One of the most significant processes of manufacturing that is applied nowadays is custom plastic molding. It assists companies in developing plastic products which are unique according to their needs. It is applied extensively in such industries as automotive, medical, electronics and packaging.
Most businesses are willing to use custom solutions as it is flexible and has higher quality products. Using the assistance of a custom plastic molding company, companies are able to make your ideas come to life. This streamlines the production process and makes it more dependable.
What does Custom Plastic Molding mean?
Custom plastic molding involves the use of plastic material, which is molded into a particular design by the use of a mold. The mold is particularly designed depending on the product needs. This will enable manufacturers to come up with distinct and quality products.
Custom molding in comparison to standard molding is geared towards particular designs and functions. A custom plastic mold would be designed in a way that would guarantee accuracy and consistency. This is the reason why it is popular in the current production systems.
How Custom Plastic Molding Works?
Custom plastic molding consists of a series of steps to be followed. All steps are significant in order to achieve high-quality production and the correct results. Being informed about such steps would assist business in planning to prevent some expensive mistakes.
Step 1 Product Design and Planning
The initial one is to design the product in line with certain requirements. The engineers are able to produce a 3D model of the product by use of sophisticated software. This design will contain size, shape and all technicalities. It is important that it is well planned at this stage. An illustrative design will minimize mistakes and create a smooth production. It assists in making a powerful and precise mould as well.
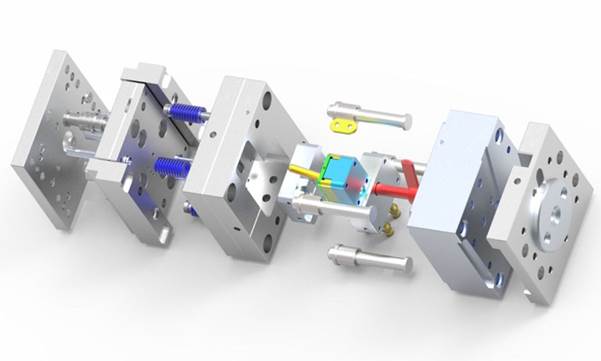
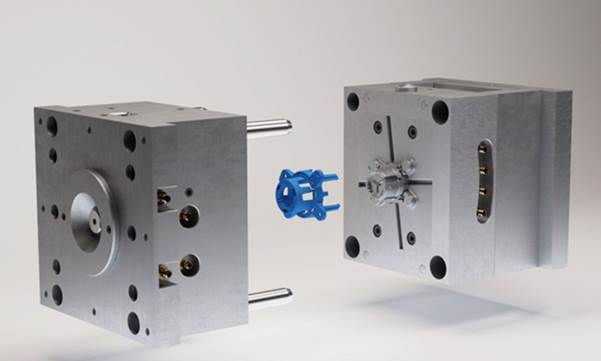
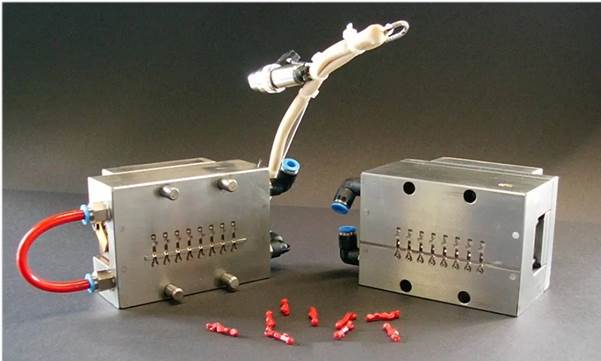
Step 2: Mold Design and Development
Once the product design has been complete, then the mold design is to be developed. The mold is precisely designed so as to fit perfectly into the shape of the product. The mold is made out of materials such as steel or aluminum. The material selected will be based on the quantity of production and its longevity. A properly designed mold will guarantee uniformity.
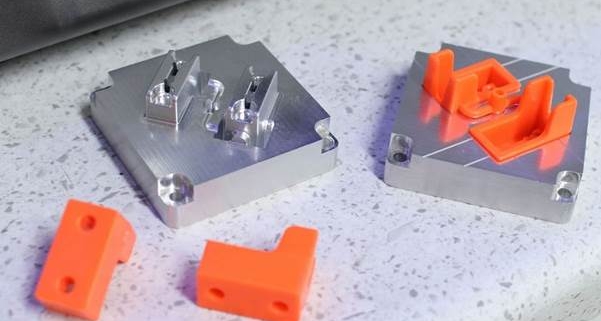
Step 3: Mold Manufacturing
After the design is prepared, the mold is made out of the precision machines. It is very precise as any little error can have an impact on the end product. Post-manufacturing testing of the mold is done to ensure that it is within all specifications. This measure will make sure that the mold is ready to be used in the production.
Step 4: Selecting and preparing the materials
The selection of the appropriate plastic material is extremely crucial. Strength, flexibility and heat resistance are some of the properties of different materials. The plastic chosen is normally in a form of tiny pellets. These pellets are ready and put through the injection molding machine to be processed.
Step 5: Melted and Injection
The plastic pellets are heated in the machine until they melt to the form of a liquid. High pressure is then applied to high pressure injection into the mold with this molten plastic. The pressure is high enough to make sure that the material occupies all the components of the mold. This is essential in order to obtain the correct shape and fineness.
Step 6: Cool and Solidify
Following the injection of the molten plastic, it starts cooling in the mold. It solidifies as it cools, and assumes the shape of the cavity of the mold. The time to cool is dependent on the size of the product and the material. They should be cooled properly in order to prevent defects and provide strength of products.
Step 7: Squeezing out the Product
After the material is completely cooled and solidified the mold opens. The end product is then taken away with the help of ejector pins. This should be done with caution so as not to destroy it. The product will not lose its shape or quality, as a result of having a smooth ejection process.
Step 8: Finishing Check and Quality Check
The product can undergo finishing processes after it has been ejected. These also involve the trimming, polishing or surface treatment where necessary. Quality tests are also conducted so as to maintain all the standards of the product. This will ensure that all the pieces are uniform and can be used.
Step 9: Repeat of Production Cycle
After the process has been completed, the process is repeated to move to mass production. The identical products are manufactured with the help of the same mold. This is repeated, making the process quick and economical. It enables manufacturers to come up with large production volumes that are of the same quality.
Types of Custom Plastic Molding Processes

Custom plastic molding has various processes that are applied depending on the nature of the product, material and the production needs. The processes are each with their advantages and are selected depending on complexity of design, cost and volume of production. The knowledge of such techniques assists companies in choosing the most appropriate one.
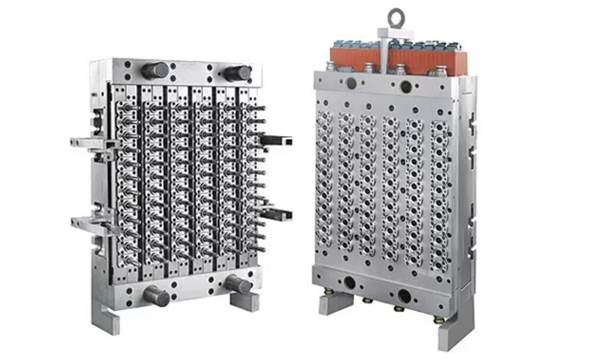
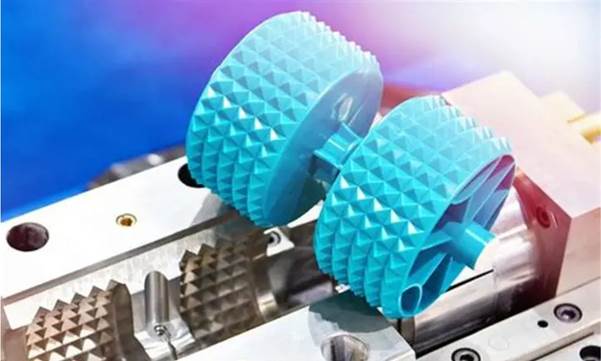
1.Injection Molding
The most popular technique in the production of plastics is injection molding. It is a process of applying high pressure to molten plastic in a mold, to produce finely detailed and precise parts. It is the most suitable way to manufacture more complicated designs and a large production volume. It possesses very high accuracy, reproducibility and surface finish. It is used in high accuracy industries such as automotive, medical and electronics hence its popular use.
2. Blow Molding
Hollow plastic products are the major products made via blow molding. In this, molten plastic is blown into air to create the shape such as bottles and containers. It is very effective in production of light, and homogenous products. This is an affordable technique when producing on a large scale. It is widely applied in the packaging sector in the provision of products like water bottles, storage containers and fuel tanks.
3. Thermoforming
Thermoforming is a low cost and easy to use molding process. It is a technique that uses the heating of plastic sheets and pressing the sheets over a mold to form products. This technique is appropriate in designs that are not very expensive and intricate. It finds extensive application in creation of packaging trays, disposable containers and basic plastic products. Its cost of tooling is low thus it can be used in small production runs.
Benefits of Custom Plastic Molding
Custom plastic molding has numerous benefits to companies. It enables businesses to develop products that suit their very needs. This enhances performance of the products and customer satisfaction. The other significant advantage is the cost efficiency with high production. After designing the mold, then the manufacturing process is quick and inexpensive. An efficient custom plastic molding firm can aid in minimizing waste and enhance efficiency.
Importance of Custom Plastic Mold Design
One of the most important steps of the process is the design of the mold. An effective mold design will guarantee easy production and quality products. The lack of design might translate to flaws and high expenses. Designs are developed by engineers using sophisticated software to come up with perfect designs. The firm and accurate custom plastic mold may be used thousands of times. This renders it a worthy investment to use in the long run.
Raw Materials in Custom Molding of Plastic
The plastic materials are of different types, which are used based on the product needs. Each of the materials possesses some special characteristics including strength, flexibility or heat resistance. The typical materials are ABS, polypropylene, polyethylene and polycarbonate. Such materials are very popular in manufacturing custom molded plastics to the various industries. The correct material should be selected to have a durable product.
Custom plastic Molding Uses
The flexibility and efficiency of custom plastic molding make it applicable in most industries. It assists in developing a variety of products of various shapes and sizes. It is applied in the automotive industry, in dash boards and interior components. It is applied in the medical industry in terms of devices and equipment. A large number of companies are dependent on a custom plastic molding company in order to have a high quality of components.
Custom Plastic Molding with the Small Businesses

Custom plastic molding can also be used among the small businesses. It enables them to produce distinct products and be able to compete in the market. Even small-scale production is cost-effective, with proper planning. With custom molding plastic, businesses are able to come up with new innovative products that address customer needs.
Before selecting a manufacturer, there are factors to be taken into consideration. It is crucial to select an appropriate manufacturer to be successful in production. A good manufacturer is one that is quality, timely and cost conscious. Find experience, technology and customer reviews and then make a choice of a custom plastic molding company. Having a trustworthy partner can mean a lot in the success of the product.
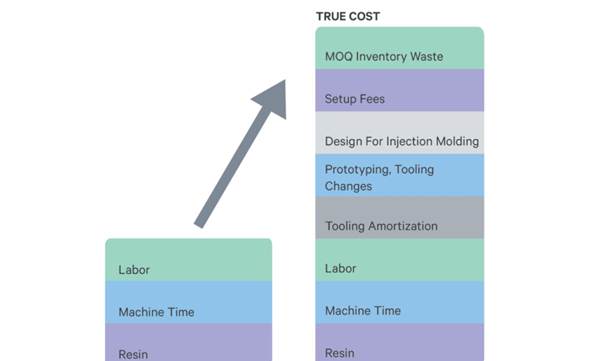
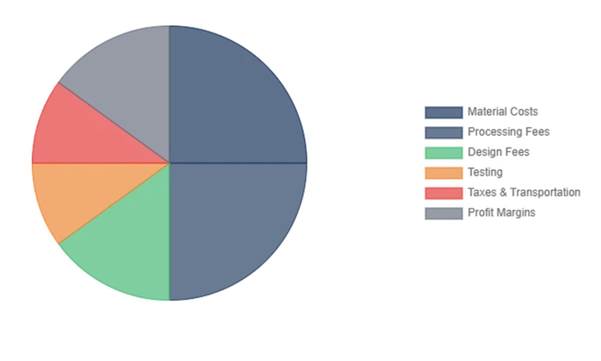
Price of Custom Molding Plastic
Custom plastic molding is a cost that is determined by a number of factors. These are the design of the molds, choice of materials and volume of production. The production cost per unit will be less in large production although the initial cost of developing a custom plastic mold may be high. This will make it a long-term cost-effective solution.
Custom Plastic Molding-Quality Control
It is necessary to have quality control in the production process. It makes sure that all the products are at the standards and specifications required. Testing and inspection are some of the measures that manufacturers employ to uphold quality. Good quality molded plastics are customized which enhances customer trust and minimizes failure of products.
Environmental Effectiveness and Sustainability
In manufacturing, sustainability is an emerging significant aspect. A large number of corporations are currently recycling and making the use of environmentally friendly procedures. Less wastage and use of energy help to sustain the environment. A conscientious custom plastic molding company is oriented on the sustainable production practices.
Typical Problems of Making custom plastic moulds
Although it has its advantages, there exist a few difficulties in making custom plastic moulds. The process can be subject to design errors, problems with the choice of materials and delays in production. These issues may be prevented by collaborating with the professionals. With good planning the production of custom molded plastics will go on smoothly.
Best practices in successful molding projects of custom plastics
The most important thing about a project in molding is planning. It is very important that there are clear design requirements and that there be the appropriate choice of materials. Your manufacturer also makes a great contribution to communication. An expert custom plastic molding firm can help in taking you through the process, and guarantee maximum outcomes.
The way to select the appropriate custom plastic molding company
It is very important to select the appropriate partner in order to be successful in production. A professional manufacturer knows what you need, and provides quality work. In this, experience and technical skills hold a significant role.
Before deciding on something, it is always a good idea to review previous projects and review with the clients. An established custom plastic making firm will help you in designing, through to the final production. This guarantees a well flowing work process and quality products.
Prototyping plays a role in Custom Plastic Molding
Before full production is carried out, prototyping is very crucial. It enables the companies to experiment on the design of their products and correct in case they are required. This is to prevent expensive mistakes in the future. A prototype provides a good understanding of the final product and how it will appear and operate. Through testing at an early stage, companies are in a position to enhance their custom plastic mold design and attain better outcome in production.
Importance of Precision and Accuracy
One of the most crucial issues of plastic molding is precision. Any little mistake in designing can make a difference to the product. This is the reason why they need sophisticated machines and competent workers. Proper production guarantees all the products to be the same. Medical, electronics and other industries that require high precision of the plastics molded need to be of high precision.
Speed and Efficiency of production
The major benefit of this is its rapid production rate. After having prepared the mold, it is possible to make a lot of them within a short period of time. This is what makes it suitable to mass production.
Efficiency assists in lowering the general expenses as well. When done well, molding plastic can provide high volume production but at the same time, produce quality.
Plastic Molding of products- Custom
Custom molding assists companies to develop innovated products. It enables a firm to make distinct shapes and features, which cannot be made using the conventional methods. This is flexible and puts a business at an advantage. The new ideas of products can be developed swiftly and efficiently with the assistance of an experienced custom plastic molding company.
Major Success Factors Necessary over Time
Businesses require being quality-driven, consistent and well planned in order to achieve long-term success. The material and design used is a significant factor in attaining good results. The moulds should also be taken care of regularly, which means an extended life and high performance. A custom plastic mold of high quality which is well maintained can yield thousands of products of high quality without any problems.
Plastic Molding of Custom Products in the various industries
There are various applications of custom plastic molding in various industries. There is a standard of requirement and standards per industry. This renders the process to be very versatile. Custom molded plastics are found everywhere, in the automotive parts, as well as medical devices. This extensive application demonstrates the significance of this process in today manufacturing.
Creating less waste during Plastic Molding
Less wastage is a current day objective of manufacturers. The effective production processes will reduce the amount of loss of materials and enhance sustainability. Recycling of used materials is also a norm. A lot of companies that have been employing the custom molding plastic are now targeting at environmentally friendly solutions to conserve the environment.
Improvement in Product Quality by improving design

The high-quality products are orchestrated by good design. Having a proper design will facilitate a smooth production and minimize defects. The advanced tools and software can be used to enhance accuracy. An aptly made custom plastic mold will also lead to a superior finish, strength and durability.
The future of Custom Plastic Molding
The prospects of custom plastic molding are bright. The procedure is being expedited by new technologies and made more efficient. The automation and smart production are enhancing the quality of production. High-tech custom molding plastic methods are being embraced by many companies, in a bid to remain competitive in the market.
Final Extended Conclusion
Plastic molding is a crucial process in the contemporary manufacturing industry. It allows flexibility, efficiency and creates high quality production to various industries. It is used by businesses to develop individual and trusted products. Companies can get the best results by concentrating on the right design, selection of materials and selecting the appropriate custom plastic molding company. This will not only enhance the quality of the products but also minimize the costs in the long-run.
Even more efficient and sustainable, in the future, will be custom molding plastic with the help of advanced technologies. Companies that embrace such practices will remain competitive and be successful in satisfying the rising market expectations.
Vanlige spørsmål
1. What do you use custom plastic molding?
Unique plastic products are produced through custom plastic molding, which is employed to produce products according to certain designs and needs. It is widely applied in such industries as automotive, medical, packaging and electronics to achieve high quality and precision of components.
2. What kind of molding process is suitable to complex products?
Complex and detail products are the best that should be injection molded. It has a high level of precision, consistency and smooth finishing; thus, it is suitable in an advanced and high-volume production requirement.
3. What does it mean by blow molding and injection molding?
H hollow products such as bottles, containers, etc are made through blow molding. Solid and detailed parts that have complex shapes are molded over injection molding. The two processes have various applications depending on the design of products.
4. Is it costly to custom plastic mold?
The price is determined by the factors such as the shape of mould, material and quantity of production. Although the initial cost may be expensive, it would prove to be cost effective in large production as the cost per unit will reduce.
5. What is the correct molding process that I pick?
The selection of the process is dependent on your product design, type of material and quantity of productions. Being aware of your needs and talking to an expert manufacturer can make them make the most optimal choice.