The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
Che cos'è il sovrastampaggio?
Nel sovrastampaggio, un componente viene creato utilizzando due o più materiali diversi. In genere si modella una base di substrato. Viene poi rosato con un materiale secondario stampato sopra o intorno ad esso. Ciò consente ai produttori di miscelare materiali con proprietà diverse, ad esempio rigidità e flessibilità.
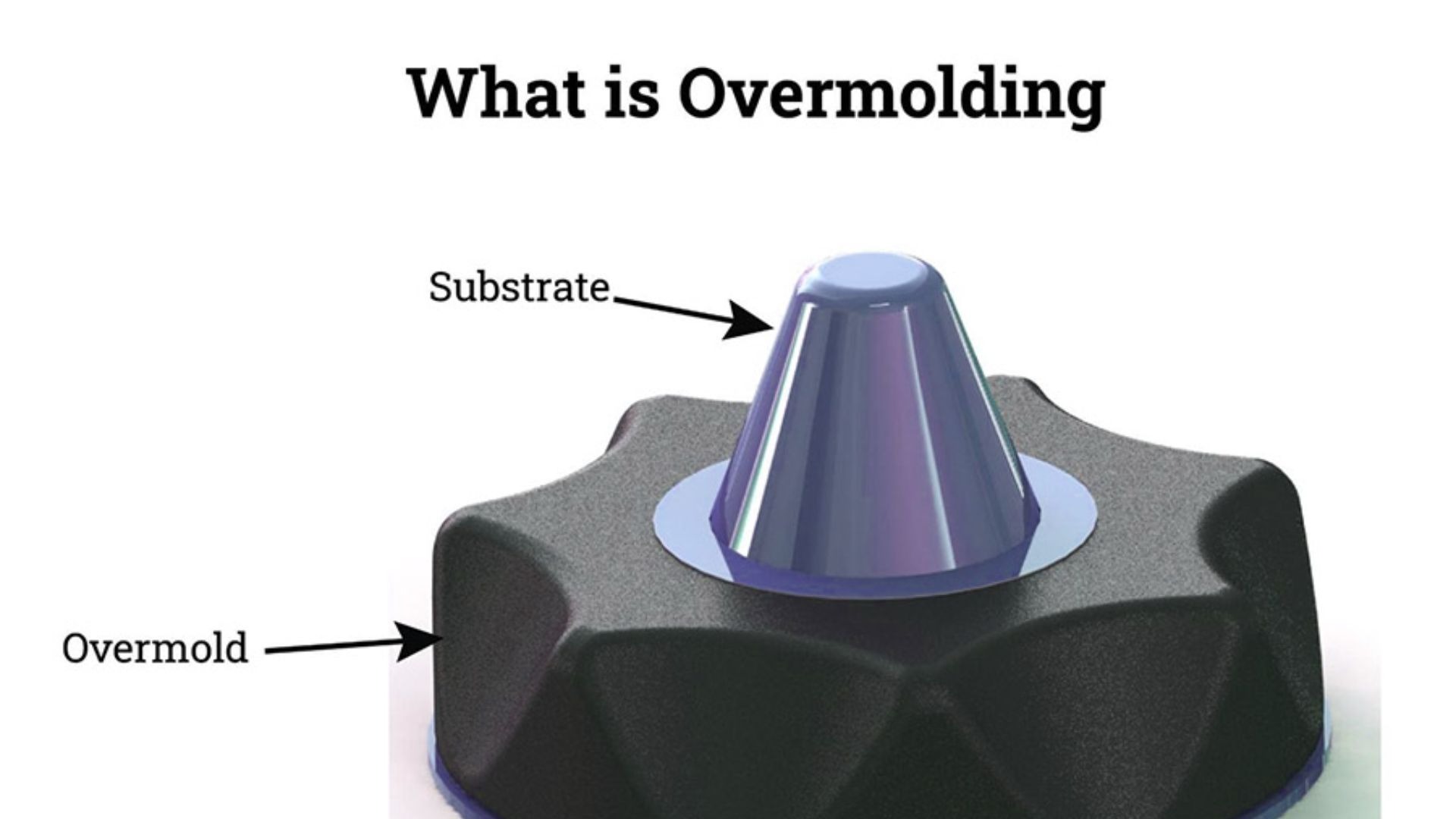
I prodotti soft-touch sono tipicamente sovrastampati, come le impugnature di utensili, spazzolini da denti o altri oggetti elettronici. Aumentano la bellezza, il comfort e la funzionalità.
Il sovrastampaggio presenta alcuni svantaggi principali, tra cui:
- Più ergonomico, comodo per l'utente.
- Maggiore durata dei prodotti.
- Maggiore flessibilità nella progettazione.
Che cos'è lo stampaggio a inserti?
Stampaggio a inserto: È un processo in cui un componente preformato viene inserito in uno stampo e la plastica viene iniettata nel pezzo. L'inserto può essere di metallo, plastica o altro materiale. Il prodotto finito ha lo stampo personalizzato dell'inserto.
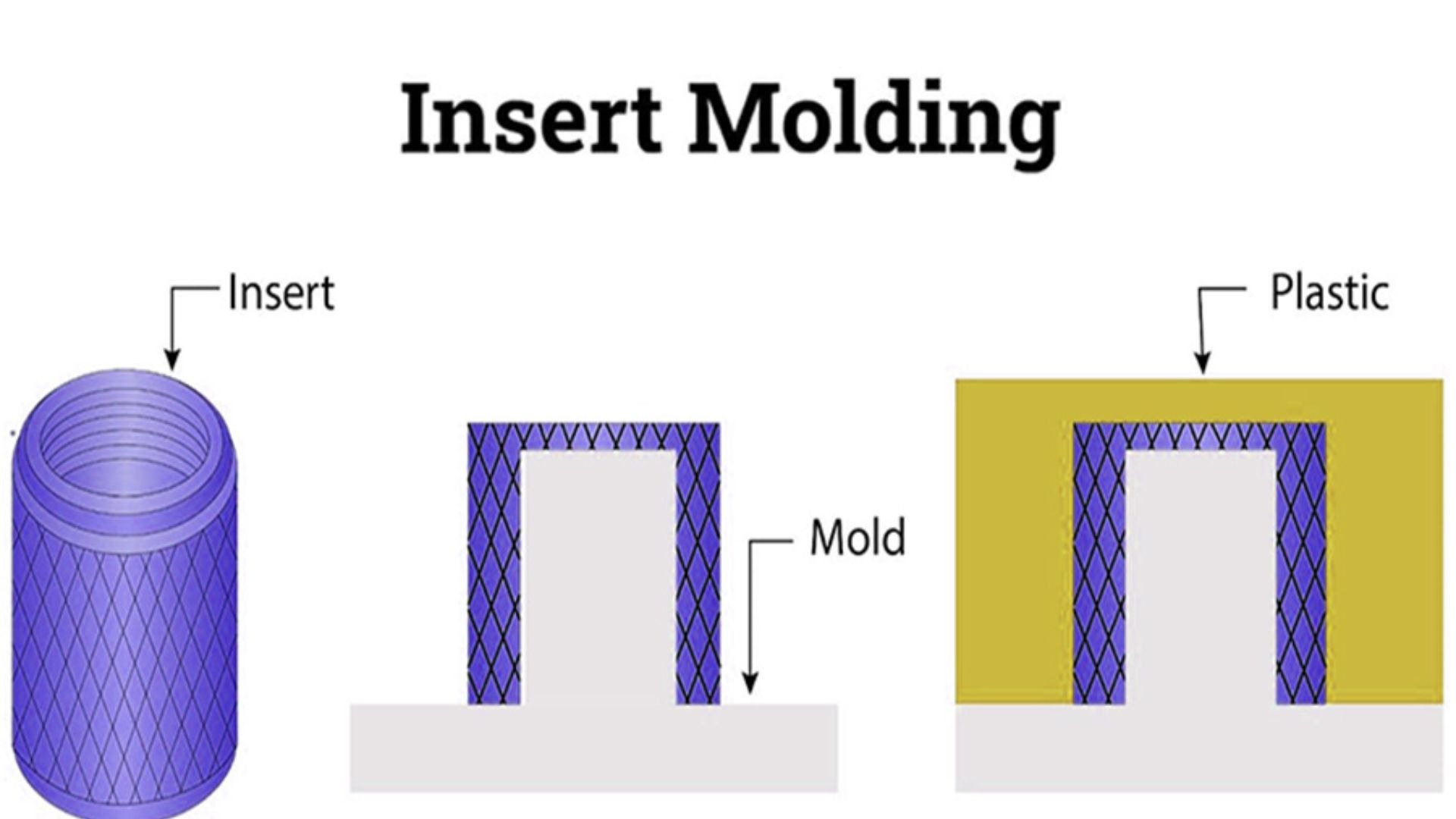
Lo stampaggio a inserto è uno stampaggio largamente utilizzato nei settori in cui sono richiesti elevati legami meccanici. Connettori elettrici, parti di automobili e componenti di ferramenta sono alcuni degli elementi che tendono a fare affidamento su questa tecnica.
I vantaggi dello stampaggio a inserti sono:
- Forte legame meccanico
- Riduzione dei tempi di assemblaggio
- La capacità di unire materiali diversi.
Alcuni esempi di sovrastampaggio e stampaggio a inserti
Si tratta del sovrastampaggio e dello stampaggio a inserti, che trovano ampia applicazione nel processo di produzione, anche se vengono utilizzati in applicazioni diverse a seconda delle peculiarità dei prodotti. La comprensione delle loro applicazioni aiuterebbe i produttori a scegliere il processo giusto.
Applicazioni Il sovrastampaggio è stato applicato come segue
Il sovrastampaggio è appropriato per i prodotti che devono essere comodi, belli o aderenti. Si tratta di una combinazione di materiali morbidi e duri che viene utilizzata in un unico pezzo funzionale. Gli usi più comuni sono:
- Impugnature per utensili: Le impugnature sono più ergonomiche e realizzate in plastica iper-indurita.
- Elettronica di consumo: Pulsanti morbidi su oggetti come il telecomando e le cuffie.
- Dispositivi medici, Apparecchiature mediche: Sicurezza e comfort. Le siringhe o i dispositivi chirurgici hanno superfici gommate.
- Parti di ricambio per auto: Guarnizioni in gomma sulle parti in plastica per ridurre il rumore e migliorare la durata.
Le seguenti applicazioni sono state realizzate nell'ambito dell'Insert Molding
Il motivo per cui si ricorre allo stampaggio a inserto è che il prodotto richiede un'elevata resistenza meccanica o è una combinazione di materiali diversi in un'unica unità. Viene applicato in applicazioni comuni come:
- Connettori elettrici: PT consiste in forme contenenti inserti metallici da inserire nei corpi in plastica.
- Parti automobilistiche: Parti del motore o staffe, per le quali devono essere realizzati inserti metallici per rinforzare la plastica.
- Soluzioni hardware: Viti o elementi metallici inclusi nei pezzi di plastica per facilitarne l'assemblaggio.
- Attrezzature industriali: Pezzi di macchina che includono sia inserti metallici che plastiche stampate da utilizzare in parti ad alta sollecitazione.
La scelta del singolo tra i due processi dipende dall'obiettivo del prodotto. Il prodotto deve essere sovrastampato in caso di comfort eccessivo, presa o superficie morbida al tatto. Nel caso in cui i problemi di resistenza, durata e stabilità meccanica siano di primaria importanza, allora si applica lo stampaggio a inserto.
Il concetto di queste applicazioni aiuterà a raggiungere i vantaggi del cosiddetto sovrastampaggio e dello stampaggio a inserti nella produzione moderna.
Differenze significative tra sovrastampaggio e stampaggio con inserto
Sebbene i due metodi implichino l'uso di materiali, vi sono differenze sostanziali. Ecco un confronto dettagliato:
| Caratteristica | Sovrastampaggio | Stampaggio a inserti |
| Processo | Stampo di un materiale secondario su un substrato di base | Inietta plastica intorno a un inserto preformato |
| I materiali | Spesso combina plastiche morbide e dure | Può combinare la plastica con il metallo, la plastica o altri componenti. |
| Applicazioni | Impugnature, maniglie, elettronica di consumo | Connettori elettrici, automotive, hardware |
| Complessità | Leggermente meno complesso | Richiede un posizionamento preciso degli inserti |
| La forza | Attenzione al comfort e all'estetica | Attenzione alla resistenza meccanica e alla durata |
Questo è un confronto che si deve fare quando si sceglie un'opzione tra lo stampo a inserti e l'overmold. L'overmolding è ottimizzato per l'esperienza dell'utente, mentre lo stampaggio a inserto è ottimizzato per l'integrità strutturale.
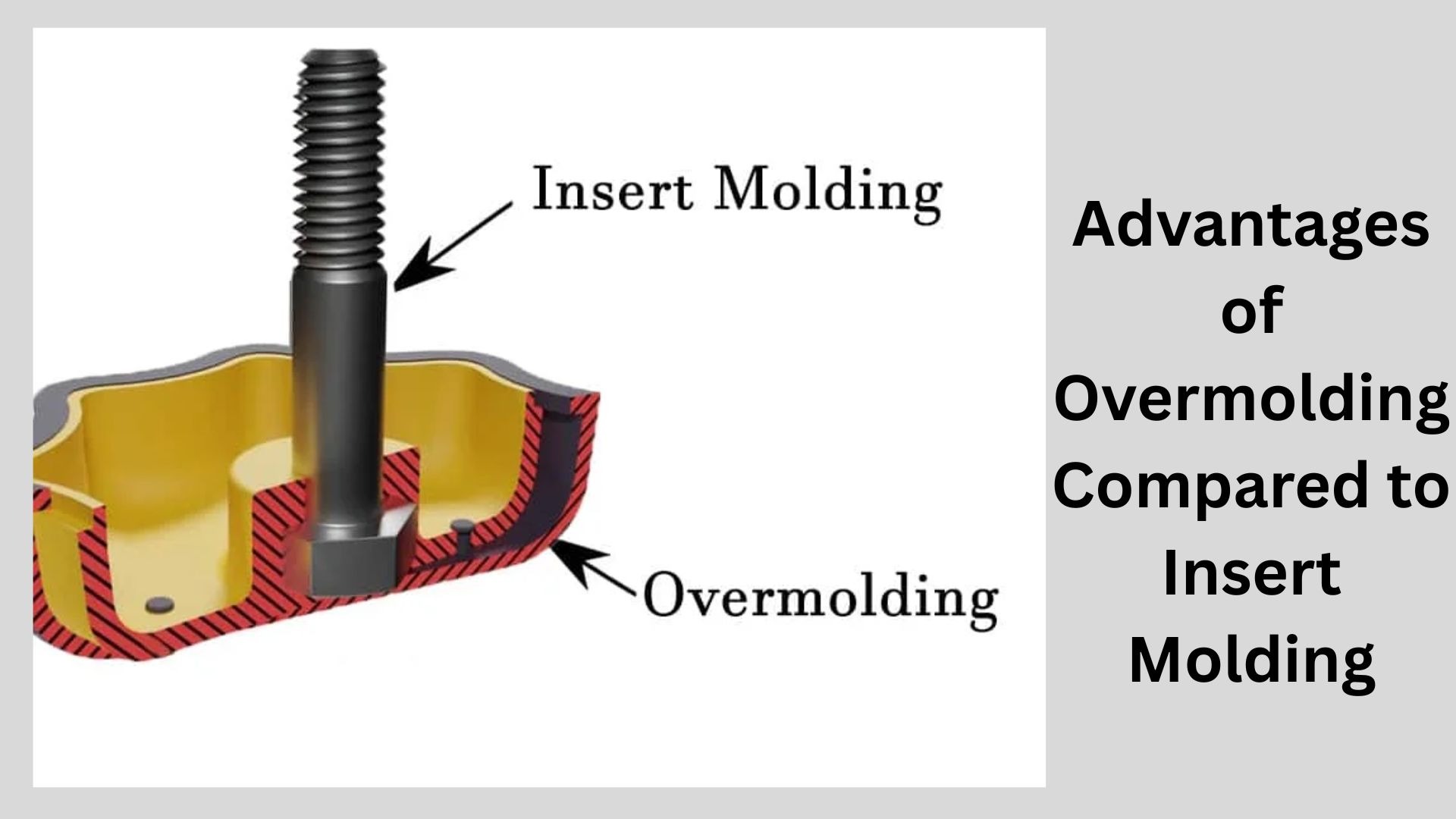
Vantaggi del sovrastampaggio rispetto allo stampaggio a inserto
Quando si fa un confronto tra sovrastampaggio e stampo a inserti, è necessario conoscere i vantaggi che ciascun processo apporta. Entrambi i processi sono vantaggiosi sotto molti punti di vista; tuttavia, entrambi i processi consentono di combinare i materiali.
Vantaggi del sovrastampaggio
- Maggiore ergonomia: Impugnature comode e maniglie di superfici dure sono morbide.
- Estetica migliore: Il sovrastampaggio significa che i colori e le texture possono essere mescolati in modo da apparire di alta qualità.
- Assemblaggio più rapido: L'assemblaggio simultaneo di più pezzi consente di risparmiare tempo.
- Flessibilità di progettazione: La funzionalità e gli effetti visivi possono essere ottenuti utilizzando una varietà di materiali.
- Maggiore usabilità: Funziona meglio quando il prodotto richiede un tocco morbido, ad esempio spazzolini da denti, utensili ed elettronica.
Vantaggi dello stampaggio a inserto
- Incollaggio meccanico vigoroso: Inserti come metalli e plastica dura sono integrati in modo permanente nel prodotto di stampaggio.
- Durata: Le parti possono essere sollecitate e sottoposte a carichi meccanici immensi fino al punto di rottura.
- Meno montaggio: Gli inserti sono stampati, eliminando così la necessità di assemblaggio in post-produzione.
- Permette di realizzare modelli complessi: Progetti ideali: Quando nel prodotto sono richiesti diversi materiali strutturalmente validi.
- Precisione e affidabilità: Le sue applicazioni migliori sono nell'industria, nell'elettronica e nei componenti per veicoli.
La consapevolezza di questi vantaggi guiderà i produttori nel prendere decisioni, come quella di scegliere la migliore tra le due alternative: lo stampaggio a inserti e il sovrastampaggio. L'overmolding è il migliore nel caso in cui il comfort, il design e l'estetica siano gli aspetti in questione. Lo stampaggio a inserto è migliore se la resistenza, la durata e le prestazioni meccaniche sono fondamentali.
Concludendo che il processo può essere sia sovrastampato che inserito, le aziende possono scegliere quello appropriato per ridurre i costi, risparmiare tempo e aumentare la qualità dei prodotti.
Considerazioni sulla progettazione
La decisione di optare per lo stampaggio a inserti o per il sovrastampaggio dipende in larga misura dalla progettazione. La pianificazione della qualità garantisce inoltre una produzione di qualità, una riduzione degli errori e l'utilizzo dei massimi vantaggi di qualsiasi processo.
Compatibilità dei materiali
Quando si utilizza il sovrastampaggio, è necessario selezionare materiali che si leghino tra loro. Un abbinamento errato dei materiali può causare delaminazione o vulnerabilità. Allo stesso modo, durante il processo di stampaggio di inserti, è importante assicurarsi che la pressione e la temperatura rientrino nell'intervallo del materiale dell'inserto in fase di stampaggio. Si tratta di una procedura molto significativa nel confronto tra sovrastampaggio e stampaggio di inserti.
Spessore e copertura dello strato
Nel sovrastampaggio, la base deve avere uno spessore adeguato e il materiale di sovrastampaggio deve essere utilizzato per garantire che non si deformi e che sia resistente. Nello stampaggio di inserti, l'intero inserto deve essere circondato dallo stampo, in modo da conferirgli resistenza meccanica e un buon legame. Lo spessore degli strati corretti è utile per la buona riuscita del progetto di stampo a inserto rispetto a quello di sovrastampaggio.
Progettazione di stampi
Uno stampo è stato creato in modo tale da facilitare l'estrazione dei pezzi e da evitare le sollecitazioni sui materiali. Quando esiste la possibilità di sovrastampaggio, lo stampo deve essere di tipo tale da poter accogliere più di un materiale con proprietà di scorrimento diverse. Nello stampaggio a inserti, gli stampi devono essere riempiti in modo tale che gli inserti non scivolino fuori dalla loro sede, in quanto manterranno una forte presa; in caso contrario, il processo di stampaggio non avrà successo in termini di successo nel sovrastampaggio rispetto allo stampo a inserti.
Estetica e finitura superficiale
Il sovrastampaggio si concentra in genere sull'aspetto e sul tatto. I progettisti devono considerare la consistenza, il colore e la qualità della superficie. Nel caso dello stampaggio a inserto, il fattore estetico segue la resistenza, anche se è prevista una finitura adeguata per garantire che il prodotto finale sia in grado di soddisfare gli standard di qualità.
Requisiti di espansione termica
Il tasso di espansione dei diversi materiali è diverso. Sia nel sovrastampaggio che nello stampaggio di inserti, la mancata considerazione dell'espansione termica può portare a crepe, disallineamenti o scarsa adesione. Questi sono punti chiave che devono essere presi in considerazione quando si affronta il problema dello stampaggio a inserti rispetto al sovrastampaggio.
Costi e tempi di produzione
La morale della storia che si può imparare per produrre nel miglior modo possibile è la comprensione dei costi e dei tempi di produzione dei processi di sovrastampaggio e stampaggio a inserti. Entrambi i metodi hanno i loro problemi che incidono sui prezzi complessivi e sulla velocità.

Costi iniziali dello stampo
Il sovrastampaggio può richiedere stampi più complessi per accogliere i numerosi materiali. Ciò può aumentare i costi di avviamento degli stampi. Questo investimento, tuttavia, può essere ripagato con una riduzione dei requisiti futuri durante l'assemblaggio.
Il costo dello stampaggio degli inserti è anche superiore al costo dello stampo, perché necessita di un sistema di bloccaggio per gli inserti. La progettazione dello stampo è importante per evitare difetti durante la produzione. Per quanto riguarda il confronto tra le due possibilità di stampo a inserti e sovrastampaggio, il primo investimento nello stampo è spesso equivalente, ma si basa sulla complessità del pezzo.
Costi del materiale e della manodopera
Il sovrastampaggio consente anche di risparmiare sui costi di manodopera, perché può essere effettuato quando i pezzi sono combinati in un unico processo. Inoltre, consente di utilizzare un volume minore di materiali morbidi come impugnature e rivestimenti e di risparmiare risorse.
Stampaggio di inserti. Gli inserti possono essere lavorati prima di essere stampati. Tuttavia, quando è automatizzato, riduce i costi di assemblaggio post-produzione, con conseguente riduzione dei costi di manodopera a lungo termine. Questo è uno dei fattori chiave della decisione di fare/sovrastampare e inserire lo stampaggio.
Velocità di produzione
In caso di sovrastampaggio, il materiale può essere iniettato più di una volta, con un conseguente ciclo più lungo, ma può essere applicato per rimuovere la post-lavorazione e l'assemblaggio.
La rapidità dello stampaggio degli inserti può essere ottenuta semplificando il processo di posizionamento degli inserti, soprattutto con le linee automatizzate. Ciò consente di ottenere un vantaggio nell'utilizzo in grandi volumi, dove l'efficienza è fondamentale.
Efficienza dei costi
Il relativo processo può far risparmiare nel lungo periodo. Il sovrastampaggio riduce l'assemblaggio e quindi il costo della manodopera. L'uso dello stampaggio a inserti rende i pezzi più resistenti e il rischio di guasti è minimo. Misurando questi fattori, i produttori potranno decidere quale utilizzare: overmold vs insert mold o insert molding vs overmolding.
Errori comuni da evitare
Con il sovrastampaggio e lo stampaggio a inserti, alcuni errori possono compromettere la qualità del prodotto e aumentare i costi di produzione. La consapevolezza di queste trappole è uno dei modi per garantire il successo della produzione.
Scelta dei materiali incompatibili
L'uso di materiali che non si legano bene tra loro è uno degli errori più comuni commessi nel sovrastampaggio. Nel caso dello stampaggio a inserti, le crepe o le parti si rompono quando gli inserti utilizzati non sono resistenti alla pressione di stampaggio. Quando si decide se utilizzare uno stampo a inserti o un sovrastampo, si verifica sempre la compatibilità dei materiali.
Disallineamento degli inserti
Quando si tratta di un processo di stampaggio a inserti, la posizione errata degli inserti può portare al loro spostamento durante l'iniezione, causando difetti o aree deboli. Il disallineamento riduce la resistenza meccanica e aumenta i tassi di scarto. Il posizionamento è un parametro molto significativo quando si tratta di confrontare i processi di stampaggio sopra mesi e di stampaggio con inserti.
Ignorare l'espansione termica
La percentuale di crescita dei vari materiali in base al calore varia. Ignorare questo aspetto potrebbe portare a deformazioni, crepe o separazioni nei pezzi sovrastampati e in quelli stampati con inserti. Nota: espansione termica: Quando si intraprende un progetto, bisogna sempre tenerne conto, soprattutto quando si tratta di un progetto di stampaggio a inserti o di sovrastampaggio.
Scarsa progettazione dello stampo
Il flusso del materiale potrebbe essere irregolare e le parti non coperte o rimosse sulla base di uno stampo mal disegnato. Può influire sull'estetica nel caso del sovrastampaggio; può ridurre la resistenza meccanica nel caso dello stampaggio a inserto. Lo stampo deve essere progettato in modo corretto per ottenere la massima sovrastampa rispetto allo stampaggio a inserto.
Saltare i controlli di qualità
Il processo di produzione può essere affrettato e non adeguatamente controllato, e i difetti verrebbero trascurati. I controlli di qualità vengono eseguiti regolarmente per garantire che tutti i pezzi siano robusti, durevoli e realizzati secondo gli standard. Si tratta di una delle attività chiave per un efficace sovrastampaggio e stampaggio di inserti.
Tendenze future
L'industria manifatturiera è dinamica. Sia il sovrastampaggio che lo stampaggio a inserti si stanno adattando a nuove tecnologie e materiali. L'anticipazione delle tendenze future aiuta l'azienda a essere competitiva e innovativa.

Materiali avanzati
Vengono sviluppati polimeri e compositi migliori, più resistenti, flessibili e tenaci. Sono i materiali che rendono più forte il sovrastampaggio e lo stampaggio a inserto, per cui i prodotti diventano più leggeri, più resistenti e più versatili. La nuova scienza dei materiali può essere utilizzata per migliorare le opportunità dello stampo a inserto rispetto al sovrastampaggio.
Automazione e robotica
Grazie all'automazione, la produzione di pezzi sovrastampati e stampati a inserti si sta evolvendo. Con la massima precisione, i robot possono inserire gli inserti, ridurre il numero di errori e abbreviare il processo di produzione. Questa tendenza rende la produzione nell'ambito del sovrastampaggio e dello stampaggio a inserti più efficace e meno laboriosa.
Integrazione con la stampa 3D
La stampa 3D viene combinata con il sovrastampaggio e lo stampaggio a inserti per avviare la prototipazione rapida e la produzione su piccola scala. Ciò consente ai progettisti di lavorare con forme complesse, di ridurre i tempi di consegna e di realizzare pezzi personalizzati, oltre ad aumentare la flessibilità dell'intero sistema in caso di stampaggio a inserti o sovrastampaggio.
Produzione sostenibile
La sostenibilità dei materiali e dei processi è ormai diffusa sia nel sovrastampaggio che nello stampaggio a inserti. Nelle attuali tendenze produttive di sovrastampaggio e stampaggio di inserti, le aziende utilizzano plastica biodegradabile e inserti riciclabili per ridurre l'impatto ambientale.
Produzione intelligente
L'Internet of Things (IoT) e i sensori utilizzati nella progettazione degli stampi offrono l'opportunità di monitorare la temperatura, la pressione e il flusso dei materiali in tempo reale. Ciò consente di evitare i difetti, ottimizzare la produzione e controllare la qualità nel sovrastampaggio e nello stampaggio a inserti.
Conclusione
La scelta tra sovrastampaggio e stampaggio a inserto dipende dall'intento del prodotto. Il sovrastampaggio è l'opzione da utilizzare nel caso in cui si necessiti di morbidezza, comfort o bellezza. Lo stampaggio a inserto è la scelta migliore quando la resistenza meccanica e la durata del prodotto sono importanti. Le informazioni sulla distinzione tra stampo a inserto e sovrastampaggio, tra sovrastampaggio e stampo a inserto, sulla distinzione tra sovrastampaggio e stampo a inserto e sulle necessità di progettazione dello stampaggio a inserto e del sovrastampaggio possono aiutare un produttore a prendere una decisione corretta.
Infine, c'è il problema del sovrastampaggio rispetto allo stampaggio a inserti, che può essere definito semplicemente come la perfetta corrispondenza del processo con i requisiti del prodotto. Con il giusto approccio, si risparmierà tempo, si ridurranno i costi e si realizzeranno prodotti funzionali e di alta qualità, conformi agli standard del settore.