
3 platta formsprutningsform
Vad är 3 plattformar för injektionsformar
3 platta formsprutningsform (formsprutningsform med tre plattor) är ett av de formsprutningsverktyg som tillverkare använder för att skapa plastkomponenter. Andra verktyg inkluderar formsprutningsverktyg. Det är omöjligt att ha en komplett formkonstruktion för en plastprodukt utan de tre primära plattorna som är ansvariga för att bilda formens kavitet och löparsystem. Människor tenderar att hänvisa till den första av de tre plattorna som "A", den andra som "B" och den tredje som "C" i uppsättningen. Följande är en sammanställning av de funktioner som de utför:
- Platta A, även känd som den första plattan, är formens grundläggande, orörliga yta. Den innehåller vanligtvis granen, huvudledningen för att injicera smält plast i formen.
- Den andra plattan, eller B-plattan, är en rörlig platta som hjälper till att göra huvudhålet för plastkomponenten. B-plattan flyttas när formen stängs och låter den smälta plasten rinna in i hålrummet och forma produkten efter önskemål.
- C-form med tre plattor: En extra rörlig platta som hjälper till att mata ut den gjutna delen från formen är C-plattan. I slutet av gjutningsprocessen har den vanligtvis utkastarpinnar eller någon annan mekanism som tvingar plastkomponenten som har stelnat ut ur formen.
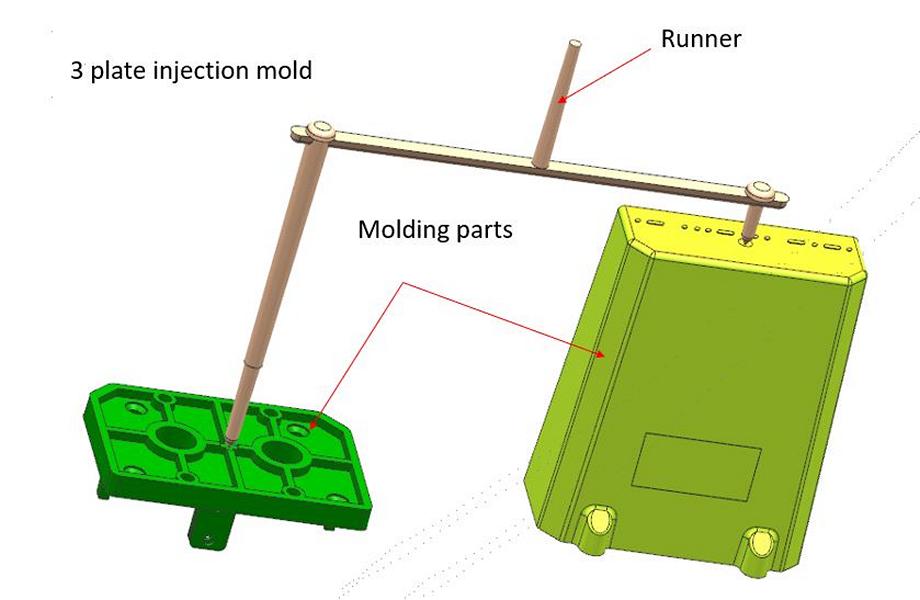
Det som kännetecknar en treplattors formsprutningsform är att kanalsystemet är distanserat från den gjutna delen. Formsprutningsenheten tömmer sin smälta plast i kaviteten via de kanaler som utgör kanalsystemet. Fördelarna med denna separation är bland annat kortare cykeltider och enklare produktutmatning, och det gör det också möjligt att skapa mer komplicerade formkonstruktioner.

I. Komponenter i en 3-plattors formsprutningsform
När det behövs plastformsprutningsdetaljer med mer komplicerade geometrier är en treplattform ett avancerat verktyg som hjälper till i processen genom att automatiskt och effektivt separera detaljen från kanalsystemet. Jämfört med den mer grundläggande tvåplattformen har den här formen ett extra skiljeplan. A formsprutningsform med tre plattor systemet består av följande primära delar, som var och en har en specifik funktion:
A-sida: I en formsprutningsform med tre plattor är A-sidan den huvudsakliga kavitetsplattan som formar utsidan av den gjutna delen. Den har två delar: kärnhalvan, som formar insidan av delen, och hålrumshalvan, som formar utsidan. När A-sidan sätts på den fasta sidan av formsprutningsmaskinen stannar den på plats medan formen tillverkas.
B-sidan: Formens B-sida, som också kallas "stripperplattan", stöder delarna på A-sidan och gör det lättare för den gjutna delen att komma ut. Den rör sig med A-sidan när formen öppnas och stängs, vilket gör det enkelt att ta ut detaljen ur formen efter att den har gjutits. Vanligtvis sitter utmatningsstiften på B-sidan. Dessa stift trycker ut detaljen ur formen efter att den har svalnat.
C-platta: C-plattan, även kallad löparplattan eller flytande plattan, Den rymmer löparsystemet som fördelar plastsmältan till de olika grindarna. Denna platta rör sig oberoende i en treplattform, C-plattan ligger mellan topp- och kavitetsplattorna, den flytande plattan rymmer grindmekanismen. vilket gör att löparsystemet och delarna kan matas ut oberoende, detta är nyckeln som skiljer sig mellan 3 plattformar och 2 plattformar.
Gran- och löparsystem: I en treplattors formsprutningsform flyttar gran- och löparsystemet den smälta plasten från insprutningsenheten till formens spår. Granen är den öppning i formen där plasten kommer in, och löparna flyttar materialet till de olika hålen. För balanserad fyllning och korta cykeltider är det viktigt att gran- och löparsystemet är korrekt utformat.
Kylsystem: Ett effektivt kylsystem behövs för att behålla den gjutna delens struktur och minska cykeltiderna. En 3-plattas formsprutningsforms kylsystem består av kanaler som flyttar kylvätska runt formen. Detta gör sig av med värmen och härdar plasten. För att undvika skevhet, sjunkmärken och andra brister i den slutliga delen måste kyldesignen göras på rätt sätt.
Delarna i en formsprutningsform med tre plattor arbetar tillsammans för att snabbt och enkelt tillverka exakta plastdelar av hög kvalitet. Att ta reda på vad varje del gör i gjutningsprocessen är viktigt för att göra de bästa formarna, skära ner på cykeltiderna och se till att kvaliteten på varje del alltid är densamma. När tillverkarna ägnar stor uppmärksamhet åt A-sidan, B-sidan, C-sidan, gran- och löparsystemet samt kylsystemet kan de få bättre resultat från sina formsprutningsoperationer.
En gjutform med tre plattor har många fördelar:
Förbättrar cykeltiderna genom att möjliggöra automatiserad och samtidig utmatning av löpare och detaljer.
Möjliggör gjutning av komponenter med mer intrikata geometrier.
Den kan förbättra plastflödet in i formen genom att integrera flera grindar.
Nackdelar: Jämfört med 2 plattformar är det mer komplicerat, kostsamt och svårt att producera och underhålla.
Komplexiteten i utmatningen av löparna kan leda till längre cykeltider.
När det gäller tillverkning av plastdetaljer är en treplattform ett användbart verktyg som möjliggör en effektiv och flexibel produktion av komplicerade komponenter.
Om du har ett projekt som du inte vet om du behöver 3 plattformsprutform, 2 plattformsprutform eller varmkanalsform? Välkommen att kontakta oss, vi erbjuder 3 plattinsprutningsform, 2 platta formsprutningsform och andra typer av plastinsprutningsformar, kommer vi att granska detta åt dig och skicka en offert enligt din delkonstruktion.


Lämna en kommentar
Vill du delta i diskussionen?Dela med dig av dina synpunkter!