
CNCプラスチック加工

プラスチック材料は、その豊富さと多様性に加え、機械的、化学的、生物学的特性など、汎用性の高い特性から、さまざまな加工産業の中核部品となっている。さらに、未加工プラスチックを機能的なプロトタイプ部品やアセンブリに変換するプロセスは、従来の機械加工技術から比較的短時間で行うことができます。
重要な手法のひとつが、サブトラクティブ・プラスチック・マニュファクチャリングである。 CNCプラスチック加工.この記事では、以下の基本を説明する。 プラスチックCNC加工その種類、注意点、仕様、そしてこれらのプロセスと製造改善の可能性を完全に理解すること。

プラスチック加工とは?
機械加工」というと、一般的には金属に対する精密な減算加工を思い浮かべるが、同じようなアプローチをプラスチックにも応用することができる。 CNCプラスチック加工 旋盤、フライス盤、切断機、ドリルプレス、グラインダー、その他の制御された機械を使用して、正確な仕様の部品や製品を製造すること。
これらの機械は金属加工にも利用されるが、プラスチックの加工特性はまったく異なる。例えば、金属には特定の溶融温度があるが、プラスチックは広い温度範囲で非晶質膨張を示す。 について CNC加工プラスチック ハイブリッド材料は、金属よりも加工中にクリープ、欠け、溶融、ピットが発生しやすく、一般的にばらつきが大きい。
そのため、最適な結果を得るためには、材料の選択、ハンドリング技術、適切な工具、安定化要因のバランスを注意深く維持する必要がある。
さまざまな種類のプラスチック加工プロセス:
プラスチックは様々な加工方法で加工することができます。プラスチック加工業界で最もポピュラーな加工技術について簡単に説明しよう;
プラスチックの穴あけ:
ドリルプレスは、材料に円筒形や貫通穴を開けるための主要な工作機械である。また、ドリル加工は他の加工工程に比べて発熱量が多く、熱に弱いプラスチックでは問題となることがある。
プラスチックに過度の熱が加わると、チッピングや表面の荒れが生じ、一般的に加工品質が低下することがあるため、熱低減戦略の重要性が強調される。この熱低減は、切削速度、送り速度、工具設計、切削工具材料、クーラント、ドリルビットの切れ味など、多くの要因を慎重に検討し、望ましくない摩擦を最小限に抑えることで達成される。以下は、プラスチックの穴あけ加工に関する一般的なガイドラインである:
以下は、プラスチックを穴あけする際の一般的なガイドラインです:
- ドリルビットは、ドリル中の切り屑排出と放熱を容易にするため、ねじれ角は9°~18°、ドリルポイント角は90°~118°の範囲から選択する。
- 一定の間隔で穴からドリルを取り外すことは、過度の切り屑や熱の蓄積を避けるのに役立つ。
- ドリルビットが鋭利であることを確認する。鈍いビットや不適切に研がれたビットを使用すると、ストレスや熱の蓄積の原因となる。
- 大半のプラスチックには高速度鋼ドリルが適しているが、研磨材には超硬、ダイヤモンド、その他の高硬度ドリルを使用する必要があり、最良の結果を得るには速度を落とす必要がある。
プラスチックねじ切り/タッピング:
試作品のプラスチックねじ切り
ねじ切りやタッピングは、ねじやボルトなどの締結具を使用できるように、材料にねじを作る工程である。ネジ山を保持しやすい金属とは対照的に、プラスチックはノッチに弱く、ファインピッチのネジ切りをすると破れやすい。また、取り外す際に再切断が必要となるため、プラスチックねじ切りにはダイカッターは不向きである。
プラスチックのネジ切りは通常、ネジ切りチェーサー、特にバリを避けるために双歯のものを使用し、大きな加工代で切削する。プラスチックのねじ切り/タッピングの一般的なガイドラインを以下に示す:
- プラスチックのネジ山を完全にバイパスできるように、プラスチックのスルーホールに金属のネジ山インサートを使うことを考える。
- プラスチックねじの場合は、1点ねじ切り用の超硬チップを使用し、複数の0.001を取る。
- クーラントは、ねじ山の膨張を止め、ねじ切り加工中の熱の影響を軽減することができる。
- プラスチックのネジ切りに使用する工具は鋭利なものを使用し、金属の切断に使用した工具は使用しないこと。
プラスチック加工:
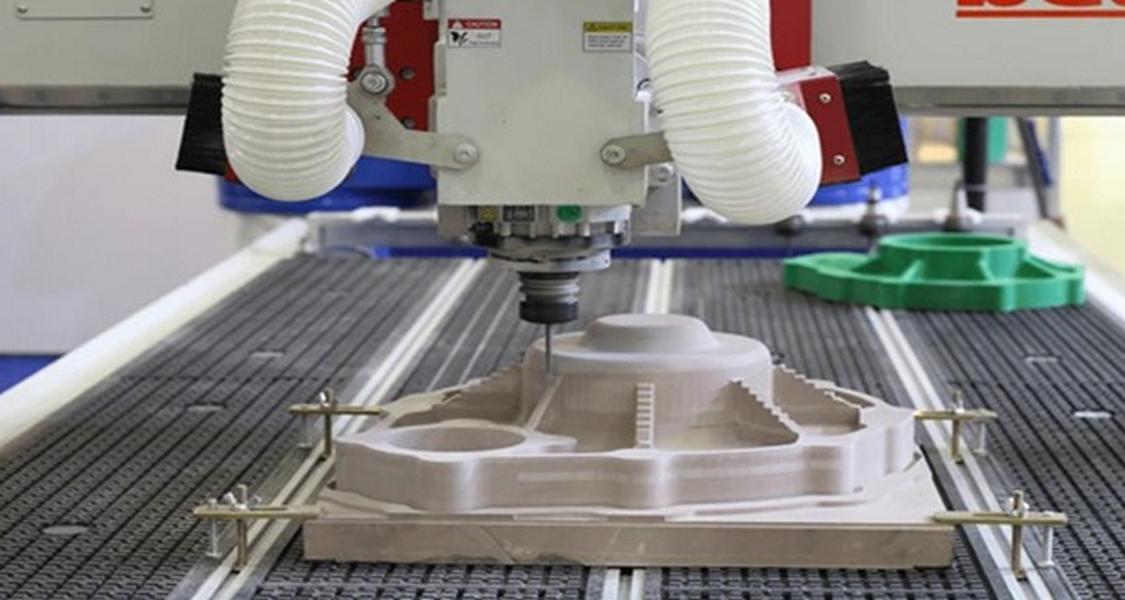
フライス盤は、X、Y、Z軸に沿って固定されたワークピースから材料を除去するために高速で移動する回転カッターを利用します。高度なコンピューターによって駆動されるCNCフライス盤は、人間の介入を最小限に抑えながら高精度を実現します。
プラスチックのフライス加工では、スピンドルの振動がビビリやワークの移動につながるため、金属のフライス加工とは異なる方法が必要になる。オペレーターは、バキュームシステム、固定クランプ、両面テープを使ってプラスチック加工品を固定することで、これを克服している。
さらに、プラスチックフライス加工には、送り方向と同じ方向にカッターを回転させるダウンフライス加工(登りフライス加工)があります。以下は、CNCフライス加工の一般的なルールです。
- 接着を良くするために、作業台とワークピースをきれいにしてください。
- 材料を変形させたり、バネを発生させたりしないように、ワークを強くクランプしないでください。
- 仕上げ切削には2枚刃または4枚刃のミルを使用し、荒削りには材料に応じて標準的なラフエンドミルを使用する。
- ポケットの内側をフライス加工する場合は、鋭利な内角やストレスのかかる部分を避けるか、角が丸いエンドミルを使用する。
プラスチック旋削:
旋盤加工は、旋盤を通してワークを回転させ、固定された工具で成形するプロセスである。熱管理の予防策を適用することで、材料の破壊を最小限に抑えることができる。ここでは、プラスチックの旋削加工に関する一般的なルールを紹介する:
以下は、プラスチックの旋盤加工に関する一般的なルールである:
- 旋削用の超硬チップは最良の選択肢であり、摩擦と材料の蓄積を減らすために研磨面を達成しようとする。
- 余裕のある逃げ角と負のバックレーキを使用し、過度の摩耗がないようにする。
- 送り速度は、プラスチックの硬さ(通常1回転あたり0.004~0.010インチ)に応じて変える。
- まず、部品の最小径より小さい工具幅を選択し、工具が鋭利で新鮮であることを確認して、最良の結果を得る。
プラスチックの鋸引き:
ソーイングとは、バンドソー、テーブルソー、または特殊な装置を使って材料を細かく切断することである。鋸の刃の熱は効果的に管理されなければならない。
プラスチックを鋸で切断する際の一般的なルールを以下に示す:
- テーブルソーは厚い材料を切断するのに使われる。
- 熱の蓄積を最小限に抑えるため、すくい角とセット角の低いプラスチック製のブレードを使用する。
- プラスチックが薄い場合は超硬チップソーを使用し、厚いプラスチックには中空挽きの丸鋸刃が最適である。
- 完璧なカッティングのためには、薄くて鋭利なブレードをお勧めします。
プラスチック加工の注意点とは?
寸法安定性、熱膨張抑制、吸湿管理は、プラスチックの加工において考慮すべき重要な問題である。 歪みを防止する必要があるため、応力除去ストックと頻繁な焼鈍が重要な意味を持つ。
乾燥工程を通じて材料を調整し、水分平衡レベルを達成することで、さらなる歪みを避けることができる。定期的な冷却によって温度を一定に保ち、熱膨張に対応し、温度管理された環境で作業する能力は、同じ公差レベルにとどまることを可能にする主なものである。
試行錯誤の機械加工:
プラスチック成形は、環境の変化に対する材料の脆弱性と密接に関係するプロセスである。一例として、機械加工された部品は、ある場所から異なる環境に移動すると寸法が変化することがあります。最良の結果を得るためには、加工環境と部品の作業環境をできるだけ一致させる必要がある。
しかし、完璧を期すためには、試行錯誤を繰り返すしかない。これは、最終製品を決定する最も重要な要素である送り速度と機械速度の最適化をカバーする。最初のうちは、機械の送り速度と回転数を高く保ち、加工が進むごとに、切り屑を最適化し、工具の問題を起こさずにスムーズに加工できるように、徐々に変えていきます。
材料の選択と加工技術:
プラスチック加工の結果はいくつかの要因によって決まり、これらの要因は非常に重要です。支持構造、振動管理、工具の研ぎ、材料固有の要件などが、プラスチック部品の品質を決定する主な要因である。バリ、クラック、ビビリなどの最も一般的な欠陥は、剛性の低いプラスチックに関連するものです。これらの技術を適用することで、それらを克服することができます。
加工工程と材料は、必要に応じてサポートを追加し、加工前に表面を滑らかで摩擦の少ない仕上げにすることによってもバックアップされます。プラスチック加工のプロセスは、カスタマイズが重要な作業のひとつであり、選択した材料と特定の加工プロセスを適切にサポートすることの重要性を強調するため、しばしば芸術とみなされます。
安全だ:
作業者の安全にとって最も重要な問題は、プラスチックの加工中に材料に関連する健康被害を防止することである。プラスチックは、必要以上の熱を加えると有毒物質を放出し、これは作業者にとって脅威となる。プラスチック粒子を吸入すると、目、呼吸器系、胃腸系に炎症を起こす可能性がある。安全を確保するために
● ゴーグル、手袋、マスクなどの個人用保護具を着用すること。
● 加工エリアの換気システムが適切であることを確認してください。
● 定期的な清掃の徹底、作業場での飲食物やタバコの禁止など、安全に関するガイドラインに従う。
● プラスチックの加工から生じる危険を防止するための安全プロトコルを作成する。
プラスチック加工アプリケーション:
プラスチック加工の利用範囲は非常に広く、現代産業のほとんどすべての分野で見られる。その応用範囲は広いが、プラスチック加工が特に有利な市場は少ない。
ここでは、いくつかの主要なアプリケーションの概要を紹介する:
● プロトタイピング、製品開発、テスト。
● 耐腐食性と耐久性に優れた化学薬品処理装置を設計・製作する。
● プラスチックの生体適合性と滅菌性は、バイオメディカルや製薬用具の製造に便利な素材である。
● 光学素子・デバイスのフォトニクス研究。
● 特定の目的を持った部品やコンポーネントを製造するための半導体製造。
● 特注の治具や器具を製作する研究室での使用。
● 機械部品やコンポーネントを製造するための繊維製造。
CNC加工用エンジニアグレードプラスチックス
それぞれのプラスチックが特別な特性を持ち、さまざまな産業で使用できるため、プラスチックの加工可能範囲は非常に広い。例えばナイロンは、特殊な機械的特性を持つ材料であり、特定のケースでは金属の代わりに採用することができます。以下は、カスタムプラスチック加工に好まれる一般的なプラスチックです:

ABS(アクリロニトリル・ブタジエン・スチレン):
ABSは、衝撃強度、強度、加工性に優れた軽量のCNC材料である。しかし、ABSは多くの有利な機械的特性を持つ材料だが、化学的に不安定で、グリース、アルコール、化学溶剤に弱い。さらに、純粋なABSは半熱条件下でも可燃性であるため、熱的に安定しているとは言えない。
長所だ:
● 軽量かつ機械的堅牢性。
● この素材は非常に加工しやすいため、迅速なプロトタイピングに最適である。
● 融点が低いことは、多くの迅速なプロトタイピング方法の核となる利点である。
● 高い引張強度と長寿命。
● 費用対効果が高い。
短所だ:
● 高温のプラスチックヒュームは熱で放出されるため、適切な換気が必要である。
● 融点が低いと、CNC加工中に熱が発生して変形する可能性がある。
アプリケーション
ABSは、エンジニアリング熱可塑性プラスチックの迅速なプロトタイピングサービスのために非常に人気があり、それはキーボードのキャップ、電子筐体、車のダッシュボード部品のような部品のための電気および自動車産業で使用されています。 ABS射出成形 プロセスは最良の選択肢のひとつとなるだろう。
ナイロン(ポリアミド):
ナイロン(ポリアミド)は、衝撃、化学薬品、摩耗に強い低摩擦プラスチックです。強度、耐久性、硬度などの優れた機械的特性により、CNC加工に適しており、自動車や医療部品の製造において競争力を発揮します。 ナイロン射出成形 このプロセスにより、単価を節約することができる。
長所だ:
● 優れた引張強度を持つ卓越した機械的特性。
● 軽量でコストパフォーマンスが高い。
● 耐熱性、耐薬品性。
● 靭性と耐衝撃性が第一に要求される用途に適している。
短所だ:
● 寸法安定性が低い。
● 吸湿しやすい。
● 強酸には耐性がない。
アプリケーション
ナイロンは高性能のエンジニアリング熱可塑性プラスチックで、医療や自動車などの産業で試作品や実物部品の製造に使用されている。エレメントは、ベアリング、ワッシャー、チューブで構成されています。
アクリル(PMMA - ポリメタクリル酸メチル):
一般的に、アクリルはその光学特性、耐薬品性、費用対効果からプラスチックCNC加工に好まれ、透明な部品や傷のつきにくい部品を必要とするさまざまな産業に適しています。
長所だ:
● 軽量で加工性に優れる。
● 耐薬品性と耐紫外線性。
● 傷に強く、光学的に透明であるため、透明性を必要とする用途に適している。
● ポリカーボネートやガラスなどの素材に比べ、コストパフォーマンスが高い。
短所だ:
● 耐熱性、耐衝撃性、耐摩耗性は高くない。
● 負荷が重すぎるとひびが入ることがある。
● 塩素系/芳香族系有機物質の破壊に弱い。
アプリケーション
アクリルは、ポリカーボネートやガラスのような素材の代わりに使用され、ライトパイプやウインカーカバーといった自動車産業での用途に適している。また、ソーラーパネルや温室用キャノピーなどの製造にも利用されている。
POM(デルリン):
一般的にデルリンと呼ばれるPOMは、その優れた加工性のため、多くの機械加工サービスで頻繁に使用されているCNCプラスチック材料です。それは強く、熱、化学薬品および消耗に抗する機能がある。デルリンにはさまざまなグレードがあり、デルリン150と570は寸法安定性のために産業界で最も広く使用されているものである。
長所だ:
● 加工性に優れ、耐薬品性に優れている。
● 高い寸法安定性と引張強度を持ち、耐久性に優れている。
● さまざまなグレードがあり、寸法安定性からデルリン150と570がよく選ばれている。
短所だ:
● 酸や化学薬品に対する耐性が弱い。
アプリケーション
POMは、自動車ではシートベルトの部品に、医療機器ではインスリン・ペンに、消費財では電子タバコや水道メーターに使われるなど、業界を問わず幅広く使用されている。
HDPE(高密度ポリエチレン):
高密度ポリエチレンは、応力や酸に対して高い耐性を持つ。通常、他のエンジニアリンググレードの熱可塑性プラスチックの中でも、卓越した機械的強度と引張強度を発揮します。HDPEの長所と短所を評価してみよう。
長所だ:
● ラピッドプロトタイピングに最適
● アクリルやナイロンに比べ、リーズナブル。
短所だ:
● 耐紫外線性が低い。
アプリケーション
HDPEは、プロトタイピング、ギア、ベアリング、パッケージング、電気絶縁、医療機器などの用途で幅広く使用されている。
LDPE:
LDPEは、強靭で柔軟なプラスチックポリマーである。耐薬品性に優れ、低温用途に最適です。LDPEの用途は、義肢装具や装具の成形に最適です。
長所だ:
● 丈夫で弾力性に富み、腐食に強い。
● 医療用としても使える。
短所だ:
● 高温耐性には適さない。
● 剛性と構造強度が低い。
アプリケーション
LDPEは、カスタムギア、内装電気部品、研磨や高光沢を必要とする自動車部品などの生産において例外的な存在です。その低摩擦係数、高い絶縁抵抗と耐久性は、高性能アプリケーションのための理想的な選択肢になります。
PTFE(テフロン):
一般にテフロンと呼ばれるPTFEは、CNC機械加工でよく使用される高級プラスチック材料である。優れた機械的・化学的特性を持ち、様々な工業製品に広く使用されています。摩擦係数が低く、紫外線、化学薬品、疲労に強いPTFEは、耐久性に優れています。また、非粘着性でも有名で、焦げ付きにくいフライパンのコーティングに広く使用されている。
長所だ:
● 化学的安定性、耐紫外線性、低摩擦性はPTFEの主な特徴である。
● には粘着防止特性がある。
短所だ:
● 他の材料の機械的特性の方がはるかに優れている。
● ロッドやプレートの厚みが薄い。
アプリケーション
テフロンは、こびりつきにくいフライパンの製造に役立つ粘着防止特性に加えて、ガスケット、半導体、心臓パッチの製造にも使われている。
CNCプラスチック加工に代わるもの
適切な技術の選択は、適切な材料の選択、最終用途部品の仕様など、さまざまな要因に依存する。
射出成形:
射出成形は、特にプラスチック加工品の大量生産に適している。操作としては、溶融したエンジニアリングプラスチックを高強度鋼の金型またはキャビティに流し込み、急冷固化して所望の形状を形成します。
長所だ:
● プロトタイピングと大量生産の両方に適しています。
● 複雑なプロトタイプ部品の設計に経済的。
● 陽極酸化処理、研磨、表面処理などの追加要件が必要となる。
短所だ:
● 金型にかかる初期費用は非常に高い。
3Dプリンティング:
一般的に積層造形と呼ばれる3Dプリンティングは、ステレオリソグラフィー(SLA)、溶融積層造形(FDM)、選択的レーザー焼結(SLS)などの技術を使用して、ナイロン、PLA、ABS、ULTEMなどの熱可塑性プラスチックを3Dプロトタイプの形状に加工する一般的なプロトタイピング手法です。
長所だ:
● 金型を必要としない迅速なプロトタイピング。
● 複雑なデザインや小規模な生産に最適。
● 機械加工に比べて材料の無駄が少ない。
短所だ:
● 材料の選択と機械的特性における制約。
● 大規模プロジェクトでは生産速度が遅い。
射出成形と3Dプリントは、どちらも実現可能な選択肢である。 プラスチックCNC加工、 それぞれの利点と限界は、特定のプロジェクトのニーズによって異なる。
真空鋳造
真空注型はポリウレタン注型とも呼ばれ、シリコン型と樹脂を使用してマスターパターンを複製します。このラピッドプロトタイピング方法は、高品質のプラスチックコピーを製造するのに理想的で、トラブルシューティングの過程でアイデアを視覚化したり、デザインの欠陥を特定したりするのに役立ちます。
主な収穫
この記事では、プラスチック加工について、その定義、プロセス、使用される産業、加工方法などを簡単に説明します。関連するトピックをより深く理解するには、当社の他のガイドを参照するか、次のサイトで潜在的な供給源や製品の詳細を検索してください。 プラスチック加工サービス


返信を残す
ディスカッションに参加したい?遠慮なく投稿してほしい!