
Metal injection molding: a guide to a new revolution in manufacturing

Increased manufacturing has seen metal injection molding being one of the most influential technologies. The modernization processes in industries, like the MIM injection molding process, currently rely on the process, whereas the global efficiency is growing by using Chinese metal injection molding solutions. These tools, such as metal injection mold systems, are very effective in producing an accurate design, and new production methods like metal injection molding are enabling one to produce powerful, complicated, and dependable metal components. Most importantly, the invention of the technique of Metal injection molding has changed the industrial potential to the extent that today, companies have acquired new efficiency and quality benchmarks.
What is Metal Injection Molding?

Metal Injection Molding (MIM), also known as metal injection molding, is an innovative process of manufacturing that blends the accuracy of the injection molding of plastic materials with the strength and stability of metals. It enables the fabrication of complex, small, and very precise metal components that would otherwise be challenging or uneconomical to make by conventional machining processes.
The technology has emerged as the foundation of modern manufacturing, particularly in such industries as aerospace, automotive, medical devices, electronics, and defence. The MIM injection molding allows manufacturers to form complex shapes, minimize the waste of materials, and ensure high-quality final results.
Major Characteristics of Metal Injection Molding
- Complex Geometry: Able to make parts of shapes that would not be made through conventional machining.
- High Precision: Keeps strict standards of key constituents.
- Material Efficiency: Scrap and waste are minimized compared to traditional metalworking.
- Scalability: It can support small-batch prototyping and high-volume production.
- Cost-Effective: Reduces the labour required and secondary processes, and manufactures parts that last.
China Metal Injection Moulding on the Rise
China’s metal injection molding has been one of the world leaders in the production of precision metal parts in recent years. Chinese manufacturers are now a favourable destination to businesses all over the world that require an affordable yet quality metal component due to their advanced technology, skilled engineers, and competitive production capacity.
The emergence of China’s metal injection molding is an indicator of a technological breakthrough and the long-term investment in the current production facilities. China has invested in its capabilities in the injection molding of MIM, and coupled with scalable manufacturing, has been able to strengthen its dominance in the automotive, aerospace, electronics, medical equipment, and defence industries.
Important Drivers to the Development of China’s Metal Injection Molding
Advanced Technology
The Chinese manufacturers are using the best equipment and automated production lines, whereby there is accuracy and consistency in all the parts manufactured.
Skilled Workforce
The involvement of groups of engineers and technicians possessing long-term experience in the field of the development of metal injection molding contributes to the optimization of production and high-quality levels.
Cost Competitiveness
Production cost in China is relatively cheap, and hence, China’s metal injection moulding could be addressed as a viable alternative to firms that need to cut costs without affecting quality.
Rapid Scalability
The Chinese facilities are capable of managing small-scale prototyping as well as large-scale production and are, therefore, a good partner to global industries.
Global Quality Standards
The contemporary china metal injection moulding companies can comply with international standards like ISO and RoHS, and that is why the production is reliable and certified.
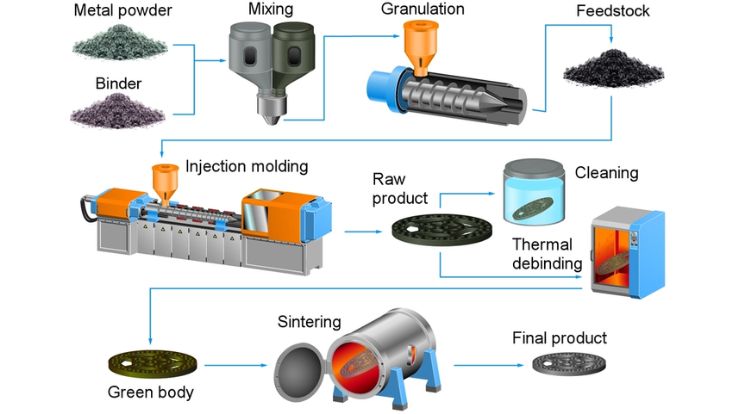
Process of Metal Injection Molding?

Metal injection moulding is a complex production process that provides the flexibility of plastic injection moulding with the power and longevity of metal. It enables the manufacturers to make tiny, complicated, and extremely accurate metal parts that are hard or costly to make in conventional machining.
In its most basic form, the process is based on working with fine metal powders, binders and special-purpose moulds. MIM injection molding allows engineers to manufacture high-volume, highly complex parts with ease and still have good, tight tolerances and mechanical performance.
Step 1: Feedstock Preparation
The initial stage is the preparation of the feedstock, which is a blend of fine metal powders and polymer binder. It is a binder that aids in the flow of the metal powder in the injection process and the part shape until it is sintered.
Key points:
- Metal powder size and distribution are very important in the final part quality.
- The selection of binders has an effect on flow properties and debinding.
- Homogeneous mixing is used to have uniform density and strength in every part.
To achieve the success of metal injection molding, it is necessary to prepare the feedstock properly to ensure that all parts are made to meet the strict requirements in terms of their dimensions and characteristics.
Step 2: Injection Moulding
The ready feedstock is injected into a so-called metal injection mould, and the shape and the features of the part are determined. Mould design is very important in ensuring high precision and the prevention of defects.
The benefits of injection moulding under MIM:
- Imparts some of the most complicated geometries with minimal secondary machining.
- Assures high accuracy with large quantities of production.
- Minimizes wastage in comparison to conventional methods of machining.
It is at this point that the moulded part is known as a green part, which has the binder, but is not dense enough. Manufacturers are able to produce parts with complex designs and very narrow tolerances that would otherwise be hard with other production techniques by using the MIM injection moulding.
Step 3: Debinding
The removal of the binder has to be done after moulding, and this is known as debinding. This can be achieved through:
- Thermal Debinding: The heating of the component vaporises the binder.
- Solvent Debinding: Binder that is dissolved in a chemical solution.
- Catalytic Debinding: A catalyst is used to debind at low temperatures.
Effective debinding leads to the component not cracking or deforming, which is essential in preserving precision in the metal injection moulding process.
Step 4: Sintering
The debound component is sintered at elevated temperatures that are lower than the melting temperature of the metal. During sintering:
- Particles of metals melt together to form masses that become stronger.
- There is minor shrinkage, and this is taken into consideration during the design of the mould.
- Final mechanical properties are obtained, which include hardness and tensile strength.
Sintering is the change in the part, which the part was a weak green part before, but now it is a full-fledged high-strength part. The given step is essential to provide the reliability and durability of the products made with the help of metal injection moulding.
Step 5: Post-Processing and Quality Control.
Following sintering, parts can adhere to other processes, like:
- Surface finishing (polishing, coating, or plating).
- Ensuring improved qualities by heating.
- Checking to verify that it meets the design requirements.
Quality control ensures that metal injection moulding components are of an industrial standard and are reliable in their selected use.
Features of an Excellent metal injection mould

Dimensional Accuracy
A quality metal injection moulding will guarantee accuracy in dimensions and uniform tolerances of all components produced by metal injection moulding. Precision minimizes secondary machining and is important to such industries as aerospace, automotive, and medical devices.
Durability
The durable molds are manufactured by wearing resistant materials that act as wear resistant and able to endure all the cycles of high pressure and temperature. Durable moulds are used in China’s metal injection moulding to ensure efficiency in production and the same quality of parts.
Thermal Management
The appropriate thermal control prevents warping and even cooling in the process of injection molding of MIM. This will ensure a uniform density, strength and finish on every component.
Ease of Maintenance
The modern molds are easy to maintain with replaceable parts that minimize downtime and increase their life cycles. The production of metal injection molding is smooth and reliable due to efficient maintenance.
Complex Geometry
Excellent molds can create complex shapes in thin walls and fine features. This has enabled the ability of metal injection molding to produce the parts that could not be produced otherwise using ordinary means of production.
Metal Injection Molding Power and Innovation

Technological Strength
Metal injection molding is a high-precision and sophisticated manufacturing and engineering process that allows industries to manufacture small, complicated, and high-strength parts in a cost-effective way. The strength of the given technology lies in the fact that it combines the flexibility of the design of plastic injection molding with the mechanical strength of metal, which was previously impossible to achieve through traditional approaches. The companies that apply the concept of MIM injection molding enjoy the advantages of production cycles that are quicker, the quality of products is always maintained, and the companies can be innovative when designing products.
Industry Applications
It can be used in very diverse industries because of the innovative use of the metal injection moulding, and this can be found in the automotive, aerospace, medical devices, consumer electronics, as well as in defence industries. By utilizing the advantages of the Chinese metal injection moulding, the companies are in a position to utilize the affordability of the solutions without it affecting the performance, producing the components that are of high standards in the industry.
Material in Metal Injection Molding
Metal Powders
Fine metal powders are the main components in a metal injection molding process that dictate the strength, durability and compositional properties of the end products. Stainless steel, titanium, nickel alloys and copper are the commonly used powders. The powder used determines hardness, corrosion and stress performance. Powders of high quality are required to guarantee that MIM injection molding makes parts that are homogeneous, have high mechanical qualities, and can perform well when they are subjected to demanding tasks.
Binder Materials
Another important ingredient of metal injection molding feedstock is the binders. They are propofol and swell up as temporary adhesives when injected and shaped to bind the metal powders. Binders are then removed with a lot of care in the debinding processes after molding. The choice of binder to use will be decisive in the smooth flow during the molding process, accuracy in dimensions and a flawless end product. The removal of binder is one of the most important processes in effective production in the process of metal injection molding.
Composite and Specialty Materials
Composite materials or metal-ceramic blends may be utilized in more advanced applications. These are the special materials, which allow the manufacturers, including the ones engaged in the practice of china metal injection molding, to make the components with a specific characteristic like high heat resistance, light-weight design or an increase in mechanical strength. With close selection and combination of such materials, it is possible to achieve the demanding demands of such industries as aerospace, medical devices, electronics and defence with the help of metal injection molding.
Selection of material to be used
The materials used in the metal injection molding process have a direct effect on the end result of the mechanical power of the part, finish, and thermal stability of the part. The engineers need to take into consideration elements like particle size, particle distribution, compatibility with the binder and sintering properties to maximise production. The correct choice of materials means that the parts that are being produced by means of the MIM injection molding are not only functional but also reliable and durable in the sphere in which they will be used.
Future Potential
The sustained development of materials, mould development, and sintering processes guarantees that metal injection molding is one of the most popular technologies of acceptable precision manufacturing. The engineers can now make components with improved mechanical properties, lesser weight and longer durability. The continued development of the concept of Metal injection molding offers even greater prospects of technological advancement in the industrial design, efficiency in production and performance of products.
Metal Injection Moulding: When is it required?

In the case of Complex and Precise Parts
The use of metal injection moulding is necessitated by the fact that industries need very complex, detailed, and miniature metal components that are inefficiently made using conventional machining and casting techniques. Using the assistance of the so-called MIM injection molding, manufacturers will be allowed to reach fine details, thin walls, and detailed shapes, preserving the strength and accuracy.
Where Strength and Durability are of High Importance
This is necessary in cases where components are required to be resistant to high pressure, heat and mechanical stress. Products manufactured by the use of metal injection moulding are very strong, wearable and reliable, and therefore find their application in the industrial sectors like automotive, aircraft, and defence.
When a large production volume is required
Metal injection molding is recommended in case companies need mass production of their products with constant quality. The china metal injection molding is applicable in many industries to realize efficient production, high volume, and cost-effective production without a reduction in dimensional accuracy.
Whenever Cost-Effectiveness Counts
In cases where it is preferred to minimize the waste materials, labour time, and secondary processing, then Metallic injection molding will be the choice. It has high production efficiency, and at the same time, it is of high quality, hence one of the most economical manufacturing solutions.
Which materials are acceptable when Metal Injection Molding?
Metal Injection Moulding is in favour of high-performance materials. The most common ones are stainless steel, tool steel, titanium, nickel alloys, copper, and magnetic alloys. All the materials are chosen depending on the necessary property, which may be strength, hardness, resistance to corrosion, resistance to heat and durability. This has created flexibility in MIM to satisfy intensive demands in automotive, medical, aerospace, electronics, and industrial engineering sectors.
Stainless Steel
The most common material used in Metal Injection Moulding is stainless steel. It is highly resistant to corrosion, strong, and durable, thus can be used in medical equipment, food processing equipment, automobile parts and consumer products. Such grades as 316L and 17-4PH are popular because of their excellent mechanical qualities and dependability.
Tool Steel
Tool steel is chosen whenever components require extreme hardness, wear resistance and toughness. It finds application in cutting tools, industrial machine components, gears and high-stress/abrasion structural elements. Tool steel guarantees a long life cycle and high dimensional stability in stressful situations.
Titanium
Titanium is a very prized metal Injection Molding with lightweight and high strength. It also offers very good corrosion resistance and biocompatibility, and again makes a perfect material to use in aerospace components, high-performance engineering parts and medical implants like orthopaedic and dental devices.
Nickel Alloys
Nickel alloys are applied in cases when the component has to be resistant to high temperatures, corrosion and severe working conditions. They provide superior thermal stability, oxidation resistance, which makes them ideal for aerospace components, chemical processing equipment and high-temperature mechanical assemblies.
Copper
In Metal Injection Molding, the Metal Injection Molding involves the use of copper demands high levels of electrical and thermal conductivity. It is normally found in the electronic parts, heat dissipation parts, connectors, and electrical hardware. Copper is also a good corrosion-resistant material, and it is optimal when precision electrical engineering is required.
Magnetic Alloys
Components that need high magnetic properties are made using magnetic alloys like the soft magnetic stainless steels and alloys that comprise iron. They find extensive application in sensors, motors, electronic devices, automotive systems and in precision electrical applications. They give a high level of magnetic performance and mechanical strength.
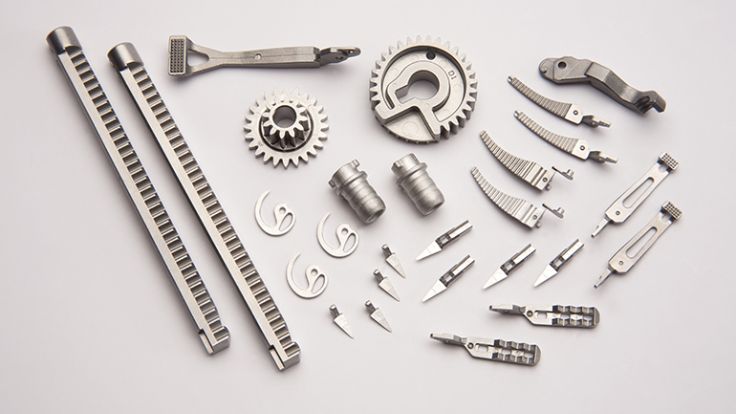
Uses of Metal Injection Molding
Automotive Industry
Metal injection moulding is also an important process in the automotive industry, in that it manufactures highly strong and precise parts like gears, brackets, engine parts and provisions of the safety system. Manufacturers can create intricate shapes, which would not be economically feasible through conventional machining, with the assistance of MIM injection moulding. The capabilities of China’s metal injection moulding are also essential to many companies in order to produce in large quantities and not to sacrificing the quality.
Medical and Healthcare
The medical industry has benefited a lot in terms of the use of Metal injection moulding as it is able to manufacture small, precise and biocompatible parts. Metal injection moulding is used to manufacture surgical instruments, orthodontic brackets, orthopaedic implants and housing of devices. Some of the materials supported by the process include stainless steel and titanium, making it very durable and effective in medical use, where it is highly needed.
Aerospace and Defence
Reliability and performance are critical in the aerospace or defence world. Lightweight but high-strength components like turbine parts, structural fittings, weapon components, and precision connectors are commonly produced by means of metal injection molding. By using MIM injection molding, industries can have high dimensional accuracy, strength, and consistency, which are essential in a high-risk environment.
Consumer Electronics
Metal injection moulding is applied in the electronics industry to produce very small and detailed parts like connectors, hinges, phone components and hardware components. The accuracy of MIM injection moulding and the effectiveness of China’s metal injection moulding are a favourable boost to mass production of highly durable, smooth, and lightweight electronic parts.
Construction of Industrial Machinery and Tools.
The Industrial machinery and engineering tools also rely on the use of Metal injection moulding in manufacturing tough and wear-resistant components. Part of cutting tools, locks, fasteners, and mechanical assemblies are usually manufactured by the use of metal injection moulding. This enables the industries to be able to perform, endure, and remain efficient in use even in harsh conditions.
Metal injection molding industrial advantages
Cost Efficiency
Metal injection moulding is very inexpensive. Manufacturers can use complex parts using a minimum of waste materials (using MIM injection molding) and low labour expenses. The companies that depend on China’s metal injection molding are able to get quality components at a low cost.
Precision and Complexity
The process enables one to make complex, high-precision parts otherwise hard or impossible to make using traditional techniques. Completed features, small tolerances, and new designs are backed up with the support of metal injection molding, which is suitable in aerospace, medical, and automotive applications.
Consistency and Reliability.
In the controlled production processes, there is the so-called metal injection molding, which makes each part comply with strict requirements. The use of MIM injection molding and China metal injection molding facilities offers regular and dependable production, which minimizes errors and rework.
Versatility
The components of various industries, such as medical equipment, electronics, and defence, can be produced through the process of metal injection molding. It is flexible, and therefore, manufacturers can respond effectively to the dynamic needs of the market.
Sustainability
It minimizes the amount of waste of materials and energy consumed in the process, and hence, metal injection molding is an environmentally friendly manufacturing process. MIM injection moulding encourages sustainable manufacturing with no reduction in quality.
About Dong Guan Sincere Tech
Dong Guan Sincere Tech is a Chinese manufacturer of precision manufacturing that deals with metal injection moulding (MIM) and sophisticated engineering solutions. Having spent years in the business, as well as having the latest technology and a very professional team of technicians, we can boast of being ranked among the best and most trustworthy manufacturers of metal moulding in China.
We offer complete services such as MIM injection moulding, china metal injection moulding solutions, metal injection mould design, custom part development, and high-precision component manufacturing to the automotive, medical, aerospace, electronics, and industrial sectors. Our current manufacturing plants, quality management, and adherence to innovation assure that whatever we produce will exceed the standards of quality, durability, and precision as required and demanded by the international standards.
In Dong Guan Sincere Tech, our motto is to provide the best quality at reasonable costs and provide excellent services to our customers, and this makes us a reliable choice for clients around the world. In case you need the best metal injection moulding services in China, then you have found the best company that you can rely on to deliver the best.
Final Thoughts
Injection moulding of metals is not a technique, but a revolution in precision engineering. The world is now more innovative, efficient, and reliable through the developments of the MIM injection moulding, the accuracy of each metal injection mould, the power of performance of metal injection moulding, as well as the technological breakthrough of the METAL injection molding. The road of this technology is continuing to develop, and there is more in store that can bring more opportunities to the future of industrial production.
What is Metal Injection Moulding (MIM)?
Metal Injection Moulding is a sophisticated process of manufacturing that involves the use of metal powder and binder material to form complex and high-strength metal components. It enables the creation of detailed, precise as well and hardy parts that can not be easily created using traditional machining.
Which industries can be offered the Metal Injection Molding?
Metal Injection Moulding has found extensive application in automotive, aerospace, medical equipment, electronic, and defence applications as well as industrial equipment. It would be perfect for manufacturing small, complex, and highly precise components that must have a high level of strength and performance.
What are the reasons why Dong Guan Sincere Tech should be selected to provide MIM services?
Dong Guan Sincere Tech is a leading and most reputable manufacturer of metal injection moulding in China. We design and manufacture high-quality production, technology, quality check, competitive prices, and professional support of engineers to achieve high-quality output in any project.
Are you able to meet large volume production?
Yes, we also produce both in small batches and on large scales. We have modern facilities and highly skilled staff that enable us to provide high levels of consistency and efficiency in mass-producing projects and, at the same time, maintain accuracy and reliability.
What are the materials of the Metal Injection Molding?
A very diverse variety of materials, such as stainless steel, titanium, nickel alloys, and special performance metals, are used. To guarantee good performance of a product, each material is chosen in terms of strength, durability, corrosion resistance, and use.


Leave a Reply
Want to join the discussion?Feel free to contribute!