The plastic injection molding contract manufacturing is the integration of advanced molding technology and professional production services. This enables a business to concentrate on designing, marketing and growing the business while letting the manufacturers take care of production.
Efficiency in the manufacturing of products is one of the primary concerns of businesses in a vast array of industries. Companies are looking for good quality parts, consistent production and affordable solutions. Plastic Injection Molding Contract Manufacturing is an important role in this. It allows businesses to create plastic parts without the need for costly equipment, facilities, and specialized personnel.
Plastic components can be seen everywhere. They are applied in automotive parts, medical devices, consumer goods, electronics, packaging and industrial machinery. Many businesses use contract manufacturing partners to produce precision plastic products and goods as demand for such precision continues to rise.
This article will provide you with all you need to know about plastic injection molding contract manufacturing, ranging from its advantages to its process and applications, expenses, challenges, and future prospects.
Understanding Plastic Injection Molding Contract Manufacturing
Contract manufacturing by plastic injection molding is a production method that entails assigning a specialized manufacturer to manufacture plastic parts for a particular company. The contract manufacturer will be responsible for molding, QC, tooling, production scheduling and sometimes assembly and packaging. As businesses don’t need to invest in the equipment and the expertise to produce products, they instead choose to outsource manufacturing to experts who already possess both.
It is widely used due to its consistency, scalability and efficiency. Businesses can release their product in a timely manner, while minimizing their risk of operations and with high product quality. To many contract manufacturers, it is their job to help customers from concept to production. This allows for a quicker manufacturing process, and minimizes expensive errors.
How Does Plastic Injection Molding Work?
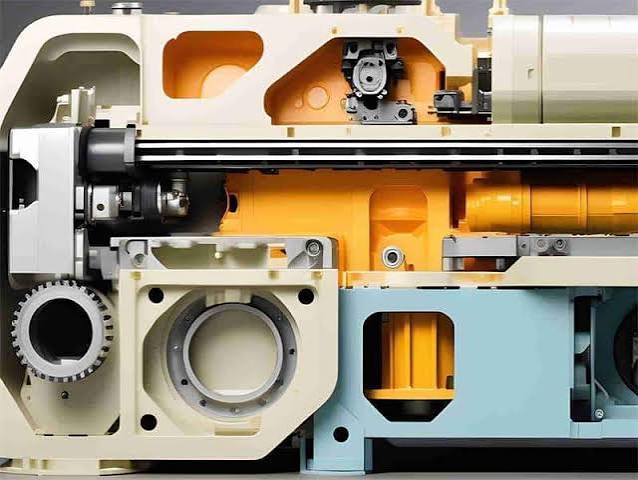
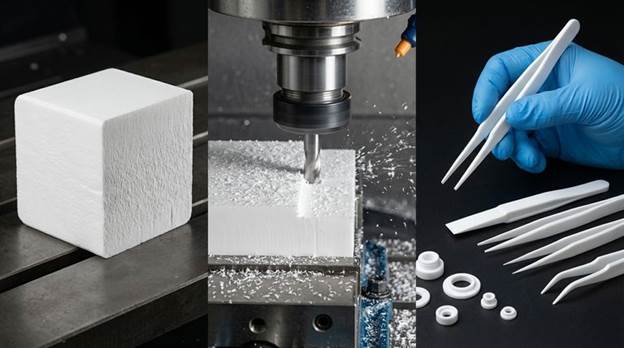
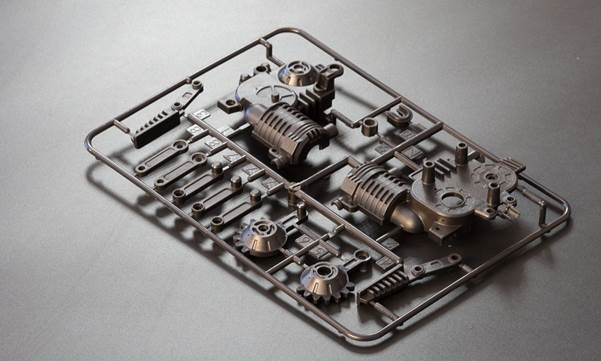
Plastic injection molding is a manufacturing process that is employed to produce plastic parts in high volume. It is a procedure that consists of the extraction of plastic material and its injection into a special-shaped mould at high pressure. After cooling and solidifying, the mold is opened, and the molded parts are removed. This is a process that will yield very accurate and repeatable parts. Can form simple shapes, as well as more complicated components with detailed features.

The following are all reasons why injection molding is a commonly used process:
- High production efficiency
- Consistent quality
- Excellent dimensional accuracy
- Low UDC at high volumes
- Wide material selection
As a result, injection molding is a widely used manufacturing process in the world.
How Plastic Injection Molding Contract Manufacturing Works?
The process begins much before production commences. Successful contract manufacturers will usually adhere to a number of key steps.
Product Design Evaluation
Manufacturer’s review of client’s design and specification. Engineers examine geometry and material specifications, and feasibility for manufacturing. Suggestions may be made for the design to enhance moldability and/or lower production costs. This step is sometimes referred to as Design for Manufacturability (DFM). It is useful for pinpointing potential problems prior to tooling.
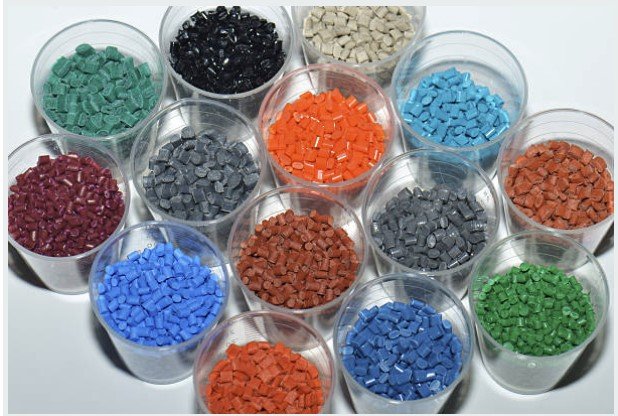
Material Selection
It is important to choose the correct plastic material. Various properties are required for various applications.
Common materials include:
- Polypropylene (PP)
- Polyethylene (PE)
- ABS
- Polycarbonate (PC)
- Nylon
- Acrylic
- PEEK
- PVC
The properties of each material are different including strength, flexibility, heat resistance, chemical resistance, etc. The manufacturer is involved in the selection of the appropriate material for the application.
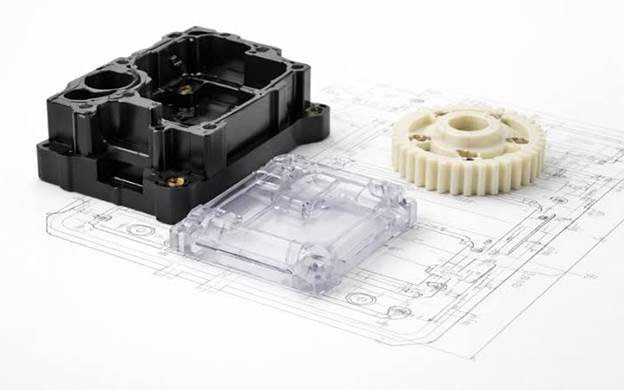
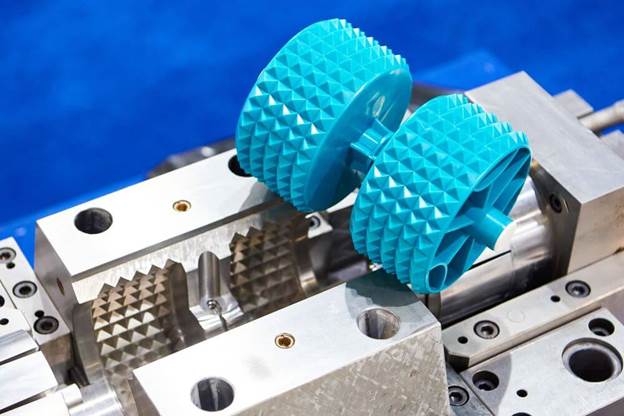
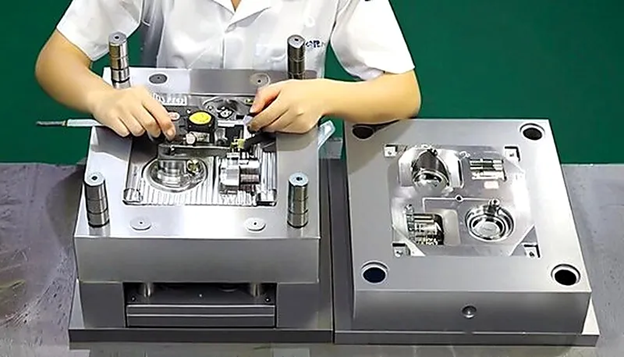
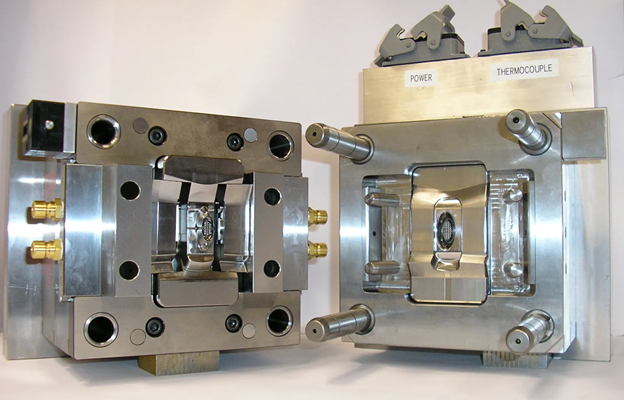
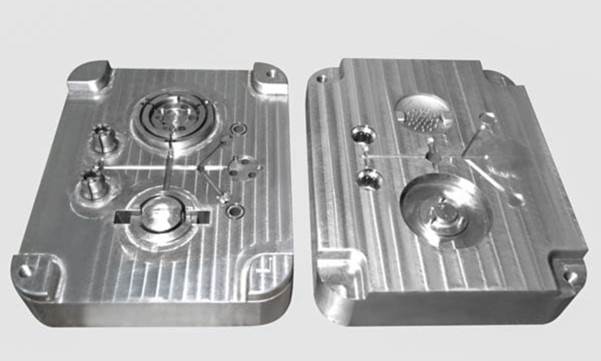
Mold Design and Tooling
One of the most crucial parts in the injection molding process is the mould. Engineers make a custom mould according to the requirements of the product. The mold will then be produced by precision machining. The expense of moulds might be considerable, however, a quality mould can make hundreds of thousands or even millions of components.
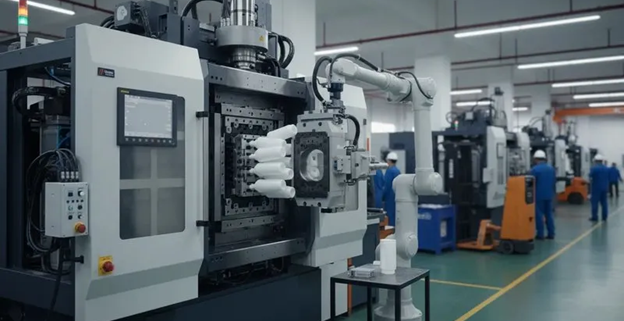
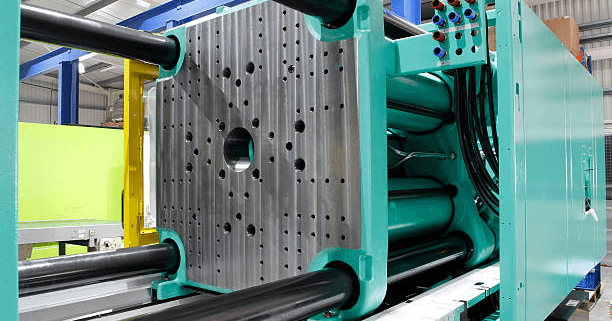
Production Setup
The mold is finished and then put into an injection molding machine.
The production parameters (such as:
- Injection pressure
- Temperature
- Cooling time
- Cycle time
- Material flow rate
These settings have been optimized to guarantee quality.
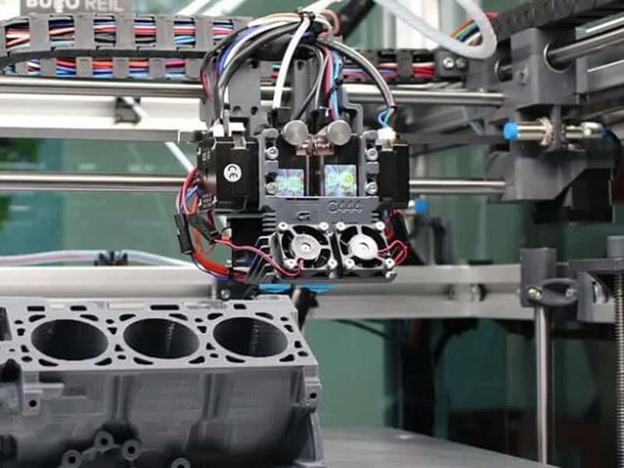
Manufacturing Process
Injection Molding Machine: Plastic pellets are added to the machine. The material is melted by heating it up. Under pressure, the melted plastic is forced into the mold cavity. The mold is then cooled, opened and the product is ejected. This process is repeated continually until the production need is satisfied.
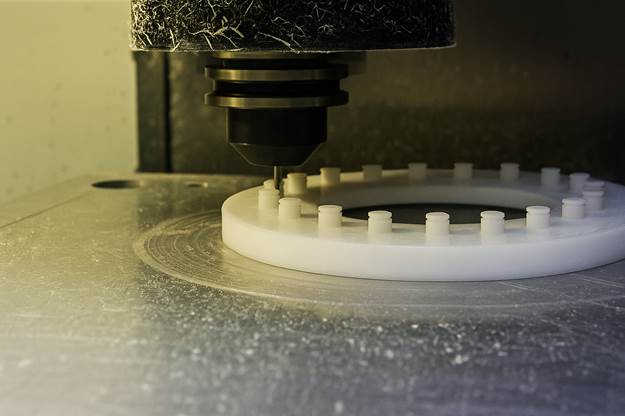
Quality Inspection
In plastic injection molding contract manufacturing, quality control is an important aspect. Manufacturers check/inspect parts during manufacturing to verify compliance with specifications.
Inspections may include:
- Dimensional verification
- Visual inspection
- Material testing
- Functional testing
- Surface finish evaluation
This helps in maintaining the consistency of the products as well as satisfaction of the customers.
Benefits of Plastic Injection Molding Contract Manufacturing
A lot of companies opt for contract manufacturing due to its many advantages.

Reduced Capital Investment
To establish an in-house injection molding facility, a significant investment is needed. Businesses need to buy machinery, train their workers and keep their factories going. Businesses have to buy the equipment, employ trained workers and keep the factories running. With contract manufacturing, all these costs are removed. Companies get high-level production attributes without significant investment costs.
Access to Industry Expertise
An experienced contract manufacturer will have a wealth of knowledge about injection molding processes. They are familiar with the characteristics of materials, the mould design, quality control and the production optimization of their engineering teams. This knowledge can help to increase the quality of the product produced and decrease manufacturing risk.
Faster Time to Market
In competitive markets, it is crucial to get their products to market in a timely manner. The equipment, manpower and production processes are already in place with contract manufacturers. This enables products to go from design to production quicker. A faster development time brings a big edge to the competition.
Scalability
The production requirements may vary from year to year. Businesses benefit from plastic injection molding contract manufacturing because they can scale up their manufacturing based on the demand. Client does not need to buy extra equipment to keep the production volume up when the manufacturer wants to scale down to fewer items or scale it up to more items being produced.
Improved Quality
Professional manufacturers have a good use of advanced equipment and quality management systems.
There are many facilities with certifications like:
- ISO 9001
- ISO 13485
- IATF 16949
These standards contribute to uniform production standards.
Cost Efficiency
Scale economies are a benefit to large scale manufacturers. They buy materials in bulk and work out optimised production processes to minimise costs. The efficiencies often lead to reduced production costs for clients.
Industries That Use Plastic Injection Molding Contract Manufacturing
Plastic injection molding contract manufacturing is an important part of many industries.

Automotive Industry
Automotive manufacturers have a huge dependence on injection molded parts.
Examples include:
- Dashboard components
- Interior trim
- Connectors
- Housings
- Engine compartment parts
The process is durable, accurate and economical.
Medical Industry
Medical devices must be made in a quality way and must be compliant with the regulations.
Injection molding is a process that makes products like:
- Syringes
- Diagnostic equipment components
- Surgical instruments
- Drug delivery devices
- Medical housings
Compliance with industry regulations is made easy with the assistance of contract manufacturers that have experience in the medical field.
Consumer Products
Injection molding is used to produce a variety of common components.
Examples include:
- Kitchen tools
- Toys
- Storage containers
- Personal care products
- Household appliances
It is a process that can be used for mass production and still ensure consistent quality.
Electronics Industry
Numerous molded parts are used in electronic devices.
These include:
- Device housings
- Connectors
- Switches
- Battery compartments
- Protective covers
Injection molding offers electronic assembly the exact dimensions that are needed.
Industrial Equipment
Industrial applications call for tough plastic parts.
Manufacturers produce:
- Machine parts
- Protective covers
- Control panels
- Valves
- Fluid handling components
Contract manufacturing is to guarantee reliability and performance.
Choosing the Right Plastic Injection Molding Contract Manufacturing Partner
Choosing the right manufacturing partner can be essential to success.
Evaluate Experience
Find manufacturers who have experience in your industry. The experience gained in the industry may result in more effective design suggestions and product results. Check their work and past works.
Assess Manufacturing Capabilities
Consider:
- Machine capacity
- Material expertise
- Tooling capabilities
- Automation systems
- Secondary services
A good manufacturer will be able to handle current and future needs.
Review Quality Systems
Quality is always to be taken for granted.
Ask about:
- Certifications
- Inspection procedures
- Testing methods
- Documentation practices
Good quality systems reduce problems with production and defects.
Consider Communication
Communication has a positive impact on project management. Select a manufacturer who is responsive and offers transparency. Effective communication is very important to avoid misunderstandings and delay.
Analyze Production Capacity
Make sure the manufacturer is able to fulfill your quantity needs. With high growth rates, the ability to produce is particularly critical. An expanding partner is able to help with business longevity.
Common Plastic Materials Used in Injection Molding
There are different types of materials that offer different benefits.

Polypropylene (PP)
Polypropylene is light, durable and economical. It has excellent chemical resistance and it is used in consumer products and packaging.
ABS
ABS is a combination of strength, impact resistance and good surface finishes. It is commonly used in auto and electronic parts.
Polycarbonate
The polycarbonate offers excellent impact resistance and transparency. Also widely used in safety equipment and electronic devices.
Nylon
Nylon is highly durable and has good mechanical properties. Nylon components are often used in the automotive as well as industrial sector.
Polyethylene
Polyethylene has flexible, tough and moisture resistant properties. Very popular in containers and packaging.
Secondary Services Offered by Contract Manufacturers
There are a number of contract manufacturers that offer extra services other than molding.
Product Assembly
It is possible to put components together prior to shipment. This helps to minimise handling and to streamline the supply chain.
Decorating and Labelling
Manufacturers may offer:
- Pad printing
- Screen printing
- Laser marking
- Label application
These services enhance the appearance of the product and the product’s branding.
Packaging Services
Custom packaging solutions are used to prepare products for distribution.
These are a few of the packaging services that are available:
- Retail packaging
- Bulk packaging
- Custom labeling
- Barcoding
Warehousing and Logistics
Some manufacturers offer inventory management and shipping services. This makes operations simpler and supply chain more efficient.
Cost Factors in Plastic Injection Molding Contract Manufacturing
There are a number of determinants of production costs.
Tooling Costs
One of the biggest initial costs is for custom molds. In general, more complex shapes will be more expensive than simpler shapes.
Material Costs
The cost of the plastics varies. The price of the engineered grades is generally higher than commodity plastics.
Production Volume
As the numbers of a given product are increased, the cost of each product is typically decreased. This is one of the reasons why injection molding is an ideal process for mass production.
Part Complexity
Advanced tooling, and longer production cycles are sometimes needed to achieve the required complex geometries. This can lead to higher manufacturing costs.
Secondary Operations
Other services like assembly and packaging are extra to project costs. They might be able to lower overall chain of supply expenses, however.
Quality Control in Plastic Injection Molding Contract Manufacturing
Quality control is a process for assuring that products satisfy the needs of customers. There are different inspection techniques used by the manufacturers.

Incoming Material Inspection
All raw materials are checked prior to production. This helps to guarantee consistency and performance of material.
In-Process Monitoring
The production parameters are continuously monitored. The operators monitor performance to identify issues in early stages.
Final Product Inspection
Finally manufactured components are inspected prior to delivery. Measurements and functional tests are used to check against specifications.
Statistical Process Control
A lot of manufacturers are employing statistical approaches to check the quality of production. This way, trends are identified and defects can be prevented.
Sustainability in Plastic Injection Molding
Environmental care is getting more and more significant. Manufacturers are implementing environmentally friendly measures.
Recycled Materials
Increasingly, recycled plastics are being used in many applications. This means that there is less waste and resources are saved.
Energy-Efficient Equipment
In today’s world of injection molding machines, the energy that is consumed is lower. The energy efficiency reduces environmental footprint and operating costs.
Waste Reduction
The manufacturers have taken measures to minimize waste and make the best use of materials. The reduction in waste generation is achieved through better process control.
Sustainable Product Design
Engineers create products that use less material, but still perform the same function. This helps to achieve sustainability goals without compromising quality.
Challenges in Plastic Injection Molding Contract Manufacturing
Despite the advantages to contract manufacturing there are some disadvantages.
Supply Chain Disruptions
Depending on the materials, production may be delayed due to material shortages and transport delays. Manufacturers seek to build tough supply chains.
Design Changes
Production delays and cost overruns can be caused by late changes to the design. Disruption is minimised by careful planning.
Quality Consistency
Quality Control and Quality Monitoring must be continuous, to maintain consistent quality. Advanced systems are employed by experienced manufacturers to overcome this challenge.
Regulatory Compliance
Medical and automotive industries have some strict compliance criteria. The manufacturers are required to keep and develop documentation and quality systems.
Future Trends in Plastic Injection Molding Contract Manufacturing
The industry is still a dynamic one.

Automation
Automation automates, streamlines and decreases manpower. It is not uncommon to find robotic systems in today’s modern facilities.
Smart Manufacturing
Connecting equipment allows real-time monitoring and data analysis. This enhances the productivity and quality control.
Advanced Materials
The new materials have improved performance properties. Plastics manufacturers keep on innovating new materials that are stronger, tougher and more eco-friendly.
Industry 4.0
Digital technologies are revolutionising manufacturing processes. Data-driven decision making is used to optimize production processes.
Sustainable Manufacturing
Environmental responsibility will continue to be a key priority. Manufacturers investing in greener technologies and recycling.
Why Businesses Continue to Choose Plastic Injection Molding Contract Manufacturing
The demands for businesses to produce high-quality products on timelines and at a budget are growing. Plastic injection molding contract manufacturing can help reach these objectives by offering specialty expertise, cutting-edge technology, and scalable manufacturing. Companies may concentrate on innovation and business growth, while the skilled manufacturers take care of manufacturing operations.
This collaboration approach helps minimise risk, increase effectiveness and help achieve sustainable outcomes. Contract manufacturing will continue to be a great option for companies in several verticals as the manufacturing technology continues to evolve.
Conclusion
Manufacture of plastic injection molded parts through contract molding has emerged as a vital solution for companies looking for effective, top quality plastic part production. It brings with it precision of injection molding and professional manufacturing partners. Automotive and medical manufacturing, consumer goods and electronics are just some of the industries that rely on contract manufacturing. Reduced costs, quicker production, quality, and flexibility for businesses.
It is very important to select the right manufacturing partner. Before choosing a company, they should consider things like their communication methods, production capabilities, quality systems and experience. With the technology constantly improving, plastic injection molding contract manufacturing will become more important for businesses to fulfill the market’s growing demands. By tapping into expert manufacturing partners, businesses can gain a competitive edge, streamline the product launch process, and ensure sustainable growth.
Frequently Asked Questions
What is plastic injection molding contract manufacturing?
Plastic injection molding contract manufacturing is a service provision if a manufacturer has the expertise in plastic manufacturing, they can make plastic parts for other manufacturers using injection molding technology. The manufacturer is responsible for manufacturing, quality control and sometimes assemble and packaging.
Who uses plastic injection molding contract manufacturing?
It is a part of many industries, such as automotive, medical, electronics, consumer goods, packaging, aerospace and industrial equipment manufacturing.
How does injection molding help to lower the cost of production?
Injection molding has high production efficiency, less waste of material and low per-unit costs at high production volumes. These factors help reduce overall manufacturing expenses.
What materials are commonly used in plastic injection molding?
Typically used materials are polypropylene, polyethylene, ABS, nylon, polycarbonate, PVC, acrylic and engineering plastic.
How to select the most suited plastic injection molding contract manufacturing company?
Seek a manufacturer with industry experience, good quality certifications, up-to-date equipment, material experience, communication and production needs.