Benvenuti nel bizzarro mondo dello stampaggio a iniezione, dove i sogni di plastica prendono forma e l'eterno dibattito tra "stampo" e "stampo" infuria. Si potrebbe pensare che la differenza di ortografia sia solo uno scherzo bizzarro, ma spesso genera confusione sia tra gli ingegneri che nelle conversazioni casuali. In questo articolo ci immergeremo nell'affascinante regno dello stampaggio a iniezione, esploreremo i suoi vari tipi e applicazioni e sveleremo i misteri che si celano dietro una corretta manutenzione. Allacciate le cinture, perché stiamo per fare un'immersione profonda nella fantastica plastica!
Introduzione allo stampaggio a iniezione
Lo stampaggio a iniezione è come il mago del mondo produttivo. Prende la plastica grezza e, con un semplice clic (o meglio, con una macchina molto complessa), puff! Si trasforma in qualsiasi cosa, dalla vostra action figure preferita all'involucro del vostro telecomando. Questo processo non solo è efficiente, ma è anche in grado di produrre grandi quantità di oggetti con una notevole precisione. In poche parole, è il luogo in cui l'arte incontra la scienza, e siamo tutti invitati allo spettacolo.
Le radici dello stampaggio a iniezione risalgono agli inizi del XIX secolo, quando si sperimentavano materiali come la guttaperca e la bachelite. Oggi ci troviamo nel paradiso della plastica, dove quasi tutto ciò che tocchiamo è frutto di questo magico processo. Le macchine si sono evolute, i materiali sono avanzati e le possibilità sono infinite, se non si conta la volta in cui si calpesta accidentalmente un Lego.
Uno degli aspetti migliori dello stampaggio a iniezione è che non è limitato a un solo tipo di plastica. È possibile utilizzare diversi materiali termoplastici e polimeri termoindurenti a seconda delle caratteristiche desiderate del prodotto finale. Dal polietilene ad alta densità al policarbonato, le scelte sono vaste quanto l'immaginazione di un bambino, il che significa che possono variare dalla praticità al ridicolo.
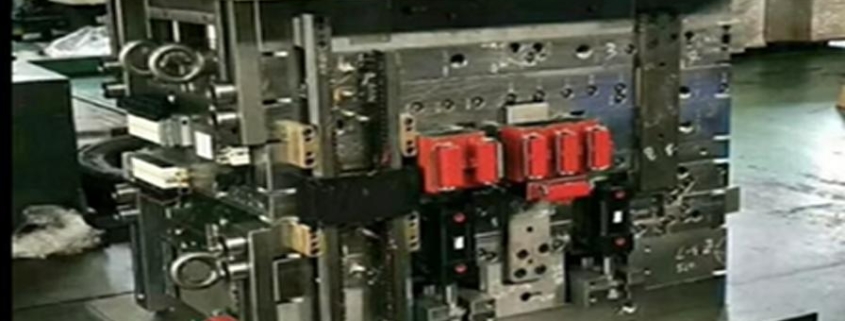
Non dimentichiamo uno degli aspetti più cruciali: lo stampo. È qui che avviene la magia! Una cavità in acciaio o alluminio viene realizzata in modo da corrispondere alle specifiche esatte dell'oggetto desiderato e la plastica viene iniettata in questo stampo ad alta pressione. Quindi, che si chiami stampo o matrice, una cosa è certa: entrambi giocano un ruolo da protagonisti nel processo di produzione.
Quindi, mentre ci addentriamo in questa eccentrica esplorazione dello stampaggio a iniezione, ricordiamo che ogni pezzo di plastica ha una sua storia, un viaggio che inizia con una materia prima, passa attraverso il regno della magia fusa ed emerge come prodotto finito. È una storia di scienza, ingegneria e forse anche di polvere di fata. Continuiamo l'avventura!
Tipi di stampi a iniezione
Quando si parla di stampi a iniezione (o stampi, se vi va di lusso), ci sono alcuni attori chiave nel gioco. Ogni tipo ha caratteristiche, capacità e, sì, anche personalità uniche. Vediamo quindi di suddividerli, che ne dite?
- Stampi a cavità singola: Ah, l'introverso del gruppo. Questo stampo produce un pezzo alla volta, il che lo rende ideale per produzioni a basso volume o per prodotti altamente specializzati. È come quell'amico a cui piacciono solo gli incontri intimi: ottimo per un lavoro mirato, ma non ancora pronto per le grandi feste.
- Stampi a più cavità: L'anima della festa! Gli stampi a più cavità possono creare diversi pezzi in una sola volta, massimizzando l'efficienza e la produttività. Se avete bisogno di un gran numero di pezzi identici, questo stampo fa al caso vostro, proprio come un forno per pizza altamente efficiente che sforna fette a ritmo serrato.
- Stampi per la famiglia: Questo stampo è un'idea di famiglia. Consente di produrre parti diverse che condividono un design comune. Pensate alla riunione di famiglia dello stampaggio a iniezione, dove tutti sono imparentati ma hanno il loro tocco unico.
- Stampi a canale caldo: Immaginate uno stampo con un sistema di riscaldamento incorporato: un vero lusso! Gli stampi a canale caldo mantengono la plastica allo stato fuso, eliminando gli sprechi e migliorando i tempi di ciclo. È l'equivalente di una coperta riscaldata per la plastica, che garantisce che sia sempre comoda e pronta all'uso.
- Stampi a freddo: Per non essere da meno, gli stampi a canale freddo sono i più tradizionali del gruppo. Utilizzano un sistema di raffreddamento per solidificare la plastica dopo l'iniezione. Sebbene siano un po' più lenti dei loro cugini a canale caldo, hanno il loro fascino e sono perfetti per alcune applicazioni.
- Stampi a pila: Volete raddoppiare la vostra produzione senza raddoppiare lo spazio? Ecco lo stampo a pila! Questo ingegnoso design consente di impilare due piastre una sull'altra, aumentando di fatto la capacità produttiva con lo stesso ingombro. È il massimo del risparmio di spazio!
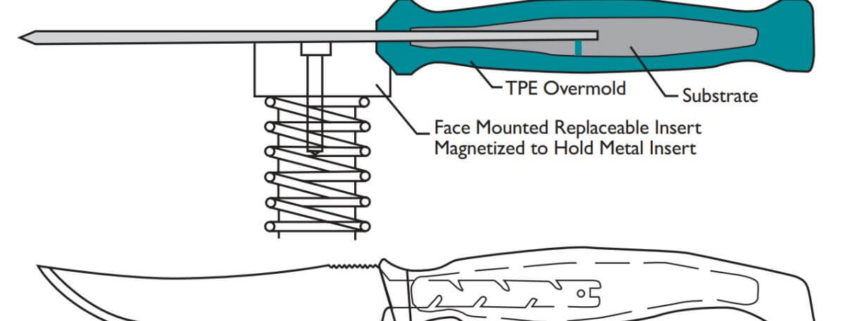
- Stampi per inserti: Se volete aggiungere un po' di fascino (o di metallo) alla vostra plastica, gli stampi a inserto sono la scelta migliore. Consentono di incorporare componenti metallici, come viti o boccole, nel prodotto finale. È come mettere una ciliegina su una coppa di gelato: deliziosamente funzionale!
- Stampi per soffiatura a iniezione: Questi stampi sono destinati a chi vuole realizzare parti cave. Combinano le tecniche di stampaggio a iniezione e di soffiaggio per creare contenitori come le bottiglie. Quindi, quando sorseggiate la vostra bibita, ringraziate lo stampo a iniezione per averla realizzata!
Con una gamma così variegata, è chiaro che gli stampi a iniezione sono disponibili in tutte le forme e dimensioni per soddisfare varie esigenze. Che siate alla ricerca di efficienza, personalizzazione o forse di un po' di estro, c'è uno stampo che aspetta solo di brillare!
Applicazioni dello stampaggio a iniezione
Lo stampaggio a iniezione è molto più di una semplice parola d'ordine: è la spina dorsale di diversi settori industriali e tocca le nostre vite in innumerevoli modi. Dai giocattoli ai componenti automobilistici, le applicazioni sono varie come un tavolo da buffet a una riunione di famiglia. Diamo un'occhiata più da vicino ad alcuni dei settori chiave in cui lo stampaggio a iniezione compie la sua magia.
- Beni di consumo: Cominciamo con l'ovvio: i nostri amati prodotti di consumo. Ogni cosa, dagli spazzolini da denti ai gadget da cucina, è spesso realizzata mediante stampaggio a iniezione. Si tratta di un metodo di fabbricazione che consente una produzione di massa pur mantenendo un'elevata qualità. Quindi, la prossima volta che prendete la vostra spatola preferita, fate un cenno all'abilità di stampaggio che c'è dietro!
- Industria automobilistica: Il mondo automobilistico è uno dei principali protagonisti dello stampaggio a iniezione. Vari componenti, dai cruscotti alle finiture interne, vengono stampati con precisione. Ciò contribuisce a rendere i veicoli più leggeri e a migliorare l'efficienza dei consumi, per cui si può dire che lo stampaggio a iniezione ci sta aiutando a guidare verso un futuro più verde.
- Elettronica: Nel frenetico mondo dell'elettronica, lo stampaggio a iniezione garantisce che i dispositivi non siano solo funzionali ma anche eleganti. Dagli involucri per gli smartphone ai componenti intricati all'interno dei dispositivi, lo stampaggio a iniezione assicura che ogni gadget non sia solo un bel volto, ma abbia anche i muscoli per sostenerlo.
- Dispositivi medici: Il settore sanitario si affida molto alla precisione e all'affidabilità, e lo stampaggio a iniezione offre proprio questo. I dispositivi medici, come siringhe e strumenti chirurgici, si affidano spesso a componenti stampati a iniezione per garantire sicurezza ed efficacia. Quindi, quando siete nello studio del medico, ricordatevi degli eroi non celebrati che ci aiutano a mantenerci in salute!
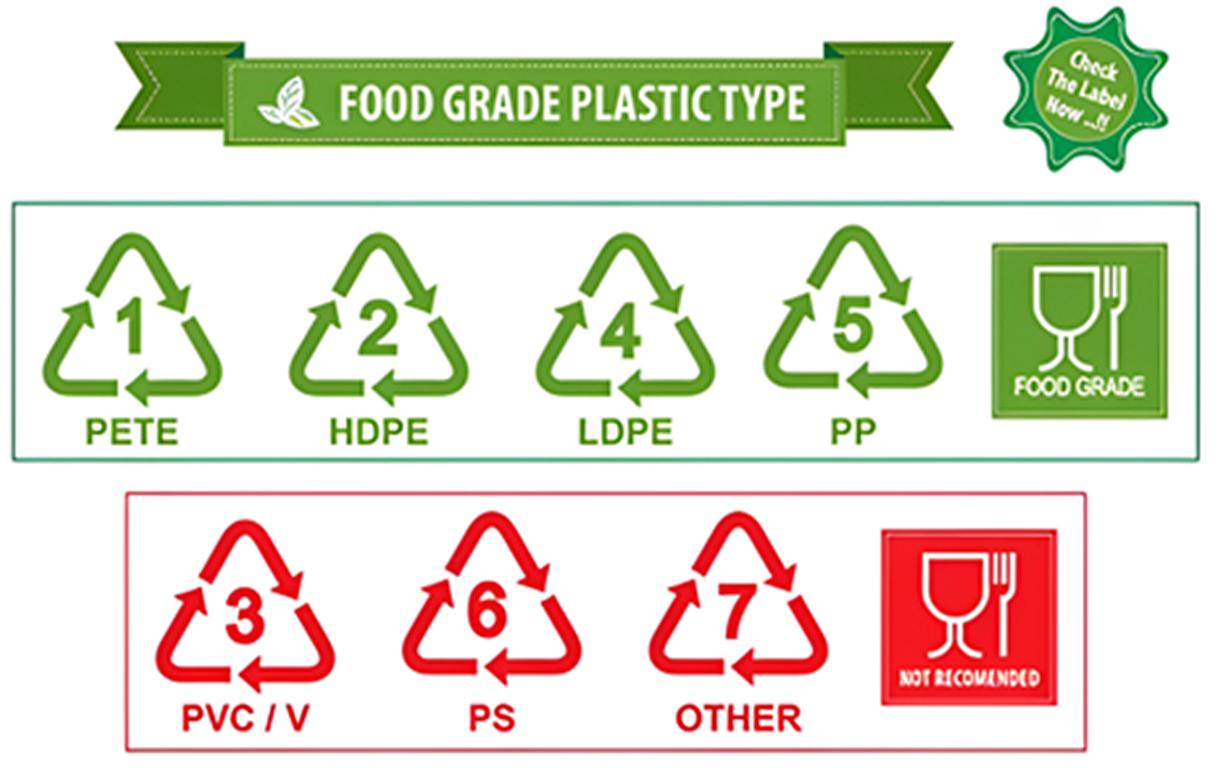
- Imballaggio: In un'epoca di convenienza, l'imballaggio è fondamentale. Lo stampaggio a iniezione produce una varietà di soluzioni di imballaggio, dai contenitori per alimenti alle confezioni blister. Questi stampi assicurano che i prodotti arrivino in modo sicuro e che siano belli da vedere, perché chi non ama uno snack ben confezionato?
- Costruzione: Anche nel settore delle costruzioni, lo stampaggio a iniezione svolge un ruolo fondamentale. Componenti come tubi, infissi e raccordi sono spesso creati con questo metodo, a dimostrazione della sua versatilità in vari settori. Quindi, quando entrate in un edificio, sappiate che lo stampaggio a iniezione ha contribuito a renderlo una casa solida.
- Giochi e giocattoli: Non dimentichiamo il lato divertente dello stampaggio a iniezione! I giocattoli sono una delle applicazioni più comuni: con questo metodo si produce di tutto, dalle action figure ai pezzi dei giochi da tavolo. Lo stampaggio a iniezione consente di ottenere disegni intricati, colori vivaci e, soprattutto, ore di divertimento per i bambini (e gli adulti!).
- Aerospaziale: Infine, ma non certo per importanza, l'industria aerospaziale trae notevoli vantaggi dallo stampaggio a iniezione. I componenti leggeri sono fondamentali per l'efficienza del carburante e le parti in plastica stampata possono essere sia leggere che resistenti. Quindi, la prossima volta che guarderete un aereo, ricordatevi degli eroi non celebrati della plastica che contribuiscono a farlo volare in alto!
Lo stampaggio a iniezione è un vero e proprio "jack of all-trades", che serve diversi settori industriali mantenendo la sua efficienza e precisione. È un mondo in cui la creatività incontra la praticità e siamo grati per le innumerevoli applicazioni che migliorano la nostra vita quotidiana!
Il processo di stampaggio a iniezione
Dopo aver esplorato lo stravagante mondo dello stampaggio a iniezione, diamo un'occhiata più da vicino al processo stesso. Immaginatelo come una danza ben coreografata, in cui ogni passo è eseguito alla perfezione. Scomponiamo quindi questo affascinante processo in pezzi di dimensioni ridotte, proprio come i pezzi di plastica che produce!
- Selezione del materiale: Tutto inizia con il giusto tipo di plastica. Gli ingegneri scelgono tra una pletora di materiali termoplastici e termoindurenti in base alle proprietà desiderate del prodotto finale. Scegliere il materiale giusto è come scegliere l'ingrediente perfetto per una ricetta: può fare o distruggere il piatto finale!
- Preparazione della fusione: Una volta scelto il materiale, è il momento della preparazione della fusione. I pellet di plastica vengono introdotti in un barile riscaldato, dove vengono fusi fino a raggiungere uno stato appiccicoso e fuso. Pensate a un party a base di fonduta di plastica: tutti sono invitati e la festa si fa bollente!
- Iniezione: La plastica fusa viene quindi iniettata nello stampo ad alta pressione. È qui che avviene la magia! Come una siringa piena di glassa, la macchina riempie la cavità dello stampo e il materiale assume la forma del progetto. È un modo rapido ed efficiente per creare parti complesse.
- Raffreddamento: Dopo il riempimento dello stampo, è il momento di lasciare raffreddare e solidificare la plastica. Durante questa fase di raffreddamento, lo stampo rimane chiuso, mantenendo la forma del pezzo mentre la plastica si raffredda e si indurisce. Questa fase è fondamentale perché impedisce la deformazione e garantisce che il prodotto finale mantenga dimensioni precise. Immaginate una torta appena sfornata che si raffredda nella teglia per mantenere la sua forma perfetta.
- Espulsione: Una volta raffreddato, lo stampo si apre e i perni di espulsione spingono il pezzo solidificato fuori dallo stampo. È la grande rivelazione! Il pezzo è finalmente pronto per essere rimosso e ispezionato. Lo stampo si chiude e il ciclo ricomincia, come una macchina ben oliata.
- Finitura: dopo l'espulsione, alcuni pezzi potrebbero necessitare di un po' di rifinitura, come l'eliminazione del materiale in eccesso (noto come "flash") o la levigatura di eventuali bordi ruvidi. In questo modo si garantisce che il prodotto finale sia lucido e soddisfi gli standard di qualità.
- Controllo qualità: Per concludere, ogni pezzo viene ispezionato per verificare la presenza di eventuali difetti e garantire la conformità alle specifiche. Il controllo qualità è essenziale per mantenere la coerenza, soprattutto in settori come quello automobilistico e dei dispositivi medici, dove la precisione è fondamentale.
Ed ecco il processo di stampaggio a iniezione, una serie perfettamente orchestrata di passaggi che trasforma la plastica grezza in pezzi funzionali e precisi, utilizzati per qualsiasi cosa, dai prodotti per la casa ai dispositivi high-tech.