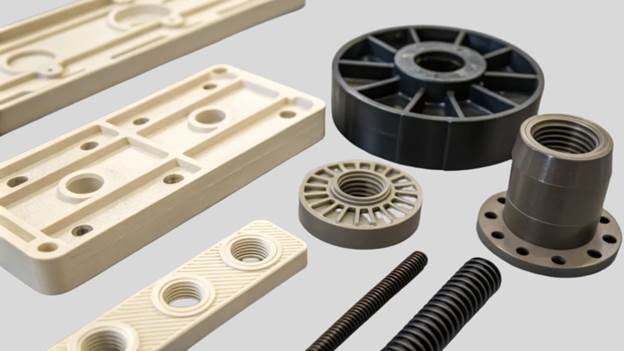
Sprøytestøping av glassfylt nylon er en svært viktig prosess i dagens produksjon. Prosessen er en integrering av plast som er fleksibel og sterk som glassfiber, noe som gir opphav til lette, sterke og nøyaktige deler. Komponenter som utsettes for høy belastning og høy temperatur. Et betydelig antall bransjer kan bruke sprøytestøping av glassfylt nylon for å produsere komponenter med høy belastning og høy temperatur med en jevn kvalitet.
Produsenter bruker dette materialet fordi det gjør det mulig å produsere i store volumer uten at det går på bekostning av ytelsen. I dag krever bilindustrien, elektronikkindustrien og industrielle prosesser denne prosessen for å få sterke, pålitelige og kostnadseffektive komponenter.
Hva er glassfylt nylon?
Polyamidarmert materiale er glassfylt nylon. Nylon blandes med små glassfibre for å gi det bedre mekaniske egenskaper. Ved sprøytestøping av glassfylt nylon får man en del som er hardere, sterkere og varmebestandig sammenlignet med vanlig nylon.
Glassfibrene reduserer skjevhet og krymping i kjøleprosessen. Det sikrer at sluttproduktet får riktig størrelse, noe som er avgjørende innen industri og bilindustri.

De viktigste egenskapene til glassfylt nylon er
- Høy strekkfasthet
- Høy grad av dimensjonsstabilitet.
- Hemolytisk og kjemolittisk resistens.
- Lett i vekt sammenlignet med metaller.
Produksjonen av sprøytestøping av glassfylt nylon garanterer ikke bare holdbarheten til delene, men gjør dem også kostnadseffektive når det gjelder masseproduksjon.
Fysiske, kjemiske og mekaniske egenskaper
Artikkelen Sprøytestøping av glassfylt nylon er en blanding av nylon med høy grad av fleksibilitet og glassfibre, som har høy styrke og unike egenskaper. Kunnskap om disse bidrar til å skape troverdige komponenter.
Fysiske egenskaper
- Tetthet: 1,2 -1,35 g/cm 3, noe som er litt tyngre enn ufylt nylon.
- Absorpsjon av vann: 1-1,5% (30% glassfylt) faller når fiberinnholdet økes.
- Termisk ekspansjon: Lav dimensjonsstabilitetskoeffisient (1535 µm/m -C)
Kjemiske egenskaper
- Motstand: Høyt mot drivstoff, oljer og de fleste kjemikalier.
- Brennbarhet: A V-2 til V-0, avhengig av grad.
- Korrosjon: Ikke korroderbart som metaller, perfekt i ugunstige miljøer.
Mekaniske egenskaper
- Strekkfasthet: 120-180 Mpa, og det avhenger av fiberinnholdet.
- Bøyestyrke: 180-250 MPa.
- Slagfasthet: Medium, og reduseres med økt fiberinnhold.
- Stivhet: Stivheten er høy (5 8Gpa), noe som gir stive, bærende komponenter.
- Motstandsdyktighet mot slitasje: Den er overlegen i tannhjul, lagre og bevegelige elementer.
Sprøytestøpingsprosessen
Sprøytestøping av glassfylt nylon gjøres ved å smelte komposittmaterialet og deretter sprøyte det inn i en form under høyt trykk. Prosedyren kan deles inn i flere trinn:
- Forberedelse av materialet: Sammensetningen av riktig mengde glassfiber og nylonpellets blandes.
- Smelting og injeksjon: Materialet varmes opp til det smelter, og deretter presses det gjennom en form.
- Kjøling: Dette er en størkningsprosess der fibrene fikseres.
- Utstøting og etterbehandling: Rudimentet av det faste materialet tas ut av formen og blir sannsynligvis trimmet eller polert.
Glassfibrene i sprøytestøpt glassfylt nylon bidrar til at delen ikke mister form og styrke når den er avkjølt. Dette er spesielt nødvendig i svært komplekse konstruksjoner med små toleranser.
Fordeler med å bruke glassfylt nylon
Sprøytestøping av glassfylt nylon gir flere fordeler sammenlignet med konvensjonelle materialer:
- Styrke og holdbarhet: Strekk- og bøyestyrke oppnås ved bruk av glassfiber.
- Varmebestandighet: Dette innebærer at komponentene kan motstå de høye temperaturene uten å deformeres.
- Dimensjonell nøyaktighet: Den mindre krympingen er en garanti for likheten mellom de ulike partiene.
- Lettvekt: Materialet er sterkt, men når det gjøres lett, blir det mer effektivt i bil- og romfartsindustrien.
- Kostnadseffektivitet: Kortere produksjonstid og mindre svinn vil senke kostnadene.
I det store og hele gjør begrepet sprøytestøping av glassfylt nylon det mulig for produsenter av høyytelsesdeler å lage delene sine effektivt og imøtekomme behovene til den moderne industrien.
Tips for behandling av glassfylt nylon
Når injeksjon av glassfylt nylon, er det viktig å ta hensyn til materialets oppførsel og maskinens innstillinger. Flyt-, kjøle- og termiske egenskaper endres av tilstedeværelsen av glassfibre. Når de riktige instruksjonene følges, kan sprøytestøping av glassfylt nylon resultere i robuste, nøyaktige og feilfrie komponenter.

Forberedelse av materiale
Glassfylt nylon er lett å bruke som et fuktabsorberende materiale. Vått materiale kan føre til bobler, hulrom og dårlig overflatefinish. Tørk materialet ved 80-100 °C i løpet av 46 timer. Pass på at glassfibrene ikke klumper seg sammen i nylonet for å oppnå jevn styrke.
Smeltetemperatur
Hold anbefalt smeltetemperatur for nylonkvalitet:
- PA6: 250-270°C
- PA66: 280-300°C
For høy temperatur kan ødelegge nylonet og ødelegge fibrene, mens for lav temperatur fører til dårlig flyt og utilstrekkelig fylling ved sprøytestøping av glassfylt nylon.
Innsprøytningstrykk og -hastighet
Moderat injeksjonshastighet og trykk: 70 -120 Mpa er normalt. Rask injeksjon kan deformere fibrene og forårsake stress i fibrene. Passende hastighet gir ikke bare jevn flyt, men også jevn fiberorientering, noe som fører til sterkere deler.
Formtemperatur
Overflatefinish og dimensjonsnøyaktighet avhenger av temperaturen i formen. Oppretthold 80-100 °C. Lave temperaturer i formen kan føre til skjevheter og synkemerker, mens høye temperaturer forbedrer flyten og reduserer syklustiden.
Avkjølingstid
Veggtykkelsen bør være lik avkjølingstiden. Er den for kort, blir den skjev, er den for lang, blir den mindre effektiv. Riktige kjølekanaler bidrar til å sikre jevn kjøling og nøyaktige dimensjoner i sprøytestøping av glassfylt nylon.
Dette er hva som skjer med den når den blir kastet ut og etterbehandlet
Bruk 1-2 graders utkastvinkler for å oppnå jevn utstøting. Det er viktig å unngå for stor kraft ved utstøting, slik at fibrene trekkes ut eller delen knekker. Etter bearbeiding kan det være behov for trimming, polering eller gløding for å løse opp indre spenninger.
Hensyn til fiberinnhold
Innholdet av glassfiber er vanligvis 30 50% i vekt. En økning i fiberinnholdet forbedrer styrke, stivhet og varmetoleranse, men reduserer slagseigheten. Kontroller prosessparametrene for å unngå defekter ved å justere fiberinnholdet.
Potensielle erstatninger for glassfylt nylon
Selv om glassfylt nylon med sprøytestøping er sterkt og holdbart, finnes det noen ganger bedre materialer å bruke i visse situasjoner.
- Ufylt nylon (PA6/PA66): Nylon er lett, billigere og enklere å arbeide med, og det anbefales til arbeid med lav belastning, men er ikke like stivt som glassfylt nylon.
- Polykarbonat (PC): Slagfasthet og varmebestandighet er høy, og stivheten er mindre enn for sprøytestøping av glassfylt nylon.
- Polyfenylensulfid (PPS): Dette er svært motstandsdyktig mot både kjemikalier og varme, og kan brukes i applikasjoner med høye temperaturer på bekostning av.
- Acetal (POM): Dimensjonsstabilitet, lav friksjon og svak varmebestandighet og stivhet.
- Fiberarmerte kompositter: Karbon- eller aramidfiber er sterkere, stivere, mer kompliserte og kostbare å bearbeide.

Egenskaper for glassfylt nylon
Glassfylt nylon i form av sprøytestøping foretrekkes på grunn av de gode mekaniske og termiske egenskapene det har, noe som gjør at det tåler de krevende bruksområdene. Tilsetningen av nylon med glassfibre øker materialets styrke, stivhet og dimensjonsstabilitet. Her er de viktigste egenskapene:
Høy strekkfasthet
Nylonholdige glass er motstandsdyktige mot store trekk- og strekkrefter. Dette gjør sprøytestøping av glassfylt nylon velegnet til strukturelle komponenter i bilindustrien og industrien.
Utmerket varmebestandighet
Glassfibrene forbedrer den termiske stabiliteten slik at delene kan være sterke ved høye temperaturer. Dette er avgjørende for elementer som utsettes for motorvarme eller elektronisk utstyr.
Dimensjonell stabilitet
Glassfibrene minimerer sammentrekning og deformasjon under avkjøling. Sprøytestøping av glassfylt nylon gir deler som ikke mister formen og nøyaktige mål, selv i komplekse konstruksjoner.
Forbedret stivhet
Glassfylt nylon er stivere enn vanlig nylon og bøyer seg ikke når det utsettes for trykk. Dette gjør den velegnet til tannhjul, braketter og mekaniske hus.
Mote og friksjonsmotstand
Glassfibrene øker også slitestyrken, noe som reduserer slitasjen på de bevegelige delene. Levetiden til komponentene forlenges ved bruk av sprøytestøping av glassfylt nylon, noe som er spesielt anvendelig i miljøer med høy friksjon.
Lettvekt
Selv om det er kraftig, er glassfylt nylon betydelig lettere enn metallprodukter, og det brukes derfor i bilkomponenter, romfart og elektroniske produkter der vektreduksjon er viktig.
Kjemisk motstandsdyktighet
Nylon er glassfylt og tåler oljer, drivstoff og de fleste kjemikalier og egner seg derfor godt i tøffe miljøer. Dette garanterer holdbarhet i industrien eller bilindustrien.
Typer glassfylt nylon
Glassfylt nylon har flere typer som hver er ment å brukes på en bestemt måte i sprøytestøping av glassfylt nylon og sprøytestøping av glassfylt nylon.

PA6 med glassfylling
Nylon 6 (PA6) som er forsterket med glassfibre, er sterkt og stivt med slitestyrke. Det brukes mest i industri- og bildeler.
PA66 med glassfylling
PA66 (Nylon 66) er mer varmebestandig og har litt bedre mekaniske egenskaper enn PA6. Det vil være perfekt i bruksområder med høy temperatur, for eksempel motorkomponenter eller elektriske hus.
PA6/PA66-blandinger med glassfylling
Blandinger kombinerer hardheten til PA6 og varmetåligheten til PA6,6, noe som gir en balanse mellom styrke, stivhet og formstabilitet.
Spesialiserte karakterer
Glassfylt nylon inneholder noen ganger smøremidler, flammebestandige materialer eller UV-stabilisatorer som skal brukes i elektronikk, utendørsdeler eller sikkerhetsutstyr.
Bruksområder for sprøytestøping av glassfylt nylon
Glassfylt nylon sprøytestøping finner mange bruksområder i et bredt spekter av bransjer på grunn av sin styrke, varmebestandighet og nøyaktighet. Eksempler på vanlige bruksområder er:

Bilindustrien
- Tannhjul og gjennomføringer
- Braketter og hus
- Klips og festeanordninger
Elektronikk
- Elektriske kontakter
- Bryterhus
- Isolerende komponenter
Industrielle maskiner
- Slitesterke deler
- Maskinens funksjonelle deler.
Forbrukerprodukter
- Apparatets komponenter
- Sportsutstyr
- Holdbare foringsrør
Bruk av nylon fylt med glass i sprøytestøping i disse bruksområdene vil garantere godt, langvarig og pålitelig arbeid selv under vanskelige forhold.
Retningslinjer for design av sprøytestøping av glassfylt nylon
Komponenter som skal brukes i sprøytestøping av glassfylt nylon, må utformes med stor omhu for å sikre at komponentene er så sterke som mulig, presise og samtidig holdbare.

Veggtykkelse
- Ha en lignende veggtykkelse for å unngå synking og vridning.
- De fleste glassfylte nylondeler bør anbefales med en tykkelse på 2-5 m, avhengig av belastningskravet.
Svært fine seksjoner bør unngås, da de kan føre til svekkelse av fiberstrukturen, og tykke seksjoner bør unngås, da de kan føre til ujevn avkjøling og indre spenninger.
Hjørneradier
- Skarpe hjørner bør erstattes av avrundede hjørner.
- Spenningskonsentrasjonen minimeres med en radius på mellom 0,5 og 1,5 ganger veggtykkelsen.
- Sprøytestøping av glassfylt nylon har skarpe kanter som kan forårsake fiberbrudd eller sprekker.
Rib Design
- Ribber tilfører ikke materiale, og de gjør produktet stivere.
- Vedlikehold av ribbe 50 til 60% på den tilstøtende veggen.
- Ribbehøyden må ikke være mer enn 3 ganger veggtykkelsen, ellers vil det oppstå synkemerker og skjevheter.
Riktig ribbedesign forbedrer styrken og formstabiliteten i sprøytestøping av nylon som er fylt med glass.
Boss Design
- Skruefestene gjøres med bosser.
- Ha et forhold mellom tykkelsen 1:1 på veggen og filetene på bunnen.
Lange, tynne bosses bør unngås fordi de kan bli skjeve under herdingen ved sprøytestøping av glassfylt nylon.
Utkast til vinkler
- La aldri en trekkvinkel være utelatt, slik at de lett kan kastes ut av formen.
- Vertikale vegger bør ha et minimum trekk på 1-2 grader på hver side.
Riper, deformasjon og fiberuttrekk under avforming kan unngås ved riktig utforming.
Orientering av fiberfleksibilitet.
- Glassfibrene i sprøytestøping av glassfylt nylon er orientert slik at de beveger seg nedover i strømningsretningen når de sprøytes inn.
- Få konstruksjonsdetaljer slik at spenningsbanene er parallelle og vinkelrette mot fiberen for å oppnå maksimal styrke.
Funksjoner som fører til at fibrene bunker seg sammen eller feiljusterer, bør unngås, da de kan føre til redusert mekanisk ytelse.
Krymping og vridning
Glassfylt nylon krymper også mindre sammenlignet med ufylt nylon, men ulik tykkelse på veggen kan føre til skjevhet.
Varierende veggtykkelse, ribber og utilstrekkelige kjølekanaler bør brukes for å sikre minst mulig dimensjonsvariasjon.
Overflatebehandling
- Dette kan føre til at overflaten blir litt grovere på grunn av tilstedeværelsen av glassfibre.
- Bruk polerte støpeformer eller etterbehandling hvis det er svært viktig med en glatt finish.
- Ikke poler for mye, for ikke å desorientere fibrene i sprøytestøping av glassfylt nylon.
Populære komplikasjoner og botemidler
Selv om sprøytestøpt glassfylt nylon er effektivt, byr det på noen utfordringer:
- Fiberbrudd: skjer når skjæringen er for stor ved blanding.
- Løsning: Juster blandetid og hastighet på løsningsskruene.
- Forvrengning av deler: Deler kan bli forvrengt på grunn av ujevn avkjøling.
- Løsning: Finjustere temperaturen i formen og formens utforming.
- Overflatenes ruhet: Fibre kan gi ujevne overflater.
- Løsning: Polering av støpeformer og prosesser.
- Vanninntak: Nylon absorberer vann, og dette påvirker kvaliteten.
- Løsning: Før støping bør materialene fortørkes.
Produsentene vil kunne utnytte glassfylt nylon maksimalt ved å ta tak i disse problemene.
Hensyn til miljø og kostnader
I visse tilfeller, der det brukes metaller, er sprøytestøping av glassfylt nylon mer miljøvennlig:
- Mindre energiforbruk: lettere materialer vil minimere energiforbruket i produksjonen.
- Mindre materialavfall: skrap minimeres ved nøyaktig støping.
- Forlenget produktlevetid: holdbare deler krever færre utskiftninger og har dermed lav miljøpåvirkning.
Det er også fordelen med å senke kostnadene gjennom økt hastighet og redusert avfall, noe som betyr at sprøytestøping av glassfylt nylon vil være et gunstig valg i storskala produksjon.
Beste praksis fra produsentenes side
De beste fremgangsmåtene for å lykkes med sprøytestøping av glassfylt nylon er blant annet
- Tørk av de overtørkede materialene for å unngå fuktrelaterte defekter.
- Jevn fiberfordeling Bruk riktig skruedesign.
- Maksimer temperaturen i formene og injeksjonshastigheten.
- Kontroller avkjølingen av skjermen for å sikre at den ikke er skjev.
- Det bør brukes overflater av høykvalitets støpeformer.
Det er ved å følge disse fremgangsmåtene at man oppnår høy kvalitet og konsistente deler med utmerket ytelse.
Fremtidige trender
Bruken av sprøytestøping av glassfylt nylon øker på grunn av:
- Større behov for lette deler til bilindustrien.
- Forbrukerelektronikk har høy ytelse. Varmebestandige komponenter som brukes i industriell automatisering.
Det forskes fortsatt på å kunne justere fiberen bedre, redusere syklustiden og øke tiden dette materialet kan resirkuleres, slik at det kan bli enda mer fordelaktig i fremtiden.
Om Sincere Tech
Nettsted: https://plas.co
Sincere Tech er et anerkjent firma som tilbyr tjenester innen sprøytestøping av plast. Vi er spesialister på sprøytestøping av glassfylt nylon.
Hva vi gjør
Våre sterke og nøyaktige deler brukes i bilindustrien, elektronikkbransjen og industrien. Hvert element inspiseres for å overholde standardene for høy kvalitet.
Hvorfor velge oss
- Vi produserer deler med lang levetid og høy kvalitet.
- Våre medarbeidere er høyt kvalifiserte og profesjonelle.
- Vi tilbyr kostnadseffektive og raske løsninger.
- Vi har lagt stor vekt på kundetilfredshet.
Hos Sincere Tech vil vi tilby kvalitetsprodukter som tilfredsstiller deg.
Konklusjon
Sprøytestøping av glassfylt nylon og sprøytestøping av glass filled sprøytestøping av nylon er avgjørende prosesser i dagens produksjon. De er sterke, varmebestandige, formstabile og kostnadseffektive. I en bil, elektronisk eller industriell maskin kan glassfylt nylon brukes til å sikre høytytende, holdbare og pålitelige komponenter. Produsenter har vært i stand til å levere høy kvalitet og konsistente resultater ved å bruke beste praksis, design og prosesskontroll. Sprøytestøping av glassfylt nylon har vært en av de mest levedyktige og effektive løsningene for industrien når det gjelder styrke, lett vekt og lave kostnader.