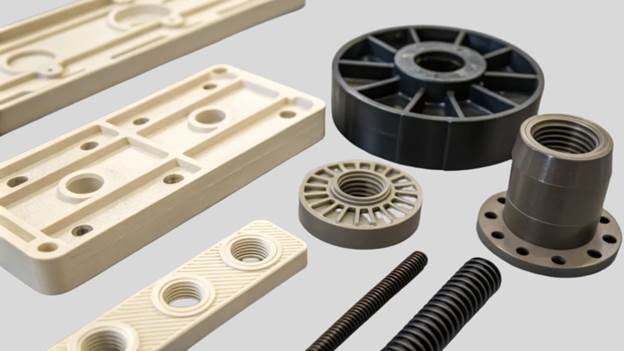
Nylon umplut cu sticlă Turnarea prin injecție este un proces foarte important în producția actuală. Procesul este o integrare a materialelor plastice care sunt flexibile și puternice, precum fibrele de sticlă, dând naștere unor piese ușoare, puternice și precise. Componente pentru solicitări și temperaturi ridicate. Un număr considerabil de industrii pot utiliza turnarea prin injecție a nailonului umplut cu sticlă pentru a produce componente cu solicitări și temperaturi ridicate cu o calitate constantă.
Producătorii folosesc acest material deoarece le permite să producă în volume mari fără a compromite performanța. În zilele noastre, procesele auto, electronice și industriale au nevoie de acest proces pentru a obține componente puternice, fiabile și rentabile.
Ce este nailonul umplut cu sticlă?
Materialul armat cu poliamidă este nailon umplut cu sticlă. Nylon-ul este amestecat cu mici fibre de sticlă pentru a-l transforma într-unul cu proprietăți mecanice îmbunătățite. Se utilizează turnarea prin injecție a nailonului umplut cu sticlă, care creează o piesă mai dură, mai puternică și mai rezistentă la căldură în comparație cu nailonul simplu.
Includerea fibrelor de sticlă reduce deformarea și contracția din procesul de răcire. Se asigură că produsul final are dimensiunea corectă, iar acest lucru este vital în domeniile industriei și automobilelor.

Principalele proprietăți ale nailonului umplut cu sticlă sunt:
- Rezistență ridicată la tracțiune
- Niveluri ridicate de stabilitate dimensională.
- Rezistență hemolitică și chemolitică.
- Greutate redusă în comparație cu metalele.
Producția de turnare prin injecție a nailonului umplut cu sticlă garantează nu numai durabilitatea pieselor, ci le face și rentabile atunci când vine vorba de producția în masă.
Proprietăți fizice, chimice și mecanice
Articolul intitulat Injection moulding glass-filled nylon este un amestec de nailon care are un grad ridicat de flexibilitate și fibre de sticlă, care au o rezistență ridicată și conferă caracteristici unice. Cunoașterea acestora ajută la crearea unor componente credibile.
Proprietăți fizice
- Densitate: 1,2 -1,35 g/cm 3, ceea ce este puțin mai greu decât nailonul fără umplutură.
- Absorbția apei: 1-1.5% (30% umplut cu sticlă) scade pe măsură ce conținutul de fibre crește.
- Expansiune termică: Coeficient scăzut de stabilitate dimensională (1535 µm/m -C)
Proprietăți chimice
- Rezistență: ridicat față de combustibili, uleiuri și majoritatea substanțelor chimice.
- Inflamabilitate: A V-2 până la V-0, în funcție de grad.
- Coroziune: Nu este corodabil ca metalele, perfect în medii nefavorabile.
Proprietăți mecanice
- Rezistența la tracțiune: 120-180 Mpa și depinde de conținutul de fibre.
- Rezistența la flexiune: 180-250 MPa.
- Rezistența la impact: Mediu și se reduce odată cu creșterea conținutului de fibre.
- Rigiditate: Rigiditatea este ridicată (5 8Gpa), ceea ce oferă componente portante rigide.
- Rezistență la uzură: Este superior în angrenaje, rulmenți și elemente mobile.
Procesul de turnare prin injecție
Turnarea prin injecție a nailonului umplut cu sticlă se realizează prin topirea materialului compozit și apoi injectarea acestuia sub presiune ridicată într-o matriță. Procedura este divizibilă în mai multe etape:
- Pregătirea materialului: Se amestecă compoziția din cantitatea corespunzătoare de fibră de sticlă și granule de nailon.
- Topire și injectare: Materialul este încălzit până se topește, apoi este forțat să treacă printr-o matriță.
- Răcire: Acesta este un proces de solidificare prin care fibrele sunt fixate.
- Ejectare și finisare: Rudimentul solid este scos din matriță și este posibil să fie tăiat sau lustruit.
Fibrele de sticlă din nailonul umplut cu sticlă de turnare prin injecție ajută piesa să nu își piardă forma și rezistența odată ce este răcită. Acest lucru este necesar în special în cazul modelelor cu toleranțe strânse și foarte complexe.
Avantajele utilizării nailonului umplut cu sticlă
Modelarea prin injecție a materialului nailon umplut cu sticlă oferă mai multe beneficii în comparație cu un material convențional:
- Rezistență și durabilitate: Rezistența la tracțiune și flexiune se obține prin utilizarea fibrei de sticlă.
- Rezistența la căldură: Acest lucru implică faptul că componentele pot rezista la temperaturi ridicate fără să se deformeze.
- Precizie dimensională: Contracția mai mică este o garanție a asemănării diferitelor loturi.
- Ușoare: Materialul este puternic, dar când este făcut ușor, devine mai eficient în domeniul auto și aerospațial.
- Eficiența costurilor: Timpul de producție mai scurt și reducerea deșeurilor ar reduce costurile.
În ansamblu, termenul de turnare prin injecție a nailonului umplut cu sticlă permite producătorilor de piese de înaltă performanță să își creeze piesele în mod eficient și să răspundă nevoilor industriei moderne.
Sfaturi de prelucrare a nailonului umplut cu sticlă
Când injectarea nailonului umplut cu sticlă, este important să se acorde atenție comportamentului materialului și setărilor mașinii. Proprietățile de curgere, răcire și termice sunt modificate de prezența fibrelor de sticlă. Atunci când sunt respectate instrucțiunile corecte, turnarea prin injecție a nailonului umplut cu sticlă ar putea avea ca rezultat componente robuste, precise și impecabile.

Pregătirea materialului
Nailonul umplut cu sticlă este utilizat cu ușurință ca material de absorbție a umidității. Materialul umed poate duce la formarea de bule, goluri și finisare proastă a suprafeței. Uscați materialul la 80-100 °C în 46 de ore. Asigurați-vă că fibrele de sticlă nu sunt aglomerate împreună în nailon pentru a obține o rezistență uniformă.
Temperatura de topire
Păstrați temperatura de topire recomandată pentru nailon:
- PA6: 250-270°C
- PA66: 280-300°C
Temperatura excesivă poate distruge nailonul și fibrele, în timp ce temperatura excesiv de scăzută cauzează o curgere slabă și o umplere inadecvată în turnarea prin injecție a nailonului umplut cu sticlă.
Presiunea și viteza de injecție
Rata și presiunea de injectare sunt moderate: 70 -120 Mpa este normal. Injectarea rapidă poate deforma fibrele și provoca tensiuni în interiorul fibrelor. Viteza adecvată nu numai că permite o curgere lină, dar produce și o orientare constantă a fibrelor, ceea ce duce la obținerea unor piese mai rezistente.
Temperatura matriței
Finisajul suprafeței și precizia dimensională depind de temperatura matriței. Mențineți 80-100°C. Temperaturile scăzute ale matriței pot produce deformări și urme de scufundare, în timp ce temperaturile ridicate îmbunătățesc curgerea și reduc durata ciclului.
Timp de răcire
Grosimea peretelui ar trebui să fie egală cu timpul de răcire. Dacă este prea scurt, se deformează, dacă este prea lung, este mai puțin eficient. Canalele de răcire adecvate ajută la asigurarea unei răciri uniforme și a unor dimensiuni precise în turnarea prin injecție a nailonului umplut cu sticlă.
Iată ce se întâmplă cu acesta după ce este ejectat și post-procesat
Utilizați unghiuri de tragere de 1 -2 grade pentru a obține o ejecție lină. Este important să se evite forța prea mare de ejecție, care poate smulge fibrele sau rupe piesa. După prelucrare, ar putea avea loc tăierea, lustruirea sau recoacerea pentru a rezolva tensiunile interne.
Luarea în considerare a conținutului de fibre
Conținutul de fibre de sticlă este de obicei de 30 50% în greutate. O creștere a conținutului de fibre îmbunătățește rezistența, rigiditatea și toleranța la căldură, dar scade rezistența la impact. Controlați parametrii de prelucrare pentru a evita defectele prin ajustarea conținutului de fibre.
Potențiali înlocuitori ai nailonului umplut cu sticlă
Deși nailonul umplut cu sticlă prin turnare prin injecție este puternic și durabil, uneori există materiale mai bune de utilizat în anumite situații.
- Nylon neumplut (PA6/PA66): Nailonul este ușor, mai ieftin și mai simplu de prelucrat și este recomandat în cazul lucrărilor cu solicitări reduse, dar nu este la fel de rigid ca nailonul umplut cu sticlă.
- Policarbonat (PC): Rezistența la impact și rezistența la căldură sunt ridicate, iar rigiditatea este mai mică decât cea a turnării prin injecție a nailonului umplut cu sticlă.
- Sulfură de polifenilenă (PPS): Acesta este foarte puternic în ceea ce privește rezistența chimică și termică și poate fi utilizat în aplicații la temperaturi ridicate în detrimentul.
- Acetal (POM): Stabilitate dimensională, frecare redusă și rezistență scăzută la căldură și rigiditate.
- Materiale compozite ranforsate cu fibre: Fibrele de armare din carbon sau aramidă sunt mai puternice, mai rigide, mai complicate și mai costisitoare de prelucrat.

Proprietăți Nylon umplut cu sticlă
Nailonul umplut cu sticlă sub formă de turnare prin injecție este preferat datorită proprietăților mecanice și termice bune pe care le are, care îl califică pentru a rezista naturii solicitante a aplicațiilor. Adăugarea nylonului cu fibre de sticlă crește rezistența, rigiditatea și stabilitatea dimensională a materialului. Iată care sunt principalele proprietăți:
Rezistență ridicată la tracțiune
Paharele care conțin nailon sunt rezistente la forțe mari de tracțiune și întindere. Acest lucru face ca turnarea prin injecție a nailonului umplut cu sticlă să fie adecvată pentru componente structurale în aplicații auto și industriale.
Rezistență excelentă la căldură
Fibrele de sticlă sporesc stabilitatea termică, astfel încât piesele să poată fi rezistente la temperaturi ridicate. Acest lucru este crucial pentru elementele care sunt expuse la căldura motorului sau a echipamentelor electronice.
Stabilitatea dimensională
Fibrele de sticlă minimizează contracția și deformarea în timpul răcirii. Procesul de turnare prin injecție a nailonului umplut cu sticlă creează piese care nu își pierd forma și măsurători precise chiar și în cazul modelelor complexe.
Rigiditate îmbunătățită
Nailonul umplut cu sticlă este mai rigid decât nailonul normal și nu este susceptibil să se îndoaie sub presiune. Acest lucru se potrivește cu angrenajele, suporturile și carcasele mecanice.
Moda și rezistența la frecare
Fibrele de sticlă cresc, de asemenea, rezistența la abraziune, reducând astfel uzura pieselor mobile. Durata de viață a componentelor este prelungită prin utilizarea turnării prin injecție a nailonului umplut cu sticlă, care este aplicabilă în special în medii cu frecare ridicată.
Greutate redusă
Deși este puternic, nailonul umplut cu sticlă este semnificativ mai ușor decât produsele metalice, prin urmare este utilizat în componente auto, aerospațiale și produse electronice, unde reducerea greutății este importantă.
Rezistență chimică
Nylon-ul este umplut cu sticlă și poate rezista uleiurilor, combustibililor și majorității substanțelor chimice, fiind astfel adecvat în medii dificile. Acest lucru va garanta durabilitatea în industrie sau în piesele auto.
Tipuri de nailon umplut cu sticlă
Nailonul umplut cu sticlă are mai multe tipuri, fiecare destinat a fi utilizat într-un mod special în turnarea prin injecție a nailonului umplut cu sticlă și a nailonului umplut cu sticlă turnat prin injecție.

PA6 cu umplutură de sticlă
Nylon 6 (PA6) care este întărit cu fibre de sticlă este puternic și rigid cu rezistență la uzură. Acesta este aplicat în principal în piese industriale și auto.
PA66 cu umplutură de sticlă
PA66 (Nylon 66) este mai rezistent la căldură și are proprietăți mecanice ușor mai bune decât PA6. Acesta va fi perfect în aplicații la temperaturi ridicate, cum ar fi componentele motorului sau carcasele electrice.
Amestecuri PA6/PA66 cu umplutură de sticlă
Amestecurile combină duritatea PA6 și rezistența la căldură a PA6,6, ceea ce oferă un echilibru între rezistență, rigiditate și stabilitate dimensională.
Grade specializate
Nilonurile umplute cu sticlă conțin uneori lubrifianți, materiale rezistente la flacără sau stabilizatori UV pentru a fi utilizate în electronice, piese pentru exterior sau echipamente de siguranță.
Utilizări de turnare prin injecție din nailon umplut cu sticlă
Turnarea prin injecție a nailonului umplut cu sticlă găsește o mulțime de aplicații într-o gamă largă de industrii datorită rezistenței, rezistenței la căldură și preciziei sale. Exemple de utilizări comune ale acestuia sunt:

Automobile
- Angrenaje și bucșe
- Suporturi și carcase
- Cleme și elemente de fixare
Electronică
- Conectori electrici
- Carcase pentru întrerupătoare
- Componente izolante
Utilaje industriale
- Piese rezistente la uzură
- Părți funcționale ale mașinilor.
Produse de larg consum
- Componente ale aparatelor
- Echipament sportiv
- Carcase durabile
Aplicarea nailonului umplut cu sticlă în turnarea prin injecție în aceste aplicații va garanta o muncă bună și fiabilă chiar și în condiții dificile.
Liniile directoare privind proiectarea turnării prin injecție a nailonului umplut cu sticlă
Componentele destinate a fi utilizate într-o turnare prin injecție de nailon umplut cu sticlă trebuie să fie proiectate cu multă atenție pentru a se asigura că componentele sunt cât mai puternice posibil, precise și în același timp durabile.

Grosimea peretelui
- Să aibă o grosime similară a peretelui pentru a evita scufundarea și deformarea.
- Majoritatea pieselor din nailon umplut cu sticlă ar trebui să fie recomandate cu o grosime de 2-5 m, în funcție de cerința de încărcare.
Secțiunile foarte fine trebuie evitate, deoarece pot duce la slăbirea structurii fibrelor, iar secțiunile groase trebuie evitate, deoarece pot duce la răcire neuniformă și la tensiuni interne.
Radii de colț
- Colțurile ascuțite ar trebui înlocuite cu cele rotunjite.
- Concentrarea tensiunilor este minimizată cu o rază cuprinsă între 0,5 și 1,5 ori grosimea peretelui.
- Nailonul umplut cu sticlă de turnare prin injecție are margini ascuțite care pot provoca ruperi sau fisuri ale fibrelor.
Design cu nervuri
- Nervurile nu adaugă material și fac produsul mai rigid.
- Întreținerea nervurilor 50 până la 60% ale peretelui adiacent.
- Înălțimea nervurilor nu trebuie să fie mai mare de 3 ori grosimea peretelui; în caz contrar, vor apărea urme de scufundare și deformare.
Designul corect al nervurilor sporește rezistența și stabilitatea dimensională în turnarea prin injecție a nailonului umplut cu sticlă.
Boss Design
- Atașamentele cu șuruburi sunt realizate cu șaibe.
- Aveți un raport de grosime 1:1 al peretelui și al filetelor de pe fund.
Trebuie evitate proeminențele lungi și subțiri, deoarece acestea se pot deforma în timpul coacerii prin turnare prin injecție cu nailon umplut cu sticlă.
Unghiuri de proiectare
- Nu lăsați niciodată un unghi de tragere, astfel încât acestea să poată fi ușor ejectate din matriță.
- Pereții verticali trebuie să aibă un tiraj minim de 1-2 grade pe fiecare parte.
Zgârieturile, deformarea sau smulgerea fibrelor în timpul demontării pot fi evitate în procesul de redactare adecvată.
Orientarea flexibilității fibrelor.
- Fibrele de sticlă din nailon umplut cu sticlă de turnare prin injecție sunt astfel orientate încât să se deplaseze în jos în direcția fluxului atunci când se injectează.
- Obțineți detalii de proiectare astfel încât căile de tensiune să fie paralele și normale la fibră pentru a obține rezistența maximă.
Trebuie evitate caracteristicile care conduc la aglomerarea sau dezalinierea fibrelor, deoarece acestea pot duce la scăderea performanțelor mecanice.
Retracție și deformare
De asemenea, nailonul umplut cu sticlă se contractă mai puțin în comparație cu nailonul fără umplutură, însă grosimea inegală a peretelui poate duce la deformare.
Grosimea variabilă a pereților, nervurile și canalele de răcire inadecvate trebuie utilizate pentru a asigura o variație dimensională minimă.
Finisaj de suprafață
- Acest lucru poate face ca suprafața să fie un pic mai aspră din cauza prezenței fibrelor de sticlă.
- Aplicați matrițe lustruite sau post-procesare în cazul în care un finisaj neted este foarte important.
- Nu lustruiți prea mult, pentru a nu dezorienta fibrele în turnarea prin injecție a nailonului umplut cu sticlă.
Complicații și remedii populare
Deși nailonul umplut cu sticlă turnat prin injecție este eficient, acesta prezintă unele provocări:
- Ruptura fibrelor: se întâmplă atunci când forfecarea este excesivă în amestecare.
- Remediu: Reglați timpul de amestecare și viteza șuruburilor de soluție.
- Distorsiunea pieselor: piesele pot fi deformate din cauza răcirii neuniforme.
- Remediu: Reglarea fină a temperaturii matriței și a designului matriței.
- Rugozitatea suprafețelor: fibrele pot oferi finisaje neuniforme.
- Soluție: Șlefuirea matrițelor și a proceselor.
- Aportul de apă: nailonul este un absorbant de apă, iar acest lucru influențează calitatea.
- Soluție: Înainte de turnare, materialele trebuie să fie preuscate.
Producătorii ar fi capabili să exploateze la maximum nailonul umplut cu sticlă prin abordarea acestor probleme.
Considerații privind mediul și costurile
În anumite cazuri, în care se utilizează metale, turnarea prin injecție a nailonului umplut cu sticlă este mai ecologică:
- Mai puțină energie consumată: materialele mai ușoare vor minimiza consumul de energie în procesul de producție.
- Mai puține deșeuri de materiale: deșeurile sunt reduse la minimum prin modelarea precisă.
- Durata de viață extinsă a produsului: piesele durabile necesită mai puține înlocuiri, deci un impact redus asupra mediului.
Există, de asemenea, avantajul de a reduce costurile prin creșterea vitezei și reducerea deșeurilor, ceea ce înseamnă că turnarea prin injecție a nailonului umplut cu sticlă va fi o alegere favorabilă în producția pe scară largă.
Cele mai bune practici ale producătorilor
Cele mai bune practici pentru utilizarea cu succes a turnării prin injecție a nailonului umplut cu sticlă includ:
- Ștergeți materialele preuscate pentru a evita defectele legate de umiditate.
- Distribuția uniformă a fibrelor Utilizați un design adecvat al șuruburilor.
- Maximizați temperatura matrițelor și rata de injecție.
- Verificați răcirea monitorului pentru a vă asigura că nu există deformări.
- Trebuie utilizate suprafețe din matrițe de înaltă calitate.
Prin respectarea acestor practici se vor obține piese de înaltă calitate și consecvente, cu performanțe excelente.
Tendințe viitoare
Aplicația de turnare prin injecție a nailonului umplut cu sticlă este în creștere din cauza:
- Nevoie mai mare de piese ușoare pentru automobile.
- Electronicele de consum sunt de înaltă performanță. Componente rezistente la căldură care sunt utilizate în automatizarea industrială.
Este încă în curs de cercetare pentru a putea alinia mai bine fibrele, a reduce durata ciclului și a crește timpul în care acest material poate fi reciclat, astfel încât să poată fi și mai benefic în viitor.
Despre Sincere Tech
Website: https://plas.co
Sincere Tech este o firmă de renume care oferă servicii de turnare prin injecție a plasticului. Suntem specializați în turnarea prin injecție a nailonului umplut cu sticlă.
Ce facem
Piesele noastre puternice și precise sunt utilizate în aplicații auto, electronice și industriale. Fiecare element este inspectat pentru a respecta standardele de înaltă calitate.
De ce să ne alegeți
- Producem piese durabile și de înaltă calitate.
- Personalul nostru este înalt calificat și profesionist.
- Oferim soluții rentabile și rapide.
- Am acordat atenție satisfacției clienților.
La Sincere Tech, vom oferi produse de calitate care vă satisfac.
Concluzie
Nylon umplut cu sticlă turnare prin injecție și turnare prin injecție file de sticlăd turnarea prin injecție a nailonului sunt procese cruciale în producția actuală. Acestea sunt puternice, rezistente la căldură, stabile dimensional și rentabile. Într-un automobil, într-o mașină electronică sau industrială, nailonul umplut cu sticlă poate fi utilizat pentru a asigura componente de înaltă performanță, durabile și fiabile. Producătorii au reușit să ofere rezultate de înaltă calitate și consecvente prin utilizarea celor mai bune practici, proiectare și controlul proceselor. Turnarea prin injecție a nailonului umplut cu sticlă a fost una dintre cele mai viabile și eficiente soluții pentru industrie în ceea ce privește rezistența, greutatea redusă și costul scăzut.