Som ett land med en klockren slogan: "Made in Germany", har Tyskland utvecklat sig till en av de högsta innovativa nivåerna inom ingenjörskonst, produktion och teknik. Tyskland, Europas största ekonomiska land och ett av de största exportländerna i världen, har ett gott rykte och ett behövande koncept för kvalitet och solidaritet. Tillverkningsindustrin är en av de viktigaste bidragsgivarna till den övergripande utvecklingen av landets ekonomi och fokuserar på effektivitet, nya produktionsmetoder, hållbarhet och automatisering. Tyskland, som är en föregångare inom precisionsteknik, har många välrenommerade företag inom segmenten för bilar, elektronik och medicinsk utrustning. Forskning och utveckling i hjärtat av landet lovar ständiga innovationer inom materialvetenskap, digitalisering och automatisering som faktorer för industriell dominans. Det har också ytterligare en funktion av Industry 4.0 genom att implementera IoT, AI och robotisering i produktionslinjen. Denna integration gör det möjligt för Tyskland att sätta standarder över hela världen när det gäller kvalitets- och produktivitetsnivåer.
Vi har formsprutning, som är den viktigaste grunden för tysk tillverkningsutrustning och används bland annat inom fordons-, förpacknings- och medicinindustrin. De tyska formsprutningsföretagen arbetar i smarta verktygsutrustade tillverkningshus och erbjuder billiga, anpassade och exakta produkter. Det framgår här hur exakt, ekonomiskt, miljövänligt och innovationsorienterat Tyskland är för att säkerställa att nationen råder i en bransch där sysselsättningen kan omlokaliseras globalt.
Syftet med denna artikel är att ge läsarna en översikt över 10 företag och deras arbete i Tysklands formsprutning industrin för att hjälpa våra läsare att för det första förstå komplexiteten och kreativiteten bakom dessa företags verk, för det andra få möjlighet att utforska företagens roller och bidrag till tillverkningsindustrin.
1. Foboha (Tyskland) GmbH
År för etablering: 1995
Antal anställda: 260
Typ av verksamhet: FOBOHA är specialiserat på avancerade formsprutningsverktyg, kubformar och högeffektiva tillverkningslösningar.
Webbplats och kontakt
Hemsida: https://www.foboha.com
E-post: info@foboha.com
Telefon: +49 78 32 798 0
Fax: +49 78 32 798 988

Företagets profil
FOBOHA grundades 1973 i Haslach, Tyskland, av Werner Bodmer. Det är ett företag som tillverkar produkter inom formsprutningsteknik. Företaget är känt för sin unika kubform och erbjuder avancerade, högeffektiva gjutna system för fordons-, medicin- och förpackningsdivisionerna. FOBOHA köptes i augusti 2016 av Barnes Group Inc. och använder för närvarande teknik och resurser från ett internationellt tillverkningsföretag för att tillhandahålla precisionsmaskiner, energibesparande lösningar och hållbara, högpresterande tillverkningsriktmärken.
Tjänster
- Formsprutningsverktyg och kubformar
- Anpassad formdesign
- Underhåll
- Teknisk support för reparation av formar
Proffs
1. Ledande inom innovativ teknik: Cube Mold-tekniken används i FOBOHA:s produktionslinje, vilket ökar effektiviteten i produktionskapaciteten och sänker cykeltiderna, vilket gör företaget lämpligt för högvolymsproduktion.
2. Hög precision och tillförlitlighet: Företaget tillhandahåller endast den senaste formtekniken som ger den bästa och långvariga designen som resulterar i förbättrad kvalitet på producerade produkter i olika branscher.
3. Fokus på hållbarhet: FOBOHA-lösningen fokuserar på miljöproduktion, användning av effektiv energi i produktionsprocessen och användning av gröna material i produktionen.
Nackdelar
1. Höga initiala kostnader: Nyare teknik, t.ex. kubformar, kan vara kapitalintensiv i början, vilket gör det starkt tillrådligt att bara använda den för företag med stora utlägg.
2. Krav på specialiserad utbildning: Många av de tekniker som FOBOHA använder för drift och underhåll kräver ytterligare utbildning, vilket gör driftsfrågorna ännu mer utmanande.
3. Branschspecifikt fokus: Företaget används främst inom industrier där hög noggrannhet vid gjutning är avgörande och är olämpligt för andra områden inom tillverkningsindustrin, så det används ofta av olika företag.
För formsprutningstjänster i Tyskland, vänligen hänvisa till FOBOHA för produktinnovation.
2. H&K Müller
År för etablering: 1934
Antal anställda: 110
Typ av verksamhet: HK Müller fokuserar därför på att använda den tekniska processen för formsprutning av plast för att skapa kundanpassade förpackningar för olika sektorer, t.ex. kosmetika och medicin.
Webbplats och kontakt
Hemsida: https://www.hk-mueller.de/en
E-post: info@hk-mueller.de
Adress: Alsbacher Eichen 1, 51766 Engelskirchen
Telefon: +49 2263 89-0

Företagets profil
HK Müller är ett ledande företag som arbetar med lösningar för formsprutning av plast med hög precision och tillverkar plastdetaljer och förpackningar med hög precision. Några av kunderna är kosmetikatillverkare, livsmedelsföretag och medicinskt inriktade industrier, och företaget kan erbjuda en rad tjänster från design till leverans. Tack vare sin effektiva verktygstillverkning, montering och snabba prototypframtagning erbjuder HK Müller kvalitetslösningar som är pålitliga och innovativa. Tack vare deras fokus på strikt kvalitetssäkring och kundnöjdhet utmärker de sig som lösningsleverantör inom formsprutningstillverkning.
Tjänster
- Formsprutning
- Verktygstillverkning
- Monteringstjänster
- Förpackningslösningar
- 3D-prototypframställning
- Kvalitetskontroll
- Transport- och verksamhetsstyrning
Proffs
1. Omslag och kundanpassade produkter för många branscher.
2. Gjutningen genom formsprutning är av hög kvalitet och exakt.
3. Ett komplett utbud av tjänster omfattar prototyptillverkning och hantering av leveranskedjan.
Nackdelar
1. Eftersom specialiserade tjänster vanligtvis är dyrare än allmänna.
2. Vissa speciella mönster kan kräva avancerade kläder för att kunna utföras på ett framgångsrikt sätt.
3. Problem med ledtider för kundanpassade projekt.
När det gäller formsprutningstjänster i Tyskland kan du vända dig till HK-Müller för bra tillverkningslösningar och produktutveckling.
3. Weber GmbH & Co. KG
År för etablering: 1949
Antal anställda: 1400
Adress: Industriestraße 14 , 35683 Dillenburg, Tyskland
Typ av verksamhet: Weber Group tillverkar automatiska system för förpacknings-, livsmedels- och industriautomation.
Hemsida och kontakt
Hemsida: https://www.weber-group.com/en/
Telefon: +49 2771 394-0
E-post: info(at)weber-group.com

Företagets profil
Weber Group har expertis inom automationssystem; företaget arbetar bland annat med förpackningsautomation, livsmedelsbearbetningsautomation och installation. specialiseringar ligger i specifika kontrakt, bearbetningstekniker genom injektioner och införlivande av ett tillverkningssystem. Weber Group är också involverat i design, konsultation, leverans, installation, underhåll och service av den färdiga produkten. Dessa leverantörer ägnar noggrann uppmärksamhet åt produktkvalitetsdetaljer och tillhandahåller robusta, exakta automatiseringsverktyg som främjar effektivitet för affärs- eller organisationsapplikationer som riktar sig till olika branscher.
Tjänster
- Automatiserade förpackningslösningar
- System för livsmedelsbearbetning
- Industriell automation
- Anpassad teknik och design
- Systemintegration
- Support för försäljning och service
- Robotteknik och AI-lösningar
- Integrerade tjänster för hantering av produktionslinjer
Proffs
1. Företaget är specialiserat på att automatisera utrustning för förpacknings- och livsmedelsindustrin.
2. Kundanpassade tjänster för olika sektorer med fokus på livsmedel och industriell robotteknik.
3. Tjänsterna omfattar konsultation, teknisk support vid systemimplementering och uppföljningssupport efter försäljningen av programvaran.
Nackdelar
1. Initialkostnaderna är relativt höga jämfört med standardiserade, färdiga automatiserade system.
2. För komplexa installationer och integrationsförfaranden, lämna det till en expert som hanterar Windows-serversystem.
3. Bolaget är huvudsakligen verksamt inom en bransch som är relaterad till automationskrav, vilket i viss mån begränsar dess tillämplighet.
För mer detaljerad information om konsult- och projektledningsspecialisternas verksamhet, besök webbplatserna i denna kategoris länkar.
4. Meusburger Georg GmbH & Co KG
År för etablering: 1964
Nej eller anställda: 1700
Typ av verksamhet: Meusburger erbjuder lagerförda standarddetaljer med hög precision, formsprutningsmallar samt verktyg och tjänster som uppfyller specifika krav för verktygstillverkare.
Hemsida och kontakt
Hemsida: https://beta.meusburger.com/en-gb
Telefon: +43 5574 67060
E-post: office@meusburger.com
Adress: Kesselstr.42, Wolfurt, Österrike

Företagets profil
Meusburger är ett globalt företag som specialiserar sig på tillverkning av standarddelar med identifierad precision och förser kunderna med individuella lösningar som är relevanta för tillverkning av verktyg och formar. Meusburger är en av de ledande industrierna inom sitt område och fokuserar på formsprutningsverktyg och varmkanalsystem och erbjuder en omfattande katalog av tjänster med garanterad kvalitet och effektivitet. Företaget erbjuder sina kunder innovation, teknisk support och kundnöjdhet. De förbättrar industrisektorer genom att tillhandahålla tjänster, rika CAD-resurser, komplett utbildning och build-catalog-industrins riktmärken för precisionsteknik och tillverkning.
Tjänster
- Standarddelar för verktygs- och formtillverkning
- Anpassningar av bas för sportmögel
- Varmkanalsystem och komponenter
- Verktyg för formsprutning
- CNC-maskinbearbetning och bearbetning
- Allmänna kommentarer och support
- CAD-data och tekniska resurser
- Utbildning och workshops
- Reservdelar och tillbehör
- Samarbete och arbete Förslag
Proffs
1. De ger också en godtagbar utbytbarhet och garanterar den kvalitet och tillförlitlighet som krävs för komponenterna.
2. De produkter och tjänster som erbjuds omfattar grundläggande, varierande och till och med specialiserade tjänster.
3. Data för datorstödd konstruktion samt teknisk support och/eller utbildning.
Nackdelar
1. Dessa speciallösningar är också relativt dyra.
2. Komplexa projekt kan ta längre tid att slutföra på grund av den tid det tar att slutföra projektet.
3. Bristande koncentration på andra produkter än verktyg och formsprutade produkter.
När det gäller formsprutning i Tyskland bör Meusburger vara det företag man väljer för exakta och högkvalitativa verktyg och lösningar för formsprutning.
5. Hofmann - Din impulsgivare
Etableringsår: 1958
Antal anställda: 280
Typ av verksamhet: Hofmann är en ledande expert inom formsprutning, verktygstillverkning och automation för ett brett spektrum av tillverkningssektorer.
Hemsida och kontakt
Hemsida: https://www.hofmann-impulsgeber.de/
E-post: info@hofmann-impulsgeber.de
Adress: An der Zeil 2 25339 Lichtenfels Tyskland

Företagets profil
Hofmann Impleader, som ursprungligen var en leverantör av formar och verktyg, har utvecklats till en ledande organisation inom verktygstillverkning, formsprutning och additiv tillverkning. Företaget är baserat i Tyskland och fokuserar på precisionsteknik för branscher som bil, medicin och konsument. Med Höfmann, som tillhandahåller prototyp- och serieproduktion samt 3D-printing och avancerad formkonstruktion, sträcker sig deras tjänster från initial utrustning till högvolymproduktion. Deras engagemang för kvalitet, innovation och hållbarhet garanterar pålitliga och effektiva lösningar som uppfyller kundernas krav.
Tjänster
- Verktygstillverkning och formkonstruktion
- Lösningar för formsprutning
- (2) Additiv tillverkning (3D-utskrift)
- Prototyptillverkning och snabb prototyptillverkning
- Flexibilitet vid storskalig tillverkning
- Design och konstruktion av kundanpassade formar
- Kvalitetssäkring och testning
- Underhålls- och reparationstjänster
- Business Automation och effektiva processer
- Konsulttjänster och tekniskt stöd
Proffs
1. Kärnkompetens inom tillverkning av precisionsverktyg, formsprutningsapplikationer och industriell tillämpning av additiv tillverkning.
2. Allt från konceptprototyper till höga produktionsvolymer och för olika branscher.
3. Garantera kontinuerlig förbättring av innovation och hållbarhet med ledande teknik som 3D-printing.
Nackdelar
1. Lågt användarvärde för höga initiala investeringar i lösningar och teknik.
2. Specialiserade tjänster har alltid längre ledtider beroende på projektet, medan stora tjänster.
3. Koncentrerad främst på sektorer som kräver acceptabla produktionsnivåer, vilket begränsar marknadsdiversifieringen.
För att få professionell formsprutning i Tyskland, kontakta Hofmann Impulsgeber för noggrannhet och kreativitet.
6. EWIKON Heißkanalsysteme GmbH
Etableringsår: 1978
Antal anställda: 300-500
Typ av verksamhet: Ewikon är en leverantör av varmkanalsystem och en heltäckande leverantör av lösningar inom formsprutning och plastbearbetning.
Hemsida och kontakt
Hemsida: https://www.ewikon.com
E-post: info@ewikon.com
Telefon: +49 6451 5010
Adress: Siegener Straße 35, Frankenberg, Tyskland

Företagets profil
Ewikon är en tillverkare och leverantör i världsklass av varmkanalsystem för formsprutning, med fokus på att utveckla en rad heta löpare för att passa specifika applikationskrav. Ewikon specialiserar sig främst på design, installation, underhåll, reparation och teknisk konsultation och garanterar en förbättring av systemens funktionalitet. På grund av sin innovativa teknik och betoning på kundernas behov är de pålitliga industriella partners för företag i olika branscher som är intresserade av att få exakt och kvalitativ formsprutning och plastbearbetning.
Tjänster
- Design och teknik för varmkanalsystem
- Anpassade lösningar för formsprutning
- Support för installation och idrifttagning
- Underhålls- och reparationstjänster
- Teknisk rådgivning och felsökning
- Reservdelar och optimering
- Utbildning och workshops
Proffs
1. Erbjuder överlägsna, precisionsdesignade varmkanalsformsprutningssystem för olika applikationer.
2. Dessa kapitaliserade tjänsteerbjudanden inkluderar installation, underhåll och reparationstjänster.
3. Ger anpassade förslag till förbättring av befintliga system och ytterligare optimering av dem.
Nackdelar
1. De initiala kostnaderna är relativt höga för att implementera den högsta nivån av varmkanalsystem.
2. Specialiserade system kan vara mycket komplexa och kräva teknisk personal.
3.Det innebär också att ledtiderna kan bli längre om produkten kräver specialutveckling eller om det krävs optimeringar på systemnivå.
EWIKON har lång erfarenhet av varmkanalsystem och sofistikerad teknik, vilket gör företaget till den perfekta leverantören av lösningar för formsprutning i Tyskland. Ta kontakt med dem för premiumtjänster.
7. Rosti GP Tyskland
Etableringsår: 1944
Antal anställda: 400-500
Typ av verksamhet: Rosti är en ledande global leverantör av formsprutning och kontraktstillverkning av teknisk plast samt produktdesign för industrier över hela världen.
Hemsida och kontakt
Hemsida: https://rosti.com
E-post: gdpr@rosti.com.
Telefon: + 46 (0)40 204 701
Adress: Västra Varvsgatan 19S211 77 Malmö, Sverige
Företagets profil
Rosti Group, som grundades 1944 i Malmö, är ett framstående företag inom kontraktstillverkning och formsprutning med full service och med plast som specialitet. Rosti grundades 1969 och har 12 fabriker i Europa och Asien och erbjuder nyckelfärdiga lösningar inom förpacknings-, medicin- och fordonsindustrin. I sitt engagemang för hållbarhet, innovation och excellens använder Rosti kärnvärdena Passion, Integrity, Partnership och Excellence för att erbjuda kunderna de bästa hållbara och innovativa lösningarna.
Service
- Formsprutning av plast
- Ytbehandling
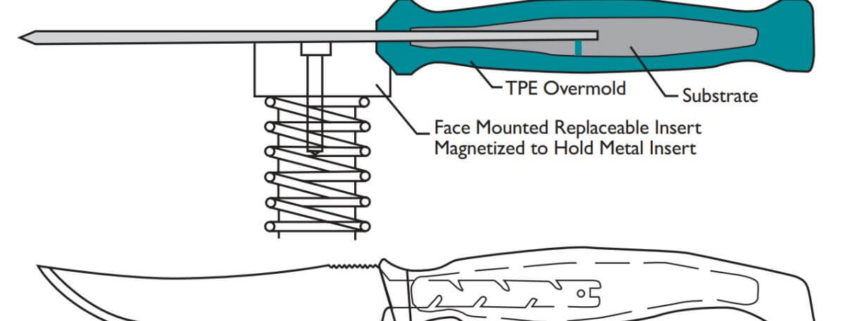
- Övergjutning
- Konvertering av metall till plast
- Kontraktstillverkning
- Formsprutning och formblåsning
Proffs
1. Geografisk täckning - Företaget Rosti har för närvarande tolv tillverkningsanläggningar, vilket innebär att Rostis globala täckning kan garanteras.
2. CP Bedriver verksamhet som en enda leverantör för design-, verktygs-, monterings- eller logistikbehov.
3. Fokusområde för NCD Företagets miljömedvetenhet visas genom dess efterlevnad av energiledningssystemet ISO 50001.
Nackdelar
1. Dyrt - Ibland kan de vara dyra för ett litet företag.
2. Begränsad anpassning Att integrera ett företags processer kan begränsa produktdesignen.
3. Beroende på region Affärer och verksamhet kan vara problematiska i regioner som utvecklas mycket och har färre strukturer.
Rostis avancerade teknik och lokala erfarenhet gör det till ett idealiskt företag för formsprutning av plast i Tyskland.
8. Otto Injection Molding GmbH & Co. KG
Etableringsår: 1956
Antal anställda: 400-500
Typ av verksamhet: Teknik, konstruktion av formar, flerkomponentsgjutning, hybridteknik, vätskeinsprutning och högpresterande plaster.
Hemsida och kontakt
Telefon: +493726/2649
Hemsida: https://www.otto-im.de/en
E-post: kontakt@otto-im.de
Adress: Kurze Str. 14, 09577 Niederwiesa, Tyskland

Företagets profil
Otto Injection Molding GmbH & Co. KG grundades 1956 i Niederwiesa, Tyskland, och företaget arbetar med högkvalitativa formsprutningsverktyg och formsprutade detaljer. Målbranscherna är medicin, flyg och fordon, och de erbjuder flerkomponentsgjutning, hybridteknik och vätskeinsprutning. Med sin expertis inom teknik, verktyg och produktion har Otto förblivit engagerat i att leverera kvalitetsinnovation. Med sunda finansiella resultat och pålitlig stabilitet förblir de en av de främsta leverantörerna av överlägsna plastprodukter över hela världen.
Tjänster
- Formsprutning
- Konstruktion av formar
- Ingenjörskonst
Proffs
1. Formsprutning och avancerad teknik - över 60 år och fortfarande stark.
2. Flera olika typer av lösningar - Företaget erbjuder lösningar till olika branscher, t.ex. hälso- och sjukvård, flyg- och rymdindustrin samt fordonsindustrin.
3. Innovation och kvalitet - Det handlar om högpresterande plaster, en miljövänlig strategi och de senaste gjutningsteknikerna.
Nackdelar
1. Det finns en annan nackdel: Höga kostnader. Tjänster av högsta kvalitet kanske inte passar småföretagsorganisationer med en liten budget.
2. Liten internationell tillgång - De flesta är baserade i Tyskland och kan därför endast i liten utsträckning nås internationellt.
3. Hög integration - Vissa produkter eller system innehåller många komponenter, som kan ta längre tid att tillverka på grund av sofistikerad teknik.
När du letar efter formsprutningstjänster i Tyskland, lita på Otto Injection Molding eftersom de är bäst.
9. Braunform GmbH
År för etablering: 1977
Antal anställda: 200-300
Typ av verksamhet: Teknik, konstruktion av formar, flerkomponentsgjutning, hybridteknik, vätskeinsprutning och högpresterande plaster.
Hemsida och kontakt
Hemsida: https://www.braunform.com/de
E-post: info@braunform.com
Telefon: +49 7663 93200
Adress: Industriestraße 25,79353 Bahlingen am Kaiserstuhl,,Tyskland.
Företagets profil
Braunform GmbH & Co, KG grundades i Tyskland 1977 och är specialiserat på formsprutningsverktyg med hög precision och renrumsprodukter. Företaget riktar sig till tillverkningssektorn, inklusive läkemedels-, bil- och elektroniksektorerna, och har tekniska lösningar som multikomponent- och MED Mold-lösningar, samt till läkemedels-, bil- och elektroniksektorerna. Företaget erbjuder också avancerad teknik såsom multikomponent- och MED Mold-lösningar. Braunform strävar efter kvalitet, hållbarhet och innovation; företaget har ISO-certifieringar idag. Anställda: 380, utmärkelser: för sin vinnande expertis, erbjuder skräddarsydda produkter som är energieffektiva och utvecklingsbara för att tillgodose de dynamiska branschbehoven.
Tjänster
- Samarbete kring produktutveckling
- Optimering av formkonstruktion med Moldflow-analys
- Effektiv produktion genom intelligent formkonstruktion
- Integration av ny teknik
- Högpresterande konstruktion av formsprutningsverktyg
Proffs
1. Mold Manufacturing - Över 45 års erfarenhet av formsprutning och renrumsprodukter.
2 . Wanshida är positionerat för att skapa upprepande och originella teknologier, inklusive flerkomponent-, MED Mold- och stapelformsystem.
3. GRI Hållbar utveckling - Använder naturlig energi; har erkännande för internationella standarder för kvalitetsstyrning.
Nackdelar
1. Högre pris - sofistikerade servicealternativ lockar höga priser på grund av den service som erbjuds nystartade företag och andra företag.
2. Geografisk specialisering - De flesta verksamheterna i Tyskland kan hindra tillträde till internationella marknader.
3. Fortsatt fragmentering - det finns en risk för att den nuvarande komplicerade produktionsprocessen kommer att bli ännu mer komplicerad med ny teknik, vilket kommer att leda till att mer tid kommer att läggas på själva utvecklingen och tillverkningen av produkterna.
Om du letar efter de mest kompetenta tjänsteleverantörerna inom formsprutning av plast i Tyskland är Braunform GmbH den bästa att kontakta.
10. DONGGUAN SINCERE TECH CO.LTD
År för etablering: 2005
Antal anställda:80-100
Typ av verksamhet: Plas.co erbjuder exakt formsprutning av plast till olika branscher och lösningar för deras globala produktionsprocesser.
Hemsida och kontakt
Hemsida: https://plas.co/
E-post: sales@cnm-mold.com
Telefon: +86 (0)769-3388 9978
Fax: +86 (0)769-3388 9978
Adress: 2:a industriområdet, TianTou Cun, HengLi Town, DongGuan City, Guangdong Province.China,523460

Företagets profil
Plas.co är ett etablerat företag som tillverkar formsprutning av plast och allround tillverkningslösningar för elektronik-, fordons- och konsumentvaruindustrin. Deras kompetens omfattar produktdesign, prototyper, verktygstillverkning, 2K-gjutning och övergjutning. De hanterar också PCB-designtjänster, CNC-bearbetning, gjutning av gjutning och tillverkning av stora volymer. På grund av kvalitetssäkring, innovation inom tillverkningstjänster och fokus på kundernas förväntningar erbjuder Plas.co lösningar för olika tillverkningskrav.
Tjänster
- Produktdesign och tillverkning
- Prototypframtagning och testning
- Design och tillverkning av plastformar
- 2K gjutning och övergjutning
- PCB-design och verktyg för pressgjutning
- CNC-bearbetning
- Certifieringstjänster
- Massproduktion och montering
- Inspektions- och förpackningslösningar
Proffs
1. Fullständiga processtjänster från design till tillverkning gör det möjligt för kunderna att få allt de behöver på ett och samma ställe.
2. Korrekt applicering av 2K-gjutning och övergjutning förbättrar produktkvaliteten.
3. Ökad vikt läggs vid att förhindra feltillväxt genom inspektions- och certifieringstjänster för att garantera tillfredsställande resultat.
Nackdelar
1. Höga uppstartskostnader för tjänster som maskinbearbetning med hjälp av numerisk styrning och verktyg för pressgjutning.
2. Den specialiserade processen kan ta längre tid för kundanpassade jobb än för rutinjobb.
3. Enkelt uttryckt gjorde detta att den lämpade sig enbart för precisionsindustrin, men saknade den flexibilitet som krävs för denna marknad.
Om du vill ha en enda leverantör av plastformsprutning, prototyper och monteringstjänster, gå till Plas.co.