Custom plastic injection molding china is now among the most used products in the competitive manufacturing world, providing companies with accuracy, scalability and affordability. Whether a startup or an established brand, regardless of the choice, it might be worth learning how to utilize a custom plastic injection molding service and make the right decision regarding the development of products and achieve high-level outcomes.
Through the custom plastic ruiskupuristaminen service, the companies can manufacture elaborate design with repeatability, less cost and within a strict deadline. It is also a flexible method of manufacturing as it can be flexible in terms of material choice and customization and therefore can be applied to different industries like automotive, medical, electronics and consumer goods.
What is Custom Plastic injection Molding?
Custom plastic injection molding is a fabrication manufacturing technique in which molten plastic is forced into a mold to form certain shapes and parts. The application of this method has been common in automotive, medical, electronics, and consumer goods industries. Impressionists can create sophisticated designs using the custom injection molded plastics that are highly accurate and consistent.
Plastics in Custom Injection Molding Materials
Successful custom plastic injection molding involves the selection of a material. Various materials have varied characteristics like strength, pliability and heat resistance.
The materials that are commonly used are:
Significance of Material Choosing
Identifying the material is one of the most important decisions that are made in the attainment of high-quality output in custom plastic injection molding china. The choice of material is significant as it affects the performance, durability as well as the overall functionality of the final product. Various plastics possess various characteristics like strength, flexibility, chemical resistance, and heat tolerance hence the choice of material is a major challenge among manufacturers and businesses.
Common Materials Used
They are easily modified into ABS, polypropylene, polyethylene, polycarbonate, and nylon which are the most popular injection molded plastics. The purposes of using, the needs of the product define a priori whether a specific material will be used or not.
ABS (akryylinitriilibutadieenistyreeni)
ABS also is extremely popular with strength and impact resistance. This has been widely applied in the auto parts sector, electronics casing, and domestic goods as it resists wear and tear and gives a nice finish.
Polypropeeni (PP)
Polypropylene is a very light material and besides, it is very chemical resistant. Wrapping is also a habit of the people as it is non-toxic and flexible, and used to wrap medical parts, food wrappings and packaging.
Polyeteeni (PE)
Polyethylene is a robust plastic. It is normally applied in containers, plastic bags and piping systems in which high toughness and water resistance are required.
Polykarbonaatti (PC)
Polycarbonate is dreadfully tough and transparent. It is a typical security product which is of the mill lens and optical usage where sharpness and impact strength is a necessity.
Nylon (PA)
Nylon is a hard and wear tough material. The other application sphere, which it is used in, is engineering, gears and industry elements.
Regarding the work of custom plastic injection molding, the makers will take into account the service of the products, in selecting the proper material. Any custom plastic injection molding china that could utilize an incredible number of materials offers any possible solution that the businesses could provide with high levels of customization and viability.
The custom plastic injection molding process

This knowledge of the process assists businesses to plan production in a better way and attain familiar outcomes. The process of custom plastic injection molding china is geared towards precision of the process, efficiency and fine quality output to a broad segment of industries.
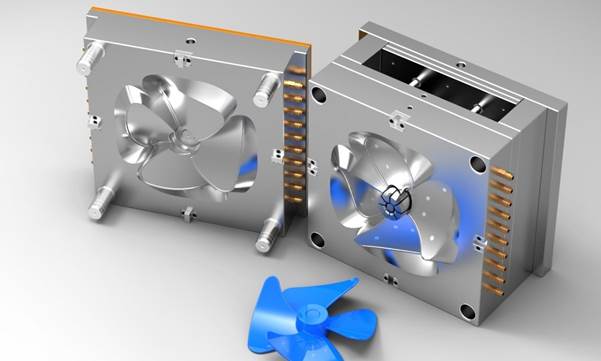
Muotin suunnittelu
It starts with the design of the mold where engineers develop a blueprint of the mold detailed on the product specifications. This is an important step since the shape, size and accuracy of the final product can be determined by the mold. Custom plastic injection molding is often done with advanced software and technology making sure that the design and functionality are perfect.
Materiaalin valinta
Secondly, one picks a suitable plastic material. The various materials have different characteristics like strength, flexibility and heat resistance. The selection of appropriate material is a prerequisite to the durability and performance in custom injection molded plastics.
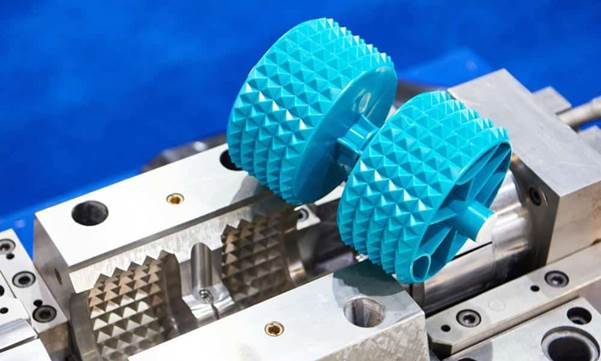
Injektio
After the two have been prepared, the high pressure is applied to the mold and high-pressure molten plastic is injected into it. This measure is used to ensure that the material conforms to all corners of the mold, and all the details are captured perfectly.
Jäähdytys
The plastic is injected and then left to cool and harden in the mold. Sufficient cooling is required to ensure that the product shape and structure are not affected.
Ulosheitto ja viimeistely
Lastly, the product that is solidified is forced out of the mold. Further finishing can be done to improve the appearance and functionality of the item through trimming, polishing, or coating.
This is an efficient and simplified process and the reason why custom plastic injection molding china is highly applicable in large scale and high-quality production.
Custom plastic injection molding in China- Quality Control
The quality of custom plastic injection molding services is also a high priority. Good manufacturers observe high quality control measures that include:
- Raw material inspection
- In-process quality checks
- Final product testing
- International standards (ISO certifications) have been used.
These practices will guarantee that custom injection molded plastics are the best in terms of quality in the world.
Benefits of doing Business with the Chinese Producers
Collaborating with firms that provide tailor-made plastic injection molding china is a broad benefit to businesses that are interested in expanding the production at a low cost and high volume. China has over the years emerged to be a manufacturing hub in the world with companies form every part of the world establishing their presence in China because of its capabilities and competitive advantages.
Faster Turnaround Times
Among the most significant advantages of the decision to use the custom plastic injection molding china, quicker production and delivery can be mentioned. Modern machinery and lean production procedures enable Chinese manufacturers to deal with high volumes of production under strict deadlines. This velocity assists enterprises in getting products into the market faster and are ahead of their competitors.
Access to Global Shipping
The other significant opportunity is that it has access to well-developed shipping networks in the world. Firms which provide custom services of plastic injection molding in china are very experienced in international logistic services, and therefore the smooth and timely delivery of products globally is achieved. This has simplified the process through which businesses control supply chains and access international markets without any hustles.
Low Rigidity in Customization
Chinese manufacturers are highly flexible as far as customization is concerned. Custom injection molded plastics can be designed to fit exactly your requirements whether unique designs are required, specific materials are required or complex shapes are required. Such a degree of customisation enables enterprises to produce unique quality products.
Effective Supply Chain Networks
China has a properly grown supply chain ecosystem, which enables it to source raw materials and components efficiently. This great network guarantees a high quality and minimal delays in production in the custom plastic injection molding china projects.
Kustannustehokkaat ratkaisut
Besides the above advantages, cost efficiency has been a significant factor that drives the businesses towards custom injection molding of plastic on a china. Reduced costs of Labor and production assist the businesses to maximize profits and still be of high quality.
On the whole, these strengths render custom plastic injection molding china as an optimal partner of foreign companies that want to find high quality, scalable and reliable manufacturing options.
What is the Rational Choice of Custom Plastic Injection Molding China?

Custom plastic injection molding china is a top choice among various businesses in the current manufacturing industry across the globe due to its high quality, efficiency and low cost. China has proven to be a major plastic injection molding center with a variety of advantages that have made it a good destination to many companies in the global market.
Kustannustehokkuus
Cost efficiency is one of the primary factors that force businesses to resort to custom plastic injection molding china. The prices of the Chinese manufacturers are very competitive and do not affect the quality. This enables them to make large volumes of injection molded plastics that are custom made at a reduced unit price. Mass production is less expensive and it is best suited to startups and well-established brands that want to have a high profit margin but at the same time preserve its quality standards.
Kehittynyt teknologia
Modern technology is another benefit of the decision of custom plastic injection molding china. The machinery, automation, and the latest production methods are present in factories in China. This will guarantee that all the products manufactured are accurate, uniform, and are of global quality. High technology also enables production time to be much faster and deal with highly complex designs in custom plastic injection moulding.
Ammattitaitoinen työvoima
The Chinese manufacturers have a more experienced workforce with years of experience in the custom plastic injection molding services. These experts are educated to handle complex operations, use of materials efficiently and also to provide dependable and quality products. They are so good that they make businesses get custom injection molded plastics that are precise to specifications and functionality.
Skaalautuvuus
The other reason why custom plastic injection molding china is very popular is scaled. Chinese manufacturers are able to handle small batches to be used in prototyping or a large-scale production run depending on the quantity a business may need. This gives companies ease to grow and develop without having to be concerned with production restrictions.
Cost Factors to Consider
Custom plastic injection molding china has a price that varies based on a number of factors:
- Mold design complexity
- Material type
- Production volume
- Surf finishing specifications
Even though the first costs of the mould may be expensive, mass production will save a lot of money on the unit price, so custom injection molding of plastic will be extremely cost effective.
Custom Injection Molded Plastics Uses
Injected plastics Custom injection molded plastics find wide applications in various industries in various respects as they can be manufactured with precision according to the needs, and are durable as they can be easily used in various applications. Custom plastic injection molding is a necessary solution to the modern-day industries because it is a flexible method of producing quality products that are specific to numerous applications.
Autoteollisuus
The automotive industry is one of the main fields to which custom injection molded plastics are used. Manufacturers are using these plastics to make parts of dashboards, bumpers, interior trims and engine parts. The custom plastic injection molding china allows the automotive companies to be highly precise and consistent which is essential in terms of safety and performance.
Lääkinnälliset laitteet
The custom plastic injection molding services are applied in the medical sector where they are applied to make parts of surgical instruments, diagnostic equipment as well as medical packaging. Custom injection molded plastics are important in healthcare because they are able to produce sterile, accurate, and long-lasting parts with the most important factor being quality and reliability.
Elektroniikka
Electronics is another large industry that depends on the custom plastic injection molding. Such components as casings, connectors, switches, and housings are produced through this process. Plastic injection molding china manufacturers in China are able to offer high quality products that are able to fit the exact specifications needed with electronic devices.
Pakkausratkaisut
Custom injection molded plastic has excelled in packaging because of its light weight, cost effectiveness and moulding into complex shapes. The custom plastic injection molding services can be utilized effectively to make products including bottles, caps, containers and protective packaging.
Household Products
Custom plastic injection molding is extensively employed to make strong and attractive household items, such as kitchen utensils, storage containers, etc. This can be done on a large-scale production and quality and consistency is ensured.
Custom plastic injection molding china is versatile and reliable which has made it to be the preferred choice of a business in different industries. Having provided accurate, economical and scalable manufacturing processes, custom injection molded plastics enable firms to satisfy their products effectively and efficiently.
The Major Advantages of Custom Plastic Injection Molding Services
Plastic injection molding services can be customized to provide a wide range of benefits to companies in search of quality, reliable, cost-effective services in manufacturing.
High Precision and Accuracy
Precision is one of its principal advantages. Custom plastic injection molding is also used when every component needs to be manufactured to a very specific specification, and also when a high degree of consistency and quality is necessary in the production.
Materiaalin joustavuus
The services offer material choice flexibility. A great variety of plastics can be used by manufacturers, which makes businesses select the most suitable material in terms of durability, strength, or certain functionality.
Reduced Waste
The system is very effective and it reduces wastage of materials. This renders custom plastic injection molding-based china as a green manufacturing method but at lower production cost.
Fast Production
Once the mold is made, it is fast and uniform to make. High quantities of custom injection molded plastics can be manufactured in a short period supporting small scale as well as large scale manufactures.
The advantages of the latter are what render custom plastic injection molding services a crucial solution to the contemporary product manufacturing.
The selection of the appropriate manufacturer in China
The process of choosing the appropriate partner to provide custom plastic injection molding china is very essential. Here are some tips:
- Certifications and quality standards of checks.
- Look through previous projects and reviews on client feedback.
- Consider their experience in specialty injection molded plastics.
- Make sure there is proper communication and facilitation.
An efficient supplier of personalized plastic injection molding services has the potential to influence the quality of your product greatly.
Lopulliset ajatukset
To sum up, it is evident that custom plastic injection molding china is an effective solution to companies that want to achieve both quality and cost-effective manufacturing. It remains one of the leading preferences in the world due to modern technologies, professionalism, and versatile production.
With a proper selection of a partner and knowledge of the process, you will be able to enjoy the full advantage of custom plastic injection molding and make long-lasting, accurate, and innovative products.
Usein kysytyt kysymykset
1. What is custom plastic injection molding?
Custom plastic injection molding is a production process in which molten plastic is forced into a mold in order to develop accurately shaped components and parts. It is commonly found in such industries as automotive, electronics and medical devices.
2. Why is custom plastic injection molding China the way to go?
Custom plastic injection molding China is cost efficient with high technology, skilled labour force and scale up production which is suitable in both small and big scaled manufacturing projects.
3. What are the materials that can be employed in custom injection molded plastics?
Some of the materials available to the manufacturers to suit individual requirements in products include ABS, polypropylene (PP), polyethylene (PE), polycarbonate (PC) and nylon (PA).
4. What is the average duration of the process of custom plastic injection molding?
The time required to produce a mold is dependent on the complexity of the mold, choice of material and quantity of batches. When the mold is prepared, it is possible to manufacture custom injection molded plastics in a short time and in regular quantities.
5. What are the advantages of the use of custom plastic injection molding services?
Among the advantages are high accuracy, plastics pliability, less wastage, rapid manufacturing, and inexpensive production which makes custom plastic injection molding China the best option among businesses in the world.