező irányú. Íme néhány általános szabály a cnc marásokra vonatkozóan.
- A jobb kötés érdekében tisztítsa meg a munkaasztalt és a munkadarabot.
- Ne szorítsa túl szorosan a munkadarabot, hogy ne deformálja az anyagot, és ne rugózzon.
- A befejező vágásokhoz használjon 2 vagy 4 fogazású marókat; a szokásos durva marók az anyagtól függően alkalmasak a durva vágásokhoz.
- A belső zsebek marásakor kerülje az éles belső sarkokat és a feszültséggel terhelt területeket, vagy használjon lekerekített sarkokkal rendelkező marókat.
Műanyag esztergálás:
Az esztergálás olyan folyamat, amelynek során a munkadarabot az esztergapadon keresztül forgatjuk, és az álló szerszámmal alakítjuk. Az anyagpusztulás minimalizálása érdekében a hőkezelés megelőző intézkedése alkalmazható. Íme néhány általános szabály a műanyagok esztergálásához:
Íme néhány általános szabály a műanyagok esztergálására:
- Az esztergáláshoz használt keményfém betétek a legjobb megoldás, és a súrlódás és az anyagfelhalmozódás csökkentése érdekében polírozott felületeket próbálnak elérni.
- Használjon nagyvonalú domborzati szögeket és negatív hátsó dőlésszöget, hogy ne legyen túlzott kopás.
- Az előtolási sebességet a műanyag merevségének megfelelően változtassa, ami általában 0,004 és 0,010 hüvelyk/fordulat között van.
- Először is, az alkatrész minimális átmérőjénél kisebb szerszámszélességet válasszon, és a legjobb eredmény elérése érdekében gondoskodjon arról, hogy a szerszám éles és friss legyen.
Műanyag fűrészelés:
A fűrészelés az anyagok kisebb darabokra vágását jelenti szalagfűrész, asztali fűrész vagy speciális berendezés segítségével. A fűrészlapok hőjét hatékonyan kell kezelni.
Íme néhány általános szabály a műanyagok fűrészelésére:
- A szalagfűrészek egyenes és folyamatos vágásokhoz készülnek, míg az asztali fűrészek vastagabb anyagok vágására szolgálnak.
- A hőfelhalmozódás minimalizálása érdekében használjon alacsony dőlésszögű, műanyagból készült pengéket.
- Vékony műanyag esetén a volfrámkarbiddal ellátott fűrészlapokat kell használni, míg a vastagabb műanyagokhoz az üreges csiszolású körfűrészlapok a legjobb választás.
- A tökéletes vágáshoz vékony és éles pengék használata ajánlott.
Mik a műanyag megmunkálással kapcsolatos megfontolások?
A méretstabilitás, a hőtágulás szabályozása és a nedvességfelvétel kezelése a legfontosabb problémák, amelyeket a műanyagok megmunkálása során figyelembe kell venni. Meg kell akadályozni a torzulást, ezért a feszültségmentesítő készlet és a gyakori izzítás nagy jelentőséggel bír.
Az anyagok kondicionálása a szárítási folyamat során a nedvesség egyensúlyi szintjének elérése érdekében segít elkerülni a további torzulásokat. A hőmérséklet rendszeres hűtéssel történő állandó szinten tartása, a hőtágulás befogadása, valamint a hőmérséklet-szabályozott környezetben történő munkavégzés a legfontosabb dolog, amely lehetővé teszi, hogy a tűrések szintje azonos maradjon.
Kísérleti-hibás megmunkálás:
A műanyagformázás olyan folyamat, amely szorosan összefügg az anyag környezeti változásokra való érzékenységével. Egy megmunkált alkatrész például méretváltozásokon mehet keresztül, amikor az egyik helyről egy másik környezetbe kerül. A lehető legjobb eredmények elérése érdekében a megmunkálási környezetet és az alkatrész munkakörnyezetét a lehető legjobban össze kell hangolni.
Bár a tökéletesség eléréséhez általában próbálkozással és hibával kell ezt megtenni. Ez magában foglalja az előtolási sebesség és a gépsebesség optimalizálását, ami a végterméket meghatározó legkritikusabb tényező. Kezdetben a gépi előtolásokat és sebességeket magasan tartják, majd minden egyes menet után fokozatosan változtatják őket, hogy lehetővé tegyék a forgácsoptimalizálást és a zökkenőmentes megmunkálást szerszámproblémák nélkül.
Anyagválasztás és megmunkálási technika:
A műanyag megmunkálás eredményét néhány tényező határozza meg, és ezek a tényezők nagyon fontosak. A tartószerkezetek, a rezgéskezelés, a szerszámok élezése és az anyagspecifikus követelmények a fő tényezők, amelyek meghatározzák a műanyag alkatrészek minőségét. A leggyakoribb hibák, mint például a marások, repedések és csattogásnyomok az alacsony merevségű műanyagokkal kapcsolatosak. Ezen technikák alkalmazásával ezek kiküszöbölhetők.
A megmunkálási folyamatot és az anyagot a szükséges alátámasztások hozzáadásával és a felületek sima, alacsony súrlódású felületekkel történő előkészítésével is támogatják a megmunkálás előtt. A műanyag megmunkálási folyamatot gyakran művészetnek tekintik, mivel a testreszabás az egyik legfontosabb feladat, amely hangsúlyozza a kiválasztott anyag és az adott megmunkálási folyamat megfelelő támogatásának fontosságát.
Biztonság:
A kezelő biztonsága szempontjából a legfontosabb kérdés a műanyag megmunkálása során az anyaggal kapcsolatos egészségügyi kockázatok megelőzése. A műanyagok a szükségesnél nagyobb hőhatás esetén mérgező anyagokat bocsátanak ki, és ez veszélyt jelent a kezelőkre. A műanyag részecskék belélegzése szem-, légzőszervi és gyomor-bélrendszeri irritációt okozhat, ha lenyelik. A biztonság érdekében:
● Viseljen egyéni védőfelszerelést, például védőszemüveget, kesztyűt és maszkot.
● Győződjön meg arról, hogy a megmunkálási terület szellőzőrendszere megfelelő állapotban van.
● Kövesse a biztonsági irányelveket, például a rendszeres takarítás biztosítását, valamint az étel, ital és dohányáru tilalmát a munkaterületen.
● Biztonsági protokollok kidolgozása a műanyagok megmunkálásából eredő veszélyek megelőzésére.
Műanyag megmunkálási alkalmazások:
A műanyag megmunkálás alkalmazási köre rendkívül széles, és a modern ipar szinte minden ágazatában megtalálható. Bár alkalmazási területe széles, a műanyag megmunkálás néhány piacon különösen előnyösnek bizonyul.
Az alábbiakban röviden áttekintünk néhány kulcsfontosságú alkalmazást:
● Prototípus- és termékfejlesztés azonnali és tesztelésre.
● Tervezzen és gyártson olyan vegyszerkezelő berendezéseket, amelyek nagymértékben ellenállnak a korróziónak és tartósak.
● A műanyag biokompatibilitása és sterilizálhatósága miatt kényelmes anyag az orvosbiológiai és gyógyszerészeti eszközök gyártásához.
● Optikai elemek és eszközök fotonikai kutatása.
● Félvezetőgyártás speciális célú alkatrészek és komponensek gyártására.
● Egyedi berendezési tárgyak és berendezések létrehozásának laboratóriumi felhasználása.
● Textilgyártás mechanikus alkatrészek és alkatrészek előállításához.
Mérnöki minőségű műanyagok CNC megmunkáláshoz
A műanyagok megmunkálhatósági tartománya nagyon széles, mivel mindegyikük különleges tulajdonságokkal rendelkezik, és különböző iparágakban használható. A nejlon például olyan különleges mechanikai tulajdonságokkal rendelkező anyag, amely bizonyos esetekben fémek helyett is alkalmazható. Az alábbiakban az egyedi műanyag megmunkáláshoz kedvelt gyakori műanyagokat mutatjuk be:

ABS (akrilnitril-butadién-sztirol):
Az ABS egy könnyű CNC anyag, amely kiváló ütésállósággal, szilárdsággal és megmunkálhatósággal rendelkezik. Az ABS azonban számos kedvező mechanikai tulajdonsággal rendelkező anyag, de kémiailag instabil és érzékeny a zsírokkal, alkoholokkal és kémiai oldószerekkel szemben. Ráadásul a tiszta ABS nem tekinthető hőstabilnak, mert még félhőmérsékleten is gyúlékony.
Előnyök:
● Könnyű súly és mechanikai robusztusság.
● Az anyag rendkívül jól megmunkálható, ezért tökéletes a gyors prototípusgyártáshoz.
● Az alacsony olvadáspont számos gyors prototípusgyártási módszer alapvető előnye.
● Nagy szakítószilárdság és hosszú élettartam.
● Költséghatékony.
Hátrányok:
● A forró műanyaggőzök hő hatására szabadulnak fel; megfelelő szellőzésre van szükség.
● Az alacsony olvadáspont a CNC megmunkálás során a keletkező hő hatására deformációt okozhat.
Alkalmazások:
Az ABS nagyon népszerű a gyors prototípusgyártási szolgáltatásokhoz a műszaki hőre lágyuló műanyagokban, és az elektromos és autóiparban olyan alkatrészekhez használják, mint a billentyűzet sapkák, elektronikus burkolatok és autó műszerfal alkatrészek.Sok prototípus megmunkálása ABS anyagot használ, nagy mennyiségű ABS részhez, használjon ABS fröccsöntés folyamat lesz az egyik legjobb megoldás.
Nylon (poliamid):
A nejlon vagy poliamid egy alacsony súrlódású műanyag, amely ellenáll az ütésnek, a vegyi anyagoknak és a kopásnak. Az anyag kiemelkedő mechanikai tulajdonságai, mint például szilárdsága, tartóssága és keménysége alkalmassá teszik CNC megmunkálásra, és versenyelőnyt biztosítanak számára az autóipari és orvosi alkatrészgyártásban. ha nagy mennyiségű nejlon alkatrészre van szükség, használjon nylon fröccsöntés folyamat egységnyi költséget takarít meg az Ön számára.
Előnyök:
● Kiváló mechanikai tulajdonságok, nagy szakítószilárdsággal.
● Könnyű és költséghatékony.
● Hő- és vegyszerálló.
● Alkalmas olyan alkalmazásokhoz, ahol a szívósság és az ütésállóság az elsődleges követelmény.
Hátrányok:
● Alacsony méretstabilitás.
● Hajlamos a nedvesség felszívódására.
● Nem ellenáll az erős ásványi savaknak.
Alkalmazások:
A nejlon egy nagy teljesítményű műszaki hőre lágyuló műanyag, amelyet prototípusok készítésére és valódi alkatrészek gyártására használnak olyan iparágakban, mint az orvosi és az autóipar. Az elemek közé tartoznak a csapágyak, alátétek és csövek.
Akril (PMMA - polimetil-metakrilát):
Általában az akril előnyben részesül a műanyag cnc megmunkálásban optikai tulajdonságai, kémiai ellenállása és költséghatékonysága miatt, ami alkalmassá teszi különböző iparágak számára, amelyeknek átlátható vagy karcálló alkatrészekre van szükségük.
Előnyök:
● Könnyű és jól megmunkálható.
● Vegyszer- és UV-álló.
● Karcálló és optikailag tiszta, alkalmas az átláthatóságot igénylő alkalmazásokhoz.
● Költséghatékony az olyan anyagokhoz képest, mint a polikarbonát és az üveg.
Hátrányok:
● A hőnek, az ütésnek és a kopásnak nem nagyon ellenáll.
● Megrepedhet, ha a terhelés túl nagy.
● Érzékeny a klórozott/aromás szerves anyagok megsemmisítésére.
Alkalmazások:
Az akril olyan anyagok helyettesítésére szolgál, mint a polikarbonát és az üveg, így alkalmas az autóiparban való alkalmazásra, például fénycsövek és jelzőlámpák burkolataihoz. Más iparágakban is felhasználják napelemek, üvegházi előtetők és egyéb termékek gyártásához.
POM (Delrin):
A POM, amelyet általában Delrin néven emlegetnek, egy CNC-műanyag, amelyet kiváló megmunkálhatósága miatt számos megmunkáló szolgálat gyakran használ. Erős, és ellenáll a hőnek, a vegyi anyagoknak és a kopásnak. A Delrin különböző minőségekben kapható, a Delrin 150 és 570 a legelterjedtebb az iparágakban a méretstabilitásuk miatt.
Előnyök:
● Jól megmunkálható, kiváló vegyszerállósággal.
● Nagy méretstabilitást és szakítószilárdságot biztosít a tartósság érdekében.
● Többféle minőségben kapható, a Delrin 150 és 570 a méretstabilitásuk miatt népszerű választás.
Hátrányok:
● Gyenge ellenállás a savakkal és vegyszerekkel szemben.
Alkalmazások:
A POM-ot széles körben használják az iparágakban: az autóiparban a biztonsági övek alkatrészeinek, az orvosi berendezésekben az inzulintollak, a fogyasztási cikkekben pedig az elektronikus cigaretták és a vízmérők esetében.
HDPE (nagy sűrűségű polietilén):
A nagy sűrűségű polietilén nagyfokú stressz- és savállósággal rendelkezik. Általában kivételes mechanikai és szakítószilárdságot kínál a többi tervezett minőségű hőre lágyuló műanyag közül. Értékeljük a HDPE előnyeit és hátrányait.
Előnyök:
● ideális a gyors prototípusgyártáshoz
● Az akrilhoz és a nejlonhoz képest relatíve alacsony költségekkel jár.
Hátrányok:
● Gyenge UV-ellenállás.
Alkalmazások:
A HDPE-t széles körben alkalmazzák, többek között prototípusok, fogaskerekek, csapágyak, csomagolás, elektromos szigetelés és orvosi berendezések készítésére.
LDPE:
Az LDPE egy szívós és rugalmas műanyag polimer. Jó kémiai ellenálló képességgel rendelkezik, és optimális teljesítményt nyújt alacsony hőmérsékletű alkalmazásokban. Használata ideális a formázó sokoldalúságban a protézisek és ortézisek.
Előnyök:
● erős, nagy rugalmasságú és korrózióálló.
● Kétkompatibilitása miatt orvosi felhasználásra alkalmas.
Hátrányok:
● nem alkalmas magas hőmérsékleti ellenállásra.
● Alacsony merevség és szerkezeti szilárdság.
Alkalmazások:
Az LDPE kivétel az egyedi fogaskerekek, belső elektromos alkatrészek és autóalkatrészek gyártásában, amelyeknek polírozásra vagy magas fényűre van szükségük. Alacsony súrlódási együtthatója, magas szigetelési ellenállása és tartóssága ideális választássá teszi a nagy teljesítményű alkalmazásokhoz.
PTFE (teflon):
A PTFE, közismert nevén teflon, egy kiváló minőségű műanyag, amelyet a CNC megmunkálásban gyakran használnak. Kiváló mechanikai és kémiai tulajdonságai jellemzik, amelyeket széles körben használnak különböző kereskedelmi termékekben. Az alacsony súrlódási együtthatóval és az UV-sugarakkal, vegyi anyagokkal és fáradtsággal szembeni ellenállással a PTFE nagyon tartós. Híres a tapadásmentességéről is, és széles körben használják tapadásmentes serpenyők bevonására.
Előnyök:
● a PTFE legfontosabb jellemzői a kémiai stabilitás, az UV-állóság és az alacsony súrlódás.
● tapadásgátló tulajdonságokkal rendelkezik.
Hátrányok:
● más anyagok mechanikai tulajdonságai sokkal jobbak náluk.
● kis vastagságú rudak és lemezek.
Alkalmazások:
A teflont tapadásgátló tulajdonságai mellett, amelyek a tapadásmentes serpenyők gyártásához teszik hasznossá, tömítések, félvezetők és szívtapaszok előállításához is használják.
Alternatívák a CNC műanyag megmunkáláshoz
A megfelelő technika kiválasztása számos tényezőtől függ, például a megfelelő anyagválasztástól, a végfelhasználásra szánt alkatrészek specifikációjától.
Fröccsöntés:
A fröccsöntés különösen ideális a műanyag munkadarabok tömeggyártására. Működése során az olvadt műszaki műanyagot egy nagy szilárdságú acélból készült szerszámba vagy üregbe öntik, hogy hirtelen lehűlés és megszilárdulás után a kívánt alakot alakítsák ki.
Előnyök:
● Alkalmas prototípusok és tömegtermeléshez egyaránt.
● Gazdaságos bonyolult prototípus alkatrészek tervezéséhez.
● Olyan további követelményekre van szükség, mint az eloxálás, a polírozás és a felületkezelés.
Hátrányok:
● A szerszámozás kezdeti költségei viszonylag magasak.
3D nyomtatás:
A 3D nyomtatás, amelyet általában additív gyártásnak neveznek, egy népszerű prototípusgyártási módszer, amely olyan technológiákat használ, mint a sztereolitográfia (SLA), az olvasztott lerakódás modellezés (FDM) és a szelektív lézersinterezés (SLS), hogy hőre lágyuló műanyagokat, például nejlont, PLA-t, ABS-t és ULTEM-et 3D prototípusok alakzatává alakítson.
Előnyök:
● Gyors prototípusgyártás szerszámok nélkül.
● Ideális összetett mintákhoz és kis léptékű produkciókhoz.
● Az anyagveszteség kisebb, mint a megmunkálásnál.
Hátrányok:
● Az anyagválasztás és a mechanikai tulajdonságok korlátozásai.
● A nagyszabású projektek lassú gyártási sebessége.
Mind a fröccsöntés, mind a 3D nyomtatás megvalósítható választási lehetőség a műanyag cnc megmunkálás, mindegyiknek megvannak a maga előnyei és korlátai, amelyek az adott projekt igényeitől függnek.
Vákuumöntés
A vákuumöntés, amelyet poliuretán/uretán öntésként is azonosítanak, szilikonformákat és gyantákat használ a mesterforma másolásához. Ez a gyors prototípusgyártási módszer ideális kiváló minőségű műanyag másolatok előállítására, amelyek hasznosak az ötletek vizualizálásához és a tervezési hibák azonosításához a hibaelhárítási folyamat során.
A legfontosabb tudnivalók
Ez a cikk röviden ismerteti a műanyag megmunkálást, beleértve a meghatározását, a folyamatokat, az iparágakat, ahol alkalmazzák, és a működését. A kapcsolódó témák mélyebb megértéséhez kérjük, olvassa el más útmutatónkat, vagy keresse meg a lehetséges beszerzési forrásokat és a termékek részleteit a következő weboldalon műanyag megmunkálási szolgáltatásaink.