Kunststof materialen zijn een essentieel onderdeel in verschillende productie-industrieën vanwege hun veelzijdige eigenschappen, waaronder mechanische, chemische en biologische eigenschappen, die worden gecombineerd met hun overvloed en diversiteit. Bovendien is het proces om onbewerkt plastic om te zetten in functionele prototype-onderdelen en samenstellingen relatief snel vergeleken met conventionele machinale bewerkingstechnieken.
Een van de belangrijkste methoden is subtractieve kunststofproductie, ook bekend als CNC kunststofbewerking.Dit artikel laat de basis zien van cnc-verspaning van kunststof, de soorten, overwegingen, specificaties en een volledig begrip van deze processen en hun potentieel om de productie te verbeteren.

Wat is kunststofbewerking?
Hoewel "verspanen" meestal wordt geassocieerd met precieze subtractieve processen voor metalen, kunnen soortgelijke benaderingen worden aangepast voor kunststoffen, maar met enkele verschillen. CNC kunststofbewerking omvat het gebruik van draaibanken, frezen, snijmachines, boormachines, slijpmachines en andere gecontroleerde machines om nauwkeurig gespecificeerde onderdelen of producten te maken.
Deze machines worden ook gebruikt voor metaalbewerking, maar kunststoffen hebben heel andere bewerkingseigenschappen. Zo hebben metalen een aantal specifieke smelttemperaturen, terwijl kunststoffen amorf uitzetten over een breed temperatuurbereik. De cnc-bewerkte kunststoffen als hybride materialen zullen eerder kruipen, spanen, smelten, putten en in het algemeen meer variabiliteit vertonen tijdens het bewerken dan metalen.
De verschillende variaties vereisen geavanceerde bewerkingstechnieken voor kunststoffen, wat betekent dat de balans tussen materiaalselectie, bewerkingstechnieken, geschikt gereedschap en stabiliserende factoren zorgvuldig moet worden bijgehouden om optimale resultaten te behalen.
Verschillende soorten kunststofbewerkingsprocessen:
Kunststof kan worden bewerkt met verschillende bewerkingsmethoden. Hier volgt een korte beschrijving van de populairste bewerkingstechnieken in de kunststofverwerkende industrie;
Plastic boren:
De boormachine is een belangrijk gereedschap dat wordt gebruikt om cilindrische en doorgaande gaten in materialen te maken. Bovendien genereert boren meer warmte in vergelijking met andere bewerkingsprocessen, wat soms een probleem kan zijn voor warmtegevoelige kunststoffen.
Overmatige warmte in kunststoffen kan leiden tot afschilfering, ruwe oppervlakken en, in het algemeen, een slechte kwaliteit van de fabricage, wat het belang van strategieën voor warmtevermindering benadrukt. Deze vermindering wordt bereikt door een zorgvuldige afweging van vele factoren, waaronder snijsnelheid, voedingssnelheid, gereedschapontwerp, snijgereedschapsmaterialen, koelmiddelen en boorscherpte om de ongewenste wrijving te minimaliseren. Hier volgen enkele algemene richtlijnen voor het boren van kunststoffen:
Hier volgen enkele algemene richtlijnen voor het boren van kunststoffen:
- Kies voor boren draaihoeken tussen 9° en 18° en boorpunthoeken tussen 90° en 118° om spaanafvoer en warmteafvoer tijdens het boren te vergemakkelijken.
- Door de boor regelmatig uit het gat te halen, wordt de ophoping van overmatige spanen en hitte voorkomen.
- Zorg ervoor dat de boor scherp is; het gebruik van botte of onjuist geslepen bits kan de spanning en warmteontwikkeling veroorzaken.
- Hoewel boren van snelstaal geschikt zijn voor de meeste kunststoffen, kan het voor abrasieve materialen nodig zijn om boren van hardmetaal, diamant of andere boren met een hoge hardheid te gebruiken, met lagere snelheden voor de beste resultaten.
Kunststof Schroefdraad/tappen:
Plastic schroefdraad van prototypeonderdeel
Draadsnijden of tappen is het proces waarbij schroefdraad in materiaal wordt gemaakt zodat bevestigingsmiddelen zoals schroeven of bouten kunnen worden gebruikt. In tegenstelling tot metaal, dat schroefdraad goed vasthoudt, is kunststof gevoelig voor inkepingen en scheurt het bij fijn schroefdraad. Stansmessen zijn niet de beste optie voor kunststof schroefdraad, omdat ze opnieuw moeten worden gesneden als ze worden verwijderd.
De kunststof schroefdraad wordt meestal gesneden met schroefdraadfrezen, vooral tweetands om bramen te voorkomen, en een grote bewerkingstoevoeging. Hier zijn enkele algemene richtlijnen voor het draadsnijden/tappen van kunststoffen:Hier zijn enkele algemene richtlijnen voor het draadsnijden/tappen van kunststoffen:
- Denk aan het gebruik van metalen inzetstukken met schroefdraad in plastic doorvoergaten, zodat je de plastic schroefdraad helemaal kunt omzeilen.
- Gebruik voor kunststof schroefdraad een hardmetalen wisselplaat voor enkelpuntschroefdraad en neem meerdere 0. 001" is de laatste zin.
- Koelmiddelen kunnen voorkomen dat de schroefdraad uitzet en verminderen de warmte-effecten tijdens het draadsnijden.
- Zorg ervoor dat het gereedschap dat gebruikt wordt voor het inrijgen van plastic scherp is en gebruik geen gereedschap dat gebruikt is voor het snijden van metaal.
Plastic frezen:
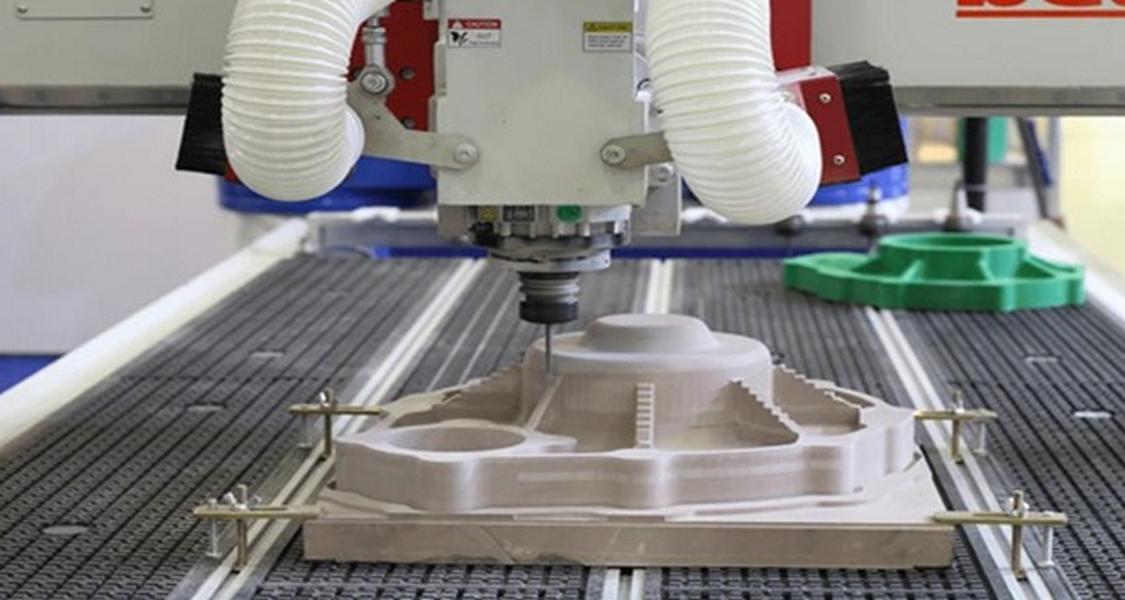
Freesmachines maken gebruik van een roterende frees die met hoge snelheid wordt bewogen om materiaal te verwijderen van een stilstaand werkstuk langs de X-, Y- en Z-as. CNC freesmachines, aangedreven door geavanceerde computers, bieden een hoge precisie met weinig menselijke tussenkomst.
Voor het frezen van kunststof is een andere methode nodig dan voor het frezen van metaal vanwege de trillingen van de spindel die leiden tot trillingssporen en beweging van het werkstuk. De operators lossen dit op door vacuümsystemen, opspanklemmen of dubbelzijdige tape te gebruiken om het kunststof werkstuk op zijn plaats te houden.
Daarnaast wordt bij kunststof frezen naar beneden gefreesd (klimmend frezen), waarbij de rotatie van de frees in dezelfde richting is als de voedingsbeweging. Hier zijn enkele algemene regels voor cnc-frezen.
- Reinig de werktafel en het werkstuk voor een betere hechting.
- Klem het werkstuk niet te strak vast om het materiaal niet te vervormen of te laten veren.
- Gebruik frezen met 2 of 4 groeven voor afwerkingssnedes; standaard grove frezen zijn goed voor opruwsnedes, afhankelijk van het materiaal.
- Als je binnenkamers freest, vermijd dan scherpe binnenhoeken en spanningsgebieden of gebruik frezen met afgeronde hoeken.
Plastic draaien:
Draaien is een proces waarbij het werkstuk door de draaibank wordt gedraaid en met het stationaire gereedschap wordt bewerkt. De preventieve maatregel van warmtebeheer kan worden toegepast om de materiaalvernietiging tot een minimum te beperken. Hier zijn enkele algemene regels voor het draaien van kunststoffen:
Hier zijn enkele algemene regels voor het draaien van kunststof:
- Hardmetalen beitelplaatjes voor draaien zijn de beste optie en proberen gepolijste oppervlakken te krijgen om wrijving en materiaalafzetting te verminderen.
- Gebruik royale ontlastingshoeken en een negatieve achterwaartse helling om overmatige slijtage te voorkomen.
- Varieer de voedingssnelheid in overeenstemming met de stijfheid van de kunststof, die meestal tussen 0,004 tot 0,010 inch per omwenteling ligt.
- Kies ten eerste een gereedschapsbreedte die kleiner is dan de minimale diameter van het onderdeel en zorg ervoor dat het gereedschap scherp en vers is om de beste resultaten te krijgen.
Plastic zagen:
Zagen betekent dat het materiaal in kleinere stukken wordt gezaagd met een lintzaag, tafelzaag of gespecialiseerde apparatuur. De hitte van de zaagbladen moet effectief beheerd worden.
Hier zijn enkele algemene regels voor het zagen van kunststof:
- Bandzagen zijn gemaakt voor rechte en doorlopende zaagsneden, terwijl tafelzagen worden gebruikt om door dikkere materialen te zagen.
- Gebruik bladen met een lage hellingshoek en instelhoeken die op kunststof zijn afgesteld om de warmteontwikkeling tot een minimum te beperken.
- Bladen met hardmetalen punten moeten worden gebruikt als de kunststoffen dun zijn, terwijl cirkelzaagbladen met een holle zaagsnede de beste keuze zijn voor dikkere kunststoffen.
- Dunne en scherpe messen worden aanbevolen voor perfect snijden.
Wat zijn de overwegingen voor kunststofbewerking?
Maatvastheid, beheersing van thermische uitzetting en vochtabsorptie zijn de belangrijkste problemen waarmee rekening moet worden gehouden tijdens het bewerken van kunststoffen. Het is noodzakelijk om vervorming te voorkomen, dus spanningsarm materiaal en veelvuldig gloeien zijn van groot belang.
Door materialen tijdens het droogproces te conditioneren om het vochtevenwichtsniveau te bereiken, kunnen extra vervormingen worden voorkomen. De mogelijkheid om de temperatuur constant te houden door regelmatig te koelen, om thermische uitzetting op te vangen en om in een temperatuurgecontroleerde omgeving te werken, is het belangrijkste dat het mogelijk maakt om op hetzelfde tolerantieniveau te blijven.
Machinale bewerking met vallen en opstaan:
Kunststof spuitgieten is een proces dat nauw samenhangt met de kwetsbaarheid van het materiaal voor veranderingen in de omgeving. Een bewerkt onderdeel kan bijvoorbeeld dimensionale veranderingen ondergaan als het van de ene locatie naar een andere omgeving wordt verplaatst. Voor de best mogelijke resultaten is het noodzakelijk om de bewerkingsomgeving en de werkomgeving van het onderdeel zo veel mogelijk op elkaar af te stemmen.
Maar om perfectie te bereiken, moet dit meestal met vallen en opstaan. Dit omvat het optimaliseren van de voedingssnelheden en machinesnelheden, wat de meest kritieke factor is die het eindproduct bepaalt. In het begin worden de machinevoedingen en -snelheden hoog gehouden, waarna ze na elke bewerking geleidelijk worden aangepast voor spaanoptimalisatie en een soepele bewerking zonder gereedschapsproblemen.
Materiaalkeuze en bewerkingstechniek:
Het resultaat van kunststofbewerking wordt bepaald door een paar factoren, en deze factoren zijn zeer cruciaal. De ondersteuningsstructuren, trillingsbeheer, het slijpen van gereedschappen en materiaalspecifieke eisen zijn de belangrijkste factoren die de kwaliteit van kunststof onderdelen bepalen. De meest voorkomende defecten, zoals bramen, scheuren en klapperen, worden geassocieerd met kunststoffen met een lage stijfheid. De toepassing van deze technieken kan ze verhelpen.
Het bewerkingsproces en het materiaal worden ook ondersteund door waar nodig steunen toe te voegen en oppervlakken voor te bereiden met een gladde, wrijvingsarme afwerking voordat ze bewerkt worden. Het bewerken van kunststof wordt vaak als een kunst beschouwd omdat maatwerk een van de belangrijkste taken is die het belang van de juiste ondersteuning van het gekozen materiaal en het specifieke bewerkingsproces benadrukt.
Veiligheid:
Het belangrijkste voor de veiligheid van de operator is het voorkomen van gezondheidsrisico's die gerelateerd kunnen zijn aan het materiaal tijdens het bewerken van kunststoffen. Kunststoffen stoten giftige stoffen uit wanneer er meer warmte wordt gebruikt dan nodig is en dit vormt een bedreiging voor de operators. Inademing van kunststofdeeltjes kan irritatie van de ogen, luchtwegen en maag en darmen veroorzaken als het wordt ingeslikt. Om de veiligheid te garanderen:
● Draag persoonlijke beschermingsmiddelen zoals een veiligheidsbril, handschoenen en maskers.
● Zorg ervoor dat het ventilatiesysteem in de bewerkingsruimte in orde is.
● Volg de veiligheidsrichtlijnen zoals regelmatig schoonmaken en het verbieden van eten, drinken en tabak in de werkruimte.
● Veiligheidsprotocollen ontwikkelen om de gevaren te voorkomen die ontstaan bij het bewerken van kunststoffen.
Toepassingen voor kunststofbewerking:
Het toepassingsgebied van kunststofbewerking is zeer breed en is te vinden in bijna alle sectoren van de moderne industrie. Hoewel het toepassingsgebied breed is, zijn er maar weinig markten waar kunststofbewerking bijzonder voordelig is.
Hier volgt een kort overzicht van een aantal belangrijke toepassingen:
● Prototyping en productontwikkeling voor onmiddellijke en testdoeleinden.
● Apparatuur voor chemische verwerking ontwerpen en fabriceren die zeer corrosiebestendig en duurzaam is.
● De biocompatibiliteit en steriliseerbaarheid van kunststof maken het een geschikt materiaal voor de productie van biomedische en farmaceutische instrumenten.
● Fotonica-onderzoek voor optische elementen en apparaten.
● Productie van halfgeleiders voor de productie van onderdelen en componenten met specifieke doeleinden.
● Laboratoriumtoepassingen voor het maken van aangepaste armaturen en apparatuur.
● Textielproductie voor de productie van mechanische onderdelen en componenten.
Gebouwde Rangplastieken voor CNC het Machinaal bewerken
De bewerkbaarheid van kunststoffen is erg groot omdat ze allemaal speciale eigenschappen hebben en in verschillende industrieën kunnen worden gebruikt. Nylon is bijvoorbeeld een materiaal met speciale mechanische eigenschappen, dat in specifieke gevallen gebruikt kan worden in plaats van metalen. Hieronder staan veelvoorkomende kunststoffen die favoriet zijn voor kunststofbewerking op maat:

ABS (Acrylonitril Butadieen Styreen):
ABS is een lichtgewicht CNC-materiaal met een uitstekende slagvastheid, sterkte en bewerkbaarheid. ABS is echter een materiaal met veel gunstige mechanische eigenschappen, maar is chemisch instabiel en gevoelig voor vetten, alcoholen en chemische oplosmiddelen. Bovendien kan zuivere ABS niet beschouwd worden als thermisch stabiel omdat het zelfs in semi-thermische omstandigheden ontvlambaar is.
Voordelen:
● Lichtgewicht en mechanische robuustheid.
● Het materiaal is zeer goed bewerkbaar, waardoor het perfect is om snel prototypes te maken.
● Het lage smeltpunt is het belangrijkste voordeel van een aantal snelle prototypemethoden.
● Hoge treksterkte en lange levensduur.
● Kosteneffectief.
Minpunten:
● De hete plastic dampen komen vrij bij hitte; er is goede ventilatie nodig.
● Een laag smeltpunt kan vervorming veroorzaken tijdens CNC-bewerking als gevolg van de opgewekte warmte.
Toepassingen:
ABS is erg populair voor snelle prototyping diensten in engineering thermoplasten en het wordt gebruikt in de elektrische en auto-industrie voor onderdelen zoals toetsenbord caps, elektronische behuizingen, en auto dashboard onderdelen. er zijn veel prototype bewerking zijn met ABS materiaal, voor een hoge hoeveelheid van ABS deel, het gebruik ABS spuitgieten proces is een van de beste opties.
Nylon (polyamide):
Nylon, of polyamide, is een kunststof met lage wrijving die bestand is tegen impact, chemicaliën en schuren. De opmerkelijke mechanische eigenschappen zoals sterkte, duurzaamheid, en hardheid van het materiaal maken het voor CNC het machinaal bewerken geschikt en geven het een concurrerende rand in de automobiel en medische deelvervaardiging. als hoog volume van nylon deel nodig, gebruik nylon spuitgieten proces bespaart u eenheidskosten.
Voordelen:
● Uitstekende mechanische eigenschappen met grote treksterkte.
● Lichtgewicht en kosteneffectief.
● Hittebestendig en bestand tegen chemische stoffen.
● Geschikt voor toepassingen waar taaiheid en slagvastheid de belangrijkste vereisten zijn.
Minpunten:
● Lage dimensionale stabiliteit.
● Gevoelig voor vochtabsorptie.
● Niet bestand tegen sterke minerale zuren.
Toepassingen:
Nylon is een technische thermoplast met hoge prestaties die wordt gebruikt voor het maken van prototypes en echte onderdelen in industrieën zoals de medische en automobielindustrie. Onderdelen bestaan uit lagers, sluitringen en buizen.
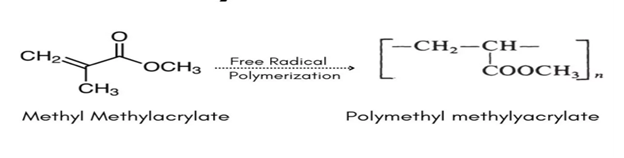
Acryl (PMMA - Poly Methyl Methacrylaat):
Over het algemeen heeft acryl de voorkeur bij kunststof cnc-verspaning vanwege de optische eigenschappen, chemische weerstand en kosteneffectiviteit, waardoor het geschikt is voor verschillende industrieën die transparante of krasbestendige componenten nodig hebben.
Voordelen:
● Lichtgewicht en zeer bewerkbaar.
● Chemisch en UV-bestendig.
● Bestand tegen krassen en optisch helder, geschikt voor toepassingen die transparantie vereisen.
● Kosteneffectief in vergelijking met materialen als polycarbonaat en glas.
Minpunten:
● Hitte, schokken en slijtage zijn er niet goed tegen bestand.
● Kan barsten als de belasting te zwaar is.
● Kwetsbaar voor de vernietiging van gechloreerde/aromatische organische stoffen.
Toepassingen:
Acryl wordt gebruikt ter vervanging van materialen als polycarbonaat en glas, waardoor het geschikt is voor toepassingen in de auto-industrie, zoals lichtpijpen en lichtkapjes. Het wordt ook gebruikt in andere industrieën voor de productie van zonnepanelen, broeikasoverkappingen en meer.
POM (Delrin):
POM, ook wel Delrin genoemd, is een CNC-kunststof die door veel verspanende diensten wordt gebruikt vanwege de uitstekende bewerkbaarheid. Het is sterk en bestand tegen hitte, chemicaliën en slijtage. Delrin is verkrijgbaar in verschillende kwaliteiten, waarbij Delrin 150 en 570 de meest gebruikte zijn in de industrie vanwege hun maatvastheid.
Voordelen:
● Zeer goed bewerkbaar met uitstekende chemische weerstand.
● Biedt hoge dimensionale stabiliteit en treksterkte voor duurzaamheid.
● Verkrijgbaar in verschillende kwaliteiten, waarbij Delrin 150 en 570 populaire keuzes zijn vanwege hun maatvastheid.
Minpunten:
● Slecht bestand tegen zuren en chemicaliën.
Toepassingen:
In de auto-industrie wordt het gebruikt voor onderdelen van veiligheidsgordels, in medische apparatuur voor insulinepennen en in consumentengoederen voor elektronische sigaretten en watermeters.
HDPE (polyethyleen met hoge dichtheid):
Polyethyleen met hoge dichtheid heeft een hoge weerstand tegen spanning en zuren. Meestal biedt het een uitzonderlijke mechanische sterkte en treksterkte onder andere thermoplasten. Laten we eens kijken naar de voor- en nadelen van HDPE.
Voordelen:
● ideaal voor snelle prototypes
● Relatief lage kosten in vergelijking met acryl en nylon.
Minpunten:
● Slechte UV-bestendigheid.
Toepassingen:
HDPE wordt op grote schaal gebruikt in toepassingen zoals prototypen, tandwielen, lagers, verpakkingen, elektrische isolatie en medische apparatuur.
LDPE:
LDPE is een taai en flexibel kunststof polymeer. Het heeft een goede chemische weerstand en optimale prestaties in toepassingen bij lage temperaturen. Het wordt ideaal gebruikt voor het vormen van veelzijdigheid in protheses en steunzolen.
Voordelen:
● sterk, zeer elastisch en corrosiebestendig.
● Omdat het bicompatibel is, is het geschikt voor medisch gebruik.
Minpunten:
● niet geschikt voor hoge temperatuurbestendigheid.
● Lage stijfheid en structurele sterkte.
Toepassingen:
LDPE vormt een uitzondering bij de productie van aangepaste tandwielen, binnenlandse elektrische onderdelen en auto-onderdelen die moeten worden gepolijst of hoogglans moeten krijgen. De lage wrijvingscoëfficiënt, hoge isolatieweerstand en duurzaamheid maken het een ideale keuze voor hoogwaardige toepassingen.
PTFE (Teflon):
PTFE, meestal Teflon genoemd, is een hoogwaardig kunststofmateriaal dat vaak wordt gebruikt bij CNC-verspaning. Het onderscheidt zich door zijn superieure mechanische en chemische eigenschappen die op grote schaal worden gebruikt in diverse commerciële producten. Dankzij de lage wrijvingscoëfficiënt en chemische weerstand tegen UV-stralen, chemicaliën en vermoeidheid is PTFE zeer duurzaam. Het staat ook bekend om zijn niet-klevende karakter en wordt veel gebruikt voor het coaten van anti-aanbakpannen.
Voordelen:
● chemisch stabiel, UV-bestendig en wrijvingsarm zijn de belangrijkste kenmerken van PTFE.
● heeft antikleefeigenschappen.
Minpunten:
● mechanische eigenschappen van andere materialen veel beter zijn dan deze.
● geringe dikte in staven en platen.
Toepassingen:
Naast de antikleefeigenschappen die het nuttig maken bij het maken van pannen met antikleeflaag, wordt Teflon ook gebruikt bij de productie van pakkingen, halfgeleiders en hartpleisters.
Alternatieven voor CNC kunststofbewerking
De keuze van de juiste techniek hangt af van verschillende factoren zoals de juiste materiaalselectie en de specificatie van de onderdelen voor eindgebruik.
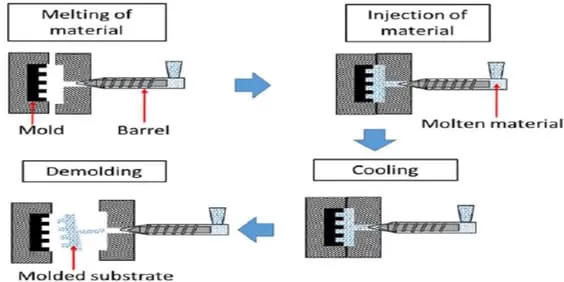
Spuitgieten:
Spuitgieten is met name ideaal voor massaproductie van kunststof werkstukken. Bij het spuitgieten wordt gesmolten kunststof in een matrijs of holte van hoogsterkte staal gegoten om na plotseling afkoelen en stollen de gewenste vorm te krijgen.
Voordelen:
● Geschikt voor zowel prototyping als serieproductie.
● Voordelig voor het ontwerpen van ingewikkelde prototype-onderdelen.
● Aanvullende vereisten zoals anodiseren, polijsten en oppervlaktebehandelingen zijn vereist.
Minpunten:
● De aanloopkosten van gereedschap zijn relatief hoog.
3D-printen:
3D-printen, ook wel additive manufacturing genoemd, is een populaire prototypemethode waarbij technologieën zoals stereolithografie (SLA), Fused Deposition Modeling (FDM) en selectief lasersinteren (SLS) worden gebruikt om thermoplasten zoals nylon, PLA, ABS en ULTEM om te vormen tot 3D-prototypes.
Voordelen:
● Snel prototypes maken zonder gereedschap.
● Ideaal voor complexe ontwerpen en kleinschalige producties.
● Materiaalverspilling is minder dan bij machinale bewerking.
Minpunten:
● De beperkingen in de materiaalselectie en mechanische eigenschappen.
● De trage productiesnelheid voor grootschalige projecten.
Zowel spuitgieten als 3D-printen zijn haalbare keuzes om kunststof cnc-verspaning, elk met zijn eigen voordelen en beperkingen die afhangen van de specifieke behoeften van het project.
Vacuümgieten
Vacuümgieten, ook wel polyurethaan/urethaan gieten genoemd, maakt gebruik van siliconen mallen en harsen om een masterpatroon na te maken. Deze snelle prototypingmethode is ideaal voor het produceren van plastic kopieën van hoge kwaliteit, die handig zijn voor het visualiseren van ideeën en het identificeren van ontwerpfouten tijdens het oplossen van problemen.
Belangrijkste opmerkingen
Dit artikel geeft een korte beschrijving van kunststofbewerking, inclusief de definitie, processen, industrieën waar het wordt gebruikt en hoe het werkt. Voor meer informatie over aanverwante onderwerpen kunt u onze andere gidsen raadplegen of op zoek gaan naar potentiële leveranciers en productdetails op onze kunststofbewerkingsdiensten.