
Sobremoldagem de TPE
Agora é a hora de começar a fazer a sobremoldagem de elastômeros termoplásticos (TPEs). Tradicionalmente, os TPEs são usados para substituir a borracha, mas as novas tendências do mercado consumidor tornaram a ideia da sobremoldagem um fato no mundo dos negócios. A demanda e as tendências do mercado consumidor estão crescendo em busca de melhor sensação e toque ergonômicos, capacidade de aderência, aparência, proteção contra impactos, separação de vibrações e isolamento. Os designers de produtos de consumo estão definindo o padrão a ser seguido pelos fabricantes de materiais, apresentando soluções com boa aparência e funcionamento em aplicações de uso final exigentes.
Este ensaio fala sobre a tecnologia de sobremoldagem de TPE em termos gerais e como um grupo de materiais que podem ser usados para criar soluções projetadas para essa tendência sempre atual. Em termos de substratos rígidos, polipropileno (PP), polietileno (PE), poliestireno (PS), poliestireno de alto impacto (HIPS), óxido de polifenileno (PPO), tereftalato de polietileno modificado com glicol (PETG), acrilonitrila butadieno estireno (ABS) e plásticos polares semicristalinos como poliéster (PET, PBT) e poliamida (Nylon 6, Nylon 66) são alguns exemplos. Novas tecnologias para misturar e compilar materiais possibilitaram a fabricação de produtos que podem ser sobremoldados nesses diferentes substratos.

Para o TPE sobremoldado em superfícies rígidas, muitos aspectos são muito importantes. A primeira e mais importante coisa é escolher o tipo de TPE que funcionará com a base rígida. Também são importantes o processo de sobremoldagem (como inserção ou moldagem 2K), o tipo de máquina, as condições do processo, a forma como o material é preparado, o design da peça e o design do molde. Tecnologias exclusivas de materiais, novos designs de peças e ferramentas e aprimoramentos nas tecnologias de sobremoldagem manterão a mente dos designers ativa para que eles possam atender às necessidades cada vez maiores dos consumidores em termos de conforto, boa aparência e valor agregado.
Tecnologia de sobremoldagem de TPE
Sobremoldagem de TPE utiliza a moldagem por injeção para colocar um material (Sobremolde) sobre outro material (Substrato). O material sobremoldado deve aderir ao substrato de forma que dure no ambiente de uso final e funcione bem. A sobremoldagem elimina a necessidade de colas e primers para fixar os TPEs em materiais rígidos. A tecnologia de sobremoldagem dá mais liberdade aos projetistas, reduz o custo de produção e facilita a fabricação de produtos. A moldagem de múltiplos materiais e a moldagem por inserção são as duas principais formas de fazer a sobremoldagem.
A moldagem por injeção com mais de um material também é conhecida como moldagem por injeção multicolorida ou de dois disparos. A Figura 1 mostra os tipos de ferramentas que são usadas. Elas têm duas ou mais unidades de injeção. Os braços da máquina de injeção podem ser configurados de modo que fiquem paralelos entre si ou em ângulos retos entre si. Há dois conjuntos de furos no molde. Um conjunto molda o material de base e o outro conjunto molda o material de cobertura.
Há duas etapas no processo de moldagem de dois disparos. A primeira etapa é para que o primeiro cilindro preencha o conjunto de orifícios do substrato. Quando o substrato estiver frio, o molde se abre e o lado que pode ser movido gira 180° sem que o substrato saia do molde. Em seguida, o molde é fechado e o material de sobremoldagem é injetado no segundo cilindro. A segunda metade do molde é preenchida no lado que permanece imóvel. Se o material de sobremoldagem precisar ser moldado em ambos os lados da peça, o molde poderá mover as peças entre dois conjuntos de orifícios em vez de girar.
Máquinas de prensa rotativa vs. máquinas de matriz rotativa: Às vezes, um cilindro rotativo na segunda parte da prensa é incorporado à máquina para fazê-la girar. Quando uma placa rotativa é usada quatro vezes separadamente, as metades do molde que são montadas nela são normalmente usadas. Há ocasiões em que a rotação é incorporada à própria ferramenta, e há apenas duas metades de molde, mas quatro conjuntos de furos de molde.
Movimentação: A ferramenta no processo Core tem uma parte móvel que é acionada por sistema hidráulico ou ar. Depois que o primeiro substrato é injetado e tem tempo para esfriar, uma seção do molde é puxada para trás, abrindo espaço para o material de sobremoldagem de TPE. O TPE é então introduzido, na maioria das vezes pelo lado do orifício que fica visível quando o inserto é puxado para trás. Esse método tem tempos de ciclo mais rápidos, mais cavitação e melhor desempenho da máquina. O único problema é que somente uma espessura constante de TPE pode ser usada.

Moldagem por inserção - sobremoldagem por inserção
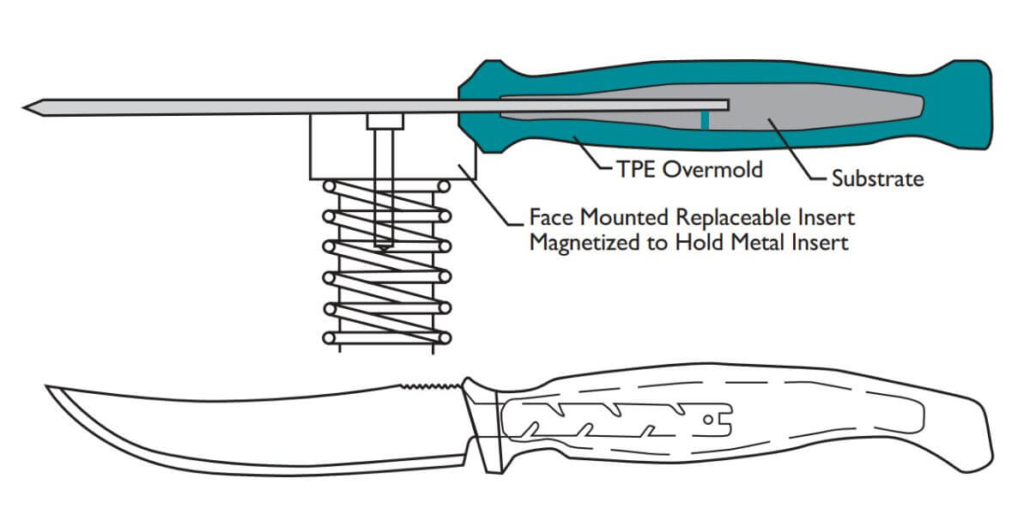
A moldagem por inserção é um dos tipos de sobremoldagem. Durante a moldagem por inserção, um substrato de plástico rígido ou uma peça de metal que já foi moldada é colocada no orifício por um robô ou uma pessoa (Figura 2). O segundo material, chamado de "sobremolde", é colocado em um lado do inserto ou, em outras ocasiões, ao redor de toda a peça. Para a moldagem de insertos, são usadas ferramentas padrão de moldagem por injeção.
Girar ou mover? Moldagem de mesa: Uma unidade de injeção horizontal ou um robô é usado para moldar um substrato ou colocar um inserto na segunda cavidade na primeira posição. A mesa se move ou gira para a próxima estação, onde outra unidade de injeção horizontal ou vertical é usada para colocar o TPE. Você pode usar um jito quente ou colocar o canal na linha de divisão. Um terceiro giro da mesa da unidade rotativa a envia para uma estação de "descarga", onde a peça acabada de duas partes é ejetada.
Processo de sobremoldagem de TPE
Os possíveis processos e projetos de moldes a serem usados dependem do material escolhido, do custo da mão de obra, das ferramentas e máquinas disponíveis e da economia de se fazer uma grande quantidade deles. Se o inserto não for um termoplástico, será necessário usar a moldagem por inserção. Se você precisar de apenas uma pequena quantidade do substrato de plástico ou metal, se o custo da mão de obra local for baixo e se for necessário manter o custo das ferramentas baixo, você deverá colocá-las manualmente. Para quantidades maiores de trabalho, podem ser usadas ferramentas de vaivém. Insertos colocados de forma robótica e ferramentas de mesa giratória podem ser usados quando a quantidade de trabalho a ser feito justificar o custo. Se você precisar produzir muitas peças ou se o custo da mão de obra for alto no local onde você mora, as máquinas de moldagem de dois materiais são as melhores para substratos plásticos. Para obter os números mais altos de produção e as peças mais bonitas, os sistemas de câmara quente com portas de válvula são os melhores.
Considerações sobre o projeto da peça de sobremoldagem
Há muitas partes diferentes no projeto de sobremoldagens, e este documento fala sobre alguns aspectos gerais que devem ser levados em conta.
Quando se trata de materiais, os TPEs coláveis têm regras mais rígidas do que os TPEs comuns. O mesmo se aplica à fabricação de peças. Ao projetar peças de duas partes, é preciso pensar em como os dois materiais flexíveis diferentes encolherão, o que é diferente de projetar peças de uma parte. Ambos têm seus próprios sistemas de portas e canais que precisam ser personalizados com base nos recursos do material que está sendo usado.
Para obter o melhor tempo de ciclo, as paredes finas da base e do sobremolde devem ser as mais uniformes possíveis. Na maioria das situações de sobremoldagem, as paredes com espessura entre 1 mm e 3 mm se unirão bem. Se a peça precisar de áreas espessas, elas devem ser cortadas para evitar que a peça encolha demais e para reduzir o tempo de ciclo e o peso. Para evitar problemas de fluxo, como back-fills e armadilhas de gás, as alterações na espessura da parede devem ser feitas lentamente. A adição de círculos (pelo menos 0,5 mm) em cantos agudos pode ajudar a reduzir a tensão nessa área. Deve-se evitar bolsões escuros profundos ou nervuras que não possam ser abertas. Os draws longos devem ter uma inclinação de 3 a 5 graus para ajudar a bola a sair. É possível fazer cortes profundos com compostos de sobremoldagem, mas somente se for usado um núcleo avançado quando o molde for aberto, se a peça não tiver bordas afiadas e se for permitido que o elastômero se dobre ao sair do molde.
Quando moldados, a maioria dos compostos de TPE encolhe bastante na direção do fluxo, mas não muito quando moldados na direção do fluxo cruzado. Isso pode fazer com que o material de sobremoldagem encolha mais do que o substrato quando a peça é retirada da ferramenta. Isso pode fazer com que a peça do substrato se deforme ou se curve, geralmente na direção do fluxo do material de sobremoldagem. Em peças em que o substrato é mais fino do que o sobremolde ou em que é usado um material de substrato de baixa rigidez, isso é especialmente verdadeiro. Isso pode ser parcialmente corrigido com o uso de materiais de base com um módulo mais alto e com a adição de nervuras de reforço ao substrato. Também ajudará usar camadas mais finas e um grau de sobremoldagem com menos dureza. Mover a porta para alterar o padrão de fluxo do TPE também pode ajudar.
A dureza Shore, que é a resistência de um material a ser amassado em uma placa moldada com espessura mínima de 6,3 mm (ASTM D2240), é usada para medir materiais de TPE. Um item com uma dureza menor parece mais macio do lado de fora, mesmo que tenha a mesma espessura. Porém, como a sobremoldagem geralmente é feita apenas na pele fina do TPE, a base dura abaixo afeta a sensação de maciez. Se isso for submetido a um teste de dureza, uma menor escritura mostrará que a rocha é mais dura, mesmo que a pele seja macia. Se o sobremolde de borracha tiver de ficar em ambos os lados das peças (A e B), deverão ser usados dois moldes de material que possam se mover entre as seções do molde. A taxa de produção pode ser muito alta, dependendo da espessura das paredes do elastômero e do substrato.
Como o TPE adere ao termoplástico de engenharia
Há muitos fatores que podem alterar a aderência entre o plástico de engenharia rígido e a borracha macia. Para criar relações específicas entre os materiais, é importante que as energias de superfície de ambos sejam as mesmas. A capacidade do TPE de aderir a uma superfície é outro fator importante. Para que determinadas reações ocorram entre o TPE e o substrato, eles precisam estar muito próximos um do outro e a superfície precisa estar úmida. A forma como os TPEs teologizam, conforme mostrado na Figura 3, determina como eles se molham. Os materiais de sobremoldagem não têm uma viscosidade muito alta. Eles também são sensíveis ao cisalhamento e apresentam comportamento de afinamento por cisalhamento.
A imagem abaixo mostra que a viscosidade está próxima da extremidade inferior da faixa quando a taxa de fluxo é alta. Isso ajuda o TPE a entrar e preencher as áreas de paredes finas que são comuns na sobremoldagem.

A química do TPE e o tipo de plástico industrial têm um grande efeito sobre o grau de umectação. Além das qualidades de adesão, as propriedades de difusão e viscoelásticas do elastômero também desempenham um papel importante. O ponto de encontro entre o TPE e o substrato rígido é muito importante tanto para a força de adesão quanto para o tipo de falha, que pode ser coesiva (C) ou adesiva (A). Ao procurar sinais de uma ligação forte, o sistema coesivo é geralmente considerado a melhor maneira de saber. No entanto, um TPE fraco com força de ligação apenas moderada pode fazer parecer que a ligação é forte. Há ocasiões em que existe uma boa ligação mesmo quando a cola falha. Há três tipos de processos no contato que podem ajudar o substrato rígido e o elastômero termoplástico macio a se unirem. Eles podem ser vistos na figura abaixo.

O design é o que torna possível a conexão mecânica. Não é feita uma ligação real entre as duas superfícies, mas qualquer TPE funcionará nesse caso. A segunda maneira funciona porque o substrato e o material TPE de sobremoldagem são quimicamente compatíveis. A compatibilidade química se baseia nas energias de superfície, que estão ligadas ao grau de aderência entre o substrato e o TPE. Quando o método de moldagem e a temperatura estão corretos, é possível formar uma interface em que as moléculas da base e do sobremolde se misturam. É possível criar uma interface com um TPE estirênico ou um TPE olefínico que tenha sido moldado em polietileno como base. A terceira via pode ser incorporada ao TPE. O processo de ligação é composto de interações polares específicas ou reações químicas entre os grupos do TPE e o substrato rígido.
Um "teste de descolamento de 90 graus" pode ser usado para descobrir a força da ligação entre o TPE e o plástico industrial. Alteramos o método ASTM D903 para plásticos para testar a aderência do TPE macio ao termoplástico duro. Uma base moldada com uma inserção de pele de TPE moldada sobre ela é usada para os testes. Um testador de tensão Instron é usado para cortar e puxar uma tira de TPE com uma polegada de largura em um ângulo reto com a base. Ela é travada no lugar na roda para que o ângulo de 90 graus permaneça o mesmo enquanto a borracha estiver sendo puxada. A força de adesão é determinada pela dificuldade de puxar o elastômero para fora da base. Essa força geralmente é superior a 2 polegadas. O elastômero é colocado em dois grupos com base no fato de falhar devido à falha adesiva (A) ou à falha coesiva (C). A falha adesiva significa que não há resíduo de TPE no material. Os números fornecidos são a média de três estudos diferentes de adesão. Como o cliente deseja um determinado nível de adesão, decidimos que um número de adesão superior a 12 pli é bom o suficiente.
Atualmente, há um grande interesse na sobremoldagem de TPEs em substratos rígidos, especialmente para produtos de mercado que precisam ter um toque suave. Novos TPEs estão sendo sobremoldados em um número cada vez maior de substratos. Isso dá aos designers mais liberdade de design e a chance de fazer com que seus produtos se destaquem em um mercado repleto de cópias "me-too".
Os TPEs são muito famosos porque ajudam nas vendas no ponto de venda. Atualmente, as pessoas têm uma grande variedade de produtos para escolher nas lojas, e as empresas que fabricam produtos querem fazer com que os seus se destaquem. Há muitos bons motivos para escolher um produto com um TPE sobremoldagem superfície, como novas cores, texturas, padrões e conforto. Para muitas pessoas, um toque macio e "quente" é melhor do que um toque de plástico duro. E as coisas que têm aparência e toque de borracha costumam ser consideradas mais valiosas. As pessoas estão mais espertas para encontrar produtos que se ajustem melhor aos seus corpos e reduzam as vibrações, agora que sabem mais sobre ergonomia e o aumento das lesões por uso excessivo das articulações. Os TPEs sobremoldados também podem ser úteis em outros aspectos além da sensação e da usabilidade. Alguns exemplos são: proporcionar uma aderência segura e forte em áreas úmidas, impermeabilizar gaxetas e vedações, moldar "amortecedores" para proteger contra impactos e evitar quebras prematuras e reduzir a vibração.




")





Deixe uma resposta
Quer participar da discussão?Sinta-se à vontade para contribuir!