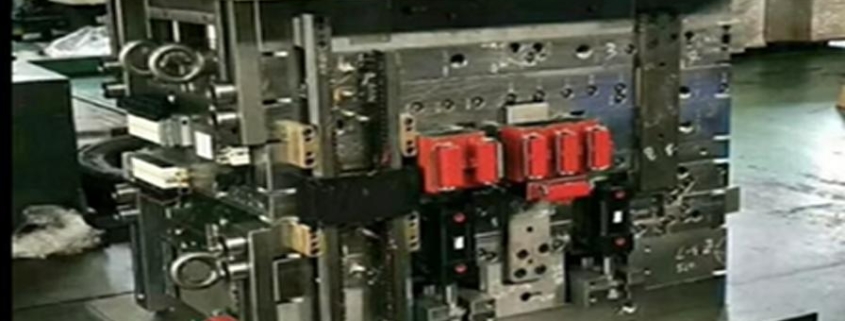
Nel mondo della produzione, stampaggio a iniezione di plastica svolge un ruolo fondamentale nella creazione di parti e prodotti in diversi settori industriali. Per le aziende e gli innovatori che desiderano produrre componenti in plastica di alta qualità, la scelta del partner giusto per lo stampaggio a iniezione può essere un fattore di svolta. Dalle soluzioni personalizzate alla produzione di massa, la giusta azienda di stampaggio a iniezione garantisce che la qualità, la precisione e l'efficienza della produzione siano le priorità principali. Tuttavia, con un numero così elevato di opzioni disponibili, determinare la soluzione migliore può essere una sfida.
Questo articolo evidenzia il le migliori aziende di stampaggio a iniezione che si sono affermate come leader del settore. Che siate alla ricerca di un'azienda specializzata in grandi volumi o di un'azienda che offra soluzioni su misura per pezzi in plastica personalizzati e a basso volume, questa guida vi fornirà informazioni essenziali per aiutarvi nella vostra decisione. Per ogni azienda verranno approfonditi fattori chiave come la capacità produttiva, la storia, i servizi, le certificazioni e i vantaggi unici.
Fattori chiave nella scelta di un'azienda di stampaggio a iniezione di alto livello
Quando si cerca un partner per lo stampaggio a iniezione, è essenziale comprendere i fattori chiave che differenziano ciascuna azienda. Ecco gli aspetti più importanti da considerare quando si valutano le migliori aziende di stampaggio a iniezione:
1. Esperienza e storia
L'esperienza è un indicatore critico della competenza di un'azienda nel settore. Le aziende con una lunga storia nello stampaggio a iniezione di materie plastiche hanno probabilmente affinato i loro processi, investito nella tecnologia più recente e acquisito una conoscenza del settore che va a vantaggio dei loro clienti. L'esperienza di un'azienda può anche essere un segnale di affidabilità; le aziende consolidate sono generalmente più preparate a gestire progetti complessi e sfide impreviste.
2. Capacità produttiva e tecnologia
Le aziende di stampaggio a iniezione variano in modo significativo in termini di capacità e di competenze tecnologiche. Alcune sono attrezzate per la produzione di grandi volumi, mentre altre sono specializzate in volumi ridotti o in pezzi personalizzati. Inoltre, tecnologie avanzate come la progettazione assistita da computer (CAD), macchinari automatizzati e bracci robotici possono migliorare la precisione, la qualità e la velocità. Quando scegliete un partner, valutate se le sue strutture, i suoi macchinari e le sue capacità tecniche sono in linea con le vostre esigenze di progetto.
3. Servizi personalizzati e specializzazioni
Ogni progetto ha requisiti unici, quindi lavorare con un'azienda che offre una gamma di servizi personalizzati può aggiungere valore. Servizi come l'assistenza alla progettazione, la prototipazione, la selezione dei materiali e le operazioni secondarie (come la finitura o l'assemblaggio) consentono una maggiore flessibilità. Le aziende che offrono servizi di prototipazione possono aiutare i clienti a perfezionare i progetti prima di impegnarsi nella produzione completa, riducendo così potenziali sprechi e costi aggiuntivi.
4. Garanzia di qualità e certificazioni
La garanzia di qualità è un segno distintivo di un'azienda di stampaggio a iniezione affidabile. Certificazioni come ISO 9001, IATF 16949 (per il settore automobilistico) e ISO 13485 (per i dispositivi medici) sono indicatori di rigorosi standard di controllo della qualità. Inoltre, i controlli di qualità durante l'intero processo di produzione contribuiscono a garantire la conformità dei pezzi alle specifiche e a ridurre la probabilità di difetti. Le aziende con protocolli di controllo qualità rigorosi sono spesso una scelta migliore per i settori che richiedono un'elevata precisione, come quello medico, aerospaziale o automobilistico.
5. Prezzi e flessibilità
Per molte aziende, l'efficienza dei costi è una priorità assoluta. Il costo dello stampaggio a iniezione può variare notevolmente in base a fattori quali il materiale, il volume di produzione e la complessità. La collaborazione con un'azienda che offre prezzi trasparenti e flessibilità nei volumi di produzione può portare a risparmi significativi. Anche la flessibilità nelle dimensioni degli ordini, compresa la possibilità di aumentare o diminuire la produzione in base alla domanda, è un vantaggio fondamentale nel mercato odierno.
6. Tempi di consegna e gestione del progetto
La puntualità delle consegne è spesso fondamentale per rispettare le scadenze dei progetti, soprattutto nei settori con cicli di produzione rapidi. Le aziende di stampaggio a iniezione con forti capacità di gestione dei progetti e tempi di consegna brevi sono meglio attrezzate per gestire efficacemente le tempistiche dei progetti. Molte aziende di alto livello offrono anche strumenti di tracciamento online e project manager dedicati per garantire una comunicazione e una visibilità senza soluzione di continuità.

Le 10 principali aziende di stampaggio a iniezione da considerare
Ogni profilo fornisce un'analisi approfondita delle capacità, dei punti di forza e dei servizi di ciascuna azienda per aiutarvi a prendere una decisione informata.
1. Protolabs
- Sito web: Protolabs
- Sfondo: Protolabs è stata fondata nel 1999 a Maple Plain, Minnesota, per rispondere alla crescente domanda di prototipazione rapida nella produzione digitale. Oggi l'azienda è un leader riconosciuto nello stampaggio a iniezione a ciclo rapido e nella produzione di bassi volumi.
- Capacità: Protolabs è dotata di strutture automatizzate e di una piattaforma di produzione digitale avanzata che supporta una produzione rapida. La capacità dell'azienda comprende migliaia di ordini di volumi medio-bassi al giorno.
- Vantaggi: Conosciuto per il suo sistema di quotazione rapida, Protolabs consente ai clienti di caricare i progetti e ricevere i preventivi all'istante. Questo processo di accelerazione della produzione è ideale per i clienti che danno priorità alla velocità di commercializzazione.
- Storia e "Chi siamo": Protolabs pone l'accento sull'innovazione, la qualità e la rapidità dei tempi di consegna. La pagina "Chi siamo" evidenzia la missione dell'azienda di fornire soluzioni produttive avanzate attraverso la tecnologia e l'automazione.
- Servizi principali: Stampaggio a iniezione di materie plastiche personalizzate, prototipazione rapida, lavorazione CNC e stampa 3D. Le loro capacità di stampaggio a iniezione coprono un'ampia gamma di materiali, tra cui termoplastici e gomma siliconica, soddisfacendo le esigenze di settori come quello dei dispositivi medici, automobilistico e dei beni di consumo.
2. EVCO Plastics
- Sito web: EVCO Plastics
- Sfondo: Fondata nel 1964, EVCO Plastics ha la sua sede centrale nel Wisconsin e ha ampliato la sua presenza con dieci stabilimenti in tutto il mondo, comprese le operazioni in Nord America e in Asia.
- Capacità: Con oltre 150 presse a iniezione che vanno da 28 a 3.500 tonnellate, EVCO ha la flessibilità necessaria per gestire produzioni da piccole a grandi serie. Le sue strutture globali supportano una produzione efficiente e in grandi volumi.
- Vantaggi: EVCO si distingue per il suo impegno verso pratiche sostenibili, controllo della qualità e automazione innovativa. L'azienda sfrutta la robotica e la tecnologia avanzata per produrre pezzi di qualità costante.
- Storia e "Chi siamo": EVCO vanta oltre 50 anni di esperienza ed è un'azienda a conduzione familiare, che enfatizza i valori di integrità, qualità e servizio incentrato sul cliente. La pagina "Chi siamo" si concentra sulla lunga tradizione di EVCO nell'industria della plastica e sul suo approccio lungimirante alla sostenibilità.
- Servizi principali: Servizio completo di stampaggio a iniezione di materie plastiche, stampaggio di grado medicale, attrezzaggio, assemblaggio e operazioni secondarie. EVCO è nota per lavorare in diversi settori, tra cui quello sanitario, automobilistico e dei beni di consumo, e possiede le certificazioni ISO 9001, ISO 13485 e AS9100.
3. ICOMold
- Sito web: ICOMold
- Sfondo: Fondata nel 2003 a Holland, Ohio, ICOMold è una filiale di Fathom Manufacturing ed è nota per le sue soluzioni di stampaggio a iniezione a costi contenuti con un approccio tecnologico.
- Capacità: ICOMold è ben equipaggiata per gestire sia gli ordini personalizzati e a basso volume che la produzione su larga scala, con strutture che offrono tempi di consegna rapidi e infrastrutture digitali avanzate.
- Vantaggi: Il sistema proprietario di quotazioni online di ICOMold fornisce quotazioni istantanee e consente di seguire gli ordini, un vantaggio fondamentale per i clienti che apprezzano prezzi rapidi e trasparenti. Questa caratteristica lo rende un'opzione altamente accessibile per le aziende di tutte le dimensioni.
- Storia e "Chi siamo": Con l'obiettivo di semplificare il processo di stampaggio a iniezione attraverso la tecnologia, ICOMold si impegna a garantire efficienza e convenienza. La pagina "Chi siamo" evidenzia la sua missione di semplificare il processo di produzione e renderlo accessibile a tutti i clienti, dalle startup alle grandi imprese.
- Servizi principali: ICOMold si occupa di stampaggio a iniezione, lavorazione CNC e stampa 3D. I suoi settori chiave includono l'automotive, il medicale, i prodotti di consumo e le attrezzature industriali. La garanzia di qualità è parte integrante dei suoi servizi, con strutture certificate ISO.
4. Industrie Plastikon
- Sito web: Industrie Plastikon
- Sfondo: Plastikon Industries, con sede a Hayward, California, è stata fondata nel 1982. L'azienda si è costruita una solida reputazione per la produzione di qualità in settori che richiedono standard elevati, come quello automobilistico e sanitario.
- Capacità: Plastikon dispone di ampie capacità produttive negli Stati Uniti e in tutto il mondo, con impianti in grado di produrre volumi elevati e assemblare parti complesse.
- Vantaggi: Plastikon si dedica a pratiche di produzione sostenibili, all'innovazione e al mantenimento di standard di alta qualità. La sua impronta globale consente una produzione e una distribuzione efficienti.
- Storia e "Chi siamo": La pagina "Chi siamo" di Plastikon sottolinea i suoi valori fondamentali di qualità, innovazione e impegno verso i clienti. Come azienda con decenni di esperienza, ha una reputazione di forte relazione con i clienti e di miglioramento continuo.
- Servizi principali: Servizio completo di stampaggio a iniezione di materie plastiche personalizzate, progettazione di prodotti, assemblaggio e servizi secondari. Plastikon serve vari settori, tra cui quello automobilistico, sanitario ed elettronico. Le sue strutture sono certificate ISO 9001, ISO 14001 e IATF 16949.
5. Rex Plastics
- Sito web: Rex Plastics
- Sfondo: Rex Plastics è un'azienda a conduzione familiare con sede a Vancouver, Washington, specializzata nello stampaggio a iniezione di materie plastiche personalizzate. Fondata oltre 40 anni fa, Rex Plastics si concentra su volumi di produzione medio-piccoli.
- Capacità: Rex Plastics gestisce diverse presse a iniezione di medie dimensioni, adatte a produzioni personalizzate e di piccole dimensioni, che offrono flessibilità per progetti specializzati.
- Vantaggi: Come piccola azienda a conduzione familiare, Rex Plastics offre un servizio personalizzato e una stretta collaborazione su progetti personalizzati. Il loro approccio pratico consente di adattarsi rapidamente alle esigenze dei clienti.
- Storia e "Chi siamo": Rex Plastics è radicata nella comunità locale fin dalla sua nascita e sottolinea l'impegno verso la produzione americana. La pagina "Chi siamo" evidenzia l'attenzione per l'artigianato, l'integrità e la fornitura di prodotti di qualità.
- Servizi principali: Stampaggio a iniezione di plastica su misura, progettazione di stampi e processi secondari come la saldatura a ultrasuoni e lo stampaggio a caldo. Lavorano in vari settori, dalle attrezzature industriali ai beni di consumo, con un'attenzione particolare alla qualità e alla soddisfazione del cliente.
6. Murray Plastics
- Sito web: Murray Plastics
- Sfondo: Situata a Gainesville, in Georgia, Murray Plastics è un'azienda statunitense di stampaggio a iniezione personalizzato specializzata in materiali termoplastici con oltre due decenni di esperienza.
- Capacità: Murray Plastics si concentra su produzioni di piccole e medie dimensioni, ideali per progetti specializzati. Dispone di una gamma versatile di macchinari in grado di gestire stampi termoplastici complessi.
- Vantaggi: Murray Plastics è nota per il suo servizio clienti reattivo e per l'impegno nella produzione con sede negli Stati Uniti, il che fa gola ai clienti che cercano di ridurre al minimo i tempi di consegna.
- Storia e "Chi siamo": Murray Plastics sottolinea il suo impegno a costruire relazioni solide con i clienti e a fornire prodotti di alta qualità di produzione americana. La pagina "Chi siamo" illustra l'approccio incentrato sul cliente e la dedizione alla produzione locale.
- Servizi principali: Servizi di stampaggio a iniezione di materie plastiche personalizzate, progettazione di prodotti e assemblaggio. Murray Plastics è specializzata nella creazione di componenti di alta qualità per prodotti industriali e di consumo, con particolare attenzione a un servizio reattivo e personalizzato.
7. First American Plastic
- Sito web: First American Plastic
- Sfondo: Fondata nel 1993, First American Plastic ha stabilimenti in Illinois e Mississippi e si concentra su soluzioni di stampaggio a iniezione di materie plastiche convenienti e per grandi volumi.
- Capacità: Con strutture progettate per la produzione su larga scala, First American Plastic soddisfa le esigenze di produzione di grandi volumi con un'attenzione particolare alla convenienza.
- Vantaggi: Conosciuta per la produzione a basso costo senza compromettere la qualità, First American Plastic offre ai clienti soluzioni economicamente vantaggiose per la produzione su larga scala.
- Storia e "Chi siamo": Fin dalla sua fondazione, First American Plastic ha dato priorità all'efficienza e all'affidabilità. La pagina "Chi siamo" evidenzia il loro impegno nel fornire soluzioni in plastica di alta qualità e a prezzi accessibili.
- Servizi principali: Stampaggio a iniezione, attrezzaggio personalizzato, assemblaggio e imballaggio. First American Plastic è particolarmente adatta ai settori dei beni di consumo e dell'imballaggio, con particolare attenzione alla convenienza e alla garanzia di qualità.
8. Nicolet Plastics
- Sito web: Plastica Nicolet
- Sfondo: Fondata nel 1986, Nicolet Plastics ha sede nel Wisconsin ed è specializzata in produzioni complesse e a basso volume. Concentrandosi sulla produzione a risposta rapida (QRM), Nicolet è nota per la fornitura di soluzioni flessibili ed efficienti ai clienti che necessitano di un rapido completamento del progetto.
- Capacità: Le strutture di Nicolet Plastics sono ottimizzate per la produzione di pezzi complessi e a basso volume. Utilizzano macchinari avanzati e tecnici qualificati per gestire con precisione stampi complessi.
- Vantaggi: Il modello QRM di Nicolet offre un netto vantaggio in termini di riduzione dei tempi di consegna per i pezzi personalizzati e complessi. Questo lo rende ideale per i clienti che richiedono piccoli lotti di pezzi unici o tecnici, in quanto il processo riduce al minimo gli scarti e massimizza l'efficienza.
- Storia e "Chi siamo": Nicolet si dedica all'arte dello stampaggio di precisione da oltre 35 anni. La pagina "Chi siamo" sottolinea il loro impegno per una produzione reattiva e incentrata sul cliente, utilizzando un approccio QRM per gestire progetti complessi.
- Servizi principali: Stampaggio a iniezione di plastica su misura, prototipazione, attrezzaggio e assemblaggio. Nicolet Plastics serve vari settori, tra cui quello elettronico, medico e delle attrezzature industriali. L'azienda è certificata ISO 9001 e garantisce che ogni prodotto risponda a rigorosi standard di qualità.
9. Xometria
- Sito web: Xometria
- Sfondo: Fondata nel 2013 e con sede a Gaithersburg, nel Maryland, Xometry è diventata rapidamente un'azienda chiave nel settore della produzione digitale. Nota per la sua piattaforma online avanzata, Xometry è specializzata in parti personalizzate, tra cui stampaggio a iniezione, lavorazione CNC e stampa 3D.
- Capacità: Xometry dispone di ampie capacità produttive, supportate da una rete di produttori globali. Ciò consente di gestire la produzione di grandi volumi, pur mantenendo la flessibilità per gli ordini di piccoli lotti e personalizzati.
- Vantaggi: Il sistema di preventivi e ordini online dell'azienda consente ai clienti di ricevere preventivi istantanei, feedback sul design e tempi di consegna rapidi. Questo efficiente approccio digitale è ideale per le aziende che cercano un processo di ordinazione semplificato con prezzi trasparenti.
- Storia e "Chi siamo": Xometry è stata costruita con l'obiettivo di rendere la produzione personalizzata accessibile ed efficiente per tutti. La pagina "Chi siamo" illustra l'impegno di Xometry nel combinare una tecnologia all'avanguardia con una vasta rete di partner di produzione per fornire soluzioni on-demand.
- Servizi principali: Stampaggio a iniezione, lavorazione CNC, stampa 3D e lavorazione della lamiera. Xometry si rivolge a un ampio spettro di settori, tra cui quello automobilistico, medico, aerospaziale e dei beni di consumo. Le sue capacità spaziano dalla prototipazione rapida alla produzione su larga scala.
10. Amtek Plastics UK
- Sito web: Amtek Plastics UK
- Sfondo: Con sede nel Devon, Regno Unito, Amtek Plastics UK vanta oltre 30 anni di esperienza nello stampaggio a iniezione di materie plastiche. Amtek serve i mercati del Regno Unito e dell'UE, concentrandosi su settori con standard elevati, come quello medico, automobilistico e dei beni di consumo.
- Capacità: Le strutture di Amtek sono attrezzate per gestire piccole e medie produzioni, consentendo di servire clienti con esigenze precise. Le loro capacità si estendono allo stampaggio di una gamma di materiali adatti ad applicazioni tecniche e di consumo.
- Vantaggi: La vasta esperienza nei materiali e la produzione con sede nel Regno Unito fanno di Amtek un partner ideale per le aziende che richiedono una produzione localizzata. L'assistenza ai clienti e l'attenzione alla qualità le hanno fatto guadagnare una base di clienti fedeli in tutta Europa.
- Storia e "Chi siamo": Amtek ha una ricca storia nella produzione di precisione, che enfatizza le forti relazioni con i clienti e l'impegno per la qualità. La pagina "Chi siamo" evidenzia il loro impegno nel fornire un supporto end-to-end, dalla progettazione iniziale al prodotto finale.
- Servizi principali: Stampaggio a iniezione personalizzato, supporto alla progettazione, attrezzaggio e assemblaggio. Amtek fornisce anche servizi secondari come la tampografia e la saldatura a ultrasuoni, consentendo ai clienti di personalizzare ulteriormente i prodotti.

Come fare la scelta finale
La scelta del partner ideale per lo stampaggio a iniezione richiede un'attenta considerazione dei fattori specifici del progetto. Ecco una lista di controllo per guidarvi:
1. Allineare la portata del progetto alla capacità dell'azienda
- Alto volume vs. Basso volume: Aziende come EVCO Plastics e Xometria eccellono nella produzione di grandi volumi, mentre Rex Plastics e Plastica Nicolet sono specializzati in pezzi personalizzati a basso volume.
- Complessità e precisione: Aziende con modelli di produzione a risposta rapida, come Plastica Nicoletè in grado di gestire in modo efficiente i progetti più complessi, ideale per i prototipi o i pezzi tecnici.
2. Valutare le capacità tecniche e le attrezzature
- Tecnologia avanzata: Aziende come Protolabs e ICOMold offrono soluzioni ad alta tecnologia, con quotazioni e tracciamento in tempo reale, che sono vantaggiose per i clienti che apprezzano la velocità e la precisione.
- Competenze specialistiche: Se il vostro progetto richiede materiali o certificazioni uniche, verificate che l'azienda abbia l'esperienza e le certificazioni necessarie (ISO 9001, ISO 13485 per il settore medico, ecc.).
3. Considerare la posizione e i tempi di consegna
- Produzione nazionale e internazionale: Aziende con strutture globali, come Industrie Plastikon e Amtek Plastics UKoffrono flessibilità ai clienti con esigenze di distribuzione internazionale.
- Tempi di realizzazione: Se le tempistiche sono strette, aziende come Protolabs e Xometria sono noti per i tempi di consegna rapidi e la prototipazione veloce.
4. Budget e flessibilità
- Soluzioni economicamente vantaggiose: Per i progetti che richiedono un budget limitato, aziende come First American Plastic e ICOMold offrire prezzi competitivi senza compromettere la qualità.
- Opzioni di produzione flessibili: Le aziende che hanno bisogno di flessibilità per adeguare i volumi di produzione potranno trarre vantaggio dalla scelta di società come Rex Plasticsche si rivolge alla produzione personalizzata e su piccola scala.
Conclusione
La scelta della giusta azienda di stampaggio a iniezione può fare una differenza significativa nel successo di un progetto, influenzando tutto, dai tempi di produzione alla qualità del prodotto. Valutando i punti di forza, le capacità e le specializzazioni di ciascuna azienda, le imprese possono trovare un partner in grado di soddisfare le loro esigenze specifiche. Se siete alla ricerca di una produzione in grandi volumi o di una soluzione di stampaggio a iniezione personalizzata, le aziende qui elencate sono tra le migliori del settore.
Ogni azienda offre vantaggi unici, da Protolabs' rapidità di esecuzione e un approccio digital-first per Amtek Plastics UK' impegno nella produzione locale nel Regno Unito e nell'UE. Valutate attentamente ogni opzione per garantire un processo di produzione senza interruzioni, componenti di alta qualità e consegne tempestive.
Naturalmente si può pensare che siano tutti buoni, ma il prezzo forse è un po' alto per voi, allora vi suggeriamo di cercare aziende di stampaggio a iniezione di plastica in CinaPerché la società cinese può offrire il basso costo dello stampo, il tempo di consegna veloce e l'ordine di piccole quantità sono accettati, Sincere Tech è uno dei migliori produttori di stampi in Cina che offrono tutti i servizi in uno dalla progettazione di parti, prototipazione, test, progettazione e produzione di stampi, attrezzature per la pressofusione, lavorazione CNC, finiture superficiali, certificato, servizi di assemblaggio prodotti China, imballaggio e consegna, se state cercando un partner cinese affidabile per il vostro progetto, Sincere Tech sarà una delle vostre migliori opzioni.
Per le aziende pronte ad andare avanti, richiedere un preventivo o una consulenza a queste aziende di stampaggio a iniezione è il passo successivo per portare il vostro prodotto sul mercato con successo.