PTFE has been recognized as one of the most critical engineering plastics of today’s industry because of its outstanding chemical resistance, low friction coefficient and its thermal stability. Precision manufacturing involves the use of machined ptfe parts in situations where a metal part would not function properly because of corrosion, wear or contamination issues. PTFE parts are highly reliable and durable, and are used in a broad variety of applications such as in the aerospace industry and medical devices.
Industries of today require materials that can resist extreme environment and still have dimensional accuracy and performance stability. This is where PTFE comes into play. It is a popular material for engineers around the world, due to its non-stick characteristic, electrical insulation properties and resistance to almost all industrial chemicals. But it’s not quite as easy as it sounds to machine PTFE. It demands expertise in CNC processes, the right tools and attention to detail to produce accurate, functional parts and assemblies.
In high tech manufacturing facilities, ptfe machined parts may be specifically engineered to conform with the operating conditions of the application. Beyond being basic plastic components, these parts are designed solutions, critical for efficiency, safety, and durability within essential systems.
Whether you are interested in the material properties, the manufacturing process, or the applications, cost considerations, quality control, or the latest industry trends, this article has you covered with a deep, practical and technical understanding of PTFE machining. This guide is designed for engineers, procurement specialists, or technical buyers seeking an understanding of the design, manufacturing and optimization of PTFE components for use in industry.
What is PTFE and Why It Matters in Engineering
The PTFE is a fluoropolymer with outstanding chemical inertness and thermal resistance. It has many applications in areas where other plastics break down rapidly. PTFE has a very low coefficient of friction which makes it suitable for use in sliding and sealing applications.
PTFE is useful in engineering systems as it will not react with acids, bases or solvents. It also has a good performance in extreme low or high temperatures. This allows it to be used in a variety of applications, including chemical processing, pharmaceuticals, automotive and aerospace.
Various industries have come to depend on machined ptfe parts to obtain precision performance from their seals, bushings and insulation parts. These parts will be used in extreme environments, where conventional materials cannot be used.
Overview of PTFE Machining Processes
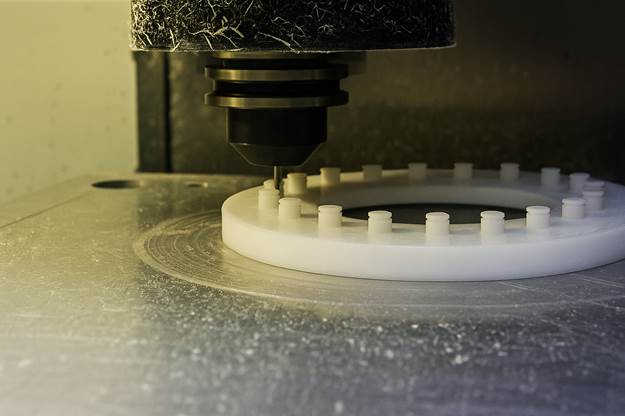
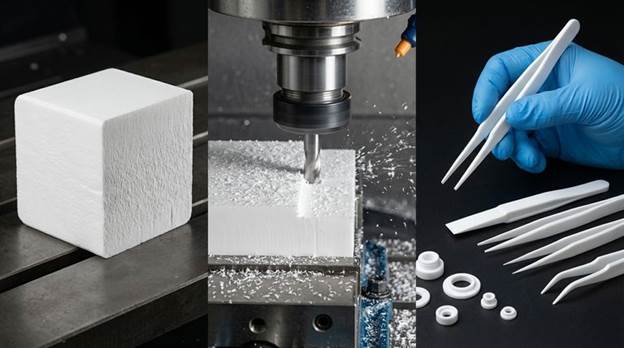
PTFE machining involves the cutting, shaping and finishing of raw PTFE stock into functional components, and is a specialized process. While PTFE is soft and flexible, unlike metals it is not easy to machine without deforming it.
The common methods used in CNC are turning, milling, drilling and precision finishing. The most important consideration is temperature control or tool sharpness and getting the correct results.
In high volume manufacturing situations, engineers would often rather have cnc machined ptfe parts because of its dimensional accuracy and repeatability.
A close look at the material properties of PTFE (Technical Table)
Eiendom
Verdi
Engineering Significance
Density
2.1–2.3 g/cm³
Lightweight yet durable
Smeltepunkt
327°C
High thermal resistance
Strekkfasthet
20–35 MPa
Moderate mechanical strength
Coefficient of Friction
0.05–0.10
Extremely low friction
Dielektrisk styrke
Høy
Excellent electrical insulation
Kjemisk motstandsdyktighet
Utmerket
Resistant to nearly all chemicals
PTFE’s unique combination of properties makes it ideal for precision engineering applications. The term ptfe machined parts is used in many industries for choosing parts because they can withstand extreme conditions.
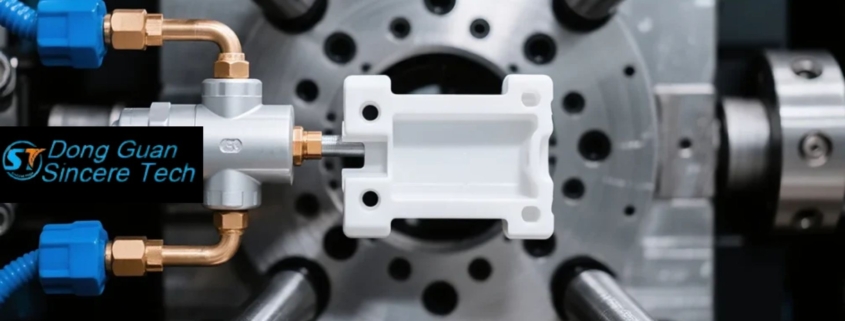
PTFE component is manufactured using the CNC manufacturing process
There are a few precautions to be taken when CNC machining PTFE. When pressure is applied to PTFE it is soft enough to cause it to deform.
Step-by-step process:
The choice of material used (virgin or filled PTFE)
Create and simulate 3D models in CAD. Design & simulate 3D objects in CAD.
CNC programming
Rough machining
Fine finishing
Internal control of the equipment and quality checking
For the highest quality of service, the processes are optimized every step of the way, including by using facilities like a cnc machined ptfe parts factory.
Manufacturing Parameters Table
Parameter
Anbefalt rekkevidde
Merknader
Cutting Speed
200–500 m/min
Prevents melting
Feed Rate
0.1–0.3 mm/rev
Ensures surface accuracy
Tool Material
Carbide
Reduces wear
Cooling Method
Air / Dry
Avoids contamination
Tolerance Level
±0.01–0.05 mm
High precision standard
For more sophisticated applications, cnc machined ptfe parts are manufactured in automated systems that help minimize human error and improve batch-to-batch consistency.
The use of PTFE components in industry
Overview of PTFE in Industry
PTFE has a wide range of applications in the modern industry as it can serve the purpose of many other materials in tough conditions. It has high resistance to heat, chemicals and rubbing, thus is a good material for precision elements. Thus, PTFE parts are used in various critical systems that require safety and durability.
Chemical Processing Industry
PTFE is used in the chemical industry since it does not react with most acids, alkalis or solvents. It is commonly used in the following ways:
Pipe linings
Seals and gaskets
Valve seats
Pump components
These components help to prevent corrosion and safe chemical handling.
Electrical and Electronics Industry
PTFE has excellent electrical insulating properties, making it very useful in the electronics industry. It is used in:
The insulation of wires and cables is done.
Connectors and sockets
Circuit board components
High-frequency equipment
It enhances safety and performance of electrical systems.
Bilindustrien
In the automotive industry, PTFE is employed in automotive components where low friction and extremely long-lasting properties are required, including:
Bushings
Bearings
Seals in Engine and Transmission Parts
Komponenter i drivstoffsystemet
Such components decrease wear and increase the efficiency.
Aerospace Industry
The use of PTFE in aerospace applications is another area of its use, as it will resist extreme temperature and pressure conditions. It is used in:
Hydraulic seals
Insulation components
Fuel system parts
Bearing surfaces
This provides assured performance in flight critical systems.
Medisinsk industri
PTFE is applied in medical industry due to its safety, non-reactive and biocompatibility. Common applications include:
Surgical instruments coatings
Catheters and tubing
Implantable devices
Laboratory equipment
It assists to maintain hygiene and chemistry safety in medical settings.
Food Processing Industry
The non-stick and non-toxic nature of PTFE makes it suitable for a wide range of applications for food. It is used in:
Food conveyor systems
Mixing equipment linings
Seals and gaskets
Processing machinery parts
It keeps things clean and doesn’t allow for contamination.
Advantages and Limitations of PTFE
Advantages of PTFE
Due to its excellent performance in various conditions, PTFE is a very useful engineering material. It is known for its very low friction, which ensures that parts move easily and smoothly over time, and minimizes wear. It is also highly resistant to chemicals such that it does not react with most acids, bases and harsh industrial chemicals. One of its other great advantages is the remarkable thermal stability, which means that it can operate in environments with extremely hot and cold temperatures without affecting performance. PTFE also possesses very good anti-stick properties, meaning that materials will not stick on it. Further, it is a very good electrical insulator and is suitable for electrical and electronic applications.
Limitations of PTFE
Although it is beneficial, there are some drawbacks to PTFE. It is less resistant mechanically than metals, and so can’t be used for heavy load applications. It also has a high thermal expansion rate which may cause a change in critical dimensions as the temperature changes. Limited Assembly Options—PTFE is challenging to bond or to glue to other materials. Last but not least, it needs high precision machining to ensure accuracy and reliability of the components.
Even with these drawbacks, cnc machined ptfe parts are indispensable in industries where performance reliability is paramount.
Tolerances and Quality Control
One of the main parts of PTFE machining is the quality control. In a high-pressure system, even slight dimensions can cause failure of the system.
Quality inspection methods:
Coordinate Measuring Machine (CMM):
It is a machine designed to measure the size of parts.
Surface roughness testing
Dimensional verification
Microscopic examination; using a magnifying glass to look closely at something.
Tolerance Standards Table
Feature Type
Standard Tolerance
Precision Grade
Outer Diameter
±0,02 mm
High precision
Inner Bore
±0,01 mm
Ultra precision
Flatness
0.03 mm
Engineering grade
Overflatebehandling
Ra 0.8–1.6 µm
Smooth finish
The machined ptfe parts are produced with strict quality control, which can ensure that the parts have high performance and no risk of failure in the industrial production process.
Prices and costs of goods and services
The price of PTFE machining varies according to type of material, complexity of design, tolerances, and quantity of items produced. Here are some important considerations to take into account when it comes to pricing:
The type of material used (virgin vs filled PTFE)
CNC machining time
The maintenance and wear of tools.
Design complexity
Batch size
When understanding the term best cnc machined ptfe parts price, one must take into account both efficiency in production, and quality of the materials. When considering the best cnc machined ptfe parts price, it is important to consider the overall performance of the part in the procurement process for an industrial component.
There are several suppliers that provide competitive ‘best cnc machined ptfe parts price’ options as per the customisation requirement. However, the following also needs to be taken into account when looking for the best cnc machined ptfe parts price: quality and manufacturing precision. Shipping, tooling and lead time are also factors in the global sourcing best cnc machined ptfe parts price.
Choosing the Right Manufacturing Partner
Selecting a reliable supplier is crucial for ensuring product quality and consistency.
A professional cnc machined ptfe parts factory will offer you:
Advanced CNC machinery
Skilled engineering teams
Tight Quality Management procedures
Custom design support
Scalable production capacity
As you check out a cnc machined ptfe parts factory, check their certifications, production capabilities, and industry experience. When the parts are made in a trusted cnc machined ptfe parts factory, timely delivery and precise quality are guaranteed. Furthermore, a certified cnc machined ptfe parts factory minimizes risks when purchasing on a large scale in the industrial field. The selection of the suitable cnc machined ptfe parts factory can have significant effects on the performance and cost efficiency of the product.
The future of PTFE Machining
Automation, AI-enabled CNC programming, and cutting-edge material science are leading the way for the future of PTFE machining.
Key trends include:
Smart CNC machining systems
Hybrid polymer composites
Micro-precision components
Sustainable manufacturing practices
These innovations are enhancing the precision, durability, and applicability of modern cnc machined ptfe parts.
Ofte stilte spørsmål (FAQ)
PTFE machined components is used for what?
They find applications in sealing and insulating, chemical processing and high performance mechanical systems.
Why can’t PTFE be easily machine?
Due to its softness, flexibility and tendency to being compressed under pressure.
Is the price of parts with PTFE high?
The cost may vary with complexity of the design and the grade of the material.
Is it possible to use PTFE in high temperature?
Yes, it will work up to 327C.
The applications of the PTFE parts are most in what industry?
Industries such as aerospace, medical, chemical, automotive and electronics.
In conclusion, a summary of the main points
PTFE is a material with the greatest versatility among engineering materials for today’s manufacturing. Because of its exceptional chemical resistance, thermal stability and low friction properties it is essential for critical industrial uses. CNC precision machining can manufacture detailed parts with higher precision, which can meet the strict requirements of engineering.
To conclude, machined ptfe parts are an essential component in guaranteeing productivity and reliability throughout industries. They are used in sealing systems or as electrical insulation and still outperform others under extreme conditions. Likewise, ptfe machined parts are still a popular choice for engineers looking for durability and precision when operating in harsh conditions.
The demand for superior quality PTFE parts is progressively increasing as manufacturing technology progresses, with innovation, automation and advanced engineering needs driving these demands.
The modern production is concerned with efficiency and precision. Some of the techniques that are in use include gas-assisted injection molding. Gas assisted injection molding is a technological production method that helps to produce light, durable, and complex plastic parts. The hollow sections are created by injecting the mold with inert gas, which reduces the amount of material used and also shortens the cycle time.
Resultatet av dette er økt dimensjonell presisjon, mindre forvrengning og muligheten til å utføre innovative design. Sprøytestøping med gassassistanse er nyttig i bilindustrien, møbelindustrien, elektronikkindustrien og forbrukerproduktindustrien, der det er behov for kostnadseffektiv produksjon med høy kvalitet. Pålitelige leverandører av sprøytestøping av sentinel gassassistanse er sikret for å gi et regelmessig resultat. Med den rådende produksjonen bruker de fleste produsenter sprøytestøpte produkter som er hjulpet av bruk av gass, noe som gjør det mulig for produsenter å oppnå effektivitet, styrke og estetikk.
Hva er gassassistert sprøytestøping?
Gas assisted sprøytestøping er en prosess der inert gass (vanligvis nitrogen) sprøytes inn i støpeformen under innsprøytingen av plasten. Gassen presser den varme plasten mot de tynne veggene eller hulrommet i komponenten, slik at det oppstår et hulrom inni den. Teknikken sparer materiale, øker dimensjonsnøyaktigheten og minimerer skjevheter.
Prosessen er mest hensiktsmessig i seksjoner som er tykke eller har lange strømningsveier. Den er mye brukt i produksjon av biler, møbler og forbrukerprodukter. Kvaliteten og påliteligheten vil bli sikret ved valg av passende leverandører av gassassistert sprøytestøping.
Drift av gassassistert sprøytestøping
Det starter akkurat som ved vanlig sprøytestøping, der plast sprøytes inn i en form. Når formhulen er delvis fylt, sprøytes det inn gass under trykk i noen av områdene. Denne gassen gjør at den flytende plasten presses utover og danner hule kanaler, ls, men gjør overflaten hard.
Metoden resulterer i redusert spenning i tykkere deler, null synk og jevn veggtykkelse. Resultatet er en del av høy kvalitet som er mer formstabil, lett og sterk. Dette er egenskaper som er funksjonelle og estetiske for produsentene av produkter som gassassistert sprøytestøping.
Bruksområder for gassassistert injeksjonsform: Gassassistert sprøytestøping er en smidig produksjonsteknikk som omfavnes i de fleste bransjer. Hule eller intrikate former kan opprettes med mindre anstrengelse, noe som gjør det passende i både nyttige og dekorative formål.
Automotive Bilprodusentene sprøytestøper interiørpaneler, dørhåndtak og konstruksjonsdeler ved hjelp av industriell gass. Prosedyren gjør den lett uten å miste styrken som er knyttet til drivstoffeffektivitet og ytelse.
Møbler og forbrukerprodukter
Gassassistert sprøytestøping brukes til å lage hule seksjoner som skapes i plastdeler av møbler, apparater og verktøy. De lette komponentene som stolrygger, håndtak og hus utgjør en effektiv produksjonsmåte.
Industrielt utstyr
Roboter og maskiner krever vanligvis sterke plastdeler av en viss størrelse. Produkter basert på gassassistert sprøytestøping har lang holdbarhet, standard veggtykkelse og motstand mot vridning.
Elektronikk Gassassistert sprøytestøping brukes til produksjon av forbrukerelektronikk, verktøyhus og andre enheter som krever et sterkt og attraktivt utseende, og som samtidig krever lite materiale.
Andre bruksområder
Det brukes også i sportsutstyr, leker og innpakninger. Produsentene benytter seg av tjenestene til leverandørene av gassassistert gassassistert sprøytestøping som har muligheten til å produsere deler av den gitte størrelsen og kvaliteten.
Etter å ha kjent til slike bruksområder, kan bedrifter oppleve den fulle fordelen med gassassistert sprøytestøping for å produsere lette og rimelige produkter.
Brukt materiale
Termoplast: Termoplast er det mest brukte materialet i gassassistert sprøytestøping. Noen materialer kan enkelt bearbeides og bindes i den gassassisterte prosessen, for eksempel polypropylen (PP), polyetylen (PE), ABS og polykarbonat (PC). Disse plastmaterialene er praktiske i produksjonen av lette og sterke sprøytestøpte produkter.
Forsterket plast: Glassforsterket plast av nylon eller polypropylen er i tillegg seigt og stivt. De brukes i områder der komponenten utsettes for høy grad av stress eller belastning, og vil derfor gjøre seg godt sammen med bil- eller industrideler som produseres under gassassistert sprøytestøping.
Spesialpolymerer: I noen tilfeller brukes spesialpolymerer som kjennetegnes av enten høy varmebestandighet eller kjemisk resistens. Disse materialene er avgjørende for produktets krav til spesifikke egenskaper som sikrer ytelse og lang levetid. Inkluderingen av gassassistert sprøytestøping, som har fungert i bransjen før, vil hjelpe til med valget av riktig materiale som skal brukes i enhver applikasjon.
Valg av materiale: Mediet som brukes må ha utmerkede flytegenskaper, termisk stabilitet og kompatibilitet med gassinjeksjon. Riktig valg av materiale er helt avgjørende for å redusere antall defekter, styrke og effektivitet i delene som brukes i prosessen med gassassistert sprøytestøping.
Teknikker
Gjensidig injeksjon ved hjelp av gasskanaler
I den lages hule deler ved å pumpe inn i formen i noen områder. Det sparer på forbruket av materialer og gir jevnhet i tykkelsen på veggene. Det er også mye brukt i produksjonen av lette og tøffe komposittassistert sprøytestøping.
Tilpassbar gasstrykkregulator
Gasstrykket kan også justeres under støpeprosessen for å manipulere materialstrømmen på en bedre måte. Dette forhindrer synkemerker og forbedrer overflatefinishen og gjør kunsten sterkere. Og viktigst av alt, tilfeller av gassassistert støping av høy kvalitet sprøytestøpt produkter.
Sekvensiell gassinnsprøytning
Sekvensiell gassinjeksjon innebærer at det sprøytes inn gass på ulike stadier av støpeprosessen. Prosedyren vil garantere optimalisering av materialflyten som antar form av en komplett X-form, og reduksjon av antall defekter. Leverandørene bør også kontaktes siden de er kjent med gassassistert sprøytestøping, slik at det kan gjøres nøyaktig.
Toppmoderne kjølemetoder
Gassstøping med avanserte kjølesystemer er praktisk når det gjelder å størkne komponenter raskt og redusere syklustiden. Dette fremmer produktiviteten, og det hindrer ikke utformingen av delen.
Fordeler med gassassistert sprøytestøping
Sammenlignet med tradisjonell støping og såkalt gassassistert sprøytestøping er det flere fordeler:
Materialbesparelser
De hule seksjonene bruker også mindre plast og reduserer både utgiftene og miljøpåvirkningen.
Mindre skjevhet og synkemerker
Gassassistert støping minimerer de fleste vanlige defekter, som synkemerker eller overflatedeformasjoner, takket være den jevne fordelingen av materialet.
Lighterdeler
Det finnes hule strukturer som gjør det mulig å lage lette komponenter uten å redusere styrken.
Raskere produksjon
Mindre materialforbruk og bedre flyt fører til kortere syklustider, noe som er mer akseptabelt for produsentene.
Forbedret slingringsmonn i designet
Det er mulig å lage komplekse former, samt å legge til tykkere deler uten å redusere kvaliteten eller gjøre det dyrere.
Designhensyn
Assistert sprøytestøping utviklet med gass må også planlegges godt for å maksimere prosessen.
Materialvalg Alle plastmaterialer kan gassstøpes. Designerne bør bruke materialer som er lette å flyte og binde under gassinjeksjon.
Veggtykkelse
Veggene bør ha lik tykkelse. De åpne feltene bør plasseres på strategiske steder for å skape styrke og funksjonalitet.
Plassering av gasskanalen: Plasseringen av gasskanalen er svært viktig. Når de legges i feil posisjon, kan de etterlate halvfylte fyllinger, svake punkter eller estetiske defekter.
Formdesign
Plast og gass skal kunne passere til formene. Portene skal være godt ventilert og utformet for å sikre effektiv produksjon og minimering av defekter.
Disse designspesifikasjonene er det sikre middelet for høy kvalitet på resultatene og påliteligheten ved gassassistert sprøytestøping.
Kostnads- og produksjonseffektivitet
Kostnads- og produksjonseffektivitet gassassistert sprøytestøping er svært økonomisk sammenlignet med de tradisjonelle prosessene når det gjelder formbetingelser, utgifter og hastigheten på produksjonen av produktene. Det sparer på materialkostnadene fordi delene er hule mellomrom som er gode og økonomiske.
Prosessen gjør at smeltet plast kan flyte fritt, noe som sparer tid på nedkjølingen. Dette gjør det mulig for produsentene å produsere deler raskere uten at det går på bekostning av kvaliteten. Selskaper som produserer produktene ved hjelp av gassassistert sprøytestøping, har fordelen av å være raskere, og resultatene er konsistente.
Samarbeidet med ekspertene som tilbyr den gassassisterte sprøytestøpeprosessen, reduserer antall manuelle håndteringer og samlinger, noe som også reduserer arbeidskostnadene. Dette er svært effektivt med tanke på materialbesparelser, færre sykluser og færre defekter, selv om formene er mer kompliserte i utgangspunktet.
Vanlige feil å unngå
Det er mange feil som kan påvirke produktets kvalitet og effektivitet ved gassassistert sprøytestøping. Problemet med feil gasstrykk er et vanlig problem. Over- eller undertrykk kan føre til deformering av komponenter eller defekter.
En annen feil er dårlig kanalisering av gasser. Feil innretting kan føre til delvis fylling eller glatte vegger som gjør produkter fylt med gassassistert sprøytestøping svake.
Problemet med uoverensstemmelse mellom materialene som brukes, er også ganske vanlig. Noen plastmaterialer har ikke respondert godt på gassassisterte prosesser, noe som har ført til defekter eller dårlig liming.
Det kan også være problematisk å ignorere designretningslinjene, f.eks. veggtykkelse og delens geometri. Komponenter kan bøyes, synke ned eller bli utsatt for stress.
Følgende feil kan elimineres ved å samarbeide med erfarne leverandører av gassassistert sprøytestøping, ta hensyn til de riktige retningslinjene for design og prosess, og sikre en kontinuerlig produksjon av høy kvalitet.
Identifisering av de riktige leverandørene av gassassistert sprøytestøping
For å lykkes med gassassistert sprøytestøping er det viktig å velge riktig partner. Samarbeid med veletablerte leverandører er en garanti for kvalitetsdeler og uavbrutte produksjonsprosesser.
Velg gassassistenten sprøytestøping leverandører som har en vellykket historie med å produsere gassassisterte sprøytestøpte produkter av samme art, som ligner på prosjektet ditt. De kan unngå feil og forbedre effektiviteten ved hjelp av sin erfaring med utforming av formene og valg av materialet som brukes.
Leverandøren bør også tilby en veiledning for prosessoptimalisering, for eksempel gasstrykk, posisjoneringskanaler og syklustider. Dette kan brukes til å redusere sløsing og unøyaktigheter i produksjonen.
Leverandører av kvalitet investerer i kvalitetskontrollsystemer og nytt utstyr. De gir sikre resultater, raskere hastighet og kostnadseffektivitet i gassassisterte sprøytestøpeprogrammer.
Fremtidige trender
Det er fremtiden for gassassistert sprøytestøping, som er avhengig av innovasjoner og effektivitet. Produsentene ser på nye, sterkere, lettere og mer holdbare materialer. Dette er teknologier som resulterer i gassassisterte sprøytestøpte kvalitetsprodukter.
Den andre viktige trenden er automatiseringstrenden. Roboter og AI-systemer har i økende grad ansvaret for gassinjeksjonen og formhåndteringen, og de eliminerer feil og gjør produksjonsprosessen raskere. Gassleverandørene med erfaring innen sprøytestøping tar også i bruk disse teknologiene for å holde tritt med konkurrentene.
Det tas også hensyn til bærekraft. Mindre forbruk av materialer, plastgjenvinning og energibesparende produksjon er miljøvennlige produksjonselementer i produksjonen av miljøvennlig sprøytestøping, også kalt gassassistert sprøytestøping.
Dette blir enda bedre med 3D-printing, som utvider mulighetene for rask prototyping og serieproduksjon. Dette hjelper designere med å eksperimentere med komplekse former til en lav kostnad og på kortest mulig tid, og på denne måten blir gassassistert sprøytestøping mer produktivt i moderne produksjon.
Konklusjon
Gassassistert sprøytestøping kan tilby produsentene en levedyktig tilnærming til å produsere lette, kompliserte og robuste komponenter. Bedriftene er i stand til å ta den riktige avgjørelsen når de vet hvordan det fungerer, hvilke fordeler det gir og på hvilken måte det bør utformes. Valget av pålitelige leverandører av gassassistert sprøytestøping innebærer at standarden på gassassisterte sprøytestøpte produkter vil være den samme på tvers av bransjene. Reduksjonen i mengden materiale som brukes resulterer i en økning i produksjonshastigheten og muligheten til å gjøre endringer i design, noe som øker populariteten til teknikken som blir en ganske nødvendig form for moderne produksjon.
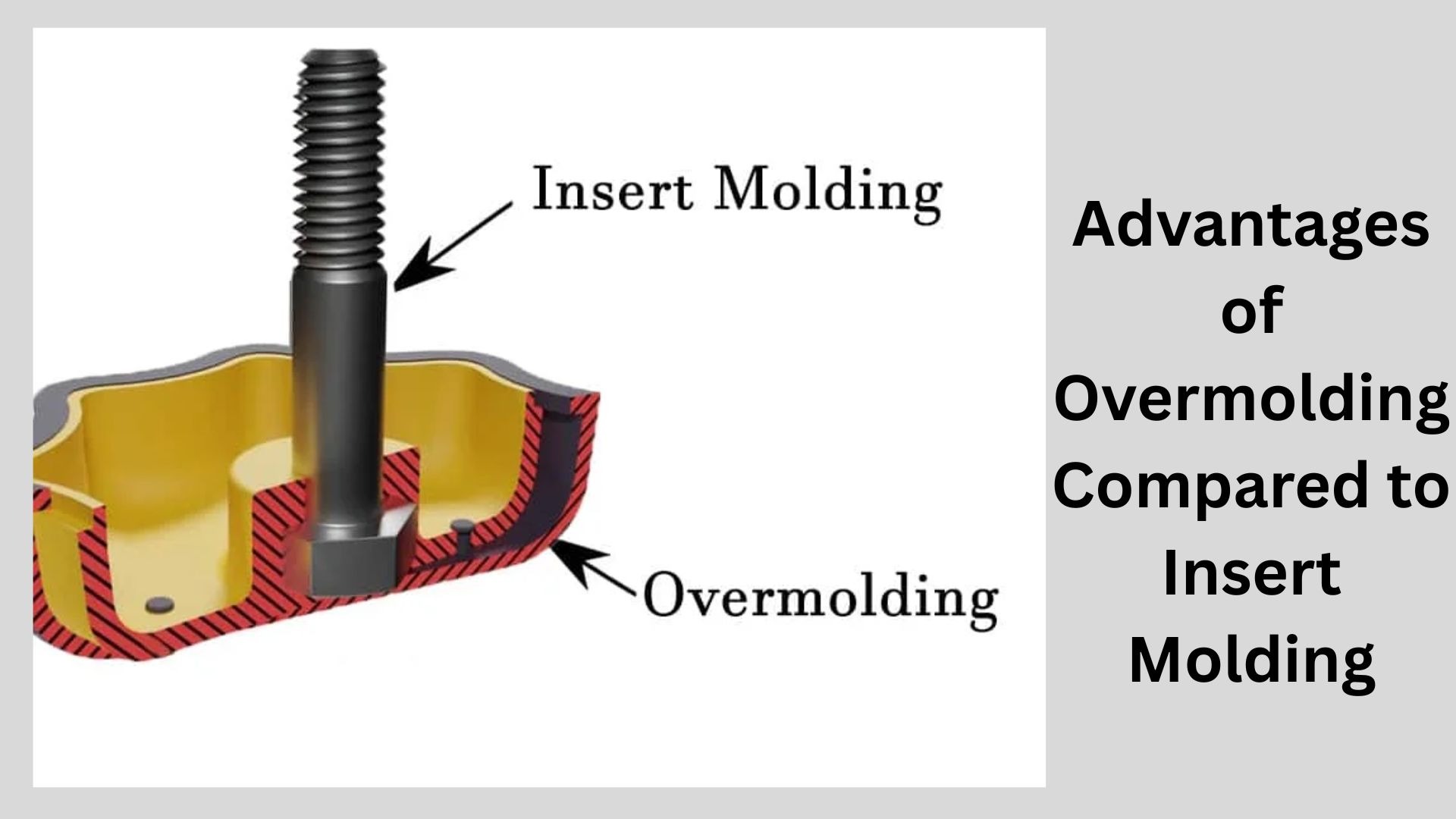
The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions. The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
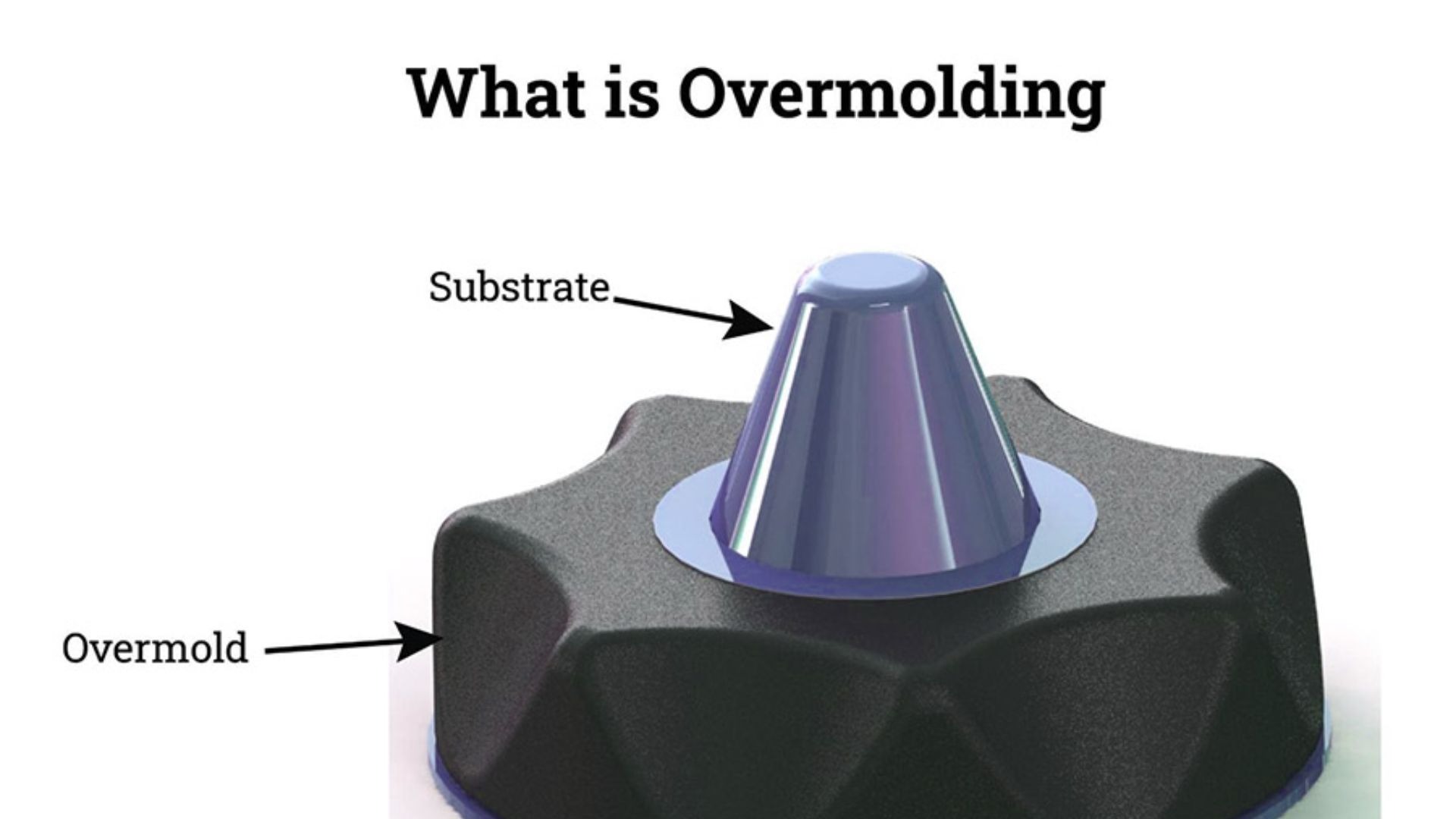
Hva er overstøping?
Ved overstøping lages en komponent ved hjelp av to eller flere forskjellige materialer. En substratbase er vanligvis formet. Deretter blir det støpt med et sekundært materiale over eller rundt. På denne måten kan produsentene blande materialer med ulike egenskaper, f.eks. stivhet og fleksibilitet.
Soft-touch-produktene er vanligvis overstøpte, for eksempel håndtak på verktøy, tannbørster eller andre elektroniske gjenstander. Det øker skjønnheten, komforten og funksjonaliteten.
Overforming har noen få hovedulemper som inkluderer:
Mer ergonomisk og behagelig for brukeren.
Lengre levetid for produktene.
Mer fleksibilitet i utformingen.
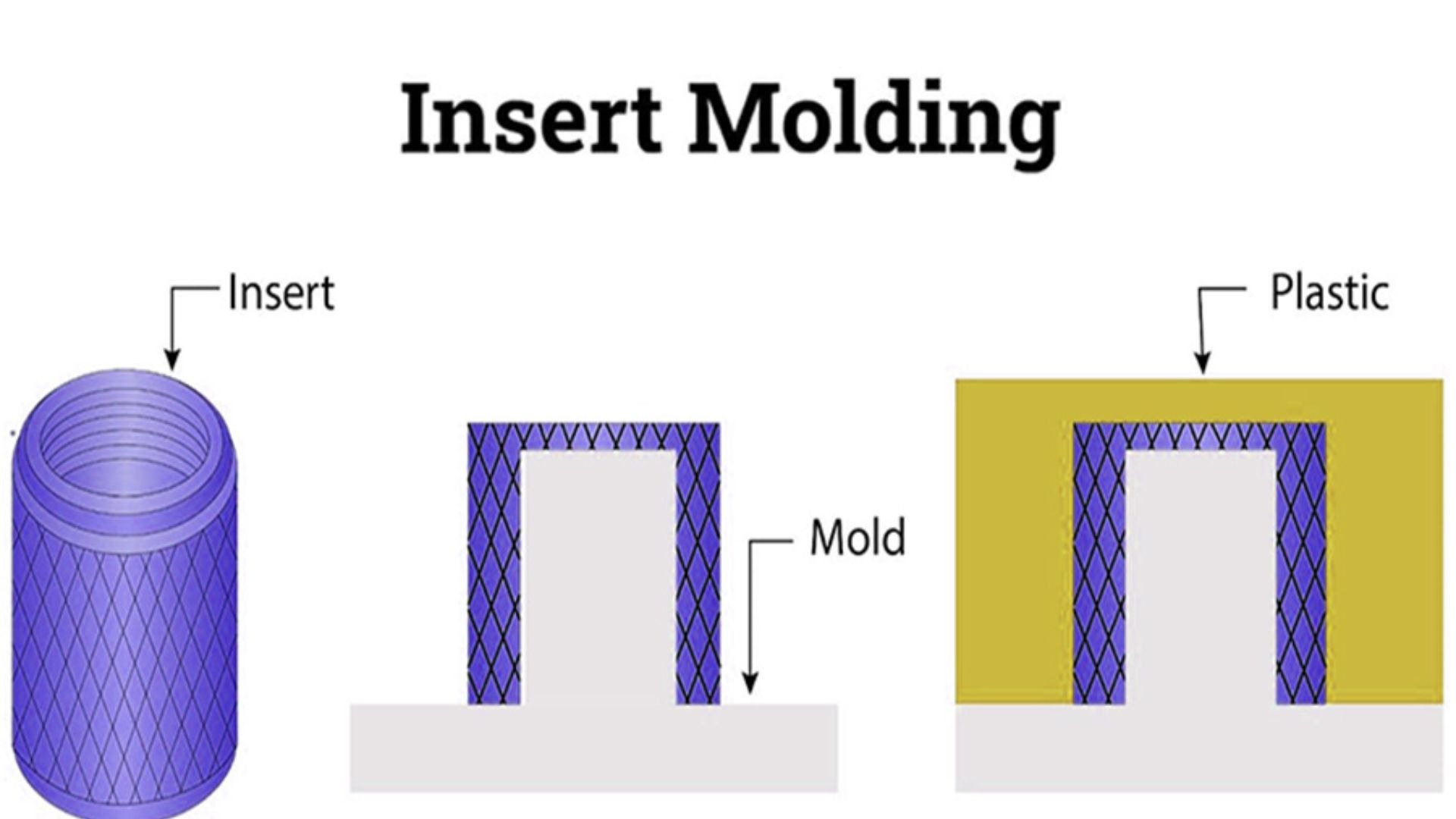
Hva er Insert Molding?
Innsatsstøping: Dette er en prosess der en ferdig formet komponent settes inn i en form, og plast sprøytes inn i delen. Innsatsen kan være av metall, plast eller et annet materiale. Det ferdige produktet har den tilpassede innsatsformen.
Insert molding er en støpeteknikk som i stor grad brukes i bransjer der det kreves høy mekanisk binding. Elektriske kontakter, bildeler og maskinvarekomponenter er noen av de tingene som pleier å stole på denne teknikken.
Fordelene med innsatsstøping er:
Sterk mekanisk binding
Redusert monteringstid
Evnen til å sammenføye ulike materialer.
Noen eksempler på overstøping og innsatsstøping
Disse er overstøping så vel som innsatsstøping, som finner bred anvendelse i produksjonsprosessen, selv om de brukes i forskjellige applikasjoner med hensyn til produktets særegenheter. Forståelsen av bruksområdene deres vil hjelpe produsentene til å velge riktig prosess.
Bruksområder Overstøping har blitt brukt på følgende måter
Overmolding er egnet for produkter som skal være komfortable, pene eller gripevennlige. Dette er en kombinasjon av både myke og harde materialer som brukes i en enkelt funksjonell del. Vanlige bruksområder er:
Verktøyhåndtak: Håndtakene er mer ergonomiske og er laget av overherdet plast.
Forbrukerelektronikk: Myke trykknapper på for eksempel fjernkontrollen og hodetelefonene.
Medisinsk utstyr, Medisinsk utstyr: Sikkerhet og komfort. Sprøyter eller kirurgisk utstyr har gummierte overflater.
Bildeler: Gummipakninger eller tetninger til plastdelene for å minimere støy og forbedre holdbarheten.
Følgende applikasjoner har blitt utført under Insert Molding
Bakgrunnen for bruken av innsatsstøping er at produktet krever høy mekanisk styrke, eller at det er en kombinasjon av ulike materialer i én enhet. Det brukes i de vanlige applikasjonene som:
Elektriske kontakter: PT består av former som inneholder metallinnsatser som skal settes inn i plastlegemer.
Bildeler: Motordeler eller braketter der det skal lages metallinnsatser for å styrke plasten.
Maskinvareløsninger: Skruer eller metalldeler er inkludert i plastdelene for å gjøre dem enkle å sette sammen.
Industrielt utstyr: Maskindeler som inkluderer både metallinnsatser og støpt plast som skal brukes i deler med høy belastning.
Valget mellom de to prosessene avhenger av målet med produktet. Det må overstøpes i tilfelle overkomfort, grep eller myk berøringsoverflate. Hvis problemer med styrke, holdbarhet og mekanisk stabilitet er av største bekymring, bør du bruke innsatsstøping.
Konseptet med disse bruksområdene vil bidra til å oppnå fordelene med såkalt overmolding og innsatsstøping i moderne produksjon.
Viktige forskjeller mellom overstøping og innsatsstøping
Selv om de to metodene innebærer bruk av materialer, er det tydelige forskjeller. Her er en detaljert sammenligning:
Funksjon
Overstøping
Innsatsstøping
Prosess
Støper et sekundært materiale over et basissubstrat
Injiserer plast rundt en forhåndsformet innsats
Materialer
Kombinerer ofte myk og hard plast
Kan kombinere plast med metall, plast eller andre komponenter
Bruksområder
Grep, håndtak, forbrukerelektronikk
Elektriske kontakter, bilindustrien, maskinvare
Kompleksitet
Litt mindre kompleks
Krever nøyaktig plassering av innsatsene
Styrke
Fokus på komfort og estetikk
Fokus på mekanisk styrke og holdbarhet
Dette er en sammenligning man må gjøre når man skal velge mellom innsatsform og overform. Overstøpingen er optimalisert med tanke på brukeropplevelsen, mens innsatsstøpingen også er optimalisert med tanke på den strukturelle integriteten.
Fordeler med overstøping sammenlignet med innsatsstøping
Når man sammenligner overmold og insert mold, bør man vite hvilke fordeler hver prosess gir. De to er gode på mange måter; begge prosessene tillater imidlertid kombinasjonen av materialer.
Fordeler med overstøping
Økt ergonomi: Behagelige grep og håndtak på harde overflater er myke.
Bedre estetikk: Overmolding betyr at fargene og teksturene kan blandes slik at de fremstår som av høy kvalitet.
Raskere montering: Flere deler kan monteres samtidig, noe som sparer tid.
Fleksibel design: Funksjonaliteten og de visuelle effektene kan oppnås ved hjelp av en rekke ulike materialer.
Økt brukervennlighet: Fungerer best når produktet krever en myk berøring, f.eks. tannbørster, verktøy og elektronikk.
Fordelene med Insert Molding
Kraftig mekanisk liming: Innsatser som metaller og hardplast er permanent integrert i støpeproduktet.
Holdbarhet: Deler kan bli utsatt for enorme mekaniske belastninger til bristepunktet.
Mindre montering: Innsatsene er støpt, noe som eliminerer behovet for montering i etterkant av produksjonen.
Tillater komplekse mønstre: Ideelle konstruksjoner: Når det er flere materialer som kreves for at produktet skal være strukturelt solid.
Presisjon og pålitelighet: De beste bruksområdene er innen industri, elektronikk og kjøretøykomponenter.
Bevisstheten om disse fordelene vil veilede produsentene når de skal ta beslutninger, for eksempel om hvilket av de to alternativene som er best: innsatsstøping og overstøping. Overforming er det beste alternativet hvis det er komfort, design og estetikk som står i fokus. Innsatsstøping er bedre hvis styrke, holdbarhet og mekanisk ytelse er av større betydning.
Bedriftene kan velge mellom overstøping eller innsetting, og kan dermed redusere kostnadene, spare tid og øke kvaliteten på varene.
Designhensyn
Det er svært avhengig av design når man skal ta en beslutning om enten innsatsstøping eller overstøping. Kvalitetsplanlegging sikrer også kvalitetsproduksjon, færre feil og maksimal utnyttelse av fordelene ved enhver prosess.
Materialkompatibilitet
Når man bruker overstøping, er det viktig å velge materialer som binder seg til hverandre. Feil matching av materialene kan føre til delaminering eller sårbarhet. På samme måte er det viktig å sørge for at trykk og temperatur ligger innenfor området for innsatsmaterialet under støpeprosessen. Det er en svært viktig prosedyre i sammenligningen av overforming og innsatsstøping.
Tykkelse og lagdekning
Ved overstøping skal underlaget ha riktig tykkelse, og overstøpningsmaterialet skal brukes for å sikre at det ikke vrir seg, samt for å sikre at det er holdbart. Ved innsatsstøping skal hele innsatsen omsluttes av støpeformen for å gi den mekanisk styrke og en god binding. Tykkelsen på de riktige lagene er nyttig i de vellykkede prosjektene til innsatsformen vs overmold.
Formdesign
En form er laget på en slik måte at det er enkelt å ta ut delene og forhindre belastning på materialene. Når det er mulighet for overstøping, bør formen være av en type som kan romme mer enn ett materiale som har forskjellige flyteegenskaper. Ved innsatsstøping må formene fylles på en slik måte at innsatsene ikke glir ut av plass, ettersom de vil beholde et sterkt grep; ellers vil støpeprosessen ikke lykkes når det gjelder suksess i overmold vs insert mold.
Estetikk og overflatebehandling
Overmolding er vanligvis fokusert på utseende og berøring. Designere bør vurdere tekstur, farge og kvaliteten på overflaten. Når det gjelder innsatsstøping, følger estetikkfaktoren etter styrke, selv om riktig etterbehandling er gitt for å sikre at sluttproduktet vil kunne oppfylle kvalitetsstandarder.
Krav til termisk ekspansjon
Ekspansjonshastigheten til ulike materialer er forskjellig. Hvis man ikke tar hensyn til termisk ekspansjon, kan det føre til sprekker, feiljustering eller dårlig vedheft både ved overstøping og innsatsstøping. Dette er viktige punkter som må tas i betraktning når man vurderer innsatsstøping kontra overstøping.
Kostnader og produksjonstid
Moralen som kan læres for å produsere på best mulig måte, er å forstå kostnadene og produksjonstiden for prosessene med overstøping og innsatsstøping. Begge metodene har sine problemer som påvirker de samlede prisene og hastigheten.
Innledende kostnader for mugg
Overforming kan kreve mer komplekse former for å få plass til de mange materialene. Dette kan øke oppstartskostnadene for verktøy. Denne investeringen kan imidlertid betales tilbake med en reduksjon i fremtidige krav under monteringen.
Kostnaden for innsatsstøping er også større enn kostnaden for formen fordi den trenger et klemmesystem for innsatsene. Utformingen av formen er viktig for å unngå feil under produksjonen. Når det gjelder sammenligningen mellom de to mulighetene for innsatsform og overform, er den første investeringen i formen ofte ekvivalent, men basert på delkompleksiteten.
Material- og arbeidskostnader
Overmolding kan også spare arbeidskostnader fordi det kan gjøres når deler kombineres i en enkelt prosess. Det gjør det også mulig å bruke mindre volum av myke materialer som håndtak og belegg, og det sparer ressurser.
Støping av innlegg. Innsatser kan utarbeides før de støpes. Men når det er automatisert, senker det kostnadene ved montering etter produksjonen, noe som kan redusere lønnskostnadene på lang sikt. Dette er blant de viktigste faktorene for beslutningen om å gjøre/overstøpe og sette inn støpingen.
Produksjonshastighet
Ved overstøping kan materialet injiseres mer enn én gang, noe som resulterer i en lengre syklus, men det kan også brukes til å fjerne etterbehandling og montering.
Hurtig innsatsstøping kan oppnås når prosessen for plassering av innsatsen er forenklet, spesielt med automatiserte linjer. Dette gir en fordel ved bruk i store volumer, der effektivitet er avgjørende.
Kostnadseffektivitet
Den aktuelle prosessen kan spare i det lange løp. Overmolding reduserer monteringen som har blitt gjort, og dette sparer arbeidskostnadene. Bruk av innsatsstøping gjør delene sterkere, og forekomsten av feil er minimal. For å måle disse faktorene vil produsentene kunne bestemme hvilken som skal brukes: overmold vs insert mold eller insert molding vs overmolding.
Vanlige feil å unngå
Ved overstøping og innsatsstøping kan visse feil gå ut over kvaliteten på produktet og øke produksjonskostnadene. Bevissthet om disse fellene er en av måtene å sikre at produksjonen blir en suksess.
Valg av inkompatible materialer
Bruk av materialer som ikke binder seg godt til hverandre, vil være blant de vanligste feilene som gjøres ved overstøping. Når det gjelder innsatsstøping, sprekker eller deler går i stykker når innsatsene som brukes ikke er motstandsdyktige mot støpetrykk. Når man bestemmer seg for om man skal bruke enten en innsatsform eller en overform, kontrolleres alltid materialkompatibiliteten.
Feilinnretting av innsatser
I en innsatsstøpeprosess kan feil plassering av innsatsene føre til at innsatsene flytter på seg under sprøytestøpingen, noe som kan forårsake defekter eller svake områder. Feil innretting reduserer den mekaniske styrken og øker kassasjonsraten. Posisjonering er en svært viktig parameter når det gjelder å sammenligne prosessen med over måneder og innsatsstøpeprosesser.
Ignorerer termisk ekspansjon
Prosentandelen av vekst i ulike materialer basert på varme varierer. Hvis man ikke tar hensyn til dette, kan det føre til skjevhet, sprekker eller separasjon i de overstøpte og innsatsstøpte delene. Merk: Termisk ekspansjon: Når du skal designe noe, må det alltid vurderes, spesielt når det gjelder et prosjekt med innsatsstøping kontra overstøping.
Dårlig formdesign
Materialflyten kan være ujevn, og delene kan ikke dekkes eller fjernes basert på en dårlig tegnet form. Det kan estetisk påvirke tilfellet med overmolding; det kan redusere mekanisk styrke i tilfelle innsatsstøping. Det bør være riktig design av mugg for å oppnå maksimal overstøping sammenlignet med innsatsstøping.
Hoppe over kvalitetskontroller
Produksjonsprosessen kan være forhastet og ikke skikkelig kontrollert, og feilene vil bli oversett. Kvalitetskontroller utføres regelmessig for å sikre at alle delene er robuste, holdbare og utformet i henhold til standardene. Det er en av de viktigste aktivitetene for effektiv overstøping og innsatsstøping.
Fremtidige trender
Produksjonsindustrien er dynamisk. Både overstøping og innsatsstøping tilpasser seg ny teknologi og nye materialer. Det å forutse fremtidige trender hjelper bedriften med å være konkurransedyktig og innovativ.
Avanserte materialer
Det utvikles stadig bedre polymerer og kompositter som er sterkere, mer fleksible og seigere. Det er materialene som gjør overforming og innsatsstøping sterkere, og det er derfor produktene blir lettere, sterkere og mer allsidige. Ny materialvitenskap kan brukes til å forbedre mulighetene ved innsatsstøping kontra overforming.
Automatisering og robotteknologi
Automatiseringen gjør at produksjonen av overstøpte og innsatsstøpte deler er i stadig utvikling. Med maksimal presisjon kan roboter sette inn innsatsene og redusere antall feil, og forkorte produksjonsprosessen. Denne tendensen gjør produksjonen av overformede og innsatsstøpte deler mer effektiv og mindre arbeidskrevende.
Integrasjon med 3D-utskrift
3D-printing kombineres med overstøping og innsatsstøping for å kunne lage raske prototyper og småskalaproduksjon. Dette gjør det mulig for designere å arbeide med komplekse former, redusere ledetider og kundetilpassede deler, og det øker fleksibiliteten i hele systemet når det gjelder innsatsstøping kontra overstøping.
Bærekraftig produksjon
Bærekraftige materialer og prosesser er nå utbredt innen både overstøping og innsatsstøping. I dagens produksjonstrender for overstøping og innsatsstøping bruker bedriftene biologisk nedbrytbar plast og resirkulerbare innsatser for å redusere miljøpåvirkningen.
Smart produksjon
Tingenes internett (IoT) og sensorer som brukes i utformingen av støpeformer, gir mulighet til å overvåke temperatur, trykk og materialflyt i sanntid. Det gjør det mulig å unngå feil, optimalisere produksjonen og kvalitetskontroll ved overstøping og innsatsstøping.
Konklusjon
Valget av overstøping og innsatsstøping avhenger av hensikten med produktet. Overstøping er alternativet å bruke hvis du trenger mykhet, komfort eller skjønnhet. Innsatsstøping er det beste valget når mekanisk styrke og holdbarhet er viktig. Informasjonen om skillet mellom innsatsform og overform, overforming og innsatsform, skillet mellom overform og innsatsform, og designbehovene for innsatsstøping og overforming kan hjelpe en produsent med å ta en god beslutning.
Til slutt er det problemet med overstøping kontra innsatsstøping, som enkelt kan beskrives som prosessen med å tilpasse prosessen perfekt til produktets krav. Med riktig tilnærming vil man spare tid, redusere kostnadene og lage funksjonelle produkter av høy kvalitet som oppfyller bransjestandardene.
https://plas.co/wp-content/uploads/2026/02/3.jpg10801920Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2026-02-11 03:49:132026-06-15 18:52:03Forskjeller og likheter mellom overstøping og innsatsstøping: sammenligning og bruksområder
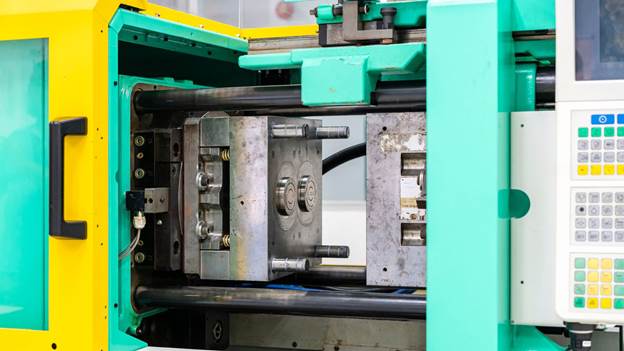
Produksjonsprosessen i industrien har endret seg i høyt tempo de siste tiårene, og blant de viktigste bidragsyterne til utviklingen på dette feltet er utviklingen av sprøytestøpeverktøy for plast. Verktøyene er viktige i utviklingen av plastkomponenter som brukes i ulike bransjer som bilindustrien, helsevesenet, forbrukerelektronikk og emballasjeindustrien. Avanserte verktøy fører til presisjon, repeterbarhet og effektivitet, noe som er hjørnesteinen i dagens plastproduksjon.
Når selskapene investerer i plastsprøytestøpeverktøy, investerer de på grunnlag av produktkvaliteten. Disse hjelper til med å sette formen på den endelige, finishen og dimensjonsnøyaktigheten til støpte deler. Selv de fineste støpemaskinene kan ikke gi de samme resultatene i fravær av godt designet sprøytestøpeform for plast verktøy.
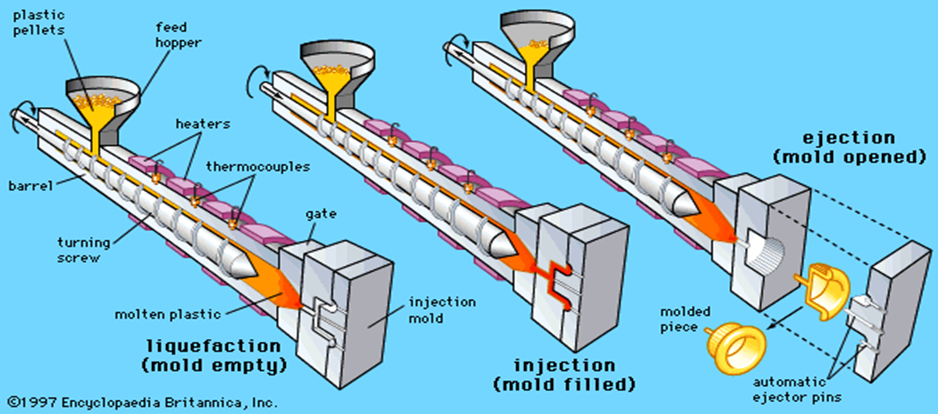
Hva er sprøytestøpeverktøy for plast?
Ideen med sprøytestøping er ganske enkelt å injisere smeltet plast i en form, avkjøle og støpe ut. Effektiviteten til verktøyet for sprøytestøping av plast har direkte innvirkning på effektiviteten til denne prosessen. Verktøyet består av former, innsatser, kjerner, hulrom og kjølesystemer som utgjør strukturen som former plastmaterialet.
Produsentene bruker de såkalte plastsprøytestøpeverktøyene slik at de kan lage tusenvis, eller i noen tilfeller millioner, av de samme delene. Syklustiden, volumproduksjonen og det langsiktige vedlikeholdet bestemmes av holdbarheten og utformingen av disse verktøyene. Dette er grunnen til at et riktig valg av partner når det gjelder verktøy for sprøytestøping av plast er avgjørende for enhver produksjonsoperasjon.
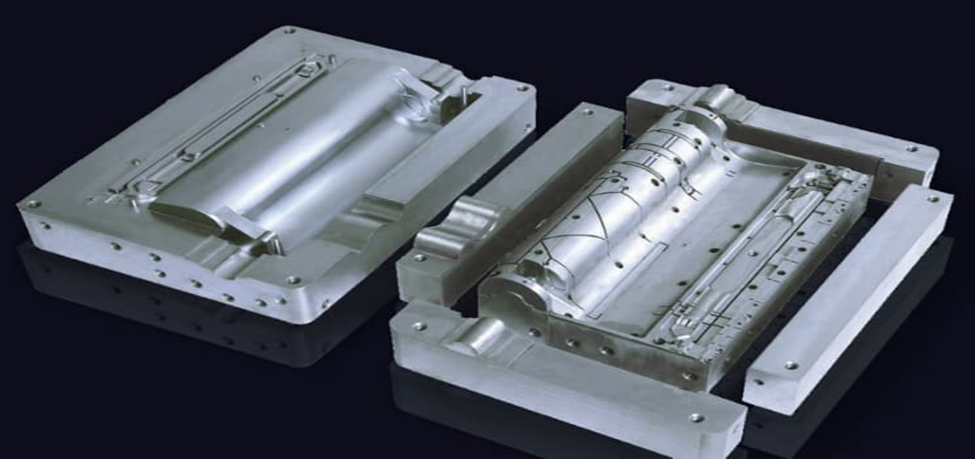
Former for sprøytestøpeverktøy
Sprøytestøpeverktøy finnes i ulike typer for å oppfylle produksjonskrav, delkompleksitet og rimelige kostnader. Den rette formen garanterer effektivitet, kvalitetsdeler og kostnadseffektivitet.
Støpeformer med én kavitet: støper én del i hver syklus, noe som er egnet ved lavvolumproduksjon eller prototyping. De er enkle og rimeligere, men mindre raske i masseproduksjon.
Former med flere hulrom: produserer flere identiske deler i én syklus, noe som er best når det skal produseres store volumer. De sparer på delkostnadene, selv om de krever en nøyaktig design for å fylles jevnt.
Familieformer: Delene produseres i én enkelt syklus av familieformer, noe som minimerer monteringsavvik. Det er vanskeligere å designe et slikt hulrom siden hvert hulrom kan fylles på ulike måter.
Hot Runner Molds: holder plasten i smeltet form inne i oppvarmede kanaler, noe som minimerer avfall og syklustid. De egner seg for masseproduksjon av høy kvalitet.
Cold Runner Molds: gjør det mulig å støpe medløperne sammen med delen, noe som er enklere og billigere, men som skaper mer avfall.
Former med to og tre plater: De vanligste formtypene er to- og treplateformer. To-plateformer er enkle og rimelige å produsere, mens tre-plateformer muliggjør automatisk separasjon av løpere for å oppnå renere deler.
Sett inn støpeformer: bygger inn systemer av metaller eller andre deler i komponenten, noe som fjerner behovet for montering. Overformingen tar et materiale og gir det et annet, som isolerer eller gir det et grep.
Prototyping av (myke) verktøy: Det brukes til tester eller lavvolumproduksjon, mens Hard Tooling, som er laget av stål, er robust ved høyvolumproduksjon. Stack Molds forbedrer produksjonen ved å støpe flere lag med deler samtidig.
Valget av riktig verktøy varierer med produksjonsvolumet, detaljens kompleksitet og materialet, noe som vil bidra til effektivitet og kvalitet på resultatet.
Tabell 1: Typer sprøytestøpeverktøy
Verktøytype
Hulrom
Syklustid (sek)
Produksjonsvolum
Merknader
Støpeform med én kavitet
1
30-90
<50 000 deler
Lavt volum, prototype
Multikavitetsform
2-32
15-60
50,000-5,000,000
Høyt volum, konsekvent
Familie Mold
2-16
20-70
50,000-1,000,000
Ulike deler per syklus
Hot Runner Mold
1-32
12-50
100,000-10,000,000
Minimalt med avfall, raskere sykluser
Cold Runner Mold
1-32
15-70
50,000-2,000,000
Enkelt, mer materialavfall
Form med to plater
1-16
20-60
50,000-1,000,000
Standard, kostnadseffektivt
Form med tre plater
2-32
25-70
100,000-5,000,000
Automatisert løperseparasjon
Sett inn støpeform
1-16
30-80
50,000-1,000,000
Metallinnsatser inkludert
Overformingsform
1-16
40-90
50,000-500,000
Deler i flere materialer
Fordelene med formverktøy av høy kvalitet
Det er flere langsiktige fordeler med å investere i høykvalitetsverktøy for plastsprøytestøping. For det første gir det en stabil kvalitet på deler i store produksjonsserier. For det andre reduserer det nedetiden på grunn av verktøyfeil eller unødvendig vedlikehold. Til slutt øker det effektiviteten i produksjonen gjennom kjøleoptimalisering og optimalisering av materialflyten.
Bedrifter som fokuserer på produksjon av holdbare sprøytestøpeverktøy i plast, har en tendens til å få lavere kassasjon og økte inntekter. Dessuten kan riktig konstruerte sprøytestøpeverktøy i plast tåle forseggjorte former og strenge toleranser, noe som gjør det mulig for organisasjoner å være innovative uten å prestere.
Designfaktorer i formverktøy
Et av de viktigste kravene i prosessen med å lage sprøytestøpeverktøy for plast er design. Ingeniørene bør ta hensyn til materialvalg, veggtykkelse, trekkvinkel og kjøleytelse. En god design reduserer belastningspunktene og forlenger verktøyets levetid.
En annen faktor som er avgjørende for kostnadene ved sprøytestøping av plast, er delenes kompleksitet. Komplekse former eller underskjæringer kan innebære bruk av sidehandlinger, løftere eller former med flere hulrom. Disse egenskapene øker designtiden og produksjonskostnadene, men er vanligvis nødvendige for komponenter med høy ytelse.
Siden det kreves at verktøy for sprøytestøping av plast skal kunne motstå høyt trykk og høy temperatur, er materialvalget avgjørende. Avhengig av produksjonsvolum og bruksbehov brukes verktøystål, aluminium og spesiallegeringer.
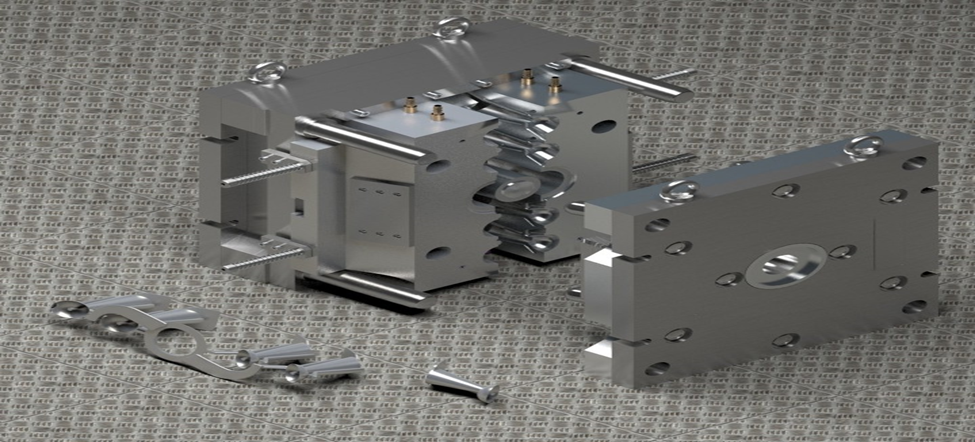
Deler og komponenter til sprøytestøpeverktøy
Verktøyet som brukes i sprøytestøping er en komplisert mekanisme som består av en rekke deler som er konstruert til det ytterste. Begge komponentene har en viss effekt i prosessen med å støpe smeltet plast til et ferdig emne og sikre nøyaktighet, effektivitet og repeterbarhet. Disse egenskapene er nyttige for å forstå hvordan plastdeler av høy kvalitet kan produseres med konsistens i store volumer.
Formhulrom
Hulrommet som danner den ytre formen på plastdelen kalles formhulrommet. Smeltet plast sprøytes inn i formen og fyller deretter dette hulrommet og herder til det endelige produktet. Størrelsen på delene, overflatefinishen og utseendet på delene er avhengig av hulrommets utforming. Krympningshastigheten og trekkvinklene bør beregnes av ingeniører for å sikre at delen kommer ut uten defekter.
Formkjerne
Formkjernen utgjør den indre geometrien i delen. Den utvikler egenskaper som hull, fordypninger og innvendige kanaler, som er avgjørende for funksjonalitet og vektreduksjon. I enkle støpeformer er kjernene faste, mens de mer kompliserte delene må ha glidende eller sammenleggbare kjerner for at underskjæringer skal kunne frigjøres under utstøpingsprosessen. Kjernen og hulrommet er perfekt justert, noe som gir dimensjonsnøyaktighet.
Runner System
Kanalsystemet er et system av kanaler som leder dysen til den smeltede plasten fra injeksjonsmaskinen til støpeformen. En effektiv løper er utformet slik at flyten blir balansert og alle hulrom fylles jevnt ut. Defekter i dårlig design av løpere inkluderer synkemerker, kort skudd eller vridning.
Strømningskanaler
Flytkanaler defineres som de individuelle banene i løpesystemet der plasten beveger seg i formen. Disse kanalene skal redusere motstanden og ikke tillate for tidlig avkjøling av materialet. Riktig kanalutforming er egnet til å holde materialet sterkt og sikre at veggtykkelsen på delen forblir konsistent.
Porten
Porten er det lille hullet som den smeltede plasten sprøytes inn i hulrommet gjennom. Selv om den er liten, har den stor betydning for kvaliteten på delene. Plassering, størrelse og utforming av innsprøytingsåpningen påvirker måten formen fylles på, trykkfordelingen og hvor mye av innsprøytingsåpningen som vil være synlig på den ferdige delen. Ved å velge riktig grinddesign kan man unngå spenningsmerker og estetiske defekter.
Ejektorsystem
Utskyversystemet sender delen ut ved hjelp av utskyversystemet etter at plasten er avkjølt. Delen presses jevnt ut av utkasterpinner, -hylser eller -plater uten å brekke eller deformeres. Utstøtere bør plasseres og bestilles på riktig måte, spesielt for ømfintlige eller kompliserte komponenter.
Kjølesystem
Kjølesystemet kontrollerer temperaturen i støpeformen ved å pumpe vann eller olje gjennom systemet. Kjølingen er en av de viktigste prosessene under sprøytestøping, siden den har direkte innvirkning på syklustiden og stabiliteten til delene. Uregelmessig kjøling kan føre til krymping, vridning eller indre spenninger. Høyteknologiske støpeformer kan bruke konforme kjølekanaler som følger emnets form, slik at kjølingen blir mer effektiv.
Justeringer og monteringsegenskaper
Justeringselementer, som styrepinner og gjennomføringer, sørger for at formhalvdelene lukkes perfekt i hver syklus. Monteringselementene, som klemmer og bolter, brukes til å holde formen i maskinen. Tilstrekkelig innretting eliminerer blafring, ujevn slitasje og skader på formen, og gir deler av jevn kvalitet.
Utlufting
Ventilasjon gjør det mulig å slippe ut luft og gasser fra formhulen etter hvert som plasten fylles opp i formen. Defekter som brennmerker eller halvfylling kan oppstå uten riktig utlufting. Ventilasjonsåpninger er små, men nødvendige for å lage rene og korrekte deler.
Lysbilder og løftere
Glidere og løftere er prosessene som hjelper formene med å forme deler med underskjæringer eller sideeffekter. Vinkelen på gliderne beveger seg, og løfterne hopper under utstøtingen for å få ut kompliserte geometrier. Disse elementene øker designmulighetene og fjerner behovet for sekundær maskinering.
Materialer
Verktøymaterialene har innvirkning på holdbarhet, ytelse og kostnader. Høyvolumproduksjon utføres med herdet verktøystål siden det tåler slitasje og er nøyaktig. Aluminiumsformer er billigere og mer vanlig for prototyper eller lavvolumproduksjon. Høyytelsesfinish kan forbedre slitasjen og frigjøringen av delene.
Innsatser
Innsatser er avtakbare deler av en form som brukes til å produsere en bestemt funksjon, for eksempel en tråd, en logo eller en tekstur. De gjør det mulig å endre eller reparere formene uten å måtte bytte verktøy. Utskiftbarheten til innsatsene gjør at de kan brukes til å lage en rekke ulike produkter av samme formbase.
Kjernestifter
Kjernepinner er tynnere komponenter som brukes til å lage hull eller innvendige kanaler i støpte komponenter. De skal være godt bearbeidet og være robuste nok til å tåle trykket fra injeksjoner uten å bøye seg eller brekke.
Tabell 2: Komponenter til sprøytestøpeverktøy
Komponent
Materiale
Toleranse (mm)
Maks. trykk (bar)
Merknader
Formhulrom
Stål/Aluminium
±0.01-0.05
1,500-2,500
Former delens form
Formkjerne
Stål
±0.01-0.05
1,500-2,500
Interne funksjoner
Runner System
Stål/Aluminium
±0.02
1,200-2,000
Styrer plastflyten
Porten
Stål
±0.01
1,500-2,500
Inngang til hulrom
Utkasterpinner
Herdet stål
±0.01
N/A
Utstøting av deler
Kjølekanaler
Stål
±0.05
N/A
Temperaturkontroll
Sklier/løftere
Stål
±0.02
1,200-2,000
Komplekse geometrier
Innsatser
Stål/Aluminium
±0.02
1,500
Tilpassbare funksjoner
Kjølehjelpemidler Baffler, diffusorer og vannfordelere
Kjølevæskestrømmen i formen styres av ledeplater og diffusorer for å gi et jevnt temperaturmønster. Vannmanifolder fungerer som et fordelingselement som kjølevæsken kan ledes gjennom til de ulike delene av formen. En kombinasjon av disse elementene forbedrer kjølingen og minimerer syklustiden.
Formstruktur
Formtekstur er overflatefinishen på hulrommet som har blitt påført delen for å produsere bestemte mønstre eller overflater på delen. Teksturen kan forbedre grepet, minimere gjenskinn eller fremme produktets utseende. Metodene er kjemisk etsing, laserteksturering og mekanisk blåsing.
Granbusk
Grangjennomføringen brukes til å koble dysen på injeksjonsmaskinen til kanalsystemet. Det er den primære veien som den smeltede plasten føres inn i formen gjennom. Grangjennomføringen må være riktig utformet for å sikre en kontinuerlig flyt av materialer og unngå lekkasje eller trykktap.
Holdeplate for hulrom
Platen med kavitetsinnsatsene er godt festet i kavitetsholderplaten. Den holder seg på plass, hjelper til med innsprøytningstrykket og bidrar til å skape generell styrke i formen. Riktig plateutforming garanterer formens holdbarhet på lang sikt og ensartethet.
Kunnskap om verktøykostnader
Et av de vanligste spørsmålene fra produsentene er hva det koster å kjøpe verktøy for sprøytestøping av plast. Verktøykostnadene avhenger av størrelse, kompleksitet, materiale og forventet produksjonsvolum. De innledende utgiftene kan virke dyre, men kvalitetsverktøy for plastsprøytestøping kan betale tilbake med holdbarhet i det lange løp og jevn produksjon.
Problemstillinger som påvirker kostnadene for verktøy for sprøytestøping av plast er:
- Antall hulrom
- Spesifikasjoner for overflatefinish.
- Kompleksitet i kjølesystemet
- Toleransenivåer
- Verktøymateriale
Selv om bedrifter kan bli fristet til å spare penger og bruke billigere løsninger som for eksempel sprøytestøpeverktøy i plast, vil det føre til økt vedlikehold og dårligere kvalitet på produktene på lang sikt.
Moderne verktøyteknologi
Dette skyldes avansert programvare og maskineringsteknologi, som har forandret utviklingen av sprøytestøping av plast verktøy. Simulering og datastyrt design (CAD) kan hjelpe ingeniørene med å teste formflyten, kjøleeffektiviteten og den strukturelle integriteten før produksjonen starter.
CNC-maskinering, EDM (elektrisk utladningsbearbeiding) og høyhastighetsfresing brukes for å sikre at verktøy for sprøytestøping av plast utføres med tette toleranser. Slike teknologier reduserer ledetid og forbedrer repeterbarheten, og det er derfor det mest pålitelige moderne verktøyet for plastsprøytestøping enn noen gang før.
Bruken av automatisering er også forbundet med optimalisering av kostnadene ved sprøytestøping av plast. Produsentene vil kunne realisere mer verdi uten å gå på kompromiss med kvaliteten ved å redusere manuelt arbeid og effektivisere prosessene.
Vedlikehold og lang levetid
Vedlikehold av sprøytestøpeverktøy i plast er nødvendig for å forlenge levetiden. Slitasje og korrosjon forebygges ved regelmessig rengjøring, inspeksjon og smøring. Overvåking av kjølekanaler og ejektorsystemer fremmer stabil drift.
Manglende vedlikehold av verktøyene kan øke kostnadene for sprøytestøpeverktøy av plast betydelig gjennom reparasjoner eller tidlig utskifting. Bedrifter som innfører forebyggende vedlikeholdsprogrammer, dekker ikke bare investeringene sine i verktøy for sprøytestøping av plast, men sørger også for at produksjonstidsplanen holdes konstant.
Holdbare sprøytestøpeverktøy i plast kan også brukes i høyvolumoperasjoner med lang produksjonssyklus.
Valg av riktig verktøypartner
Valget av en pålitelig leverandør av verktøy til plastsprøytestøpeformer er like avgjørende som utformingen. Avanserte verktøyprodusenter har kunnskap om materialegenskaper, produksjonskrav og kostnadsoptimalisering.
En effektiv samarbeidspartner bidrar til å skape en balanse mellom kvalitet og kostnader for sprøytestøpeverktøy i plast, og verktøyene skal leve opp til forventningene til ytelse. Teamarbeid på designnivåene reduserer antall feil og minimerer tiden det tar å utvikle sprøytestøpeverktøyene i plast. .
Indikatorer på en god leverandør av sprøytestøpeverktøy for plast inkluderer kommunikasjon, tekniske ferdigheter og høy produksjonskompetanse.
Trender i fremtidens sprøytestøpeverktøy
Innovasjon er fremtiden for sprøytestøping av plast. Additiv produksjon, konforme kjølekanaler og intelligente sensorer endrer prosessen med å konstruere og overvåke formene. Disse nyvinningene reduserer tiden det tar i syklusen og forbedrer kvaliteten på delene.
Med den økende betydningen av bærekraft, er effektiv sprøytestøpeform for plast verktøy bidrar til å redusere materialavfall og energiforbruk. Bedre design reduserer også kostnadene for sprøytestøping av plast i løpet av verktøyets levetid ved å øke verktøyets levetid og redusere reparasjonskostnadene.
Bedrifter som bruker neste generasjons sprøytestøpeverktøy for plast, som har forbedret ytelse, økt produksjonshastighet og også muligheten til å designe, får et konkurransefortrinn.
Konklusjon
Kvaliteten på sprøytestøping av plast verktøy er avgjørende for suksessen til enhver sprøytestøpeoperasjon. Design og materialvalg, vedlikehold og innovasjon er noen av de faktorene som påvirker effektiviteten i produksjonen og kvaliteten på produktene. Selv om prisen på verktøy for sprøytestøping av plast også er en viktig faktor, er det holdbarhet, nøyaktighet og pålitelighet som gir verdi på lang sikt. Produsenter kan garantere konsistente resultater, lavere nedetid og høy avkastning på investeringen ved å legge vekt på å investere i modernisering, sprøytestøpeverktøy i plast og samarbeide med dyktige partnere.
https://plas.co/wp-content/uploads/2026/02/5.jpg10801920Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2026-02-04 15:32:552026-06-15 18:55:49Lære moderne verktøy for sprøytestøping av plast
Overstøping er å lage et produkt ved å føye sammen to eller flere materialer til ett produkt. Det brukes i de fleste bransjer, for eksempel elektronikk, medisinsk utstyr, bilindustrien og forbrukerprodukter. Det gjøres ved å støpe over et grunnmateriale, et såkalt overmold, over et grunnmateriale, et såkalt substrat.
Overstøping gjøres for å forbedre produktenes estetikk, levetid og funksjonalitet. Det gjør det mulig for produsentene å kombinere det ene materialets styrke med det andre materialets fleksibilitet eller mykhet. Dette gjør produktene mer komfortable, lettere å håndtere og mer holdbare.
Overstøping dukker opp i gjenstander som vi bruker til daglig. Det gjelder blant annet tannbørstehåndtak og telefonvesker, men også elektroverktøy og kirurgiske instrumenter, for å nevne noe av det som brukes i moderne produksjon. Når man kjenner til overforming, er det lett å se hvor praktiske og trygge gjenstander i hverdagen er.
Hva er overstøping?
Overstøping er en prosedyre der ett produkt dannes av to materialer. Utgangsmaterialet kalles substrat og er vanligvis en hardplast som ABS, PC eller PP. Det har en strekkfasthet på 30-50 Mpa og en smeltetemperatur på 200-250 °C. Det andre materialet, overstøpningen, er mykt, f.eks. TPE eller silikon, med en Shore A-hardhet på 40-80.
Substratet får kjøle seg ned til 50-70 °C. Trykket som sprøytes inn i overformen er 50-120 MPa. Dette danner en sterk binding. Overforming forbedrer produktenes holdbarhet, styrke og holdbarhet.
En slik typisk gjenstand er en tannbørste. Håndtaket er av hard plast for å sikre styrke. Selve grepet er av myk gummi og er derfor behagelig å holde i. Denne grunnleggende applikasjonen viser hvordan overstøping kan brukes i det virkelige liv.
Overmolding gjelder ikke bare myke grep. Det brukes også til å dekke til elektroniske produkter, gi et objekt en fargerik dekorasjon og forlenge levetiden til et produkt. Denne fleksibiliteten gjør det til en av de mest anvendelige produksjonsmetodene i moderne tid.
Full prosess
Valg av materiale
Prosedyren for overstøping starter med valg av materialer. Substratet er vanligvis en hardplast som ABS, PC eller PP. De har en strekkfasthet på 30-50 Mpa og et smeltepunkt på 200-250 °C. Støpematerialet er vanligvis mykt, for eksempel TPE eller silikon, og har en Shore A-hardhet på 40-80. Det er nødvendig å velge materialer som er kompatible. Hvis det endelige produktet ikke tåler påkjenninger, kan det skyldes svikt i sammenføyningen av materialene.
Støping av substrat
Substratet ble hellet inn i formen med et trykk på 40-80 Mpa etter oppvarming til 220-250 °C. Når det er sprøytet inn, får det stivne til 50-70 °C for å gjøre det formstabilt. Denne prosessen tar vanligvis 30-60 sekunder i forhold til størrelsen og tykkelsen på delen. Toleransene er ekstremt høye, og avviket er vanligvis ikke mer enn +-0,05 mm. Avvik vil føre til at produktet påvirkes med hensyn til passform og produktkvalitet.
Klargjøring av formen som skal overstøpes
Etter avkjølingen overføres substratet forsiktig til en annen form, der oversprøytingen gjøres. Formen forvarmes til 60-80 °C. Forvarming eliminerer effekten av termisk sjokk og gjør også at overstøpningsmaterialet flyter jevnt over substratet. Forbehandling av støpeformen er nødvendig for å unngå hulrom, skjevheter eller dårlig liming i sluttproduktet.
Overmold Injeksjon
Trykket injiseres i substratet ved hjelp av 50-120 Mpa av overformingsmaterialet. Injeksjonstemperaturen er avhengig av materialet: TPE 200-230 °C, silikon 180-210 °C. Dette trinnet må være presist. Feil temperatur eller trykk kan føre til bobler, separasjon eller utilstrekkelig dekning.
Avkjøling og størkning
Etter injeksjonen kjøles delen ned slik at overformen stivner og får en sterk binding til underlaget. Avkjølingstiden varierer fra 30 til 90 sekunder, avhengig av tykkelsen på delene. De tynne områdene avkjøles raskere, mens de tykkere delene avkjøles langsommere. Tilstrekkelig avkjøling er nødvendig for å garantere jevn binding og minimere indre spenninger som kan forårsake sprekker eller deformasjon.
Utstøting og etterbehandling
Delen presses ut av formen etter at den er kjølt ned. Eventuelt overskudd, såkalt flash, skjæres bort. Komponenten kontrolleres med hensyn til overflatefinish og dimensjonsnøyaktighet. Dette sikrer at produktet har den kvaliteten som kreves, og at det er kompatibelt med de andre delene ved behov.
Testing og inspeksjon
Det siste trinnet er testing. Testtyper: Strekk- eller avskallingstester bestemmer styrken på bindingen, som vanligvis er 1-5 MPa. Shore A-tester brukes til å kontrollere hardheten på overformen. Defekter, som bobler, sprekker eller feiljustering, kan oppdages visuelt. Bare komponenter som er testet, blir sendt ut eller satt sammen til ferdige produkter.
Typer overstøping
To-skudds støping
To-shot-støping innebærer at én maskin støper to materialer. Støpingen skjer ved en temperatur på 220-250 °C og et trykk på 40-80 MPa, etterfulgt av den andre materialinjeksjonen, som foregår ved 50-120 MPa. Teknikken er rask og nøyaktig og egner seg godt når det dreier seg om et stort antall produkter, for eksempel gummigrep og soft-touch-knapper.
Innsatsstøping
Ved innsatsstøping er substratet allerede klargjort og satt inn i formen. Det dekkes med en overform, enten TPE eller silikon, som injiseres ved 50-120 MPa. Bindingsstyrken er vanligvis 1-5 MPa. Denne fremgangsmåten er typisk for verktøy, tannbørster og utstyr til helsevesenet.
Overstøping av flere materialer
Overstøping av flere materialer er en overstøping der det er mer enn to materialer i en enkelt del. Injeksjonsvarigheten for hvert materiale er i rekkefølge 200-250 °C, 50-120 MPa. Det gjør det mulig å lage kompliserte strukturer med harde, ømfintlige og dekkende seksjoner.
Overstøping har blitt brukt i applikasjoner
Bruksområdene for overstøping er svært varierte. Følgende er typiske eksempler:
Elektronikk
Telefonvesker har vanligvis hard plast med myke gummikanter. Knappene på fjernkontrollene er laget av gummi fordi de gir bedre berøring. Elektroniske komponenter beskyttes med overstøping, og brukervennligheten forbedres.
Medisinsk utstyr
Beskyttelsesforseglinger, kirurgiske instrumenter og sprøyter er vanligvis overstøpt. Myke produkter gjør det enklere å håndtere utstyret og gjør det også tryggere. Dette er avgjørende i medisinske applikasjoner der komfort og presisjon er viktig.
Bilindustrien
Overmolding brukes til å lage knapper, håndtak og tetninger med myk berøring som brukes i bilinteriør. Tetninger av gummi brukes til å hindre vann eller støv i å trenge inn i delene. Dette øker både komforten og holdbarheten.
Forbrukerprodukter
Overforming brukes ofte i tannbørstehåndtak, kjøkkenredskaper, elektroverktøy og sportsutstyr. Prosessen brukes til å legge til grep, beskytte overflater og tilføre design.
Industrielle verktøy
Overmolding brukes i verktøy som skrutrekkere, hammere og tenger, som brukes til å lage myke håndtak. Dette begrenser trettheten i hendene og øker sikkerheten ved bruk.
Emballasje
Overstøping av deler av emballasjen (f.eks. flasketopper eller beskyttelsesforseglinger) brukes for å forbedre håndtering og funksjonalitet.
Overstøping gjør det mulig for produsenten å produsere produkter som er funksjonelle, trygge og samtidig tiltalende.
Fordeler med overstøping
Det er mange fordeler med overstøping.
Forbedret grep og komfort
Produkter blir lettere å håndtere ved bruk av myke materialer. Dette gjelder verktøy, husholdningsprodukter og medisinsk utstyr.
Økt holdbarhet
Bruk av flere materialer øker produktets styrke. De harde og myke materialene garanterer produktets sikkerhet.
Bedre beskyttelse
Deksel eller tetninger til elektronikk, maskiner eller ømfintlige instrumenter kan legges til ved hjelp av overstøping.
Attraktiv design
Produktene er designet i ulike farger og teksturer. Dette forsterker image og merkevarebygging.
Ergonomi
Myke grep minimerer tretthet i hånden og gjør det mer behagelig å arbeide med gjenstander eller utstyr over lengre tid.
Allsidighet
Overmolding kan brukes i en rekke ulike materialer og kan brukes til å forme intrikate former. Dette gjør det mulig for produsentene å utvikle innovative produkter.
Utfordringer ved overstøping
Det er også noen utfordringer ved overstøping, som produsentene bør ta hensyn til:
Materialkompatibilitet
Ikke alle materialer binder godt. Enkelte kombinasjoner må kanskje limes eller overflatebehandles.
Høyere kostnader
Fordi det innebærer ekstra materialer, støpeformer og produksjonstrinn, kan overstøping øke produksjonskostnadene.
Kompleks prosess
Formens utforming, trykk og temperatur må være strengt regulert. Selv den minste feil kan føre til defekter.
Produksjonstid
Støping To-trinns støping kan kreve mer tid enn støping av ett materiale. Ny teknologi, som for eksempel to-shot-støping, kan imidlertid redusere dette tidsforbruket.
Begrensninger i design
Komplekse former kan kreve tilpassede støpeformer, og dette kan være kostbart å lage.
Likevel har ikke disse nedslående problemene hindret overstøping, siden det forbedrer kvaliteten på produktene og ytelsen.
Designprinsipper for overstøping
Overmolding er en design der basen er laget av et materiale, og støpeformen er laget av et annet materiale.
Materialkompatibilitet
Velg materialene som skal limes. Overform og substrat bør være kompatible med hverandre når det gjelder kjemiske og termiske egenskaper. Lignende materialer som har smeltepunkter som ligger nær hverandre, minimerer sjansene for svak binding eller delaminering.
Veggtykkelse
Hold veggtykkelsen konstant, slik at det blir en jevn flyt av materialet. Ujevne vegger kan føre til feil som synkemerker, hulrom eller skjevheter. Veggene er vanligvis mellom 1,2 og 3,0 mm av ulike materialer.
Utkast til vinkler
Preg vinkler på vertikale flater for å lette utstøpingen. En vinkel på 1- 3 grader bidrar til å unngå skader på substratet eller overstøpen under avformingen.
Avrundede hjørner
Unngå skarpe hjørner. Avrundede kanter forbedrer materialflyten under injeksjon, og spenningskonsentrasjonen reduseres. Anbefalt hjørneradius er 0,5-2 mm.
Funksjoner for liming
Det lages groper eller riller, eller det lages sammenlåste strukturer for å øke den mekaniske bindingen mellom substratet og overformen. Disse strukturene gir økt avskallings- og skjærstyrke.
Ventilasjon og plassering av porter
Installer ventiler som gjør det mulig for luft og gasser å slippe ut. Plasser injeksjonsportene på andre steder enn de følsomme områdene for å oppnå en homogen strømning som unngår kosmetiske feil.
Hensyn til krymping
Tenk på variasjonen i materialenes krymping. Krympingen av termoplast kan være så liten som 0,4-1,2, og elastomerer kan være 1-3%. Med riktig design unngår du forvrengning og dimensjonsfeil.
Teknisk beslutningstabell: Er overstøping riktig for ditt prosjekt?
Parameter
Typiske verdier
Hvorfor det er viktig
Substratmateriale
ABS, PC, PP, Nylon
Gir strukturell styrke
Underlagets styrke
30-70 MPa
Bestemmer stivhet
Overformingsmateriale
TPE, TPU, silikon
Gir bedre grep og tetting
Overformens hardhet
Strand A 30-80
Kontrollerer fleksibilitet
Injeksjonstemperatur
180-260 °C
Sikrer riktig smelting
Injeksjonstrykk
50-120 MPa
Påvirker liming og fylling
Bindingsstyrke
1-6 MPa
Måler lagets vedheft
Veggtykkelse
1,2-3,0 mm
Forhindrer defekter
Avkjølingstid
30-90 sekunder
Påvirker syklustiden
Dimensjonell toleranse
±0,05-0,10 mm
Sikrer nøyaktighet
Krympefrekvens
0,4-3,0 %
Forhindrer vridning
Verktøykostnader
$15k-80k
Høyere initialinvestering
Ideelt volum
>50 000 enheter
Forbedrer kostnadseffektiviteten
Deler laget ved hjelp av overstøping
Verktøyhåndtak
Overmolding brukes til å skape en hard kjerne og et mykt gummigrep i mange håndverktøy. Dette øker komforten og minimerer tretthet ved bruk av hånden, og gir bedre kontroll over bruken.
Forbrukerprodukter
De vanligste produktene, som tannbørster, kjøkkenutstyr og verktøy som krever strøm, bruker vanligvis overforming. Myke grep eller puter bidrar til å forbedre ergonomien og levetiden.
Elektronikk
Telefonvesker, fjernkontroller og beskyttelseshus er blant de vanligste bruksområdene for overstøping. Det gir også støtdemping, isolasjon og en myk berøringsoverflate.
Bilkomponenter
Overformede knapper, tetninger, pakninger og håndtak er et vanlig innslag i bilinteriøret. Soft-touch-systemer forbedrer komforten, støyen og vibrasjonene.
Medisinsk utstyr
Overstøping brukes i medisinsk utstyr som sprøyter, kirurgiske instrumenter, håndholdte gjenstander og lignende. Prosessen garanterer gjennomgående sikkerhet, nøyaktighet og godt grep.
Råmaterialer i overstøping
Valg av materiale er viktig. Vanlige substrater inkluderer:
Hardplast som polypropylen (PP), polykarbonat (PC) og ABS.
Metaller i bruksområder
Overformingsmaterialene er vanligvis:
Myk plast
Gummi
Termoplastiske elastomerer av nylon (TPE)
Silikon
Valg av materiale er basert på bruken av produktet. For eksempel kreves det biokompatible materialer i medisinske apparater. Elektronikk krever materialer som er isolerende og beskyttende.
Beste praksis for design av overstøpte deler
Utformingen av deler som skal overstøpes, må være godt gjennomtenkt for å oppnå høy grad av liming, attraktivt utseende og høy kvalitet. Ved å følge etablerte retningslinjer for design bidrar man til å minimere feilprosenten, og kvaliteten på produktene blir jevn.
Velg materialer som er kompatible
Overstøpingen avhenger av materialvalget. Overformen og det underliggende materialet må ha en god forbindelse. Råvarer som smelter like raskt og har de samme kjemiske egenskapene, har sterkere og mer pålitelige bindinger.
Design for sterk liming
God mekanisk binding mellom delens design og selve designet bør støttes. Underskjæringer, riller og sammenlåsende former er noen av funksjonene som gjør det mulig for det overstøpte materialet å holde basisdelen godt fast. Dette minimerer sjansene for separasjon under bruk.
Hold veggtykkelsen på riktig måte
En jevn tykkelse på veggene gjør det mulig for materialet å flyte i støpeprosessen. Hvis tykkelsen ikke er jevn, kan det føre til synkemerker, hulrom eller svake seksjoner i komponenten. En symmetrisk design forbedrer både styrken og utseendet.
Bruk tilstrekkelige trekkvinkler
Utkastvinkler forenkler prosessen med å ta ut delen fra støpeformen. Friksjon og skader kan minimeres ved utstøting ved hjelp av riktig utkast, og dette er spesielt nyttig ved komplekse overstøpte deler.
Unngå skarpe hjørner
Spisse kanter kan forårsake spenningspunkter og begrense materialflyten. Avrundede kanter og flytende resultater forbedrer styrken og gjør at den overstøpte massen flyter jevnt rundt komponenten.
Inkluder ventilasjonsfunksjoner
Under injeksjonen gjør god utlufting det mulig for innestengt luft og gasser å slippe ut. Med god utlufting kan man unngå luftlommer og overflatefeil, samt fylle formen halvveis.
Planlegg plassering av overstøpningsmateriale
Injeksjonspunktene skal ikke plasseres i nærheten av viktige funksjoner og kanter. Dette eliminerer opphopning av materialer, brudd i flyten og estetiske defekter i de eksponerte delene.
Optimaliser verktøyutformingen
Vellykket overstøping krever godt utformede støpeformer. Riktig plassering av porten, balanserte løpere og effektive kjølekanaler bidrar til å sikre jevn flyt og stabil produksjon.
Ta hensyn til materialkrymping
Ulike stoffer har ulik nedkjølingshastighet. Disse forskjellene bør konstruktørene ta hensyn til, slik at det ikke oppstår skjevheter, feiljusteringer eller dimensjonsproblemer i den ferdige delen.
Hvilke materialer brukes til overforming?
Overstøping gir produsentene muligheten til å blande ulike materialer for å oppnå visse mekaniske, funksjonelle og estetiske egenskaper. Valget av materiale avgjøres av dets styrke, fleksibilitet, komfort og miljøbestandighet.
Termoplast, ikke termoplast.
Det er en av de mest utbredte overstøpingskombinasjonene. Basismaterialet er en termoplastisk polymer, som er polykarbonat (PC). Deretter dekkes det med en mykere termoplast, for eksempel TPU. Denne kompositten gir bedre grep, komfort og overflatefølelse, uten at det går på bekostning av den strukturelle styrken.
Termoplast over metall
Denne teknikken bruker et termoplastisk materiale som støpes på toppen av en metalldel. Metaller som stål eller aluminium er vanligvis belagt med plast som polypropylen (PP). Dette bidrar til å beskytte mot korrosjon av metallet, redusere vibrasjoner og redusere støy under bruk.
TPE over elastomer.
Dette systemet består av et resirkulert substrat av hardplast, for eksempel ABS, med en fleksibel elastomer på toppen. Det brukes vanligvis i produkter som krever holdbarhet og fleksibilitet, for eksempel verktøyhåndtak og medisinsk utstyr.
Silikon over plast
Silikon kan også støpes over plastmaterialer som polykarbonat. Dette gir høy vannbestandighet, tetningsevne og lav taktil følelse. Det brukes ofte i medisinsk og elektronisk utstyr.
TPE over TPE
Det er også mulig å overstøpe ulike kvaliteter av termoplastiske elastomerer. Dette gjør det mulig for produsentene å produsere produkter med ulike teksturer, farger eller funksjonsområder i én og samme del.
Er overstøping det riktige valget?
Når produktet ditt krever styrke, komfort og holdbarhet på samme tid, overstøping er den riktige beslutningen å ta. Det er spesielt egnet for komponenter som trenger et mykt håndtak, slagfasthet eller ekstra beskyttelse, uten at det krever flere monteringsprosesser. Overstøping kan brukes på produkter som ofte berøres, for eksempel verktøy, medisinsk utstyr eller til og med elektroniske kabinetter.
Likevel er det ikke alle prosjekter som kan overstøpes. Det er normalt forbundet med økte verktøykostnader og intrikat design av støpemønster i motsetning til støping av enkeltmateriale. Når produksjonsmengdene er små eller produktdesignet er grunnleggende, kan de tradisjonelle støpeprosessene vise seg å være rimeligere.
En vurdering av materialkompatibilitet, produksjonsvolum, krav til funksjonalitet og budsjett i den innledende designfasen vil bidra til å avgjøre om en overstøpningsløsning er den mest effektive løsningen for ditt prosjekt.
Eksempler på overstøping i det virkelige liv
Tannbørster
Håndtaket er av hardplast. Grepet er av myk gummi. Dette gjør det lettere å rengjøre tennene.
Telefonvesker
Enheten er dekket med hard plast. Fallstøt absorberes av myke gummikanter.
Elektroverktøy
Håndtakene er overstøpt i gummi for å minimere vibrasjoner og øke sikkerheten.
Bilinnredning
Kontrollratt og knapper er som regel myke i følelsen, noe som gjør brukeropplevelsen bedre.
Følgende eksempler viser hvordan overstøping forbedrer brukervennlighet, sikkerhet og design.
Sincere Tech - Din Hi-Fi-partner i alle typer støping
Sincere Tech er en pålitelig produksjonspartner som arbeider med alle former for støping, for eksempel sprøytestøping og overstøping av plast. Vi bistår kundene med design og masseproduksjon av produkter med presisjon og effektivitet. Med høyteknologi og kompetent ingeniørkunst leverer vi deler av høy kvalitet til bilindustrien, medisin-, elektronikk- og forbrukermarkedet. Besøk Plas.co for å bli bedre kjent med hva vi kan og tilbyr.
Konklusjon
Overmolding er en fleksibel og nyttig produksjonsteknikk. Det er en prosess som innebærer en kombinasjon av to eller flere materialer for å gjøre produktene sterkere, tryggere og mer komfortable. Teknikken brukes i stor utstrekning innen elektronikk, medisinsk utstyr, bilkomponenter, husholdningsapparater og industriverktøy.
Dette gjøres ved et nøye valg av materiale, nøyaktig form på formene og ved å sørge for at temperatur og trykk holdes under kontroll. Overforming har betydelige fordeler, selv om det også byr på noen utfordringer, som økte kostnader og lengre produksjonstid.
Overformede produkter er mer holdbare, ergonomiske, tiltalende for øyet og funksjonelle. Overforming har blitt en uatskillelig del av moderne produksjon, fra hverdagsprodukter som tannbørster og telefonvesker til mer seriøse produkter som medisinsk utstyr og bilinteriør.
Når vi vet om overstøping, kan vi være takknemlige for at det er enkle designbeslutninger som bidrar til å gjøre produktene mer praktiske å bruke og mer holdbare. En så liten, men likevel viktig prosess bidrar til å forbedre kvaliteten og funksjonaliteten til varene vi bruker i hverdagen.
https://plas.co/wp-content/uploads/2026/01/4-1.jpg10801920Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2026-01-28 18:08:442026-01-29 20:38:46Hva er overstøping? Alt du trenger å vite
Innsatsstøping er en relevant teknologi i dagens produksjon. Den brukes til å feste metall eller andre elementer til plast. Prosessen gir en enhetlig, seig og sterk komponent. Som et alternativ til den trinnvise teknikken der man må sette sammen delene etter at de er støpt, smelter innsatsstøpingsteknikken dem sammen. Dette sparer arbeid, tid og forbedrer kvaliteten på produktet.
Kina er en mammut innen innsatsstøping. Det gir kostnadseffektiv produksjon. Fabrikker på høyt nivå og dyktig arbeidskraft er etablert i landet. Kina er en produsent av allsidige materialer. Det leder global produksjon.
Denne artikkelen tar for seg innsatsstøping, prosessen, innsatstyper, materialer, design, tilgjengelige retningslinjer, bruk, fordeler og sammenligning med støpeprosesser i moderne produksjon.
Hva er Insert Molding?
Innstøping er en prosess for plaststøping. En del som er satt sammen, vanligvis en metalldel, plasseres i en form. Neste trinn er å injisere smeltet plast rundt den. Når plasten blir hard, blir plastinnsatsen en del av sluttproduktet. Teknikken brukes i elektronikk- og bilindustrien, og også i medisinsk utstyrsindustri.
Den store fordelen med innsatsstøping er styrke og stabilitet. Metallinnsatte plastdeler er sterkere når det gjelder mekanisk styrke. De kan også gjenges og slites mindre etter hvert som tiden går. Dette er spesielt viktig i de delene som skal skrus eller boltes mange ganger.
Typer av innsatser
Innsatsene som brukes i innsatsstøping har forskjellige varianter, som brukes i henhold til formålet.
Metallinnsatser
Metallinnsatser er de mest utbredte. Disse er enten av stål, messing eller aluminium. De brukes på gjengede hull for strukturell eller mekanisk styrke.
Elektroniske innlegg
Elektroniske komponenter som kan støpes i plast, er sensorer, kontakter eller små kretser. Dette garanterer deres sikkerhet og reduksjon av monteringsprosesser.
Andre materialer
Noen av innsatsene er laget i keramikk eller kompositter for å kunne brukes til spesielle formål. De brukes i tilfeller der det er behov for varmebestandighet eller isolasjon.
Velge riktig innsats
Avgjørelsen avhenger av hvilken rolle delen skal ha og hvilken type plast som skal brukes. De viktigste er kompatibilitet, styrke og holdbarhet.
Prosessen for innsatsstøping
Ett-trinns støping innebærer at et metall- eller annet element innlemmes i et plastverktøy. Innsatsen settes inn i det endelige produktet. Dette er en sterkere og raskere prosess sammenlignet med den påfølgende sammenstillingen av deler.
Klargjøring av innsatsen
Innsatsen skylles for å fjerne all smuss, fett eller rust. Det hender også at den overmales eller rugges slik at den blir limt til plast. Den ødelegges ikke av varm plast når den er forvarmet til 65-100 °C.
Plassering av innsatsen
Innsatsen plasseres med stor forsiktighet i formen. Roboter kan sette den inn i store fabrikker. Pinner eller klemmer holder den godt fast. Plasseringen av retten vil forhindre bevegelse når støpingen finner sted.
Injisering av plast
Dette gjøres ved å injisere smeltet plast rundt innsatsen. Temperaturområdet ligger mellom 180 og 343 °C. Trykket er 50-150 MPa. For å være sterkt bør holdetrykket være 5-60 sekunder.
Kjøling
Det er en størkning av plasten. Mindre komponenter tar 10-15 sekunder, og større komponenter tar 60 sekunder eller mer. Kjølekanaler forhindrer oppvarming.
Utstøting av delen
Formen og utstøterpinnene tvinger delen ut. Deretter kan det gjøres mindre etterbehandling eller trimming.
Viktige punkter
Ekspansjonen av metall og plast er ikke den samme. Forvarming og konstant kontrollert formtemperatur reduserer spenningen. Dette gjøres ved bruk av sensorer i moderne maskiner for å oppnå ensartede resultater når det gjelder trykk og temperatur.
Nøkkelparametere:
Parameter
Typisk industrielt utvalg
Effekt
Injeksjonstemperatur
180-343 °C
Avhenger av plastkvalitet (høyere for PC, PEEK)
Injeksjonstrykk
50-150 MPa (≈7 250-21 750 psi)
Må være høy nok til å fylle rundt innsatsflatene uten å forskyve dem
Injeksjonstid
2-10 s
Kortere for små deler; lengre for større komponenter
Holdetrykk
~80% injeksjonstrykk
Påføres etter fylling for å fortette materialet og redusere krymping av hulrom
Holdetid
~5-60 s
Avhenger av materiale og godstykkelse
Typer av vanlige injeksjoner som skal formes
Det finnes forskjellige typer innsatser som brukes i sprøytestøping, og de er avhengige av bruken. Hver av typene bidrar til styrken og ytelsen til den endelige delen.
Gjengede metallinnsatser
Gjengede innsatser kan være av stål, messing eller aluminium. De gjør det mulig å skru og bolte flere ganger uten at plasten blir ødelagt. Det siste er vanlig i biler, hvitevarer og elektronikk.
Press-fit-innlegg
Pressfitt-innsatsene er de som installeres i en støpt komponent uten ytterligere feste. Når plasten avkjøles, holder den innsatsen fast og stabiliserer den svært godt og kraftfullt.
Heat-Set-innlegg
Deretter følger prosessen med å varmeherde innsatsene. Når den varme innsatsen får lov til å kjøle seg ned, smelter den til en viss grad sammen med den omkringliggende plasten, noe som skaper en svært sterk binding. De brukes vanligvis i termoplast, f.eks. nylon.
Ultralydinnsatser
I en vibrasjon er ultralydinnsatser installert. Plasten smelter i området rundt innsatsen og blir hard, slik at den får en tett passform. Det er en presis og rask metode.
Velge riktig innsats
Valget av høyre og venstre innsats er avhengig av plasttype, emnedesign og forventet belastning. Valget av metallinnsatser er gjort på grunnlag av styrke, og spesialinnsatsene, som varmeherdingsinnsatser og ultralydinnsatser, er evaluert på grunnlag av presisjon og holdbarhet.
Designregler i industrien for sprøytestøping av innsatser
Utformingen av deler som skal settes inn ved hjelp av støping, bør planlegges skikkelig. Nøyaktig design sikrer høy vedheft, presisjon og varighet.
Plassering av innsatsen
Innsatsene settes inn der de vil være i en god posisjon for å bli støttet av plasten. De må ikke ligge for tett inntil vegger eller tynne kanter, da dette kan føre til sprekker eller skjevheter.
Plasttykkelse
Sørg alltid for at veggene som omgir innsatsen har samme tykkelse. En brå endring i tykkelsen kan føre til ujevn avkjøling og krymping. Innsatsen vil vanligvis ha en tykkelse på 2-5 mm, noe som er tilstrekkelig med tanke på styrke og stabilitet.
Materialkompatibilitet
Ta plast og fyll den med klebematerialer. Et eksempel er nylon som kan brukes med innsatser i messing eller rustfritt stål. Blandinger som blir for varme må unngås.
Formdesign
Legg til en god portposisjon og kjølearrangementer i formen. Plasten må kunne bevege seg fritt rundt innsatsen og må ikke fange opp luft. Temperaturene stabiliseres av kanaler og forhindres fra å vri seg.
Toleranser
Korrekte toleranser for innsatsdelene i designet. Det kreves bare en liten klaring på 0,1-0,3 mm for at innsatsen skal passe perfekt uten å være løs eller hard.
Forsterkningsfunksjoner
Innsatsen bør understøttes ved hjelp av ribber, bosses eller kiler. Ved bruk av disse egenskapene blir de bredt fordelt, noe som forhindrer sprekkdannelse eller bevegelse av innsatsen.
Uegnede overstøpningsmaterialer til bruk i en innsatsstøpeprosess
Den ideelle prosessen er innsatsstøping; plasten smeltes imidlertid lett og flyter lett gjennom hele støpeprosessen. Plasten bør også være festet til innsatsen for å skape en robust del. Termoplaster foretrekkes fordi de har de riktige smelte- og flyteegenskapene.
Styren akrylnitril-butadien-styren
ABS er ikke bare dimensjonsstabilt, men det er også enkelt å arbeide med. Det egner seg best til forbrukerelektronikk og andre produkter som krever høy grad av nøyaktighet og stabilitet.
Nylon (polyamid, PA)
Nylon er sterkt og fleksibelt. Det sveises vanligvis sammen med metallinnsatser til en strukturell vare, f.eks. bilbeslag eller bygningskomponenter.
Polykarbonat (PC)
Polykarbonat er ikke bare sprekkfritt, men også tøft. Det er mest aktuelt for elektronikkskap og medisinsk utstyr, og annet utstyr som krever holdbarhet.
Polyeteretereterketon (PEEK)
PEEK har et konkurransefortrinn i forhold til varme og kjemikalier. Det vil gjelde for høyytelsesteknikk, romfart og medisinske felt.
Polypropylen (PP)
Polypropylen er ikke tyktflytende, og det reagerer heller ikke på et stort antall kjemikalier. Det brukes på husholdnings- og forbruksvarer og på bildeler.
Polyetylen (PE)
Polyetylen er billig og elastisk. Det brukes først og fremst til belysning, f.eks. emballasje eller beskyttelsesvesker.
Termoplastisk polyuretan (TPU) og termoplastisk elastomer (TPE)
TPU og TPE er gummilignende, myke og elastiske. De er perfekte til overstøping av håndtak, tetninger eller deler som krever støtdemping.
Velge riktig materiale
Valget av overstøpningsmateriale bestemmes av emnets funksjonalitet, innsatsens oppgave og funksjon. Det bør også være en god flytplast som binder innsatsen, i tillegg til å gi den nødvendige styrken og fleksibiliteten.
Delgeometri og plassering av innsatsen:
Denne funksjonen gjelder for alle deler.
Delgeometri og plassering av innsatsen:
Det er en funksjon som kan brukes på alle deler.
Innsatsens fastholding er avhengig av detaljens form. Plasseringen av innsatsen bør være slik at det er tilstrekkelig plast rundt den. Man bør ikke ha forsikringen for nær kanter eller smale vegger, da dette kan sprekke eller bøye seg.
Plasten som omgir innsatsen, skal ha jevn tykkelse. En plutselig endring i tykkelsen kan føre til enten ujevn avkjøling eller sammentrekning. Når det gjelder innsatsen, er en normal tykkelse på 2-5 mm plast tilstrekkelig med hensyn til styrke og stabilitet.
Konstruksjonselementene som kan brukes til å støtte innsatsen, er ribber, bosses og kiler. Når de brukes, bidrar de til å spre spenninger og hindre bevegelse. Når innsatsen er riktig installert, er man sikker på at delen er på plass og at den fungerer effektivt.
Teknisk sammenligning av termoplaster for innsatsstøping
Materiale
Smeltetemperatur (°C)
Formtemperatur (°C)
Injeksjonstrykk (MPa)
Strekkfasthet (MPa)
Slagfasthet (kJ/m²)
Krymping (%)
Typiske bruksområder
ABS
220-260
50-70
50-90
40-50
15-25
0.4-0.7
Forbrukerelektronikk, hus
Nylon (PA6/PA66)
250-290
90-110
70-120
70-80
30-60
0.7-1.0
Braketter til biler, bærende deler
Polykarbonat (PC)
270-320
90-120
80-130
60-70
60-80
0.4-0.6
Kabinetter for elektronikk, medisinsk utstyr
PEEK
340-343
150-180
90-150
90-100
15-25
0.2-0.5
Luft- og romfart, medisinske og kjemiske bruksområder
Polypropylen (PP)
180-230
40-70
50-90
25-35
20-30
1.5-2.0
Bildeler, emballasje
Polyetylen (PE)
160-220
40-60
50-80
15-25
10-20
1.0-2.5
Emballasje, hus med lav belastning
TPU/TPE
200-240
40-70
50-90
30-50
40-80
0.5-1.0
Håndtak, tetninger, fleksible komponenter
Fordelene med innsatsstøping
Sterke og holdbare deler
En innsatsstøpeprosess innebærer at plast og metall kombineres til en enkelt enhet. Dette gjør komponentene robuste og slitesterke, og de kan brukes om og om igjen.
Redusert montering og arbeidskraft
Innsatsen settes inn i plasten, og det er ikke nødvendig med ytterligere montering. Dette sparer tid og arbeid og reduserer muligheten for feil under monteringen.
Presisjon og pålitelighet
Innsatsen er godt festet til støpestykket. Dette garanterer at dimensjonene er de samme og at den mekaniske styrken økes for å øke påliteligheten til delene.
Fleksibel design
Ved hjelp av innsatsstøping kan man fremstille komplekse konstruksjoner som ville vært vanskelige å produsere ved hjelp av konvensjonell montering. Det er mulig å bruke metall og plast i en ny kombinasjon for å oppfylle funksjonelle krav.
Kostnadseffektivitet
Insert molding vil også redusere materialsvinn og monteringskostnader i store produksjonsvolumer. Det forbedrer effektiviteten og den generelle kvaliteten på produktene, og er derfor kostnadseffektivt på lang sikt.
Bruksområdene til Insert Moulding
Bilindustrien
Bilindustrien er et typisk eksempel på anvendelse av innsatsstøping. Plastkomponenter har metallinnsatser som gir komponenten, som braketter, motordeler og koblinger, styrke. Dette gjør monteringen enklere og holdbarheten lengre.
Elektronikk
Elektronikk. Fordelen med innsatsstøping her er at det er mulig å legge til kontakter, sensorer og kretser i et plasthus. Dette garanterer sikkerheten til de skjøre komponentene og gjør monteringsprosessen relativt enkel.
Medisinsk utstyr
Teknologien for innsatsstøping er svært utbredt i medisinske apparater som krever høy grad av nøyaktighet og lang levetid. Dette brukes i produksjonen av kirurgisk utstyr, diagnostisk utstyr og holdbare kombinasjoner av plast og metall.
Forbrukerprodukter
Forbruksvarer som elektroverktøy, hvitevarer og sportsutstyr støpes for det meste med innsatsstøping. Det forsterker og forenkler monteringsprosessen, og det muliggjør ergonomisk eller kompleks design.
Industrielle bruksområder, romfart.
Den innsatsstøping brukes også i tungindustri og romfart. Høyytelsesplast som er fylt med metall, gir lette og sterke komponenter som er varme- og slitesterke.
Materialer som brukes
Virkningen av innsatsmodusen for støping krever passende materialer for plasten og innsatsen. Valget vil føre til kraft, stabilitet og produksjon.
Metallinnsatser
Metallinnsatser brukes vanligvis fordi de er grove og holdbare. De består hovedsakelig av stål, messing og aluminium. Stål kan brukes i deler med belastning, messing kan ikke korrodere, og aluminium er lett.
Plastinnsatser
Plastinnsatser er korrosjonsbestandige og lette. De brukes i applikasjoner med lav belastning eller i deler som ikke er ledende. Plastinnsatser kan også formes til komplekse former.
Keramikk- og komposittinnsatsene.
Keramiske og komposittinnsatser brukes for å oppnå varme-, slitasje- eller kjemikaliebestandighet. De brukes vanligvis innen romfart, medisin og industri. Keramikk er motstandsdyktig mot høye temperaturer, og kompositter er også stive, men har lav termisk ekspansjon.
Termoplastiske overstøpningsformer
Innsatsens omgivelser består av en termoplast som vanligvis er av plast. Tilgjengelige alternativer inkluderer ABS, nylon, polykarbonat, PEEK, polypropylen, polyetylen, TPU og TPE. ABS er formbart og stabilt, nylon er fleksibelt og sterkt, og polykarbonat er et slagfast materiale. TPU og TPE er myke og gummiaktige materialer som brukes som tetninger eller grep.
Materialkompatibilitet
Plast og metall skal vokse i forhold til hverandre for å eliminere belastning eller deformasjon. Plasten må limes til innsatsen for at de ikke skal kunne skilles. I plastinnsatser bør overstøpningsmaterialet få lim for å sikre at det blir sterkt.
Tips om materialvalg
Ta hensyn til belastning, temperatur, kjemikalier og delens design. Metallinnsatsene er slitesterke, plastinnsatsene er lette, og keramikken tåler ekstreme forhold. Overformingsmaterialet må kunne oppfylle alle funksjonelle krav.
Kostnadsanalyse
Den innsatte plasten gjør det mulig å spare penger som ville ha gått med til å montere enkeltdeler. Reduksjonen i monteringsnivåene vil bety en reduksjon i antall arbeidere og en raskere produksjonshastighet.
Startkostnadene for støping og verktøy er høyere. Multiplexformer med et sett med innsatser i en bestemt posisjon er dyrere. Enhetskostnaden er imidlertid lavere når produksjonsnivået er stort.
Valg av materiale er også en kostnadsfaktor. Plastinnsatser er rimeligere enn metallinnsatser. PEEK er en høyytelsesplast som er kostbar sammenlignet med de mest brukte plastmaterialene, inkludert ABS eller polypropylen.
Totalt sett vil prisen på innsatsstøping være minimal ved middels til store produksjonsvolum. Det vil spare monteringstid, forbedre kvaliteten på delene og redusere de langsiktige produksjonskostnadene.
Problemene med støping av innlegg
Til tross for innsatsstøpingenes høye effektivitet, har den også sine problemer:
Termisk ekspansjon: Vi vil ha hastighetsforskjeller og derfor skjevhet i metall og plast.
Sett inn bevegelse: Innsatsene kan bevege seg allerede under injeksjonsprosessen, med mindre de er godt festet.
Materialkompatibilitet: Ikke all plast er kompatibel med alle metaller.
Verktøy for små serier og kostnader for oppsett: Verktøy og oppsett kan være kostbart ved svært små kvanta.
Disse problemene reduseres til et minimum ved hjelp av god design, formforberedelse og prosesskontroll.
Fremtiden for innsatsstøping
Innsatsstøping er i en utviklingsfase. Nye materialer, forbedrede maskiner og automatisering brukes for å øke effektiviteten, og 3D-printing og hybride produksjonsprosesser er også i ferd med å bli en mulighet. Evnen til å produsere lette, sterke og presise deler på grunn av nødvendigheten av delene gjør at innsatsstøping kommer til å bli en viktig produksjonsprosess.
Når det gjelder assistanse med Sincere Tech
Når det gjelder innsatsstøping og overstøping, tilbyr vi høykvalitets, korrekte og pålitelige støpeløsninger av støping hos Sincere Tech. Vår teknologi og håndverksarbeidere vil sikre at hver del vil være i henhold til din spesifikasjon. Vi er sterke i de langvarige, kompliserte og økonomiske bil-, elektroniske, medisinske og forbruksvarerformene. Produksjonsprosessen din er enkel og effektiv, og dette skyldes våre behandlingstider og god kundeservice. Du flytter til Sincere Tech, og med selskapet vil jobbe i tråd med presisjon, kvalitet og din suksess. Stol på oss og få dine design til å gå i oppfyllelse for oss riktig, pålitelig og i henhold til industristandarder.
Konklusjon
Sett inn støpeform er en produksjonsprosess som er fleksibel og effektiv. Den gjør det mulig for designere å bruke en enkelt kraftig komponent som er en kombinasjon av metall og plast. Bruken av innsatsstøping i industrien opp gjennom årene skyldes fordelene som inkluderer kraft, presisjon og lave kostnader. Men det blir stadig mer selvsikkert i takt med fremskritt innen materialer og automatisering. Løsningen på produksjon ved hjelp av innsatsstøping er tidsbesparende, kostnadsreduksjon og produkter av høy kvalitet i forbindelse med moderne produksjon.
https://plas.co/wp-content/uploads/2026/01/2-1.jpg10801920Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2026-01-25 21:20:252026-01-25 21:20:28Hva er innsatsstøping? Prosess, bruksområder og fordeler
Økt produksjon har sett sprøytestøping av metall være en av de mest innflytelsesrike teknologiene. Moderniseringsprosessene i industrien, som MIM-sprøytestøpeprosessen, er for tiden avhengige av prosessen, mens den globale effektiviteten vokser ved å bruke kinesiske løsninger for sprøytestøping av metall. Disse verktøyene, for eksempel sprøytestøpesystemer av metall, er veldig effektive for å produsere en nøyaktig design, og nye produksjonsmetoder som sprøytestøping av metall gjør det mulig å produsere kraftige, kompliserte og pålitelige metallkomponenter. Viktigst av alt, oppfinnelsen av teknikken for sprøytestøping av metall har endret det industrielle potensialet i den grad at selskaper i dag har fått nye effektivitets- og kvalitetsmål.
Hva er sprøytestøping av metall?
Sprøytestøping av metall (MIM), også kjent som sprøytestøping av metall, er en innovativ produksjonsprosess som kombinerer nøyaktigheten ved sprøytestøping av plastmaterialer med styrken og stabiliteten til metaller. Den gjør det mulig å produsere komplekse, små og svært presise metallkomponenter som det ellers ville vært utfordrende eller uøkonomisk å lage ved hjelp av konvensjonelle maskineringsprosesser.
Teknologien har utviklet seg til å bli grunnlaget for moderne produksjon, særlig i bransjer som romfart, bilindustri, medisinsk utstyr, elektronikk og forsvar. MIM-sprøytestøping gjør det mulig for produsentene å forme komplekse former, minimere materialavfallet og sikre et sluttresultat av høy kvalitet.
De viktigste kjennetegnene ved sprøytestøping av metall
Kompleks geometri: Kan lage deler med former som ikke kan lages ved konvensjonell maskinering.
Høy presisjon: Holder strenge standarder for viktige bestanddeler.
Materialeffektivitet: Skrap og avfall minimeres sammenlignet med tradisjonell metallbearbeiding.
Skalerbarhet: Den kan brukes både til prototyping av små serier og produksjon av store volumer.
Kostnadseffektivt: Reduserer behovet for arbeidskraft og sekundære prosesser, og produserer deler som varer lenge.
Kina: sprøytestøping av metall på fremmarsj
Kinas sprøytestøping av metall har de siste årene vært en av verdens ledende produsenter av presisjonsdeler i metall. Kinesiske produsenter er nå et yndet reisemål for bedrifter over hele verden som trenger rimelige, men likevel høykvalitets metallkomponenter, takket være deres avanserte teknologi, dyktige ingeniører og konkurransedyktige produksjonskapasitet.
Fremveksten av Kinas sprøytestøping av metall er en indikator på et teknologisk gjennombrudd og langsiktige investeringer i dagens produksjonsanlegg. Kina har investert i sin kompetanse innen sprøytestøping av MIM, og kombinert med skalerbar produksjon har landet kunnet styrke sin dominans i bil-, romfarts-, elektronikk-, medisinsk utstyrs- og forsvarsindustrien.
Viktige drivkrefter for utviklingen av Kinas sprøytestøping av metall
Avansert teknologi
Den Kinesiske produsenter bruker det beste utstyret og automatiserte produksjonslinjer, noe som gir nøyaktighet og konsistens i alle delene som produseres.
Kompetent arbeidsstyrke
Involvering av grupper av ingeniører og teknikere med lang erfaring innen utvikling av sprøytestøping av metall bidrar til optimalisering av produksjon og kvalitetsnivåer.
Kostnadsmessig konkurranseevne
Produksjonskostnadene i Kina er relativt lave, og derfor kan kinesisk sprøytestøping av metall være et godt alternativ for bedrifter som trenger å kutte kostnader uten at det går ut over kvaliteten.
Rask skalerbarhet
De kinesiske anleggene er i stand til å håndtere både småskala prototyper og storskala produksjon, og er derfor en god partner for globale industrier.
Globale kvalitetsstandarder
De moderne kinesiske metallsprøytestøpefirmaene kan overholde internasjonale standarder som ISO og RoHS, og det er derfor produksjonen er pålitelig og sertifisert.
Prosessen med sprøytestøping av metall?
Metallsprøytestøping er en kompleks produksjonsprosess som gir fleksibiliteten til plastsprøytestøping med kraften og levetiden til metall. Den gjør det mulig for produsentene å lage små, kompliserte og ekstremt nøyaktige metalldeler som det er vanskelig eller kostbart å lage ved konvensjonell maskinering.
I sin mest grunnleggende form er prosessen basert på arbeid med fine metallpulver, bindemidler og spesialformer. Med MIM-sprøytestøping kan ingeniører enkelt produsere store volumer av svært komplekse deler, samtidig som de har gode og tette toleranser og mekanisk ytelse.
Trinn 1: Forberedelse av råmateriale
Det første trinnet er fremstillingen av råmaterialet, som er en blanding av fint metallpulver og polymerbindemiddel. Bindemiddelet bidrar til at metallpulveret flyter lettere i injeksjonsprosessen, og til å holde formen på emnet frem til det sintres.
Nøkkelpunkter:
Størrelsen og fordelingen av metallpulveret er svært viktig for kvaliteten på den endelige delen.
Valg av bindemiddel har innvirkning på flytegenskaper og avbinding.
Homogen blanding brukes for å oppnå jevn tetthet og styrke i alle deler.
For å oppnå suksess med sprøytestøping av metall er det nødvendig å forberede råmaterialet på riktig måte for å sikre at alle delene oppfyller de strenge kravene til dimensjoner og egenskaper.
Trinn 2: Sprøytestøping
Det ferdige råmaterialet sprøytes inn i en såkalt metallsprøytestøpeform, og formen og egenskapene til detaljen bestemmes. Formutformingen er svært viktig for å sikre høy presisjon og forhindre defekter.
Fordelene med sprøytestøping under MIM:
Gir noen av de mest kompliserte geometriene med minimal sekundær maskinering.
Sikrer høy nøyaktighet ved store produksjonsmengder.
Minimerer sløsing sammenlignet med konvensjonelle maskineringsmetoder.
Det er på dette tidspunktet at den støpte delen kalles en grønn del, som har bindemiddelet, men ikke er tett nok. Ved hjelp av MIM-sprøytestøping kan produsenter produsere deler med komplekse design og svært små toleranser, noe som ellers ville vært vanskelig med andre produksjonsteknikker.
Trinn 3: Avbinding
Etter støping må bindemiddelet fjernes, og dette kalles avbinding. Dette kan oppnås gjennom:
Termisk avbinding: Ved oppvarming av komponenten fordamper bindemiddelet.
Avbinding med løsemidler: Bindemiddel som er oppløst i en kjemisk løsning.
Katalytisk avbinding: En katalysator brukes til å avbinde ved lave temperaturer.
Effektiv avbinding fører til at komponenten ikke sprekker eller deformeres, noe som er avgjørende for å bevare presisjonen i sprøytestøpeprosessen i metall.
Trinn 4: Sintring
Den avbunnede komponenten sintres ved høye temperaturer som er lavere enn metallets smeltetemperatur. Under sintring:
Partikler av metaller smelter sammen og danner en masse som blir sterkere.
Det er en mindre krymping, og dette tas det hensyn til under utformingen av støpeformen.
De endelige mekaniske egenskapene, som inkluderer hardhet og strekkfasthet, oppnås.
Sintring er endringen i delen, som delen var en svak grønn del før, men nå er den en fullverdig del med høy styrke. Det gitte trinnet er viktig for å gi påliteligheten og holdbarheten til produktene som er laget ved hjelp av sprøytestøping av metall.
Trinn 5: Etterbehandling og kvalitetskontroll.
Etter sintring kan delene inngå i andre prosesser, som f.eks:
Overflatebehandling (polering, belegg eller plettering).
Sikre forbedrede kvaliteter ved oppvarming.
Kontrollerer at den oppfyller designkravene.
Kvalitetskontrollen sikrer at sprøytestøpekomponentene i metall holder industristandard og er pålitelige i den valgte bruken.
Egenskaper ved en utmerket sprøytestøpeform for metall
Dimensjonell nøyaktighet
En sprøytestøping i metall av høy kvalitet garanterer nøyaktighet i dimensjonene og ensartede toleranser for alle komponenter som produseres ved hjelp av sprøytestøping i metall. Presisjon minimerer sekundær bearbeiding og er viktig for bransjer som romfart, bilindustri og medisinsk utstyr.
Holdbarhet
De slitesterke formene er produsert av slitesterke materialer som fungerer som slitesterke og i stand til å tåle alle syklusene med høyt trykk og temperatur. Holdbare former brukes i Kinas sprøytestøping av metall for å sikre effektivitet i produksjonen og samme kvalitet på delene.
Termisk styring
Den riktige termiske kontrollen forhindrer vridning og jevn avkjøling i prosessen med sprøytestøping av MIM. Dette sikrer jevn tetthet, styrke og finish på hver komponent.
Enkelt vedlikehold
De moderne formene er enkle å vedlikeholde med utskiftbare deler som minimerer nedetid og øker levetiden. Produksjonen av sprøytestøping i metall er jevn og pålitelig takket være effektivt vedlikehold.
Kompleks geometri
Utmerkede støpeformer kan skape komplekse former med tynne vegger og fine detaljer. Dette har gjort det mulig for sprøytestøping av metall å produsere deler som ellers ikke kunne produseres ved hjelp av vanlige produksjonsmetoder.
Sprøytestøping av metall - kraft og innovasjon
Teknologisk styrke
Metallsprøytestøping er en sofistikert produksjons- og ingeniørprosess med høy presisjon som gjør det mulig for industrien å produsere små, kompliserte og høyfaste deler på en kostnadseffektiv måte. Styrken ved denne teknologien ligger i at den kombinerer fleksibiliteten i utformingen av plastsprøytestøping med den mekaniske styrken til metall, noe som tidligere var umulig å oppnå ved hjelp av tradisjonelle metoder. Bedrifter som benytter seg av MIM-sprøytestøping, har fordelen av raskere produksjonssykluser, at kvaliteten på produktene alltid opprettholdes, og at de kan være innovative når de designer produkter.
Bruksområder i industrien
Det kan brukes i svært forskjellige bransjer på grunn av den innovative bruken av metallsprøytestøping, og dette kan finnes i bilindustrien, romfart, medisinsk utstyr, forbrukerelektronikk, samt i forsvarsindustrien. Ved å utnytte fordelene med den kinesiske metallsprøytestøpingen, er selskapene i stand til å utnytte løsningene til en overkommelig pris uten at det påvirker ytelsen, og produsere komponenter som holder høy standard i bransjen.
Materiale i sprøytestøping av metall
Metallpulver
Fint metallpulver er hovedkomponentene i en sprøytestøpeprosess for metall, og er avgjørende for sluttproduktets styrke, holdbarhet og sammensetningsegenskaper. Rustfritt stål, titan, nikkellegeringer og kobber er de mest brukte pulverne. Pulveret som brukes, bestemmer hardhet, korrosjon og spenningsegenskaper. Pulver av høy kvalitet er nødvendig for å sikre at MIM-sprøytestøping gir deler som er homogene, har høye mekaniske egenskaper og kan prestere godt når de utsettes for krevende oppgaver.
Permmaterialer
En annen viktig ingrediens i råmaterialet til sprøytestøping av metall er bindemidlene. De er propofol og sveller opp som midlertidige lim når de injiseres og formes for å binde metallpulveret. Bindemidlene fjernes deretter med stor forsiktighet i avbindingsprosessene etter støping. Valget av bindemiddel er avgjørende for at støpeprosessen skal flyte jevnt, at dimensjonene blir nøyaktige og at sluttproduktet blir feilfritt. Fjerning av bindemiddel er en av de viktigste prosessene for effektiv produksjon i prosessen med sprøytestøping av metall.
Kompositt- og spesialmaterialer
Komposittmaterialer eller metall-keramiske blandinger kan brukes i mer avanserte applikasjoner. Dette er spesielle materialer som gjør det mulig for produsentene, inkludert de som driver med sprøytestøping av metall i porselen, å lage komponenter med spesifikke egenskaper som høy varmebestandighet, lav vekt eller økt mekanisk styrke. Med nøye utvelgelse og kombinasjon av slike materialer er det mulig å oppnå de krevende kravene fra bransjer som luftfart, medisinsk utstyr, elektronikk og forsvar ved hjelp av sprøytestøping av metall.
Valg av materiale som skal brukes
Materialene som brukes i sprøytestøpeprosessen for metall, har direkte innvirkning på sluttresultatet i form av detaljens mekaniske styrke, finish og termiske stabilitet. Ingeniørene må ta hensyn til elementer som partikkelstørrelse, partikkelfordeling, kompatibilitet med bindemiddelet og sintringsegenskaper for å maksimere produksjonen. Riktig materialvalg betyr at delene som produseres ved hjelp av MIM-sprøytestøping, ikke bare er funksjonelle, men også pålitelige og holdbare i det området de skal brukes i.
Fremtidig potensial
Den kontinuerlige utviklingen av materialer, formutvikling og sintringsprosesser har gjort sprøytestøping av metall til en av de mest populære teknologiene for akseptabel presisjonsproduksjon. Ingeniørene kan nå lage komponenter med forbedrede mekaniske egenskaper, lavere vekt og lengre holdbarhet. Den fortsatte utviklingen av konseptet med sprøytestøping av metall gir enda større muligheter for teknologiske fremskritt innen industriell design, effektivitet i produksjonen og produktenes ytelse.
Sprøytestøping av metall: Når er det nødvendig?
Når det gjelder komplekse og presise deler
Bruken av sprøytestøping av metall er nødvendig fordi industrien har behov for svært komplekse, detaljerte og miniatyriserte metallkomponenter som ikke kan lages effektivt ved hjelp av konvensjonelle maskinerings- og støpeteknikker. Ved hjelp av såkalt MIM-sprøytestøping kan produsentene oppnå fine detaljer, tynne vegger og detaljerte former, samtidig som styrke og nøyaktighet bevares.
Der styrke og holdbarhet er av stor betydning
Dette er nødvendig i tilfeller der komponentene må være motstandsdyktige mot høyt trykk, varme og mekanisk stress. Produkter som er produsert ved hjelp av sprøytestøping av metall, er svært sterke, slitesterke og pålitelige, og de brukes derfor i industrisektorer som bil-, fly- og forsvarsindustrien.
Når det kreves et stort produksjonsvolum
Metallsprøytestøping anbefales i tilfelle selskaper trenger masseproduksjon av produktene sine med konstant kvalitet. Metallsprøytestøping i Kina kan brukes i mange bransjer for å realisere effektiv produksjon, høyt volum og kostnadseffektiv produksjon uten reduksjon i dimensjonsnøyaktighet.
Når kostnadseffektivitet teller
I tilfeller der det er ønskelig å minimere avfallsstoffer, arbeidstid og sekundær bearbeiding, vil metallisk sprøytestøping være det beste valget. Den har høy produksjonseffektivitet, og samtidig er den av høy kvalitet, og dermed en av de mest økonomiske produksjonsløsningene.
Hvilke materialer er akseptable ved sprøytestøping av metall?
Sprøytestøping av metall er en fordel for materialer med høy ytelse. De vanligste er rustfritt stål, verktøystål, titan, nikkellegeringer, kobber og magnetiske legeringer. Alle materialene velges ut fra hvilke egenskaper som er nødvendige, for eksempel styrke, hardhet, korrosjonsbestandighet, varmebestandighet og holdbarhet. Dette har gitt MIM en fleksibilitet som gjør det mulig å tilfredsstille de store behovene innen bilindustrien, medisin, romfart, elektronikk og industriteknikk.
Rustfritt stål
Det vanligste materialet som brukes i sprøytestøping av metall er rustfritt stål. Det er svært motstandsdyktig mot korrosjon, sterkt og holdbart, og kan derfor brukes i medisinsk utstyr, utstyr til næringsmiddelindustrien, bildeler og forbrukerprodukter. Kvaliteter som 316L og 17-4PH er populære på grunn av sine utmerkede mekaniske egenskaper og pålitelighet.
Verktøystål
Verktøystål velges når komponenter krever ekstrem hardhet, slitestyrke og seighet. Det brukes i skjæreverktøy, industrielle maskinkomponenter, tannhjul og konstruksjonselementer som utsettes for høy belastning og slitasje. Verktøystål garanterer lang levetid og høy dimensjonsstabilitet i stressende situasjoner.
Titan
Titan er et svært ettertraktet sprøytestøpemetall med lav vekt og høy styrke. Det har også svært god korrosjonsbestandighet og biokompatibilitet, og er derfor et perfekt materiale til bruk i romfartskomponenter, høytytende tekniske deler og medisinske implantater som ortopedisk og dentalutstyr.
Nikkellegeringer
Nikkellegeringer brukes i tilfeller der komponenten må være motstandsdyktig mot høye temperaturer, korrosjon og krevende arbeidsforhold. De gir overlegen termisk stabilitet og oksidasjonsmotstand, noe som gjør dem ideelle for romfartskomponenter, kjemisk prosessutstyr og mekaniske sammenstillinger med høy temperatur.
Kobber
I Metal Injection Molding innebærer Metal Injection Molding bruk av kobber som krever høye nivåer av elektrisk og termisk ledningsevne. Det finnes normalt i elektroniske deler, varmespredningsdeler, kontakter og elektrisk maskinvare. Kobber er også et godt korrosjonsbestandig materiale, og det er optimalt når det kreves presisjonselektroteknikk.
Magnetiske legeringer
Komponenter som trenger høye magnetiske egenskaper, lages ved hjelp av magnetiske legeringer som mykmagnetisk rustfritt stål og legeringer som inneholder jern. Disse legeringene brukes i stor utstrekning i sensorer, motorer, elektroniske enheter, bilsystemer og i elektriske presisjonsapplikasjoner. De gir høy magnetisk ytelse og mekanisk styrke.
Bruksområder for sprøytestøping av metall
Bilindustrien
Metallsprøytestøping er også en viktig prosess i bilindustrien, ettersom den fremstiller svært sterke og presise deler som tannhjul, braketter, motordeler og deler til sikkerhetssystemet. Ved hjelp av MIM-sprøytestøping kan produsentene skape intrikate former som ikke ville vært økonomisk gjennomførbare med konvensjonell maskinering. Mange selskaper har også behov for å kunne produsere i store kvanta uten at det går på bekostning av kvaliteten.
Medisin og helsevesen
Den medisinske industrien har hatt stor nytte av sprøytestøping av metall, fordi det gjør det mulig å produsere små, presise og biokompatible deler. Metallsprøytestøping brukes til å produsere kirurgiske instrumenter, kjeveortopediske braketter, ortopediske implantater og innkapsling av utstyr. Noen av materialene som kan brukes i prosessen, er rustfritt stål og titan, noe som gjør den svært slitesterk og effektiv i medisinsk bruk, der det er et stort behov for den.
Luft- og romfart og forsvar
Pålitelighet og ytelse er avgjørende i romfarts- og forsvarsindustrien. Lette, men høyfaste komponenter som turbindeler, strukturelle beslag, våpenkomponenter og presisjonskoblinger produseres ofte ved hjelp av sprøytestøping av metall. Ved å bruke MIM-sprøytestøping kan industrien oppnå høy dimensjonsnøyaktighet, styrke og konsistens, noe som er avgjørende i et høyrisikomiljø.
Forbrukerelektronikk
Metallsprøytestøping brukes i elektronikkindustrien til å produsere svært små og detaljerte deler som kontakter, hengsler, telefonkomponenter og maskinvarekomponenter. Nøyaktigheten ved MIM-sprøytestøping og effektiviteten til Kinas metallsprøytestøping er et gunstig løft for masseproduksjon av svært holdbare, glatte og lette elektroniske deler.
Konstruksjon av industrimaskiner og verktøy.
Industrielle maskiner og tekniske verktøy er også avhengige av sprøytestøping av metall for å produsere tøffe og slitesterke komponenter. En del av skjæreverktøy, låser, festemidler og mekaniske enheter produseres vanligvis ved bruk av sprøytestøping av metall. Dette gjør det mulig for industrien å kunne prestere, holde ut og forbli effektiv i bruk selv under tøffe forhold.
Industrielle fordeler ved sprøytestøping av metall
Kostnadseffektivitet
Sprøytestøping av metall er svært billig. Produsenter kan bruke komplekse deler med et minimum av avfallsmaterialer (ved bruk av MIM-sprøytestøping) og lave arbeidskostnader. Bedriftene som er avhengige av Kinas metallsprøytestøping, kan få kvalitetskomponenter til en lav kostnad.
Presisjon og kompleksitet
Prosessen gjør det mulig å lage komplekse deler med høy presisjon som ellers er vanskelig eller umulig å lage med tradisjonelle teknikker. Fullførte funksjoner, små toleranser og ny design støttes av sprøytestøping av metall, som er velegnet til bruk i romfart, medisin og bilindustrien.
Konsistens og pålitelighet.
I de kontrollerte produksjonsprosessene er det den såkalte sprøytestøpingen av metall, som gjør at hver del oppfyller strenge krav. Bruken av MIM-sprøytestøping og Kina-anlegg for sprøytestøping av metall gir regelmessig og pålitelig produksjon, noe som minimerer feil og omarbeid.
Allsidighet
Komponenter til ulike bransjer, som medisinsk utstyr, elektronikk og forsvar, kan produseres ved hjelp av sprøytestøping av metall. Den er fleksibel, og derfor kan produsentene reagere effektivt på markedets dynamiske behov.
Bærekraft
Det minimerer mengden avfall av materialer og energi som forbrukes i prosessen, og dermed er sprøytestøping av metall en miljøvennlig produksjonsprosess. MIM-sprøytestøping bidrar til bærekraftig produksjon uten at kvaliteten forringes.
Om Dong Guan Sincere Tech
Dong Guan Sincere Tech er en kinesisk produsent av presisjonsproduksjon som arbeider med sprøytestøping av metall (MIM) og sofistikerte tekniske løsninger. Etter mange år i bransjen, den nyeste teknologien og et svært profesjonelt team av teknikere, kan vi skryte av å være blant de beste og mest pålitelige produsentene av metallstøping i Kina.
Vi tilbyr komplette tjenester som MIM-sprøytestøping, løsninger for sprøytestøping av metall i Kina, design av sprøytestøpeformer i metall, utvikling av spesialtilpassede deler og produksjon av komponenter med høy presisjon til bil-, medisin-, luftfarts-, elektronikk- og industrisektoren. Våre nåværende produksjonsanlegg, kvalitetsstyring og fokus på innovasjon sikrer at alt vi produserer, vil overgå standardene for kvalitet, holdbarhet og presisjon som kreves og kreves av internasjonale standarder.
I Dong Guan Sincere Tech er vårt motto å tilby den beste kvaliteten til rimelige kostnader og tilby utmerkede tjenester til våre kunder, og dette gjør oss til et pålitelig valg for kunder over hele verden. I tilfelle du trenger de beste metallsprøytestøpingstjenestene i Kina, har du funnet det beste selskapet du kan stole på for å levere det beste.
Avsluttende tanker
Sprøytestøping av metaller er ikke en teknikk, men en revolusjon innen presisjonsteknikk. Verden er nå mer innovativ, effektiv og pålitelig gjennom utviklingen av MIM-sprøytestøping, nøyaktigheten til hver metallsprøytestøpeform, ytelseskraften til sprøytestøping av metall, samt det teknologiske gjennombruddet for sprøytestøping av metall. Veien til denne teknologien fortsetter å utvikle seg, og det er mer i vente som kan gi flere muligheter for fremtiden for industriell produksjon.
Hva er sprøytestøping av metall (MIM)?
Metallsprøytestøping er en sofistikert produksjonsprosess som innebærer bruk av metallpulver og bindemiddelmateriale for å forme komplekse og høyfaste metallkomponenter. Det gjør det mulig å lage detaljerte, presise og slitesterke deler som ikke så lett kan lages ved hjelp av tradisjonell maskinering.
Hvilke bransjer kan få tilbud om sprøytestøping av metall?
Sprøytestøping av metall har funnet omfattende anvendelse innen bilindustrien, romfart, medisinsk utstyr, elektronikk og forsvarsapplikasjoner samt industrielt utstyr. Det er perfekt for produksjon av små, komplekse og svært presise komponenter som må ha høy styrke og ytelse.
Hva er grunnen til at Dong Guan Sincere Tech bør velges til å levere MIM-tjenester?
Dong Guan Sincere Tech er en ledende og mest anerkjente produsent av sprøytestøping av metall i Kina. Vi designer og produserer produksjon av høy kvalitet, teknologi, kvalitetskontroll, konkurransedyktige priser og profesjonell støtte fra ingeniører for å oppnå høykvalitets produksjon i ethvert prosjekt.
Er du i stand til å møte store produksjonsvolum?
Ja, vi produserer både i små serier og i stor skala. Vi har moderne fasiliteter og høyt kvalifiserte medarbeidere som gjør det mulig for oss å levere høy grad av konsistens og effektivitet i masseproduksjonsprosjekter, samtidig som vi opprettholder nøyaktighet og pålitelighet.
Hva er materialene i Metal Injection Molding?
Det brukes en rekke ulike materialer, for eksempel rustfritt stål, titan, nikkellegeringer og spesialmetaller. For å garantere god ytelse for et produkt velges hvert enkelt materiale med tanke på styrke, holdbarhet, korrosjonsbestandighet og bruk.
https://plas.co/wp-content/uploads/2026/01/2.jpg414736Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2026-01-08 02:09:452026-01-09 02:33:33Sprøytestøping av metall: en guide til en ny revolusjon innen produksjon
I den hektiske helseverdenen er presisjon, renhet og etterlevelse ikke bare moteord, men et ufravikelig krav. En av de underliggende teknologiene som gjør det mulig å produsere trygt, effektivt og skalerbart medisinsk utstyr, er sprøytestøping av medisinsk plast. Sprøyter og katetre, kirurgiske instrumenter og diagnostikkhus får sin form gjennom sprøytestøping av plast, og sprøytestøping er en viktig del av den moderne medisinen ved å skape de enkelte komponentene.
Det er viktig å velge en pålitelig produsent av medisinske sprøytestøpeformer. Den rette leverandøren garanterer at produktet ditt er i samsvar med strenge bransjestandarder, at det fungerer med ytterste presisjon, og at det forblir økonomisk i store produksjonskjøringer. En feil kan ha betydelige negative konsekvenser, for eksempel tilbakekalling av produkter, brudd på regelverket eller trusler mot pasientsikkerheten.
Denne artikkelen inneholder en liste over de 10 viktigste bedrifter som driver med sprøytestøping av medisinsk plast fra ulike deler av verden. Kriteriene for de børsnoterte selskapene er svært strenge, med utgangspunkt i sertifiseringer, innovasjon, deres globale tilstedeværelse og tidligere resultater. Til tross for at bransjen er global og involverer aktører fra mange regioner, har vi begrenset utvalget til kun to kinesiske selskaper, der Sincere Tech er ett av dem, mens resten er distribuert i USA, Europa og Israel.
Hva er medisinsk sprøytestøping av plast?
Det er en nisjeproduksjonsprosess som brukes til å produsere svært nøyaktige og høykvalitets plastkomponenter til medisinske og helsefaglige formål. Det innebærer at smeltet plast sprøytes inn i en spesialbearbeidet form og avkjøles til den stivner og får sin endelige form.
Nøkkelfunksjoner:
Presisjon og renhet: Medisinsk støping må overholde strenge toleranser og utføres i renrom for å unngå kontaminering.
Biokompatible materialer: Bruk plast av medisinsk kvalitet, for eksempel polykarbonat, polypropylen og PEEK, som er trygge for bruk i eller med menneskekroppen.
Overholdelse av lover og regler: Produsentene må overholde standarder som ISO 13485, FDA og CE-forskriftene for å garantere sikkerhet og effektivitet.
Høyt volum og repeterbarhet: Perfekt for produksjon av store serier med ensartede, sterile deler, for eksempel sprøyter, IV-sett, diagnostikkhus, artroskoper, kirurgiske instrumenter og medisindispenseringsutstyr.
Kriterier for utvelgelse
Følgende kriterier bidro til å avgjøre hvilket selskap som var best på medisinsk sprøytestøping,
1. ISO 13485-sertifisering og overholdelse av regelverk
Den internasjonalt anerkjente standarden for kvalitetsstyringssystemer for medisinsk utstyr er ISO 13485. I tillegg må selskapene oppfylle FDA- og CE-forskriftene når de skal selge produktene sine.
2. Avansert teknologi og renromskapasitet
Bedriftene må kunne operere i renromsmiljøer (ISO-klasse 7 eller bedre) og benytte seg av den nyeste sprøytestøpingsteknologien (mikrostøping og multi-shot sprøytestøping) for å oppfylle standarder for hygiene, forurensning osv.
3. Medisinsk fokus og erfaring fra bransjen
Pålitelighet og ekspertise innen produksjon av medisinske komponenter har en sterk historie. Selskaper som har vært lenge i helsevesenet, har også en bedre forståelse av reguleringer og krav til ytelse.
4. Stor kundebase innen helsevesenet og global rekkevidde
Globale selskaper vil ha robuste infrastrukturer for kvalitetskontroll, logistikk og regelverk for bedre å kunne betjene multinasjonale medisinske OEM-er.
5. FoU- og tilpasningskapasitet
De tilbyr ikke bare produksjon, men også teknisk støtte, design for produksjon (DFM) og innovasjonspartnerskap for å få nye produkter raskt og effektivt ut i livet.
Topp 10 medisinske plastinjeksjonsstøpeselskaper.
Dette er noen av verdens ledende produsenter innen medisinsk plastsprøytestøping. Disse produsentene er valgt ut på grunnlag av strenge kriterier, som kvalitetssertifiseringer, teknologiske fremskritt, global tilstedeværelse og forpliktelse til innovasjon, og de er betrodde av de største merkene innen medisinsk utstyr over hele verden. Her er de 10 beste:
1. Sincere Tech (Kina)
Sincere Tech er en av de ledende kinesiske produsentene som er involvert i medisinsk plastsprøytestøping for globale kunder. Sincere Tech dekker renromsstøping, rask prototyping og masseproduksjon, og er en pålitelig kilde til medisinske deler med høy presisjon. De er opptatt av kvalitet ved å følge ISO 13485-standarder, avansert verktøy og strenge valideringsprosesser. Dessuten kan medisinske OEM-er outsource hele prosessen, inkludert formdesign, fabrikasjon og til og med montering, noe som gjør det til en komplett tjeneste hos ulike selskaper.
Nettsted: https://www.plasticmold.net/
Selskapets profil:
I over 15 år har Sincere Tech spesialisert seg på både produksjon av støpeformer og fremstilling av nøyaktige plastdeler i Kina. Takket være ISO 13485-kvalifiseringen og renrom av høy kvalitet kan selskapet tilby viktige deler til globale medisinske OEM-er som krever strenge toleranser. Selskapet tar seg av formdesign, håndterer verktøy og utfører sekundær bearbeiding, alt fra samme sted. Siden de kan håndtere produktutvikling fra de første trinnene til masseproduksjon, er de verdifulle for produksjon i helsevesenet.
Bransjer vi betjener:
Medisinsk utstyr, bilindustri, elektronikk og emballasje.
Hvorfor velge Sincere Tech?
Vår presisjonsstøpefabrikk for medisinsk bruk oppfyller den strenge ISO 13485-standarden.
Tilbyr alle tjenester, fra design og prototyping til produksjon.
Mulighet til å støpe deler i renrom for produkter uten forurensning.
Det er behov for god kvalitetssikring og validering.
Vi tilbyr konkurransedyktige priser til både små og store globale kunder.
2. Phillips-Medisize (USA)
Phillips Medisize er et Molex-selskap og en industrigigant innen integrert legemiddeladministrasjon, diagnostisk utstyr og medisinsk elektronikk. Phillips Medisize er en fullservicebedrift innen medisinsk injeksjonsstøping, og de har et globalt fotavtrykk og dyp ekspertise innen komplekse sammenstillinger. De har toppmoderne renromsfasiliteter, som tilbyr design- og prototypetjenester samt automatiserte høyvolumsproduksjonstjenester hvis du trenger det. Selskapet er en ledende innovatør av løsninger for å koble sammen digital helse og avansert produktsporing.
Selskapets profil:
Phillips-Medisize er en del av Molex, og fokuserer på å produsere utstyr for medisinering, diagnostikk og tilkoblet helseutstyr over hele verden. Selskapet er til stede internasjonalt i USA, Europa og Asia, og har renrom fra ISO klasse 7 til klasse 8. De tilbyr tjenester i alle ledd, og tar seg av design, utvikling, testing og full produksjon. Blant kundene deres er noen av verdens ledende farmasøytiske og medisinsktekniske selskaper.
Bransjer vi betjener:
Legemiddeladministrasjon, diagnostikk og medisinsk elektronikk.
Hvorfor velge Phillips-Medisize?
Internasjonal drift forbedret ved hjelp av automatisering og vedlikehold i renromsmiljøer.
Kunnskap om tilkoblet helse og bruk av digital teknologi.
Vi har en lang historie med vellykket samarbeid med ledende MedTech-selskaper.
Alle våre virksomheter over hele verden overholder ISO 13485- og FDA-standardene.
Erfaring med å håndtere behovene til store produksjonsprosjekter.
3. Tessy Plastics (USA)
Tessy Plastics har levert sprøytestøping av plast med høy presisjon til den medisinske sektoren i flere tiår og er beryktet for sin ISO 13485-sertifisering. De har alle produktene in-house, fra verktøy til alt fra automatisering til validering. De er helt avhengige av det medisinske feltet, og produserer et bredt utvalg av kirurgisk, diagnostisk og bærbart medisinsk utstyr som samarbeider tett med kunder og partnere for å garantere høyere pålitelighet, enkel skalerbarhet og samsvar med globale forskrifter. De har også kapasitet til å mikrostøpe og sette inn støpeformer for delikate komponenter.
Selskapets profil:
Siden 1976 har Tessy Plastics vært en familiebedrift innen presisjonssprøytestøping i New York, USA. Bosch' medisinske virksomhet omfatter kirurgiske, diagnostiske og bærbare produkter, som alle er laget i henhold til strenge kvalitetsstandarder. Tessy kombinerer automatisering, avanserte verktøy og monteringsprosesser i sitt arbeid. Selskapets ingeniører samarbeider med kundene for å løse problemer med design, regelverk og rask lansering.
Bransjer vi betjener:
Medisin, elektronikk og forbruksvarer.
Hvorfor velge Tessy?
Alle trinn fra design til salg er under én og samme myndighet.
Tilbyr mikrostøping og innsatsstøping som sine sterkeste sider.
Over 40 år med produksjon av medisinsk utstyr.
Selskapet har renrom i ISO-klasse 7.
Selskapet er ISO 13485-sertifisert og har som mål å oppfylle alle krav til medisinsk utstyr.
4. Gerresheimer (Tyskland)
Gerresheimer er en global leder innen medisinsk og farmasøytisk emballasje med en viktig avdeling for sprøytestøping av plast som er i stand til å produsere systemer for legemiddeladministrering, sprøytestøpt diagnostisk utstyr og ferdigfylte sprøyter. Selskapet har flere renromsproduksjonsanlegg og følger de strengeste regulatoriske standardene. På grunn av den vertikale integrasjonen fra produktdesign til produksjon av støpeformer og til slutt sluttmontering, er de den foretrukne partneren til farmasøytiske selskaper over hele verden.
Selskapets profil:
Gerresheimer er et anerkjent selskap innen medisinsk og farmasøytisk emballasje og har lang erfaring med sprøytestøping. Selskapet har mer enn 30 globale avdelinger og tilbyr kundene produkter som spenner fra insulinpenner til inhalatorer og diagnostikksett. Selskapets styrke ligger i at det dekker hele tjenestespekteret, fra design til produksjon av den endelige emballasjen. Takket være den avanserte infrastrukturen kan de produsere store medisinske produkter som er i samsvar med mange forskrifter.
Bransjer vi betjener:
Legemidler, helsetjenester og diagnostikk.
Hvorfor velge Gerresheimer?
Produksjonsløsninger som omfatter et helt system.
Det finnes renromssertifiserte anlegg på forskjellige steder i verden.
Ny utvikling innen både emballasje og utstyr.
Mange ledende farmasøytiske organisasjoner stoler på oss.
Følger alle medisinske forskrifter i EU og USA.
5. Nypro Healthcare (Jabil - USA)
Nypro Healthcare er en del av Jabil, og leverer høyvolumløsninger for sprøytestøping av medisinsk plast til kompliserte og strengt regulerte markeder. Nypro har produksjonsanlegg over hele verden, med automatiseringsmuligheter og teknisk støtte. De konsentrerer seg om avanserte medisinske applikasjoner som injiserbare legemidler, diagnostiske systemer og minimalt invasive kirurgiske verktøy. Nypro samarbeider med kundene etter en partnerskapsmodell, og sørger for å tilby FoU, prototyping og produksjon.
Selskapets profil:
Nypro, som tilhører Jabil Healthcare, tilbyr komplette CDMO-tjenester og sprøytestøping av medisinsk utstyr. Nypro tilbyr høyvolumproduksjon i fem regioner over hele verden for kirurgiske, diagnostiske og medikamentelle produkter. Takket være deres dyktighet innen automatisering, overholdelse av regelverk og mindre enheter kan kundene slå ut konkurrentene. De jobber også med prosjektering i begynnelsen, velger ut viktige materialer og bygger prototyper.
Bransjer vi betjener:
Legemiddeltilførsel, diagnostikk og kirurgiske systemer.
Hvorfor velge Nypro?
Produksjonsanlegg i flere land med mulighet til å utvide produksjonen.
Har inngående kjennskap til reglene i regulerte markeder.
Bedre automatisering og montering gir bilprodusentene fordeler.
Tidlig samarbeid mellom FoU og tidlig design.
Ledende leverandør innen produksjon av medisinsk høyrisikoutstyr.
6. Röchling Medical (Tyskland)
Röchling Medical, som er en del av Röchling-gruppen, tilbyr komplette sprøytestøpeløsninger for kunder innen farmasøytisk, diagnostisk og medisinsk utstyr. De er globalt tilgjengelige i Europa, USA og Kina. Röchlings kompetanse omfatter prosjektering, overholdelse av regelverk og renromsstøping. Porteføljen omfatter alt fra lab-on-chip-komponenter til spesialtilpassede innkapslinger for kirurgisk utstyr, som ofte produseres i fullt validerte klasse 7-miljøer.
Selskapets profil:
Röchling Medical er en del av Röchling-gruppen, som hjelper farmasøytisk, diagnostisk og medisinsk-teknisk industri over hele verden. De spesialiserer seg på renromsstøping, lab-on-chip og innkapsling av enheter, og har produksjon i Tyskland, USA og Kina. Röchling tilbyr teknisk assistanse, regulatoriske funksjoner og full støtte for produktadministrasjon fra start til slutt. Produksjonssystemene ved disse anleggene støtter både begrensede og store produksjonsserier.
Bransjer vi betjener:
Diagnostikk, farmasi og kirurgiske instrumenter.
Hvorfor velge?
Selskapene har virksomhet i flere land i Europa, Kina og USA.
Vi tilbyr et bredt spekter av tjenester for renromsproduksjon.
Har jobbet i støpemiljøer i klasse 7 og 8.
Vi leverer teknisk hjelp for følgende regelverk.
Vi har kompetanse til å utvikle spesialtilpassede komponenter for medisinsk bruk.
7. Seaway Plastics Engineering (USA)
Seaway Plastics, som spesialiserer seg på produksjon av små og mellomstore volumer, er en troverdig partner for medisinske OEM-er som trenger rask levering og fleksibel støtte. De tilbyr tjenester som sprøytestøping i renrom, interne verktøy og monteringstjenester. Seaway er særlig kjent innen segmentet for ortopedisk og kirurgisk utstyr. Selskapet tilbyr også protokoller for IQ/OQ/PQ-validering, noe som gjør det klart at produktene deres er strengt regulerte.
Selskapets profil:
Seaway Plastics tilbyr hovedsakelig sprøytestøping av små og mellomstore volumer til selskaper som produserer medisinsk utstyr. Fasilitetene i ISO-klasse 7-renrom gjør det mulig å lage støpeformer, samt validere og montere sluttprodukter. Seaway gjør seg først og fremst bemerket med ortopediske og kirurgiske instrumenter. På grunn av de raske produksjonstidene henvender folk seg til disse selskapene for både prøveprosjekter og småskalaprosjekter.
Bransjer vi betjener:
Ortopedi, kirurgiske verktøy og diagnostikk.
Hvorfor velge?
Vi tilbyr rask prototyping og lave antall prøver.
Vi tilbyr utvikling og support av våre egne test- og automatiseringsverktøy.
Du kan stole på at anleggene våre er sertifisert i henhold til ISO 13485 og regulert av FDA.
Spesialstøping for sensitive komponenter er mulig i renrom.
Gir kunden full fleksibilitet.
8. MedPlast (nå Viant - USA)
Dette selskapet er nå kjent som Viant og er et kraftsenter innen produksjon av medisinsk utstyr. De utfører kontraktsproduksjon, inkludert sprøytestøping av plast, ekstrudering, montering, pakking og sterilisering. Deres kompetanse innen støping omfatter mer enn implanterbart utstyr, diagnostiske sett og systemer for administrering av legemidler. Viants vektlegging av design for produserbarhet (DFM) og intens kvalitetskontroll gjør dem til en ideell leverandør for medisinske høyrisikoapplikasjoner.
Selskapets profil:
Selskapet drives under varemerket Viant, og tilbyr en rekke ulike produksjonsprosesser for medisinsk utstyr, for eksempel sprøytestøping og sterilisering. Virksomheten omfatter markeder for ortopedi, diagnostikk og engangsutstyr. Takket være Viants DFM-ferdigheter og interne regulatoriske ressurser er løsningene skapt for å være både sikre og skalerbare. Vifor Pharma har mer enn 25 anlegg spredt over hele verden der de bruker sin regulatoriske kunnskap.
Bransjer vi betjener:
Implanterbare enheter, diagnostikk og kirurgiske systemer.
Hvorfor velge?
Tilbyr tjenester for design for produksjon, støping og sterilisering.
Dokumenterbar erfaring med å gi behandling for medisinske problemer som er vanskelige å behandle.
Designet for verden, produsert for verden.
Du kan endre bestillingen din etter behov, og alle produktene blir kvalitetskontrollert.
Alle våre anlegg er ISO 13485- og FDA-sertifiserte.
9. Technoplast (Israel)
Technoplast er en voksende aktør innen presisjonsstøping av medisinsk plast, med base i Israel. De tilbyr blant annet produktdesign, hurtig prototyping og masseproduksjon, med hovedvekt på spesialtilpassede medisinske komponenter. Blant kundene er multinasjonale produsenter av medisinsk utstyr, og de er kjent for å være raske til markedet fordi de er svært smidige og har en sterk FoU-avdeling. Technoplast er eksepsjonelt sterke (kardiologi, diagnostikk, engangsutstyr).
Selskapets profil:
Technoplast er en israelsk virksomhet som leverer avansert plaststøping til bruk i medisinsk utstyr. Bedriftene tilbyr hjelp med å designe produkter, lage prototyper, produsere støpeformer og produsere artikler i stor skala. Technoplast er anerkjent for å være fleksibel, drive effektiv FoU og ha erfaring med å lage produkter for kardiologi, diagnostikk og engangsartikler. Rask levering og lave produksjonskostnader er de viktigste prioriteringene for selskapet.
Bransjer vi betjener:
Kardiologi, diagnostikk og engangsutstyr.
Hvorfor velge Technoplast?
Forbedret produksjon gjennom smidige handlinger og rask prototyping.
Støpeformer med høy presisjon for detaljerte medisinske deler.
Gjør innovativ FoU for medisinsk bruk.
Høye priser for å få produkter ut på markedet.
ISO 13485-sertifisering er kombinert med CE- og FDA-kompatible produkter.
10. TK Mold (Kina)
TK Mold, som har to av de siste kinesiske selskapene på denne listen, er kjent for høypresisjonsverktøy og sprøytestøpingstjenester. De arbeider med støpeformer og komponenter av medisinsk kvalitet, og eksporterer produkter til Nord-Amerika, Europa og andre asiatiske markeder. Deres styrke er teknisk design og deres evne til å sette disse ideene ut i livet gjennom både produksjon av støpeformer og produksjon av små og mellomstore serier. TK Mold har et sertifisert ISO-dokument og overholder internasjonale medisinske standarder. Derfor er de et godt selskap å outsource produksjonsarbeid til.
Selskapets profil
TK Mold er velkjent i Kina for sine høykvalitets sprøytestøpeformer og deler til medisinsk utstyr. Kundene deres i Nord-Amerika, Europa og Asia får renromsstøping for klasse 7-applikasjoner. Støpeformen får støtte hele veien fra den opprinnelige designen til produksjon av mellomstore serier og etterproduksjon. Fordi de er ISO 13485-sertifisert og oppfyller internasjonale standarder, har de gjort seg fortjent til tillit som offshore-partner.
Bransjer vi betjener
Medisin, elektronikk og bilindustri.
Hvorfor velge?
Bare et lite antall profesjonelt utformede støpeformer brukes til produksjon.
Spesiell oppmerksomhet rettes mot innovasjon innen ingeniørfag.
ISO-sertifisert og i henhold til medisinske retningslinjer.
Tilby ekspertise til EU, USA og Asia.
Rimelige metoder for samarbeid med OEM-er.
Fremtidsutsikter for sprøytestøperfirmaer for medisinsk plast.
Med utviklingen av helsevesenet forventes det at medisinske sprøytestøpeselskaper vil utvikle seg på flere viktige områder. Her er hva fremtiden bringer:
1. Innføring av smarte materialer
Selskapene investerer i materialer som antimikrobielle, biologisk nedbrytbare eller bioresorberbare polymerer som gir forbedret funksjonalitet.
Disse forsyningene gjør det mulig å bruke tryggere og mer bærekraftig medisinsk engangsutstyr.
2. Ekspansjon innen mikrofluidikk og miniatyrisering
Stadig flere prosesseringsselskaper blir tvunget til å lage ultrasmå og intrikate deler til lab-on-a-chip, bærbare sensorer og diagnoseutstyr.
For å forbli konkurransedyktig vil det være behov for mikrostøping.
3. Automatisering og integrering av Industri 4.0
Avansert automatisering og dataanalyse i sanntid vil imidlertid gjøre det mulig for selskapene å oppgradere prosesseffektiviteten, sporbarheten og kvalitetskontrollen.
De smarte fabrikkene med tilkoblede systemer vil minimere menneskelige feil, og produktiviteten vil øke.
4. Tilpasning og produksjon på bestilling
Etterspørselen etter persontilpasset medisinsk utstyr øker, og derfor satser bedriftene på en fleksibel serieproduksjon.
Rapid prototyping og additiv produksjon kan forbedre de tradisjonelle støpeprosessene.
5. Bærekraft og overholdelse av miljøkrav
Verdensdekret tvinger selskaper til å resirkulere, redusere avfalls- og energiforbruket og redusere bruken av ikke-resirkulerbar plast.
Produsentene omfavner de grønne initiativene og praksisene i den sirkulære økonomien.
6. Økt regulatorisk kontroll
Med nye og innovative materialer og ny teknologi kan bedriftene forvente strengere protokoller for validering, sporbarhet og samsvar.
Det vil være behov for å investere i byråkratiekompetanse for å sikre fortsatt markedsadgang.
7. Strategiske partnerskap med MedTech-selskaper
Selskapene etablerer tettere samarbeid med medisinske OEM-er for å utvikle innovative IP-sensitive løsninger i fellesskap.
Det vil bli et konkurransefortrinn å involvere design på et tidlig stadium.
Konklusjon
Det er viktig å velge den beste produsenten av medisinsk plastsprøytestøping for å sikre at det medisinske utstyret ditt er vellykket når det gjelder sikkerhet, skalert produksjon og all overholdelse. Denne listen er verdens eliteselskaper, ikke bare når det gjelder å følge de tekniske og regulatoriske kravene i medisinsk industri, men de gir også innovative og kundeorienterte løsninger.
Fra verdens giganter, som Phillips-Medisize og Gerresheimer, til nisjeselskaper som Sincere Tech og Technoplast, har hver og en av dem en viss dokumentert ekspertise og kapasitet på helseområdet. Enten du skal utvikle et nytt diagnostisk verktøy eller utvide produksjonen til en etablert maskin, vil et samarbeid med en av disse pålitelige leverandørene av medisinsk sprøytestøping gi deg en ledende posisjon når det gjelder kvalitetsspesifikasjoner og konkurranse.
Anerkjente leverandører av medisinsk sprøytestøping garanterer at de holder seg i forkant når det gjelder kvalitetsstandarder og konkurransedyktighet på markedet.
Vanlige spørsmål
1. Hva er medisinsk plastinjeksjonsstøping?
Det er en produksjonsprosess som fremstiller plastdeler med høy presisjon for medisinske bruksområder med spesialutstyr og materialer i henhold til strenge regulatoriske standarder.
2. Hvorfor er ISO 13485-sertifisering viktig for bedrifter som driver med medisinsk støping?
Det sikrer at selskapet overholder internasjonalt aksepterte standarder for kvalitetsstyringssystemer i bransjen for medisinsk utstyr, noe som er nøkkelen til overholdelse av regelverk og produktsikkerhet.
3. Hvilke materialer brukes vanligvis i medisinsk sprøytestøping?
De vanligste materialene er polykarbonat, polypropylen, polyetylen og termoplastiske elastomerer av medisinsk kvalitet, som må være biokompatible og steriliserbare materialer.
4. Hva er effekten av renrom i medisinsk sprøytestøping?
Renrom er et miljø som kan være fritt for forurensning, noe som er avgjørende i produksjonen av sterile/sensitive medisinske komponenter ved å minimere risikoen for partikkelforurensning.
5. Er det mulig for små bedrifter å matche produksjonen til de store produsentene her?
Ja. Mange små firmaer tilbyr nisjeekspertise, smidig utvikling og raske prototypetjenester, og de er gode partnere for spesialisering eller spesialtilpasset arbeid.
Kina har vært ledende innen produksjon, spesielt når det gjelder produksjon av støpeformer. Den store etterspørselen etter plastprodukter av høy kvalitet over hele verden har ført til at selskaper over hele verden henvender seg til kinesiske muggprodusenter for presisjon, kostnadseffektivitet og innovasjon. Dette innlegget vil hjelpe deg med å søke om du leter etter den beste moldprodusenten i Kina, viktige faktorer du bør vurdere når du velger den beste kinesiske moldprodusenten, fordelene ved å jobbe med en kinesisk moldprodusent, og hvordan du velger en kinesisk moldprodusent for din virksomhet. Sprøytestøpeprosessen brukes ofte i produksjon og innebærer å injisere plast, som er smeltet, i en form for å produsere svært presise deler. Denne metoden er viktig i sektorer som bilindustrien, elektronikk, medisinsk utstyr og forbruksvarer. De siste tiårene har Kina steget til det globale nivået innen moldproduksjon og er leverandør av høykvalitetsformer til en overkommelig pris.
Antallet kinesiske støpeformprodusenter har økt så kraftig at det har påvirket det globale markedet med rimelige og innovative løsninger. En av grunnene til at sprøytestøping er så dominerende i Kina, er regjeringens støtte til produksjonsinfrastruktur. Kinas sprøytestøpeproduksjon består av tusenvis av små fabrikker og store høyteknologiske fabrikker. Avansert CNC-maskinering, EDM (Electrical Discharge Machining) og automatiserte prosesser brukes til å lage former med presis og rask nøyaktighet i disse selskapene. Den kinesiske støpeformindustrien er i utvikling og støttes av kontinuerlige investeringer i teknologi og faglært arbeidskraft for å overholde internasjonale kvalitetsstandarder. Bedrifter som trenger at formene deres skal være av høy kvalitet, holdbare og kostnadseffektive, må se etter den beste moldprodusenten i Kina. En pålitelig mold maker sikrer god design, valg av materialer av høy kvalitet og grundig kvalitetskontroll. I Kina er det selskaper som spesialiserer seg på støpeformfremstilling for å imøtekomme kundens spesifikasjoner for å tillate mer fleksibilitet og forskjeller i produksjonen.
Dette innlegget vil handle om sprøytestøping, produksjon av støpeformer, CNC-maskinering, pressstøping, overflatebehandling, kvalitetskontroll, utvikling av prototyper, spesialtilpassede verktøy, formhulrom og materialvalg."
Vekst og utvikling i Kinas støpeformindustri
De siste årene har den kinesiske moldmakerindustrien utvidet seg veldig raskt. Kina har blitt en global leder innen moldproduksjon. Med plastinjeksjonsformproduksjon som i økende grad flytter fra utviklede nasjoner til Kina, har landet blitt en stor / by for moldproduksjon, og tilbyr mye til produsenter over hele verden.
Injeksjonsformprodusenten i Kina-industrien opererer i et veldig rikt miljø, ettersom Kina har en enorm og diversifisert produksjonsindustri. I den moderne produksjonsverdenen er plastformer en viktig faktor i produksjonsoperasjoner, og kvaliteten på disse plastformene bestemmer i stor grad effektiviteten og nøyaktigheten til alle produksjonsprosesser.
Fremveksten av Kinas sprøytestøpeindustri
Kinas plastformindustri spiller en viktig rolle i Kinas produksjon. Å bære teknologien for moldmaking representerer også utviklingen av et lands produksjonskapasitet. I løpet av de siste 10 årene har Kinas plastinjeksjonsformindustri utvidet seg raskt.
Bransjen vokste jevnt og trutt med nesten 19 prosent per år fra 2003 til 2013. Den kinesiske sektoren for produksjon av sprøytestøpeformer i Kina viste en betydelig forbedring i produksjonskapasitet, omsetning og lønnsomhet i forhold til tidligere år.
Statistikken er nylig, mer enn 1500 av Kinas mellomstore til store plastformproduksjonsbedrifter er i drift. I løpet av årene har dette gjort at deres samlede årlige inntekter har oversteget 160 milliarder yuan og vokst med mer enn 27%. Den totale inntjeningen i fortjeneste viste en økning på nesten 14 prosent og nådde over 10 milliarder yuan. I mellomtiden utvikler den innenlandske moldteknologien, lokale produsenter blir mer konkurransedyktige på det globale markedet.
Teknologiske fremskritt og markedsposisjon
Det var stor fremgang i teknisk og produksjonseffektivitet fra den beste mold maker i den kinesiske industrien. Kinesiske selskaper tar i bruk avanserte produksjonsteknikker som gjør dem i stand til å forbedre presisjonen til produktene, holdbarheten til produktene og også den generelle kvaliteten på produktene.
Til tross for fremskrittet har industrien for sprøytestøpeform nådd en ganske utvikling i Kina, men land som USA og Japan leder fortsatt markedet for sprøytestøpeform med høy presisjon. Men etter hvert som Kina utvikler seg, begynner gapet mellom innenlandske og internasjonale konkurrenter å lukke seg.
Posisjonen til produsenter av sprøytestøpeformer i Kina på det globale markedet avhenger av om de kan integrere banebrytende teknologi. Med automatisering, AI-drevet design og presisjonsteknikk på fremmarsj, er kinesiske produsenter i den perfekte posisjonen til å utnytte disse trendene og få mer styrke.
Viktige produksjonssentre i Kina
Geografisk sett er Kinas støpeformindustri hovedsakelig konsentrert i to hovedområder:
Yangtze-deltaet er et viktig fokusområde for produksjon og salg av støpeformer, og det er hjemsted for noen av de største og mest sofistikerte produksjonsanleggene i hele verden.
Et annet viktig senter for produksjon av sprøytestøpeformer, både på det innenlandske og det internasjonale markedet, er et annet kritisk senter, nemlig Pearl River Delta.
En stor del av Kinas produksjon av plastsprøytestøpeformer går til markeder som bilindustrien, elektronikk, medisinsk utstyr og forbruksvarer.
Den kinesiske støpeformindustrien har også fått del i de utenlandske investeringene. Nesten 50 prosent av den totale omsetningen og fortjenesten i industrien kommer fra bedrifter som er finansiert av investorer fra Hong Kong, Macao og andre internasjonale markeder. Disse utenlandske investorene har bidratt til å introdusere ny teknologi og ulike kvalitetsstandarder, og til å øke Kinas omdømme som det beste stedet for produksjon av støpeformer.
Produksjon av sprøytestøpeformer i Kina
Sprøytestøping er en svært populær produksjonsprosess som brukes til å lage plastkomponenter der smeltet materiale sprøytes inn i en form. Dette er en nødvendig prosess som blant annet brukes i bilindustrien, elektronikk-, medisin- og forbruksvareindustrien. Heldigvis kan den rette sprøytestøpeprodusenten i Kina spille en rolle i å forbedre produktkvaliteten så vel som kostnadseffektiviteten.
Fordeler med sprøytestøping i Kina
Avansert CNC-maskinering, elektroutladningsbearbeiding (EDM) osv. Kinesiske muggprodusenter bruker utstyr med høy presisjon for å lage former med utmerket nøyaktighet og styrke.
Etterspørsel etter globale produkter - På grunn av den globale etterspørselen kan mange produsenter tilby maskiner som gir kortere ledetider og raskere lansering av produkter.
Mold Design - En mold maker ville gjøre installasjonene og fikse det, dette er grunnen til at en mold Kina ville gi de beste løsningene når de får unike design spesifikasjoner spesielt i de enkle og komplekse mold design.
Mange kinesiske produsenter tar i bruk miljøvennlige metoder ved å redusere avfalls- og energiforbruket, bruke resirkulerte materialer og optimalisere produksjonseffektiviteten.
Den beste moldprodusenten i Kina tilbyr høykvalitetsformer til mye rimeligere priser sammenlignet med vestlige land på grunn av lave arbeids- og materialkostnader.
Kina industri, plast mold beslutningstakere i Kina har både småskala og storskala produksjon evner som er egnet for enhver bedrift som krever sin plast mold.
Med en erfaren og utvalgt produsent av sprøytestøpeformer i Kina kan bedrifter høste fordelene av avansert teknologi, stabile produksjonsprosesser og kostnadsbesparelser, samtidig som de opprettholder produkter av høy kvalitet.
Prosess for sprøytestøpeproduksjon
Moderne produksjon er avhengig av sprøytestøping for å kunne produsere mange plastdeler av høy kvalitet. En formprodusent lager verktøyet ved å utvikle formdesignet og deretter bearbeide det til en testbar form for smeltede plastprodukter. En pålitelig kinesisk sprøytestøpeformprodusent følger etablerte trinn for å produsere former som fungerer godt og sparer penger.
1. Produkt- og formdesign
Produktdesignerne utvikler en komplett 3D-modell av plastdelen i begynnelsen av støpeprosessen. Den endelige produktdesignen avgjør hvordan formen skal lages.
Delens dimensjoner, materiale og produksjonsvolum.
Antall kaviteter (former med én eller flere kaviteter).
Systemet vårt omfatter metoder for å kjøle ned og skyve ut støpte deler på en effektiv måte.
Optimalisering av formdesign blir enklere gjennom avanserte CAD- og CAE-programvaresystemer. Erfarne plastformprodusenter i Kina undersøker formflytmønstre for å finne eventuelle produksjonsproblemer på forhånd.
2. Valg av formmateriale
Valget av egnede formmaterialer påvirker direkte hvor godt produktet ditt vil fungere og holde seg intakt. En erfaren sprøytestøper i Kina jobber med disse standardformmaterialene:
Herdet stål er best egnet for produksjonslinjer som produserer mange deler, fordi det holder seg sterkt under tung bruk.
Forherdet stål: Enklere å maskinere, men egner seg for middels store produksjonsserier.
Aluminium er en økonomisk løsning for produksjon av prototyper og små serier på grunn av sin lave vekt.
Valg av støpeform avhenger av produksjonsbehov, plasttype og hvor lenge formen skal vare.
3. CNC-maskinering og EDM-bearbeiding
Etter godkjenning av formdesignet bruker produksjonsteamet vårt avanserte maskiner for å starte produksjonen.
CNC-systemet styrer presisjonsskjæring av metallblokker ved hjelp av Computer Numbered Control for industriell produksjon.
EDM-maskinen genererer intrikate detaljer gjennom elektriske gnister som CNC-maskiner ikke kan matche.
Den beste moldprodusenten i Kina bruker sin erfaring til å maskinere hver formdel perfekt, noe som reduserer sjansen for produktfeil i de ferdige plastdelene.
4. Varmebehandling og overflatebehandling
Varmebehandlingen styrker metalldelene og gjør støpeformen mer holdbar og effektiv. Varmebehandlingsprosessen gjør formdelene sterkere og bedre i stand til å motstå produksjonssykluser.
Etter varmebehandlingen blir formen sluttbehandlet gjennom overflatebehandlinger.
Polering: Gir en jevn finish av høy kvalitet.
Tekstur: Støpeprosessen omfatter teksturering for å gi de ferdige plastproduktene en bestemt overflatedesign.
5. Montering og tilpasning av støpeform
Alle formdeler som er maskinert og behandlet, settes sammen til et ferdig formsystem. Dette inkluderer:
Formverktøyet inneholder både plastformingsverktøyets kjerne og kavitetsenheter.
Det støpte produktet kan tas ut gjennom utkasterpinner.
Systemet inkluderer kanaler som kontrollerer temperaturen i formen og gjør produksjonssyklusene raskere.
Styrepinnene og bøssingene hjelper formdelene med å holde seg riktig innrettet under produksjonen.
For å oppnå kvalitetsresultater under sprøytestøping må formtilpasningen gjøres riktig. Spesialiserte ingeniører fra Kinas profesjonelle sprøytestøpefirma kontrollerer og finjusterer hver formdel til den passer perfekt.
6. Muggprøving og prøvekjøringer
Formprodusenten tester formen ved hjelp av innledende sprøytestøpeoperasjoner før den vanlige produksjonen starter. Dette trinnet sikrer at:
Formen viser at den fungerer som den skal uten problemer.
Plastkomponentene oppfyller kvalitetskravene til størrelse, overflatekvalitet og materialstyrke.
Produsentene gjør nødvendige endringer for å forbedre produktkvaliteten før de starter masseproduksjon.
Plastformprodusent Kina-selskaper tester støpeformer med forskjellige plastmaterialer under forsøk for å kontrollere ytelsen og produksjonseffektiviteten.
7. Modifikasjoner av mugg og endelig godkjenning
Teamet vårt gjør nødvendige endringer når testingen avdekker problemer med ytelse eller drift. Disse kan inkludere:
Kjølesystemet må justeres for å fjerne varmen bedre.
Formmakeren justerer utkasterpinnens posisjon for å gjøre det enklere å ta ut delene.
Vi forbedrer hulromsoverflaten ved å glatte ut eller omforme formdelene.
Når formen oppfyller alle kvalitetsstandarder under inspeksjonene, er den klar for produksjon i stor skala.
8. Levering av støpeform og produksjonsstart
Den godkjente formen fraktes til sprøytestøpeanlegget, der produksjonsarbeiderne installerer den i en sprøytestøpemaskin. En kinesisk støper i toppklasse tilbyr teknisk hjelp og retningslinjer for vedlikehold, slik at støpeformen din kan holde seg i drift i lang tid fremover.
Faktorene som påvirker kostnadene ved sprøytestøping
Kostnadene for plastformer og sprøytestøpte plastdeler er en viktig faktor som avgjør hvor vellykket et produksjonsprosjekt blir. Det er flere ting som påvirker sprøytestøpingskostnadene; delkompleksitet, størrelse, overflatefinish, materialvalg, formhulrom og produksjonsvolum. Dette kan bedrifter studere for å optimalisere designene sine og kutte ned på utgiftene til å engasjere profesjonelle produsenter av støpeformer.
Designets kompleksitet
Kostnadene for produksjon av støpeformer avhenger direkte av kompleksiteten til en komponent. Mer avanserte verktøy, nødvendig prosjektering og ekstra bearbeiding bidrar mer til en høyere formkostnad. For å minimere kostnadene bør unødvendige tilleggsfunksjoner, skarpe vinkler og detaljer forenkles der det er mulig. Hvis noe av designet kan holdes enkelt, kan delen bli svært kostnadseffektiv uten at det går på bekostning av funksjonen.
Størrelse på komponenten
En større komponent krever naturligvis en større form, noe som i sin tur krever mer råmateriale og mer bearbeidingstid. Totalkostnaden øker med økningen i formstørrelsen. Når det gjelder sprøytestøpte deler, er et av de viktigste aspektene ved design at størrelsen på delen kan optimaliseres uten at det påvirker ytelsen. Ved å redusere unødvendig masse (i dette eksemplet er det snakk om å redusere antallet vaniljestykker) kan man redusere produksjonskostnadene samtidig som produktet forblir intakt.
Valg av materiale
Material- og formkostnadene påvirkes sterkt av hvilken type plast som brukes i støpeprosessen. Plasttyper som armert plast eller høyytelsespolymerer har høyere kostnader på grunn av sin holdbarhet og sine spesielle egenskaper. Hvis det i tillegg brukes slitasje- eller varmebestandig plast, kreves det for eksempel herdet stål for å motstå slitasje, noe som øker totalkostnadene. Det er viktig å velge et materiale som er av god kvalitet, men som ikke går på bekostning av ytelsen.
Krav til overflatefinish
Overflatefinishen på støpte deler påvirker både estetikken og kostnadene. Produsentene har muligheten til å velge en finish av lavere kvalitet, SPI Finish B-3 eller C-finish for komponenter som ikke er en del av den synlige delen av sluttproduktet. Men hvis du ønsker en fin overflate av høy kvalitet, må du utføre flere prosesstrinn i produksjonsprosessen, noe som vil medføre ekstra kostnader.
Antall hulrom og produksjonsvolum
Følgelig er kostnadshensyn svært avhengig av formhulromskonfigurasjonen. Dette betyr at det er billigere å lage en form med én kavitet, men kostnadene per del er høyere fordi produksjonen er ineffektiv. Støpeformer med flere kaviteter eller familieformer har derimot en raskere produksjonstid og en lavere kostnad per enhet, men en høyere startkostnad.
I dette tilfellet er det kanskje mest kostnadseffektivt å bruke enkeltkavitetsformer for små produksjonskjøringer. For større produksjoner kan flerkavitetsformer likevel redusere de langsiktige kostnadene betydelig gjennom økt produksjon og effektivitet.
Metoder for å estimere kostnader for sprøytestøping av plast
Når du planlegger et sprøytestøpeprosjekt, er det ikke sikkert at du får et fullstendig bilde av hva et prosjekt virkelig vil koste ved å stole på hva produsentene oppgir som priser. Det finnes mange måter å estimere kostnadene ved sprøytestøping av plast på, slik at bedrifter kan ta en bedre beslutning. Følgende metoder hjelper deg med å beregne utgiftene for ulike produksjonsvolumer på en oversiktlig måte.
Kostnadsestimering for sprøytestøping av lave volumer
Funksjonsbasert kostnadsestimering er ganske effektivt for småskalaproduksjon. Kostnaden for støpeformen påvirker prisen på denne delen i stor grad, og derfor bruker man ofte teknikker for rask verktøyproduksjon for å få støpeformen produsert raskt, slik at man kan produsere et lite antall støpeformer.
Materialprisene estimeres nøyaktig i henhold til detaljens geometriske form og designkravene. I tillegg må den riktige sprøytestøpemaskinen velges fra en database med en kolonne med tilgjengelige maskiner som optimaliserer syklustiden basert på komponentgeometri, materialegenskaper og maskinspesifikasjoner.
Et annet viktig trinn i kostnadsestimeringen er valg av støpeformbase. Standardformstørrelser fra kjente formleverandører kan brukes til å velge den mest effektive formkonfigurasjonen. Når produksjons- og materialkostnadene er beregnet for ulike kavitetsarrangementer, kan det mest økonomisk gjennomførbare arrangementet bestemmes.
Funksjonsbasert kostnadsestimering for masseproduksjon
En metode for estimering av funksjonskostnader er best egnet for produksjon av store volumer. På grunn av det store antallet enheter som produseres i en gitt produksjonskjøring, blir formkostnadene fordelt på et større antall enheter, og man kan bruke mer holdbare former med høy presisjon, selv om de er dyrere på forhånd.
Basert på gjeldende råvarepriser estimeres materialkostnadene ut fra delgeometrien. En annen faktor er valg av den mest hensiktsmessige sprøytestøpemaskinen for å redusere produksjonskostnadene og forkorte syklustiden.
For å kunne beregne formkostnadene må man velge formbasen ved hjelp av størrelser og kategorier av standardformer. Deretter beregnes det nødvendige formoppsettet i henhold til delgeometri og produksjonskrav. Matematiske evalueringer av flere kavitetskonfigurasjoner gjør det mulig for bedrifter å bestemme den mest kostnadseffektive kaviteten som kombinerer material-, produksjons- og formkostnader.
Kostnadsestimering av plastformer
Kostnaden for å produsere selve formen kan også bestemmes ved hjelp av en annen kostnadsestimeringsmetode basert på funksjoner. Delens dimensjoner og nødvendige funksjoner, for eksempel antall hulrom, bør diktere den tiltenkte standardformstørrelsen. Bearbeidingskravene og totalprisen avhenger av type støpeform, SPI-standardformen eller hurtigprototypen for lavvolumproduksjon.
En rask formfremstillingsmetode kan brukes til å produsere støpeformer innen kortere tidsrammer, noe som kan forkorte leveringstiden for lavvolumprodukter. Men når det gjelder masseproduksjon, vil høypresisjonsformer som er laget med tanke på holdbarhet, vise seg å være et rimeligere alternativ på et senere tidspunkt.
Metode for estimering av gjennomsnittskostnader
En kalkulator for sprøytestøpingskostnader vil gi en grunnleggende idé om hva en sprøytestøpejobb vil koste uten delgeometri. For denne metoden for trinnvis prosessovergang er det også nødvendig med ytterligere prosessparametere, for eksempel materialvalg, antall løpere, antall komponenter osv.
En prisdatabase vil bidra til å utlede materialkostnadene for deler, men tilpassbare parametere som syklustid, maskinpriser og lønnskostnader vil fordele produksjonskostnadene. Et detaljert kostnadsoversikt over materialer, produksjon og muggproduksjon genereres når muggkostnadene er tatt i betraktning, og det hjelper bedrifter med å planlegge budsjettet sitt på en svært systematisk måte.
Viktige tips for å finne et pålitelig firma for sprøytestøping i Kina
Valg av støpeformprodusent i Kina er nøkkelen til god produktkvalitet, god leveringstid og god kostnadskapasitet. Å samarbeide med en pålitelig produsent av sprøytestøpeformer i Kina kan påvirke suksessen til prosjektet ditt på grunn av kompleksiteten i sprøytestøpeprosessen. Med alt dette sagt, her er seks viktige tips du kan se etter når du søker etter en pålitelig produksjonspartner.
TIPS 1: Vurder produktkvaliteten
Du må sette et poeng at produktkvaliteten skal være topp prioritet når du velger en injeksjon mold maker i Kina. Sjansene er større for at materialet du bruker vil ha høy presisjon, og selskapet vil fungere på flere måter for å sikre at produktet ditt også er bra.
Før du inngår et partnerskap, bør du ta følgende skritt:
For å sjekke ut deres erfaring og ledelsesstruktur, besøk og sjekk selskapets nettsted.
Bedriften bør be om sertifiseringer for kvalitetsstyring, for eksempel ISO-standarder.
Finn ut om de har noen detaljer om tidligere prosjekter (bilder, casestudier osv.), og be ham/henne om å evaluere kapasiteten deres.
Spør ham om han har erfaring med å lage lignende produkter.
Anerkjente kinesiske støpeformprodusenter vil alltid være veldig tydelige på hvor de står når det gjelder kvalitetsstandarder og tidligere arbeid.
TIPS 2: Verifiser stabil produksjonskapasitet
En annen viktig faktor for å velge en Kina plast mold maker er nødvendig rettidig levering. Med svært lange ledetider forbundet med injeksjonsstøpeprosjekter er det veldig viktig å bekrefte at produsenten er i stand til å overholde fristen konsekvent.
Produksjonskapasiteten til et selskap skal fastsettes for evaluering.
Se hvordan fasilitetene og maskinparken deres ser ut, slik det er beskrevet på nettsidene deres.
Se en detaljert liste over sprøytestøpemaskiner og utstyr.
Sørg for at de har nok produksjonslinjer til å fylle mengden av innkommende bestillinger.
Du må imidlertid ta i betraktning at en kinesisk produsent av sprøytestøpeformer med stabil produksjonskapasitet og et tilstrekkelig velutstyrt verksted vil hjelpe deg med å unngå forsinkelser og andre uventede problemer.
TIPS 3: Sørg for profesjonell teknisk støtte
Sprøytestøpeprosessen er kompleks prosjektering, og ikke alle produktdesignere er eksperter på produksjon av støpeformer. Den beste kinesiske moldprodusenten skal hjelpe deg med å optimalisere designet ditt og eliminere produksjonsrisikoen.
Tidlige stadier på kommunikasjonsveien ser ut til å være:
Gir produsenten tilbakemelding fra et profesjonelt perspektiv om en mulig designfeil?
Går ingeniørene deres gjennom gjennomførbarheten av formdesignet ditt?
Kan de komme med forslag til forbedringer som vil forbedre holdbarheten og/eller kostnadseffektiviteten?
En kvalifisert produsent av sprøytestøpeformer i Kina kan hjelpe deg med å effektivisere prosjektet ditt ved å løse tekniske utfordringer i forkant av støpeformen, slik at du unngår kostbare revisjoner.
TIPS 4: Kommunikasjon er konge eller dronning
Å jobbe med en plaststøper i Kina uten språkbarrierer kan føre til misforståelser og forsinkelser, og det er derfor viktig å ha en god kommunikasjon.
Se etter et selskap som:
Det har engelsktalende salgsrepresentanter for å kunne diskutere.
Flerspråklige medarbeidere sørger også for at kommunikasjonen går kontinuerlig, selv når en nøkkelkontakt ikke er tilgjengelig.
Gir deg direkte tilgang til en ingeniør på ditt eget arbeidsspråk for en teknisk diskusjon.
En produsent med gode kommunikasjonsevner vil utnytte tiden din mye bedre og forstå hva du ønsker, og dermed oppnå mye større effektivitet.
TIPS 5: Sammenlign priser for å finne den mest kostnadseffektive løsningen
Imidlertid kan sprøytestøping være ganske dyrt, så det er veldig viktig å finne en kinesisk støper som kan tilby konkurransedyktige priser uten at det går på bekostning av kvaliteten.
For å sikre deg den beste avtalen:
Be ulike produsenter om å sende deg mer enn ett tilbud.
Sammenlign priser for muggkostnader, materialkostnader og produksjonsavgifter, og sammenlign tidsplaner.
Undersøk muligheter for kostnadsreduksjon, inkludert formdesign som får plass til flere i en form, eller rabatter på bulkkjøp.
Det er med en pålitelig produsent av injeksjonsformer i Kina at du vil få tilbudene dine til å være gjennomsiktige når det gjelder priser og vil kunne hjelpe deg med å finne en løsning som passer budsjettet ditt uten å skade mye på kostnadene.
TIPS 6: Sjekk selskapets omdømme
Før du forplikter deg til det endelige partnerskapet med plastformprodusenten i Kina, er det viktig å få en ide om deres omdømme på markedet. Et selskaps erfaring med tidligere kunder er en indikator på dets pålitelighet og servicekvalitet.
Slik sjekker du produsentens omdømme:
Gi deg navnene på gamle kunder for å be om referanser og be om deres erfaringer.
Søk etter anmeldelser på nettet, kommentarer, sitater fra andre (Testimonials) eller uavhengige vurderinger.
Undersøk hvor lenge selskapet har jobbet i bransjen og hvem de har samarbeidet med, spesielt kjente merkevarer.
En positiv kundetilbakemelding sprøytestøpeprodusent i Kina med god erfaring er mer sannsynlig å tilby høykvalitetsresultat og profesjonell service.
Hvordan velge den beste moldmakeren i Kina?
Det er ingen enkel oppgave å velge støpeformprodusent. Noen av aktørene å tenke på er:
1. Bransjeerfaring og omdømme
Søk etter produsenter med en historie i denne bransjen. En erfaren Kina-produsent vil ha en lang portefølje av vellykkede prosjekter og lese nyttige kundeanmeldelser.
2. Produksjonskapasitet
Forsikre deg om at plastformprodusenten Kina du velger har utviklet maskiner og teknologi. Den høye presisjonen til en kompleks form kan produseres av en velutstyrt fabrikk.
3. Kvalitetskontroll og sertifiseringer
Formfremstilling er kvalitetssikret. Å ha ISO-sertifiseringer er målestokken for en topp mold maker i Kina, og å ha strenge tiltak for kvalitetskontroll bør også tas i betraktning.
4. Kommunikasjon og kundestøtte
Kommunikasjon i internasjonal virksomhet er viktig. Samarbeid med en produsent som forstår dine behov og gir deg oppdateringer i tide.
5. Priser og ledetider
Sammenlign kostnadene for forskjellige produsenter av sprøytestøpeformer i Kina. Rimelig pris er viktig, men aldri på bekostning av kvalitet. På samme måte må du sørge for at leverandøren kan oppfylle dine krav til tidsfrist.
Rollen til plastformmakere i ulike bransjer
Hver av dem betjenes av et bredt spekter av bransjer som trenger spesifikke støpeformer.
1. Bilindustrien
De må kunne lage støpeformer med høy presisjon for støtfangere, dashbord og motordeler i bilindustrien. En pålitelig plaststøper i Kina garanterer prosjektets holdbarhet og konsistens.
2. Medisinsk industri
Helseforskrifter må følges strengt i medisinsk utstyr og utstyr. De beste produsentene av støpeformer følger internasjonale standarder for å garantere sikkerhet og kvalitet.
3. Elektronikkbransjen
Topp injeksjonsformprodusent Kina-selskaper designer og lager intrikate design med høyeste nøyaktighet for elektroniske produsenter for smarttelefonhus, kretskortkomponenter osv.
4. Forbruksvarer
For å opprettholde produksjonsnivået er det nødvendig med høykvalitetsformer for husholdningsprodukter, leker og emballasjeløsninger. Kinesiske støpeformprodusenter kan tilby innovative og kostnadseffektive løsninger.
Fremtidige trender innen moldproduksjon i Kina
Med utviklingen av teknologi vokser mold-making industrien i Kina fortsatt. Noen viktige trender som indikerer fremtiden for verden er som følger.
1. Automatisering og integrering av kunstig intelligens
Mange produsenter tar i bruk robotteknologi og AI-drevne systemer for å øke presisjonen og redusere antall repetisjoner.
2. Miljøvennlige materialer
Med stadig mer bekymring for plastavfallet, undersøker en rekke kinesiske produsenter av sprøytestøpeformer bærekraftige materialer.
3. 3D-utskrift i formfremstilling
Med 3D-printing-teknologien blir prototypstadiet endret, og utviklingskostnadene og -tiden reduseres.
4. Økt globalt samarbeid
Internasjonale selskaper inngår samarbeid med kinesiske støpeformprodusenter for å forbedre kvaliteten og utvide sitt internasjonale fotavtrykk.
Sincere Tech - Ledende støpeformprodusent i Kina
Sincere Tech Co, Ltd. ble grunnlagt i 2005 og er ledende i Kina mold making industrien tilbyr en omfattende produksjonsløsninger. Selskapet ligger i Guangdong-provinsen og har hovedkontor i Dongguan City, og vi spesialiserer oss på plastinjeksjonsformer, støpeformer, silikongummiformer og CNC-maskineringstjenester.
Mangfoldig tjenesteportefølje
Sincere Tech er en bred tjenesteleverandør som henvender seg til ulike bransjer.
Sprøytestøping av plast av høy kvalitet: Produktene er plastkomponenter av høy kvalitet til bilindustrien, elektronikk, medisinsk utstyr og forbruksvarer.
Selskapet spesialiserer seg på pressstøping av aluminium, magnesium og sink, som varierer i krav til presisjon og allsidighet, og dekker dermed bransjens behov.
Selskapet tilbyr silikonegummistøping og sørger for at produktene produseres i henhold til spesifikke funksjonelle så vel som estetiske standarder.
Avanserte CNC-maskiner: Maskinparken vår er utstyrt med avanserte CNC-maskiner for produksjon av kompliserte og presise deler med utmerket toleranse og finish.
Som leverandør av tjenester for hurtig prototyping og produktmontering sørger selskapet for en sømløs overgang fra idé til ferdig produkt.
Kvalitetssikring og sertifiseringer
Sincere Tech er underlagt strenge kvalitetskontrollsystemer og opererer i henhold til ISO 9001:2015-standarder. En slik forpliktelse garanterer at produktene uten unntak både oppfyller og overgår kundens forventninger.
Kundesentrert tilnærming
Sincere tech bruker en kundefokusert metodikk og tilbyr derfor personlig tilpassede tjenester, fra konsultasjon til støtte etter produksjon. Dette fremmer et langsiktig partnerskap, og garanterer at kundens prosjekter blir utført med nøyaktighet og effektivitet.
Global rekkevidde og bransjeanerkjennelse
Sincere Tech har tjent en sterk tilstedeværelse over hele verden i nasjonen. Det er en anerkjent leder i bransjen for aluminiumstøping med sitt rykte som en topp aluminiumstøpeprodusent i Kina og USA.
Sincere Tech Co, Ltd er på terskelen til mold mold-making industrien, og dermed bærer store typer tjenester, garanterer kvalitetsstandarder, og er et kundevennlig selskap for selskaper som ønsker pålitelig og kreativ produksjon.
Konklusjon
Selv om kinesiske produsenter av sprøytestøpeformer er relativt nye på det globale markedet, har de fått et enormt rykte i sprøytestøpeindustrien. Kinesiske støpeformprodusenter er blitt velkjente i verden takket være avansert teknologi, dyktig arbeidskraft og kostnadseffektiv produksjon. Korte ledetider, presisjonsteknikk og kostnadseffektive tilpassede løsninger er det selskaper som trenger pålitelig moldproduksjon drar nytte av. Automatisering og miljøvennlige praksistrender øker og gjør Kina sterkere i bransjen. Å velge den beste moldprodusenten i Kina er ingenting annet enn å gå gjennom en streng gjennomgang av sin erfaring, sin produksjonskapasitet, sin kvalitetskontroll og sin kundeservice. For å sikre de høyeste standardene for design, produksjon og etterbehandling av sprøytestøpeprosesser, må man forholde seg til en pålitelig produsent av sprøytestøpeformer i Kina. Kinesiske produsenter av sprøytestøpeformer kan tilby en komplett serie av løsninger for bilindustrien, medisinsk industri, elektronikk og forbruksvarer.
Videre har plastformprodusenten i Kina skalerbare produksjonskapasiteter, og bedrifter kan vokse lukrativt og samtidig beholde lave kostnader. Videre tar produsentene seg tid til å se nærmere på bruken av miljøvennlige materialer og energieffektive prosesser. Samlet sett er Kina imidlertid fortsatt det beste stedet å henvende seg til for sprøytestøpeproduksjon av den grunn at det har overlegen teknologi, produktene er rimelige og kvaliteten er slik at du kan være sikker på at de vil oppfylle internasjonale standarder.
Vanlige spørsmål
1. Hvorfor bruker folk Kina til produksjon av injeksjonsform?
Produksjon i Kina er også kostnadseffektivt, avansert teknologi, kvalifisert arbeidskraft og kortere ledetider gjør Kina til verdens ledende produsent av sprøytestøpeformer.
2. Hvordan velge et godt mold-making selskap i Kina?
Velg en erfaren moldprodusent som har relevante sertifiseringer, tilstrekkelig produksjonskapasitet, kvalitetskontrolltiltak og kundevurderinger før du foretar et valg.
3. Hvilke kinesiske industrier trenger sprøytestøping av plast?
Kinesiske støpeformprodusenter støtter mange bransjer som bilindustrien, elektronikk, medisin, emballasje og forbruksvarer som krever høy kvalitet og presisjon.
4. Er kinesiske støperier i stand til å produsere komplekse design?
Takket være avansert CNC-maskinering og automatisering kan kinesiske produsenter lage svært intrikate og nøyaktige formkonstruksjoner.
5. Er kinesiske produsenter av injeksjonsformer i samsvar med den internasjonale kvalitetsstandarden?
ISO-sertifiserte, ledende produsenter av støpeformer i Kina følger også strenge kvalitetskontroller for å oppfylle globale industristandarder.
https://plas.co/wp-content/uploads/2025/03/360_F_770935677_Q6Oasd1yFT6kLoGu9asOg9NJ6CWwBlmV.jpg360720Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2025-03-19 18:23:002025-03-20 13:39:42Velge den beste moldmakeren i Kina: En omfattende guide
På grunn av sin kostnadseffektivitet, raske produksjonshastighet og høye presisjon har aluminiumssprøytestøpeformer blitt vanlige verktøy innen plastsprøytestøping. Formene er laget av aluminiumslegeringer av høy kvalitet og brukes mye til prototyping, produksjon av lave til middels store volumer osv. med korte utgivelsestider. Aluminiumsformer har ikke en lang avkjølingssyklus som stålformer har, og har derfor raskere avkjølingshastigheter, noe som forkorter syklustiden og forbedrer produksjonsøkonomien i forhold til stålformer. På samme måte, i sprøytestøping av aluminium, gjøres formdesign og maskinering på avansert CNC (Computer Numerical Control) fresing og EDM (Electric Discharge Machining) for støpeprosessen. Etter det er formen klar til å ta imot den smeltede plasten, som injiseres under høyt trykk i hulrommet. Aluminium har høy varmeledningsevne, slik at plasten kan avkjøles og stivne raskt, noe som muliggjør raskere produksjonssykluser enn ved bruk av stålformer. De støpte delene blir deretter trimmet og etterbehandlet for å sikre kvaliteten når de kastes ut.
Den laveste startkostnaden for aluminiumsformer i forhold til stålformer er en av de største fordelene med aluminiumsformer for sprøytestøping. Dette er ideelt for produsenter som ønsker liten eller ingen produksjon uten å ofre kvaliteten, ettersom de er billige, men kvalitetsdesign for kortvarig produksjon. I motsetning til stålformer krever imidlertid aluminiumsformer hyppige utskiftninger av deler og varer bare mellom 10 000 og 100 000 sykluser, avhengig av vedlikehold og materialvalg. Regelmessig vedlikehold er nødvendig for å sikre at sprøytestøpeformene i aluminium varer så lenge som mulig. På den annen side kan rengjøring etter hver syklus, observasjon av slitasje og skader, og belegg for beskyttelse og lagringsforhold bidra til å forlenge levetiden.
Denne artikkelen vil diskutere hele prosessen med aluminium sprøytestøpeform, fordelene, levetiden, vedlikeholdet og kostnadsrammen.
Hva er en sprøytestøpeform av aluminium?
En sprøytestøpeform i aluminium er en form som hovedsakelig er produsert av aluminium eller aluminiumslegeringer for sprøytestøping av plastdeler. Sammenlignet med konvensjonelle stålformer har disse formene betydelige fordeler når det gjelder produksjonshastighet og initialinvestering.
Aluminiumsformene egner seg spesielt godt til prototyping, lave til middels høye produksjonsserier og i bransjer som krever raske iterasjoner av deler.
Hvordan aluminiumssprøytestøpeformer fungerer
1. Formdesign og CNC-maskinering
Det første trinnet i designprosessen for sprøytestøpeformer i aluminium er å designe sprøytestøpeformen basert på de ønskede plastegenskapene til delen. Ingeniørene lager 3D-modeller ved hjelp av CAD (Computer Aided Design). Når formen er bestemt, blir den CNC-maskinert ut av en aluminiumsblokk, noe som gir svært høy presisjon og nøyaktighet.
2. Klargjøring og oppsett av støpeform
Deretter påføres etterbehandlingsprosesser som polering, belegg og ejektorstift på formen etter maskinering. De bidrar til å forbedre formens holdbarhet og jevne ut plastflyten. Etter at formen er montert på en sprøytestøpemaskin, er den klar for produksjon.
3. Plastinjeksjon og fylling av støpeformen
Sprøytestøpeutstyret smelter plastpellets (ABS, polypropylen, nylon) for å skape plast i smeltet tilstand som sprøytes inn i aluminiumsformhulen under høyt trykk. I tillegg skaper formens design jevn fylling for å forhindre problemer som luftlommer og ujevn tykkelse.
4. Rask nedkjøling og størkning
Varmeledningsevne er en av de beste termiske egenskapene som kan oppnås av aluminiumsformene for sprøytestøping. På grunn av sin overlegne varmespredningsfunksjon vil aluminium avkjøles og stivne raskere enn stål. Det kutter ned på syklustiden og reduserer dermed produksjonen.
5. Utstøting av den ferdige delen
Når plasten er tilstrekkelig nedkjølt til å stivne, skyves delen ut av formen ved hjelp av utstøtingspinner. Det endelige produktet foredles om nødvendig, med mindre trimming eller etterbehandling.
6. Gjenta prosessen
Formen lukkes igjen, og syklusen fortsetter for masseproduksjon. Aluminiumsformer er effektive for raske sykluser, og derfor er denne typen former velegnet for rask prototyping og lave til middels høye produksjonsserier.
Hvorfor aluminiumsformer er bedre
Bedre varmespredning som fører til raskere syklustider.
Det krever mindre varme (og dermed mindre energiforbruk).
Modifikasjoner (designendringer eller forbedringer) er enklere å gjennomføre
Ved hjelp av sprøytestøpeformer i aluminium kan produsentene lage plastdeler av høy kvalitet til en lav kostnad og på kort tid.
Levetid og vedlikehold av aluminiumsformer
Levetid for sprøytestøpeformer av aluminium
Levetiden til sprøytestøpeformene i aluminium bestemmes av flere faktorer, for eksempel materialkvalitet, produksjonsmengde og plasttype. For eksempel tåler aluminiumsformer i gjennomsnitt 10 000 til 100 000 injeksjonssykluser, og derfor brukes aluminiumsformer ofte til produksjon av lave til middels store volumer.
Aluminiumsformer har kortere levetid sammenlignet med stålformer, som kan tåle opptil 500 000 til over en million sykluser. Levetiden kan selvfølgelig forlenges betraktelig ved hjelp av beskyttende belegg, riktig design og vedlikehold.
Det er flere faktorer som påvirker levetiden til aluminiumsformer.
1. Valg av materiale: Aluminiumslegeringer av lavere kvalitet er ikke like sterke og holdbare som aluminiumslegeringer av høy kvalitet som 7075 eller QC 10.
2. Produksjonsmiljøet: De utsettes for høye injeksjonstrykk under produksjonsforhold, og de er i kontakt med svært slitende materialer (for eksempel glassfylt plast), noe som bidrar til raskere slitasje.
3. Dette inkluderer kjøling og termisk sykling: aluminiumsformen avkjøles mye raskere enn en stålform, noe som gir mindre termisk stress. Ekstreme temperatursvingninger kan imidlertid forårsake sprekker med tiden.
4. Overflatebelegg og -behandlinger: Fornikling, anodisering eller harde belegg kan være effektive behandlinger for å forhindre slitasje og korrosjon og dermed øke formens levetid.
Selv om aluminiumsformer ikke er tilfredsstillende for høye produksjonskjøringer, kan de med riktig design og pleie vare lenge nok til å oppfylle prototyper og lave til middels produksjonskjøringer på et relativt kostnadseffektivt nivå.
Vedlikehold av sprøytestøpeformer av aluminium
For å oppnå maksimal levetid for aluminiumsformer for sprøytestøping og jevn kvalitet på delene, er det nødvendig med regelmessig vedlikehold. I motsetning til stålformer er aluminiumsformer mykere og mer utsatt for riper eller skader, så det er nødvendig med mer forebyggende vedlikehold.
Daglige vedlikeholdsprosedyrer
Etter hver produksjonssyklus bør du for eksempel rengjøre formen for å bli kvitt plastrester, rusk og forurensning. Ikke-slipende rengjøringsmidler brukes for å unngå riper på formoverflaten. For å unngå at støpeformen kleber seg fast når du produserer, kan du bruke et lett formfrigjøringsmiddel.
Periodisk inspeksjon og reparasjoner
Rutinemessige inspeksjoner gjør det mulig å oppdage riper i overflaten, bulker eller mindre sprekker og tegn på tidlig slitasje. Ved å sørge for at det er nok utstøterpinner, nok kjølekanaler og ventilasjonsområder, sikrer man at støpeformen fortsetter å fungere og forblir effektiv. Mindre reparasjoner, f.eks. polering eller ny lakkering, kan brukes til å gjenopprette ytelsen til støpeformen hvis det oppdages slitasje.
Lagring og beskyttelse
Aluminiumsformer bør oppbevares i tørre, temperaturkontrollerte omgivelser når de ikke er i bruk, slik at korrosjon ikke oppstår. For å holde formen i god stand anbefales et beskyttende belegg eller påføring av en rustbeskyttelsesspray før lagring.
Vanlige vedlikeholdsproblemer og løsninger
1. Riper på overflaten: Høye flekker kan reduseres til jevnhet ved å bruke fine poleringsmidler eller belegg.
2. Temperaturendring (sprekkdannelse eller vridning): Ikke utsett for drastiske temperaturendringer, bruk gradvis oppvarming og nedkjøling.
3. Støpte deler: Bruk formfrigjøringsmidler på emnedesignet for å forbedre utstøtingen fra formen.
4. Korrosjon eller oksidasjon: De bør oppbevares i et kontrollert miljø der de er beskyttet av belegg.
Når bør vi velge å produsere sprøytestøpeformer i aluminium?
1. Når du trenger rask prototyping
Når en bedrift skal utvikle et nytt produkt, men trenger prototyper raskt og rimelig, er sprøytestøpeformer i aluminium en billig og rask løsning. I motsetning til stålformer, som kan ta flere måneder, kan produsentene lage testdeler dager eller uker senere. I tillegg gir de mulighet for raske designendringer og bidrar til å redusere utviklingskostnadene før produksjonen settes i gang i stor skala.
2. Hvis produksjonsvolumet ditt er lavt til middels
For produksjon av 10 000 til 100 000 plastdeler er aluminiumsformen et ideelt alternativ til stålformen, noe som kommer produsenten til gode. De er billige i starten, har kortere produktsykluser og lang levetid, noe som gjør dem perfekte for korte serier eller sesongbaserte produkter. I motsetning til stålformer, som krever høye forhåndsinvesteringer, gjør aluminiumsformer det mulig for bedriften å redusere kostnadene uten at det går ut over kvaliteten.
3. Når hastighet og effektivitet er viktig
Siden aluminium er et materiale med høy varmeledningsevne, avkjøles den injiserte plasten mye raskere i aluminiumsformer enn i stålformer. Et slikt arrangement fører til kortere syklustider, høyere produksjonseffektivitet og lavere energiforbruk. Aluminiumsformer er å foretrekke for bedrifter som krever rask gjennomløpstid og som trenger bedre effektivitet i arbeidsflyten.
4. Når du trenger kostnadseffektivt verktøy
På grunn av de høye kostnadene ved å etablere stålformer for en oppstart, liten bedrift eller for å sette et produkt ut for å teste, er det kanskje ikke en dekorativ investering. Dessuten er sprøytestøpeformer av aluminium mye billigere enn sine kolleger, så det er en god idé å velge dem hvis du har et lavt budsjett. For et selskap som er usikker på om produktet vil kreve mye høyvolumproduksjon, reduserer aluminiumsformer den økonomiske risikoen, men sørg for at delene er av topp kvalitet.
5. Når høy presisjon og overflatefinish er påkrevd
For høy presisjon og jevn overflatefinish er aluminiumsformer ideelle for bruk. Bruk av aluminiumsformer er nødvendig for å produsere deler med små toleranser og feilfrie overflater i bransjer som medisinsk utstyr, forbrukerelektronikk og romfart. Dagens maskinerings- og etterbehandlingsmetoder gjør at leverandører av aluminiumsformer kan levere utmerket delkvalitet og noen ganger gjøre sekundær prosessering unødvendig.
6. På hvilken måte aluminiumsformer kanskje ikke egner seg
Det er flere fordeler forbundet med sprøytestøpeformer i aluminium, men det er ikke alle situasjoner som vil dra nytte av dem. Stålformer er imidlertid mer egnet for produksjonsvolumer på mer enn 500 000 deler på grunn av deres holdbarhet og lange levetid. I høytrykksstøpeindustrien kan aluminiumsformer slites ut raskere og bør derfor ikke brukes under ekstreme produksjonsforhold.
Fordeler med sprøytestøpeformer i aluminium
1. Raskere produksjonstid
Siden sprøytestøpeformer av aluminium har langt bedre varmespredning enn en stålform, avkjøles den injiserte plasten mye raskere. Følgelig er produksjonssyklusene med slike former betydelig kortere enn med stålformer, noe som også øker effektiviteten.
2. Lavere startkostnader
Aluminiumsformer er mye rimeligere å produsere enn stålformer som brukes i sprøytestøping. Dette gjør dem til et utmerket valg for nyetablerte bedrifter, småserieprodusenter og bedrifter som jobber med prototyputvikling.
3. Enklere maskinering og modifikasjoner
Det går raskere og er billigere å lage støpeformer fordi aluminium er enklere å skjære og forme enn stål. I tillegg kan man oppnå større designfleksibilitet med mindre behov for modifikasjoner og justeringer.
4. Overflatebehandling av høy kvalitet
Aluminiumsformer gir en lett og god finish uten behov for etterbehandling. Injeksjonsformer i aluminium brukes av mange bransjer for å skape deler med en jevn og detaljert design som er laget med høy presisjon.
5. Miljøvennlig
Aluminiumssprøytestøpeformer er et bærekraftig alternativ sammenlignet med stålalternativer, siden dette er et resirkulerbart materiale.
Sprøytestøpeformer i aluminium vs. støpeformer i stål
To viktige funksjoner i formproduksjon er aluminiumssprøytestøpeformer sammen med stålformer.
De opprinnelige kostnadene for sprøytestøpeformer i aluminium er fortsatt lavere, mens de er høyere for støpeformer i stål.
Produksjonshastigheten varierer mellom sprøytestøpeformer i aluminium og stålformer, siden aluminiumsformene kjøles ned raskere og har kortere sykluser, i motsetning til stålformene som har lengre produksjonssykluser.
Stålformer varer lenger enn sprøytestøpeformer i aluminium, fordi de har en levetid på 100 000 til mer enn 100 000 sykluser, mens aluminiumsformer har en levetid på 10 000 til 100 000 sykluser.
Aluminiumsformer gir bedre bearbeidingsmuligheter enn stålformer, men stålformer byr på større utfordringer for brukeren.
Overflatefinishen viser høy kvalitet, samtidig som det kreves ytterligere etterbehandling gjennom polering.
Aluminiumsformer er mer økonomiske enn stålformer for produksjon av produkter i korte til middels lange produksjonsmiljøer, fordi de forlenger produksjonssyklusene.
Bruksområder for sprøytestøpeformer av aluminium
1. Prototyping og produktutvikling
Rapid prototyping-selskaper velger sprøytestøpeformer i aluminium både fordi de er rimelige og fordi de gjør det mulig å utføre raske designendringer.
2. Produksjon av lavt til middels volum
Kombinasjonen av rimelig pris og høy kvalitet gjør at sprøytestøpeformer i aluminium egner seg for produksjon av 10 000 til 100 000 deler uten negative effekter.
3. Medisinske produkter og forbruksvarer
Aluminiumsformer brukes i flere bransjer, både innen medisinsk utstyr og produksjon av forbrukerprodukter, fordi disse bruksområdene krever at presise komponenter produseres effektivt.
4. Komponenter til romfart og bilindustri
Blant de positive effektene av aluminiumsformer er produksjon av lettvektskomponenter som skaper viktige høyytelsesstrukturer for luftfartøyer og biltransport.
Kostnader for sprøytestøping av aluminium
Dyrere sprøytestøpeformer i aluminium skyldes en kombinasjon av tre hovedfaktorer, nemlig størrelse, kompleksitet og produksjonsvolum.
Det er flere variabler som bestemmer totalkostnaden for produksjon av sprøytestøpeformer i aluminium.
Kostnadene stiger på grunn av økt materialbehov kombinert med økende arbeidskostnader ved produksjon av komplekse eller store aluminiumsformer.
Produsentene forsterker sprøytestøpeformene i aluminium ved å legge på beskyttende belegg når det planlegges produksjon av store volumer, fordi disse modifikasjonene forlenger støpeformens levetid.
Kostnadene øker når man bruker former med flere hulrom som lager mange deler samtidig.
Endringer som gjennomføres etter at produksjonen har startet, vil medføre ekstra kostnader.
2. Kostnadene ved produksjon av støpeformer i aluminium og stål bør undersøkes
Tabellen nedenfor viser en kostnads- og hastighetsanalyse av ulike typer plastsprøytestøpeformer gjennom hele produksjonen:
Formtype
Opprinnelig kostnad
Vedlikeholdskostnader
Produksjonshastighet
Best for
Injeksjonsform av aluminium
$5 000 - $25 000
Lav
Rask
Prototyping av små og mellomstore serier
Injeksjonsform av stål
$15,000-$100,000+
Høyere
Langsommere
Produksjon i store volumer
Bedrifter som har behov for å redusere de opprinnelige utgiftene og ønsker å opprettholde produksjonskvaliteten, velger aluminiumsformer fordi de er rimelige.
Hvordan velge riktig produsent av aluminiumssprøytestøpeformer
Når du velger en produsent av aluminiumsformer for sprøytestøping, ta hensyn til:
Omdømme og erfaring med produsenter: Samarbeid med produsenter som har et godt rykte og produksjonserfaring med å levere støpeformer av høy kvalitet.
Garanti for en viss installasjonskapasitet: Det skal ikke være vanskelig for produsenten å sette opp delene.
Bedre holdbarhet og lang levetid: Aluminiumet som brukes er av høy kvalitet, noe som gir den bærbare datamaskinen lengre levetid.
Mold Leveringstid: Enhver god produsent vil levere støpeformer raskt uten at det går på bekostning av kvaliteten.
Vedlikehold og reparasjon: Velg selskaper som tilbyr kundestøtte etter salg.
Konklusjon
Injeksjonsformer i aluminium er en effektiv, kostnadseffektiv og rask måte å lage plastdeler på. Disse brukes til å lage prototyper raskt, i lav til middels produksjon samt i bransjer som krever høy presisjon. Dette sikrer at nedkjølingstiden reduseres til brøkdeler av tiden for konvensjonelle stålformer, og at produksjonssyklusene går raskere. Selv om aluminiumsformer har en lavere startkostnad og raskere produksjon, er slitasjen av stål mot metalloverflaten større, og den vil ikke vare like lenge. Til tross for dette kan produsentene forlenge brukbarheten med så mye som 100 000 sykluser hvis smøring, beskyttende belegg og regelmessig rengjøring opprettholdes. Avhengig av produksjonsvolum, budsjett og andre krav i et spesifikt prosjekt, kan valget stå mellom støpeformer i aluminium og stål.
Aluminiumssprøytestøpeformer er en ideell erstatning for dyre stålformer når det gjelder korttidsprosjekter, prototyper og bruksområder som er kostnadssensitive. Alternativt er stålformer mer egnet for ekstrem holdbarhet når det kreves et høyt produksjonsvolum. Med kunnskap om prosessen, fordelene og vedlikeholdet av sprøytestøpeformer i aluminium kan bedrifter balansere kostnader, kvalitet og produksjonseffektivitet. Uansett om plastformene brukes til produksjon av små serier eller til testing av nye produktdesign, anses de som en viktig ressurs i moderne plastproduksjon.
Ofte stilte spørsmål (FAQ)
1. Hvorfor brukes sprøytestøpeformer av aluminium?
For produksjon av plastdeler er det vanlig å bruke sprøytestøpeformer i aluminium til rask prototyping, produksjon av små og mellomstore volumer og industrier med et presserende behov for rask omstilling. De brukes ofte i medisin-, bil-, romfarts- og forbrukerproduktindustrien.
2. Hvor lenge varer sprøytestøpeformer av aluminium?
Delta D gir kundene en svært effektiv og lang levetid for metallbearbeiding, men levetiden til aluminiumsformer avhenger av materialkvalitet, vedlikehold og produksjonsforhold. De har en gjennomsnittlig syklus på mellom 10 000 og 100 000 sykluser, noe som gjør dem velegnet til produksjon av korte serier og prototyper.
3. Er sprøytestøpeformer i aluminium billigere enn støpeformer i stål?
Sprøytestøping av aluminium koster mye mindre enn støping av stål. For raskere produksjonshastigheter og mindre bearbeidingstid, lavere startkostnader, er de økonomiske for kortsiktig produksjon.
4. Hva er grensene for aluminiumsformer når de utsettes for høytrykkssprøytestøping?
Selv om aluminiumsformer kan håndtere sprøytestøping under moderat høyt trykk, er de ikke like holdbare som stålformer for svært høyt arbeidstrykk og store volum. Likevel kan de forsterkes med beskyttende belegg og forsterkninger.
5. Hvilke bransjer har størst nytte av sprøytestøpeformer i aluminium?
Derfor er sprøytestøpeformer i aluminium svært nyttige for bransjer som medisinsk utstyr, forbrukerelektronikk, prototyper til bilindustrien og til og med romfart.
https://plas.co/wp-content/uploads/2025/03/Aluminum-Injection-Mold.jpg500800Artikkelforfatterhttp://plas.co/wp-content/uploads/2023/02/plas-co-1.jpgArtikkelforfatter2025-03-13 23:30:002025-03-14 11:26:42En komplett guide til sprøytestøpeformer i aluminium og deres kostnadseffektivitet