
CNC obrábění plastů

Plastové materiály jsou díky svým všestranným vlastnostem, včetně mechanických, chemických a biologických vlastností, které jsou spojeny s jejich množstvím a rozmanitostí, základním prvkem v několika výrobních odvětvích. Dále je proces přeměny surového plastu na funkční prototypové díly a sestavy relativně rychlý z hlediska konvenčních technik obrábění.
Jednou z klíčových metod je subtraktivní výroba plastů, známá také jako CNC obrábění plastů.Tento článek ukazuje základy obrábění plastů na CNC, jeho typy, úvahy, specifikace a úplné pochopení těchto procesů a jejich potenciálu pro zlepšení výroby.

Co je to obrábění plastů?
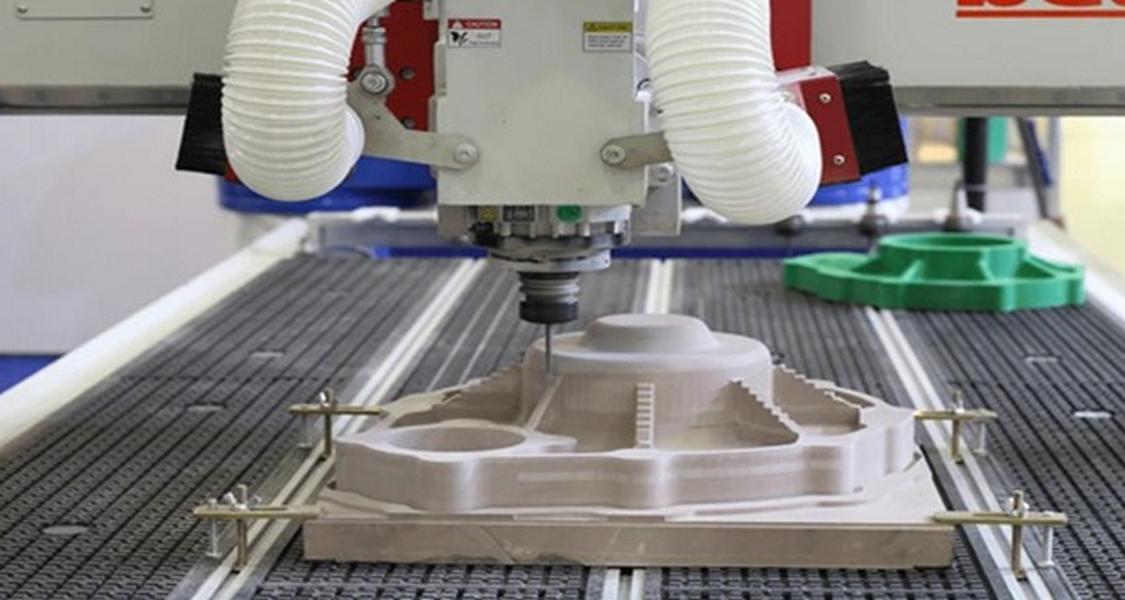
Ačkoli se "obrábění" běžně spojuje s přesnými subtraktivními procesy pro kovy, podobné přístupy lze modifikovat i pro plasty, avšak s určitými rozdíly. CNC obrábění plastů zahrnuje použití soustruhů, frézek, řezacích strojů, vrtaček, brusek a dalších řízených strojů k výrobě dílů nebo výrobků s přesnou specifikací.
Tyto stroje se používají i pro obrábění kovů, ale plasty mají zcela odlišné obráběcí vlastnosti. Například kovy mají určité specifické teploty tání, zatímco plasty vykazují amorfní roztažnost v širokém rozsahu teplot. Na stránkách CNC obráběné plasty jako hybridní materiály jsou náchylnější k tečení, třískám, tavení, tvorbě důlků a obecně mají větší variabilitu při obrábění než kovy.
Různé varianty vyžadují pokročilé techniky obrábění plastů, což znamená, že pro dosažení optimálních výsledků je třeba pečlivě dodržovat rovnováhu mezi výběrem materiálu, manipulačními technikami, vhodnými nástroji a stabilizačními faktory.
Různé typy obrábění plastů:
Plasty lze zpracovávat různými metodami obrábění. Pojďme si stručně představit nejoblíbenější techniky obrábění v plastikářském průmyslu;
Vrtání plastů:
Vrtací lis je hlavní obráběcí stroj, který se používá k vytváření válcových a průchozích otvorů v materiálech. Při vrtání navíc vzniká ve srovnání s jinými obráběcími procesy více tepla, což může být někdy problém pro plasty citlivé na teplo.
Nadměrné teplo v plastech může vést k odlupování, drsným povrchům a obecně ke špatné kvalitě výroby, což zdůrazňuje význam strategií snižování tepla. Tohoto snížení se dosahuje pečlivým zvážením mnoha faktorů, včetně řezné rychlosti, rychlosti posuvu, konstrukce nástrojů, materiálů řezných nástrojů, chladicích kapalin a ostrosti vrtáků, aby se minimalizovalo nežádoucí tření. Zde jsou uvedeny některé obecné zásady pro vrtání plastů:
Zde je několik obecných pokynů pro vrtání plastů:
- U vrtáků volte úhly zkroucení v rozmezí 9° až 18° a úhly vrtacího hrotu v rozmezí 90° až 118°, abyste usnadnili odvod třísek a odvádění tepla během vrtání.
- Pravidelné vyjímání vrtáku z otvoru pomáhá zabránit hromadění nadměrného množství třísek a tepla.
- Ujistěte se, že je vrták ostrý; použití tupých nebo nesprávně nabroušených vrtáků může způsobit napětí a zahřívání.
- Ačkoli jsou vysokorychlostní ocelové vrtáky vhodné pro většinu plastů, abrazivní materiály mohou vyžadovat použití karbidových, diamantových nebo jiných vrtáků s vysokou tvrdostí a sníženými otáčkami, aby bylo dosaženo nejlepších výsledků.
Závitování/řezání plastů:
Plastové závity prototypového dílu
Závitování nebo řezání závitů je proces vytváření závitů v materiálu, který umožňuje použití spojovacích prvků, jako jsou šrouby nebo svorníky. Na rozdíl od kovu, který dobře drží závity, je plast citlivý na vruby a při jemném stoupání závitů je náchylný k vytržení. Zápustkové frézy nejsou pro závitování plastů tou nejlepší volbou, protože po vyjmutí vyžadují opětovné řezání.
Plastové závity se obvykle řežou pomocí závitořezů, zejména dvouzubých, aby se zabránilo otřepům, a s velkým přídavkem na obrábění. Zde je několik obecných pokynů pro řezání závitů do plastů:Zde je několik obecných pokynů pro řezání závitů do plastů:
- Zvažte použití kovových závitových vložek v plastových průchozích otvorech, abyste mohli plastové závity zcela obejít.
- Pro plastové závity použijte karbidovou destičku pro jednobodové závitování a vezměte násobek 0. 001" je poslední věta.
- Chladicí kapaliny mohou zabránit rozpínání závitu a snížit tepelné účinky během procesu řezání závitů.
- Ujistěte se, že nástroje používané k řezání plastových závitů jsou ostré, a nepoužívejte nástroje, které byly použity k řezání kovu.
Frézování plastů:
Frézky využívají rotační frézu, která se pohybuje vysokou rychlostí a odebírá materiál ze stacionárního obrobku podél os X, Y a Z. CNC frézky, řízené sofistikovanými počítači, poskytují vysokou přesnost s nízkou mírou lidského zásahu.
Frézování plastů vyžaduje jinou metodu než frézování kovů kvůli vibracím vřetena, které vedou ke vzniku otřesů a pohybu obrobku. Operátoři to překonávají použitím vakuových systémů, upínacích svorek nebo oboustranných pásek, které plastový obrobek drží na místě.
Frézování plastů navíc zahrnuje frézování dolů (stoupavé frézování), při kterém je rotace frézy ve stejném směru jako pohyb posuvu. Zde je několik obecných pravidel pro frézování na CNC.
- Vyčistěte pracovní stůl a obrobek, abyste dosáhli lepšího lepení.
- Obrobek nesvírejte příliš pevně, aby nedošlo k deformaci materiálu nebo jeho pružení.
- Pro dokončovací řezy používejte dvoufrézy nebo čtyřfrézy, pro hrubovací řezy jsou vhodné standardní hrubovací frézy v závislosti na materiálu.
- Při frézování vnitřních kapes se vyhněte ostrým vnitřním rohům a namáhaným místům nebo použijte frézy se zaoblenými rohy.
Soustružení plastů:
Soustružení je proces otáčení obrobku na soustruhu a jeho tvarování pomocí stacionárních nástrojů. K minimalizaci destrukce materiálu lze použít preventivní opatření řízení tepla. Zde je několik obecných pravidel pro soustružení plastů:
Zde je několik obecných pravidel pro soustružení plastů:
- Karbidové destičky pro soustružení jsou nejlepší volbou a snaží se dosáhnout leštěného povrchu, aby se snížilo tření a nánosy materiálu.
- Používejte velké úhly odlehčení a záporný zadní sklon, aby nedocházelo k nadměrnému opotřebení.
- Rychlost posuvu měňte podle tuhosti plastu, která se obvykle pohybuje v rozmezí 0,004 až 0,010 palce na otáčku.
- Nejprve zvolte šířku nástroje, která je menší než minimální průměr součásti, a ujistěte se, že je nástroj ostrý a čerstvý, abyste dosáhli nejlepších výsledků.
Řezání plastů:
Řezání znamená řezání materiálů na menší kusy pomocí pásové pily, stolní pily nebo specializovaného zařízení. Teplo pilových kotoučů musí být účinně řízeno.
Zde je několik obecných pravidel pro řezání plastů:
- Pásové pily jsou určeny pro přímé a souvislé řezy, zatímco stolové pily se používají k řezání silnějších materiálů.
- Používejte nože s malým sklonem a úhly nastavení, které jsou z plastu, aby se minimalizovalo zahřívání.
- Pilové kotouče s tvrdokovovými hroty by se měly používat, pokud jsou plasty tenké, zatímco pro silnější plasty jsou nejlepší volbou pilové kotouče s dutým výbrusem.
- Pro dokonalé řezání se doporučují tenké a ostré čepele.
Jaká jsou hlediska pro obrábění plastů?
Klíčovými problémy, které je třeba při obrábění plastů zohlednit, jsou rozměrová stabilita, kontrola tepelné roztažnosti a řízení absorpce vlhkosti. Je nutné zabránit deformaci, proto má velký význam uvolňování napětí a časté žíhání.
Kondicionování materiálů v procesu sušení, aby se dosáhlo rovnovážné úrovně vlhkosti, pomůže zabránit dalším deformacím. Schopnost udržovat konstantní teplotu pravidelným chlazením, přizpůsobovat se tepelné roztažnosti a také pracovat v prostředí s kontrolovanou teplotou je hlavní věcí, která umožňuje zůstat na stejné úrovni tolerancí.
Obrábění metodou pokus-omyl:
Tvarování plastů je proces, který úzce souvisí s citlivostí materiálu na změny prostředí. Jako příklad lze uvést obráběný díl, který může při přemístění z jednoho místa do jiného prostředí doznat rozměrových změn. Aby bylo dosaženo co nejlepších výsledků, je nutné co nejvíce sladit prostředí obrábění a pracovní prostředí dílu.
Ačkoli k dosažení dokonalosti je obvykle třeba postupovat metodou pokusů a omylů. To se týká optimalizace posuvů a rychlosti stroje, což je nejkritičtější faktor určující výsledný produkt. Zpočátku se posuvy a rychlosti stroje udržují na vysoké úrovni a poté se po každém běhu postupně mění, aby bylo možné optimalizovat třísky a zajistit plynulé obrábění bez problémů s nástroji.
Výběr materiálu a technika obrábění:
Výsledek obrábění plastů závisí na několika faktorech, které jsou velmi důležité. Podpěrné konstrukce, řízení vibrací, ostření nástrojů a specifické požadavky na materiál jsou hlavními faktory, které určují kvalitu plastových dílů. Nejčastější vady, jako jsou otřepy, praskliny a otřepy, jsou spojeny s plasty s nízkou tuhostí. Aplikace těchto technik je může překonat.
Proces obrábění a materiál jsou také podpořeny přidáním podpěr, kde je to nutné, a přípravou povrchů s hladkým povrchem s nízkým třením před obráběním. Proces obrábění plastů je často považován za umění, protože přizpůsobení je jedním z klíčových úkolů, který zdůrazňuje důležitost správné podpory zvoleného materiálu a konkrétního procesu obrábění.
Bezpečnost:
Nejdůležitější otázkou pro bezpečnost obsluhy je prevence jakéhokoli ohrožení zdraví, které může souviset s materiálem při obrábění plastů. Plasty uvolňují toxické látky, pokud je teplo vyšší než požadované, a to představuje hrozbu pro obsluhu. Vdechnutí částic plastu by mohlo způsobit podráždění očí, dýchacího systému a při požití i zažívacího traktu. Pro zajištění bezpečnosti:
● Používejte osobní ochranné pomůcky, jako jsou brýle, rukavice a masky.
● Ujistěte se, že je ventilační systém v prostoru obrábění v pořádku.
● Dodržujte bezpečnostní pokyny, jako je zajištění pravidelného úklidu a zákaz konzumace potravin, nápojů a tabáku v pracovním prostoru.
● Vypracovat bezpečnostní protokoly pro prevenci rizik, která vznikají při obrábění plastů.
Aplikace obrábění plastů:
Rozsah použití obrábění plastů je velmi široký a nachází uplatnění téměř ve všech odvětvích moderního průmyslu. Ačkoli je rozsah jeho použití široký, obrábění plastů se ukazuje jako zvláště výhodné pro několik málo trhů.
Zde je stručný přehled několika klíčových aplikací:
● Vývoj prototypů a produktů pro okamžité a zkušební použití.
● Navrhovat a vyrábět zařízení pro manipulaci s chemikáliemi, která jsou vysoce odolná proti korozi a trvanlivá.
● Biokompatibilita a sterilizovatelnost plastu z něj činí vhodný materiál pro výrobu biomedicínských a farmaceutických nástrojů.
● Fotonický výzkum optických prvků a zařízení.
● Výroba polovodičů pro výrobu součástek a komponentů pro specifické účely.
● Laboratorní použití při vytváření vlastních přípravků a zařízení.
● Výroba textilií pro výrobu mechanických dílů a součástí.
Technické plasty pro CNC obrábění
Rozsah opracovatelnosti plastů je velmi široký vzhledem k tomu, že každý z nich má zvláštní vlastnosti a může být použit v různých průmyslových odvětvích. Například nylon je materiál se speciálními mechanickými vlastnostmi, který lze ve specifických případech použít místo kovů. Níže jsou uvedeny běžné plasty upřednostňované pro zakázkové obrábění plastů:

ABS (akrylonitrilbutadienstyren):
ABS je lehký CNC materiál, který má vynikající rázovou houževnatost, pevnost a obrobitelnost. ABS je však materiál s mnoha příznivými mechanickými vlastnostmi, ale je chemicky nestabilní a citlivý na rozpouštědla, tuky, alkoholy a chemická rozpouštědla. Čistý ABS navíc nelze považovat za tepelně stabilní, protože je hořlavý i za polotermických podmínek.
Klady:
● Nízká hmotnost a mechanická odolnost.
● Materiál je velmi dobře obrobitelný, a proto je ideální pro rychlou výrobu prototypů.
● Nízký bod tání je hlavní výhodou řady rychlých metod výroby prototypů.
● Vysoká pevnost v tahu a dlouhá životnost.
● Nákladově efektivní.
Nevýhody:
● Horké plastové výpary se uvolňují za horka; je třeba je řádně větrat.
● Nízký bod tání může způsobit deformaci při CNC obrábění v důsledku vznikajícího tepla.
Aplikace:
ABS je velmi oblíbený pro rychlé prototypové služby v oblasti technických termoplastů a používá se v elektrotechnickém a automobilovém průmyslu pro díly, jako jsou klávesnicové kryty, elektronické skříně a díly palubní desky automobilů. existuje mnoho prototypových obráběcích strojů, které používají materiál ABS, pro velké množství dílů ABS, použití Vstřikování ABS bude jednou z nejlepších možností.
Nylon (polyamid):
Nylon neboli polyamid je plast s nízkým třením, který je odolný proti nárazu, chemikáliím a oděru. Vynikající mechanické vlastnosti, jako je pevnost, trvanlivost a tvrdost materiálu, jej činí vhodným pro CNC obrábění a dávají mu konkurenční výhodu při výrobě automobilových a zdravotnických dílů. pokud potřebujete velký objem nylonového dílu, použijte vstřikování nylonu vám ušetří jednotkové náklady.
Klady:
● Vynikající mechanické vlastnosti s velkou pevností v tahu.
● Lehké a cenově výhodné.
● Odolnost vůči teplu a chemikáliím.
● Vhodné pro aplikace, kde jsou hlavními požadavky houževnatost a odolnost proti nárazu.
Nevýhody:
● Nízká rozměrová stabilita.
● Náchylné na absorpci vlhkosti.
● Není odolný vůči silným minerálním kyselinám.
Aplikace:
Nylon je technický termoplast s vysokým výkonem, který se používá pro výrobu prototypů a reálných dílů v průmyslových odvětvích, jako je zdravotnictví a automobilový průmysl. Mezi prvky patří ložiska, podložky a trubky.
Akryl (PMMA - polymetylmetakrylát):
Obecně se akrylát při obrábění plastů na CNC obráběcím stroji upřednostňuje díky svým optickým vlastnostem, chemické odolnosti a cenové výhodnosti, takže je vhodný pro různá průmyslová odvětví, která potřebují průhledné komponenty nebo komponenty odolné proti poškrábání.
Klady:
● Lehké a dobře obrobitelné.
● Odolnost vůči chemikáliím a UV záření.
● Odolné proti poškrábání a opticky čiré, vhodné pro aplikace vyžadující průhlednost.
● Cenově výhodné ve srovnání s materiály, jako je polykarbonát a sklo.
Nevýhody:
● Není příliš odolný vůči teplu, nárazu a oděru.
● Při příliš velkém zatížení může dojít k prasknutí.
● Zranitelný vůči destrukci chlorovaných/aromatických organických látek.
Aplikace:
Akryl se používá jako náhrada materiálů, jako je polykarbonát a sklo, takže je vhodný pro aplikace v automobilovém průmyslu, jako jsou světelné trubky a kryty blinkrů. Využívá se také v jiných průmyslových odvětvích při výrobě solárních panelů, skleníkových stříšek a dalších.
POM (Delrin):
POM, běžně označovaný jako Delrin, je plastový materiál CNC, který je často používán mnoha obráběcími službami díky své vynikající obrobitelnosti. Je pevný a má schopnost odolávat teplu, chemikáliím a opotřebení. Delrin se dodává v různých třídách, přičemž Delrin 150 a 570 jsou v průmyslu nejpoužívanější pro svou rozměrovou stálost.
Klady:
● Vysoce obrobitelný s vynikající chemickou odolností.
● Nabízí vysokou rozměrovou stabilitu a pevnost v tahu pro dlouhou životnost.
● K dispozici jsou různé jakosti, přičemž Delrin 150 a 570 jsou oblíbené díky své rozměrové stabilitě.
Nevýhody:
● Slabá odolnost vůči kyselinám a chemikáliím.
Aplikace:
POM se široce používá v různých průmyslových odvětvích; v automobilovém průmyslu se používá pro součásti bezpečnostních pásů, ve zdravotnictví pro inzulínová pera a ve spotřebním zboží pro elektronické cigarety a vodoměry.
HDPE (polyethylen vysoké hustoty):
Polyethylen s vysokou hustotou má vysokou odolnost proti namáhání a kyselinám. Obvykle nabízí výjimečnou mechanickou pevnost a pevnost v tahu mezi ostatními termoplasty technické třídy. Zhodnoťme výhody a nevýhody HDPE.
Klady:
● ideální pro rychlé prototypování
● V porovnání s akrylem a nylonem jsou náklady na ně nízké.
Nevýhody:
● Slabá odolnost proti UV záření.
Aplikace:
HDPE nachází široké uplatnění při výrobě prototypů, ozubených kol, ložisek, obalů, elektrické izolace a lékařských přístrojů.
LDPE:
LDPE je houževnatý a pružný plastový polymer. Má dobrou chemickou odolnost a optimální výkon při nízkých teplotách. Jeho použití je ideální pro tvarovou všestrannost je protetika a ortotika.
Klady:
● pevné, vysoce pružné a odolné proti korozi.
● Díky své dvojkompatibilitě je vhodný pro lékařské použití.
Nevýhody:
● nejsou vhodné pro odolnost vůči vysokým teplotám.
● Nízká tuhost a pevnost konstrukce.
Aplikace:
LDPE je výjimečný při výrobě zakázkových převodovek, interiérových elektrických komponentů a automobilových dílů, které vyžadují leštění nebo vysoký lesk. Díky nízkému koeficientu tření, vysoké izolační odolnosti a trvanlivosti je ideální volbou pro vysoce výkonné aplikace.
PTFE (teflon):
PTFE, běžně označovaný jako teflon, je špičkový plastový materiál, který se běžně používá při CNC obrábění. Vyznačuje se vynikajícími mechanickými a chemickými vlastnostmi, které se hojně využívají v různých komerčních výrobcích. Díky nízkému koeficientu tření a chemické odolnosti vůči UV záření, chemikáliím a únavě je PTFE velmi trvanlivý. Je také známý svou nepřilnavostí a hojně se používá při potahování nepřilnavých pánví.
Klady:
● chemicky stabilní, odolný vůči UV záření a s nízkým třením jsou klíčové vlastnosti PTFE.
● má antiadhezní vlastnosti.
Nevýhody:
● mechanické vlastnosti jiných materiálů jsou mnohem lepší než u nich.
● malá tloušťka tyčí a desek.
Aplikace:
Kromě antiadhezních vlastností, díky nimž je užitečný při výrobě nepřilnavých pánví, se teflon používá také při výrobě těsnění, polovodičů a srdečních náplastí.
Alternativy k CNC obrábění plastů
Volba vhodné techniky závisí na různých faktorech, jako je výběr vhodného materiálu, specifikace dílů pro konečné použití.
Vstřikování:
Vstřikování je ideální zejména pro hromadnou výrobu plastových obrobků. Při něm dochází k vlévání roztaveného technického plastu do formy nebo dutiny z vysokopevnostní oceli, aby se po náhlém ochlazení a ztuhnutí vytvořil požadovaný tvar.
Klady:
● Vhodné pro výrobu prototypů i sériovou výrobu.
● Úsporné pro navrhování složitých prototypových dílů.
● Jsou vyžadovány další požadavky, jako je eloxování, leštění a povrchová úprava.
Nevýhody:
● Počáteční náklady na nástroje jsou velmi vysoké.
3D tisk:
3D tisk, běžně označovaný jako aditivní výroba, je oblíbená metoda výroby prototypů, která využívá technologie, jako je stereolitografie (SLA), tavné depoziční modelování (FDM) a selektivní laserové spékání (SLS), ke zpracování termoplastů, jako je nylon, PLA, ABS a ULTEM, do tvarů 3D prototypů.
Klady:
● Rychlá výroba prototypů bez nutnosti použití nástrojů.
● Ideální pro složité návrhy a malosériovou výrobu.
● Ztráty materiálu jsou menší než při obrábění.
Nevýhody:
● Omezení při výběru materiálu a mechanických vlastností.
● Pomalá rychlost výroby u velkých projektů.
Jak vstřikování, tak 3D tisk jsou proveditelné volby pro obrábění plastů na CNC, každý z nich má své výhody a omezení, které závisí na konkrétních potřebách projektu.
Vakuové lití
Vakuové lití, označované také jako polyuretanové/uretanové lití, využívá silikonové formy a pryskyřice k replikaci předlohy. Tato metoda rychlého prototypování je ideální pro výrobu vysoce kvalitních plastových kopií, které jsou užitečné pro vizualizaci nápadů a identifikaci konstrukčních nedostatků během procesu řešení problémů.
Klíčové poznatky
Tento článek obsahuje stručný popis obrábění plastů, včetně jeho definice, procesů, odvětví, kde se používá, a způsobu fungování. Pro hlubší pochopení souvisejících témat se podívejte do našich dalších průvodců nebo využijte k vyhledání potenciálních zdrojů dodávek a podrobností o produktech stránky naše služby v oblasti obrábění plastů.


Zanechat odpověď
Chcete se zapojit do diskuse?Neváhejte přispět!