The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
オーバーモールディングとは?
オーバーモールディングでは、2つ以上の異なる材料を用いて1つの部品を作る。基材は一般的に成形される。その後、その上または周囲に成形された二次材料でロー付けされる。これにより、製造業者は異なる特性、例えば剛性と柔軟性を持つ材料をブレンドすることができる。.
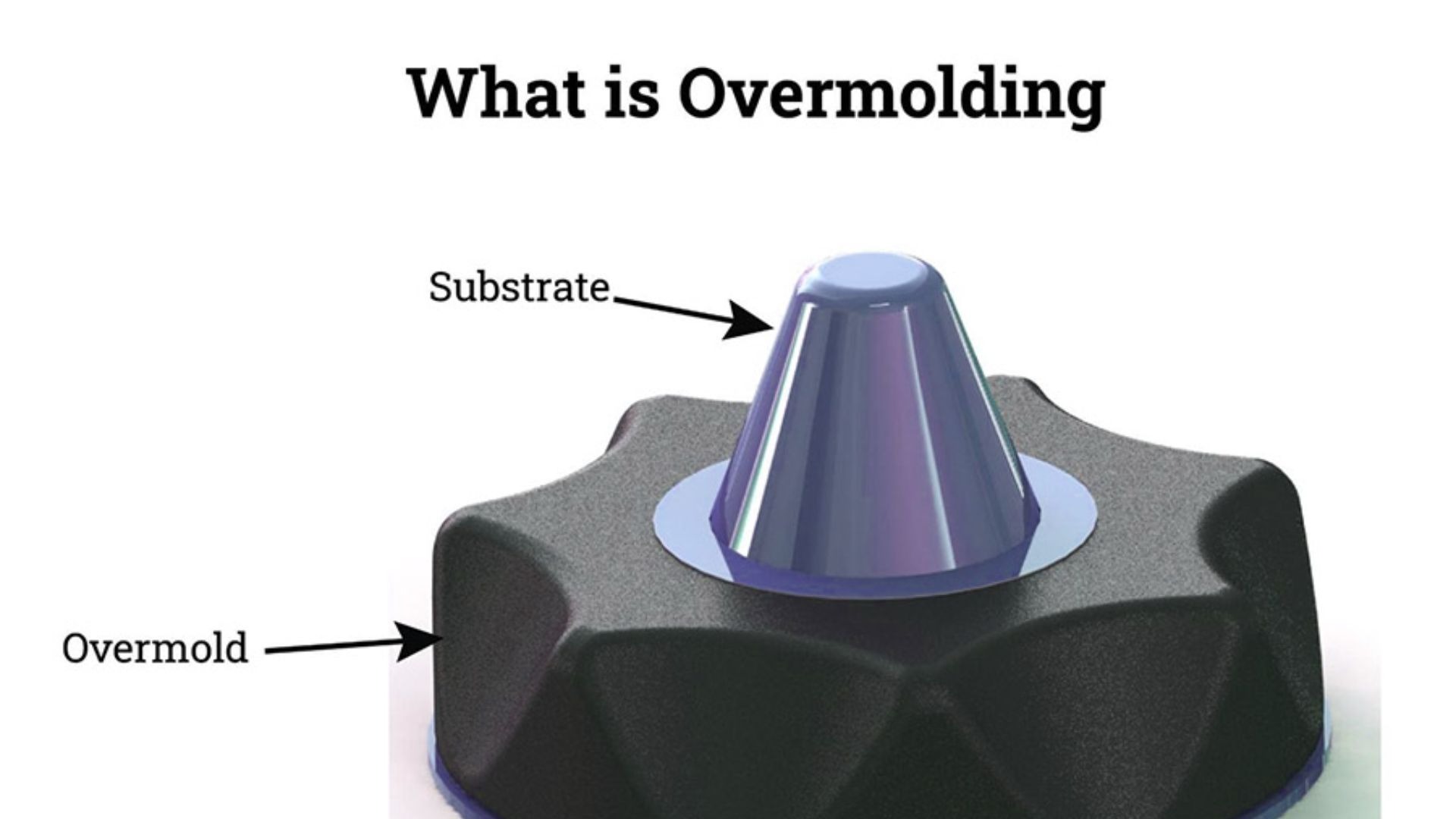
工具や歯ブラシ、その他の電子機器のグリップなど、ソフトタッチの製品は一般的にオーバーモールド加工されている。これにより、美しさ、快適さ、機能性が向上する。.
オーバーモールドには、以下のような主な欠点がある:
- 人間工学に基づき、より快適に。.
- 製品の寿命が長い。.
- より柔軟な設計。.
インサート成形とは?
インサート成形:これは、あらかじめ成形された部品を金型に挿入し、プラスチックを射出成形する工程である。インサートは、金属、プラスチック、または他の材料であることができます。完成品にはカスタムインサート成形が施されます。.
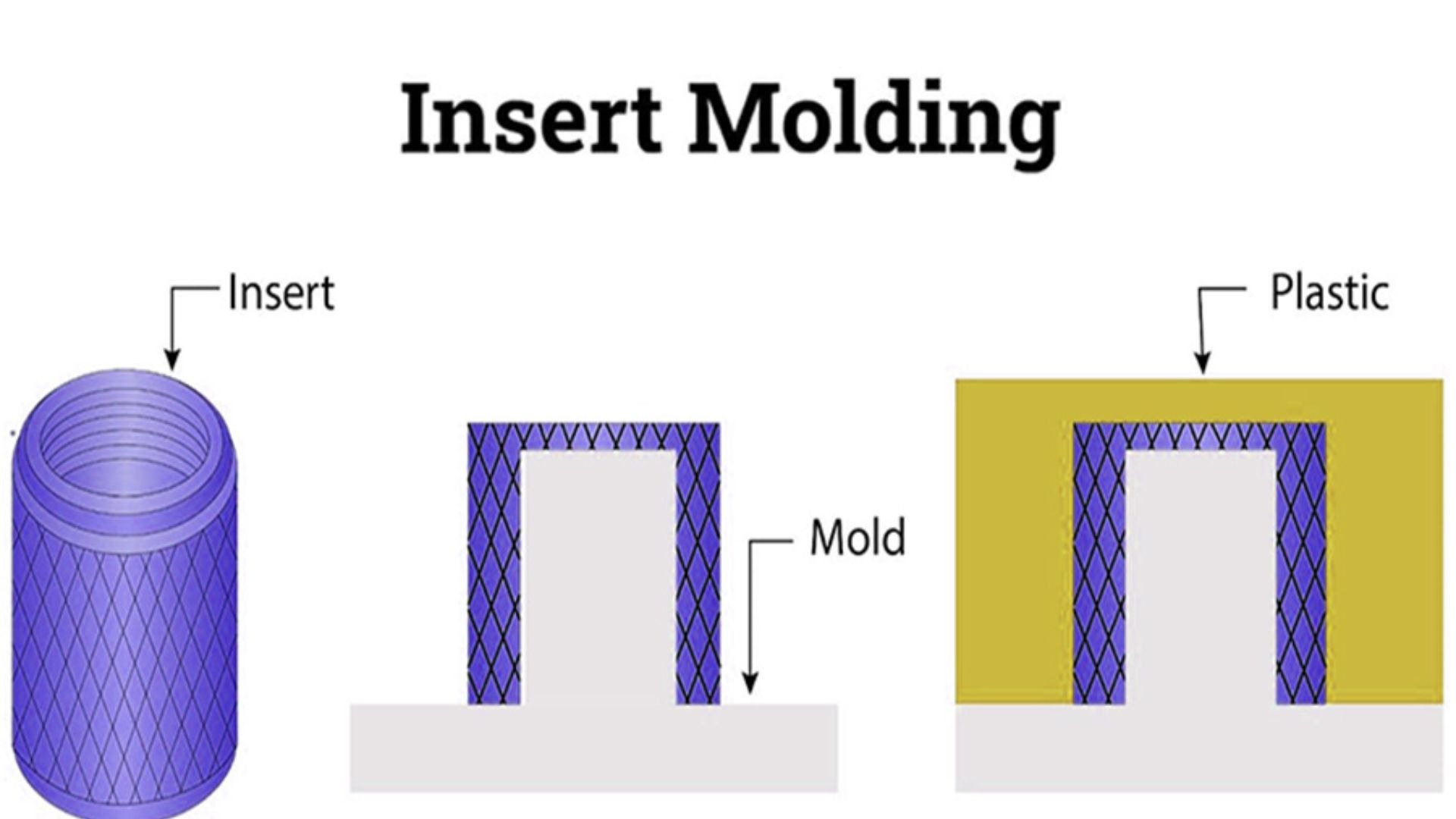
インサート成形は、高い機械的結合が要求される産業で主に使用される成形である。電気コネクター、自動車部品、ハードウェア部品などは、この技法に依存する傾向があるものの一部です。.
インサート成形の利点は
- 強力な機械的結合
- 組み立て時間の短縮
- 異なる素材を接合する能力。.
オーバーモールドとインサート成形の例
オーバーモールドやインサート成形は、製品の特性によって用途は異なるが、製造工程で幅広く使われている。これらの用途を理解することは、メーカーが適切な工程を選択するのに役立つだろう。.
用途 オーバーモールディングは以下のように適用されている。
オーバーモールディングは、快適さ、美しさ、グリップ性を必要とする製品に適している。これは、柔らかい素材と硬い素材の両方を組み合わせて一つの機能部品に利用するものです。一般的な用途は以下の通り:
- ツールグリップ: ハンドルは人間工学に基づき、強化プラスチック製。.
- 家電製品:リモコンやヘッドフォンなどのソフトなプッシュボタン。.
- 医療機器 安全性と快適性。注射器や手術器具の表面はゴムで覆われている。.
- 車の部品: 騒音を最小限に抑え、耐久性を向上させるために、プラスチック部品にゴム製のガスケットまたはシールを使用。.
インサート成形では次のような応用が行われている。
インサート成形を使用する根拠は、製品に高い機械的強度が必要であったり、異なる材料を組み合わせて1つのユニットにすることである。これは、次のような一般的な用途に適用されます:
- 電気コネクタ: PTは、プラスチックボディに挿入される金属インサートを含む形状で構成されている。.
- 自動車部品: プラスチックを強化するために金属を挿入するエンジン部品やブラケット。.
- ハードウェア・ソリューション: 組み立てを容易にするため、プラスチック製の部品にはネジや金属製の部品が含まれている。.
- 産業機器: 高応力部品に使用される金属インサートと成形プラスチックの両方を含む機械部品。.
この2つの工程のどちらを選択するかは、製品の目的によって決まる。快適性、グリップ性、ソフトタッチを重視する場合は、オーバーモールドを採用する。強度、耐久性、機械的安定性に問題がある場合は、インサート成形を行う。.
これらのアプリケーションのコンセプトは、いわゆるオーバーモールディングやインサート成形の利点を現代の生産で実現するのに役立つだろう。.
オーバーモールドとインサート成形の大きな違い
この2つの方法は素材の使用を意味するが、明確な違いがある。以下はその詳細な比較である:
| 特徴 | オーバーモールディング | インサート成形 |
| プロセス | ベース基材上に二次材料を成形する。 | あらかじめ形成されたインサートの周囲にプラスチックを注入する |
| 材料 | 多くの場合、軟質プラスチックと硬質プラスチックを組み合わせる | プラスチックを金属、プラスチック、その他の部品と組み合わせることができる |
| アプリケーション | グリップ、ハンドル、家電製品 | 電気コネクター、自動車、ハードウェア |
| 複雑さ | やや複雑 | インサートを正確に配置する必要がある |
| 強さ | 快適性と美しさを重視 | 機械的強度と耐久性を重視 |
これは、インサート成形とオーバーモールドのどちらかを選択する際に行わなければならない比較である。オーバーモールドはユーザーエクスペリエンスに最適化されており、インサート成形は構造的完全性にも最適化されている。.
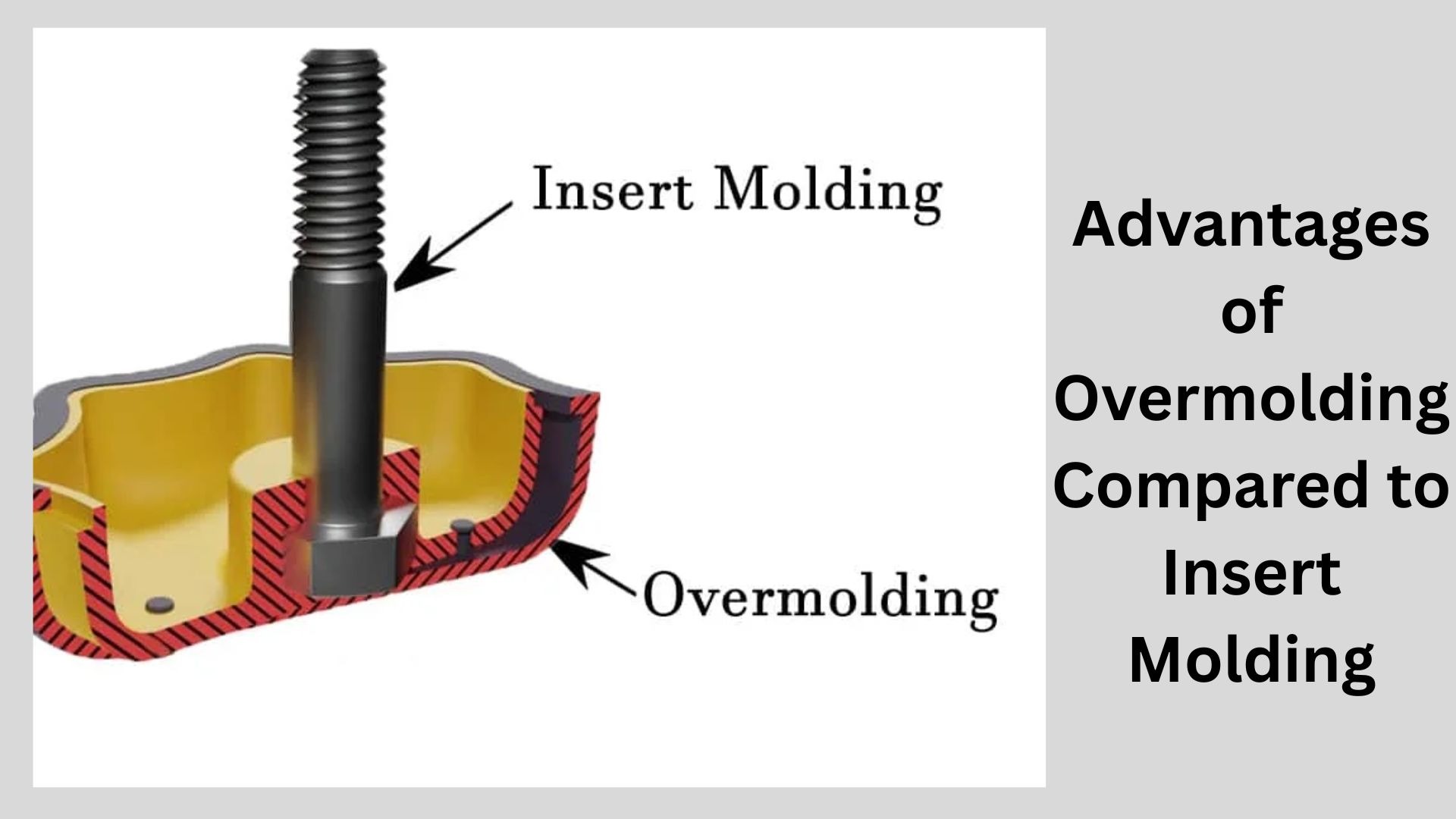
インサート成形と比較したオーバーモールド成形の利点
オーバーモールドとインサート金型を比較する場合、それぞれの工程がもたらす利点を知っておく必要がある。この2つは多くの点で優れているが、どちらのプロセスも材料の組み合わせを可能にする。.
オーバーモールドの利点
- 人間工学の向上: 快適なグリップと硬い表面のハンドルは柔らかい。.
- より良い美学: オーバーモールディングとは、色とテクスチャーを調和させ、高品質に見せることである。.
- より速い組み立て: 多くの部品を同時に組み立てることができ、時間の節約になる。.
- 設計の柔軟性: 機能性と視覚効果は、さまざまな素材を使って実現できるだろう。.
- ユーザビリティの向上: 歯ブラシ、工具、電子機器など、ソフトタッチが要求される製品に最適。.
インサート成形のメリットの実績
- 強力な機械的接着: 金属や硬質プラスチックのようなインサートは、成形品に永久的に組み込まれる。.
- 耐久性がある: 部品にはストレスがかかり、壊れるほど大きな機械的負荷がかかる。.
- 組み立てが少ない: インサートは成形されるため、製造後の組み立ては不要。.
- 複雑なパターンも可能: 理想的なデザイン:製品に構造的に健全であることが要求される材料が複数ある場合。.
- 精度と信頼性: その最良の用途は、工業用、電子機器、車両部品である。.
インサート成形とオーバーモールド成形という2つの選択肢のうち、どちらがベストなのか。快適性、デザイン、美観が問題となる場合は、オーバーモールドが最適である。強度、耐久性、機械的性能がより重要な場合は、インサート成形の方が優れている。.
オーバーモールド加工とインサート加工があり、企業は適切な方を選択することで、コストを削減し、時間を節約し、商品の品質を高めることができる。.
設計上の考慮事項
インサート成形かオーバーモールド成形かを決定する際には、設計に大きく依存する。また、品質計画により、高品質な生産、欠陥の削減、あらゆる工程の利点を最大限に活用することができます。.
素材適合性
オーバーモールドを使用する場合、互いに接着する材料を選択する必要がある。材料のマッチングを誤ると、層間剥離や脆弱性の原因となります。同様に、インサート成形の工程では、圧力と温度が成形中のインサート材料の範囲内であることを確認することが重要です。オーバーモールドとインサート成形の比較において、これは非常に重要な手順である。.
厚みとレイヤーカバレッジ
オーバーモールディングでは、ベースは適切な厚みにし、オーバーモールディングの材料は、反りがなく、耐久性のあるものを使用する。インサート成形では、インサート全体が金型によって包囲され、機械的強度と良好な結合が得られるようにする。適切な層の厚さは、インサート成形対オーバーモールド成形のプロジェクトを成功させるのに役立ちます。.
金型設計
金型は部品を取り出しやすく、材料にストレスがかからないように作られている。オーバーモールドの可能性がある場合、金型は流動特性の異なる複数の材料に対応できるタイプでなければならない。インサート成形の場合、インサートがしっかりと保持されるため、インサートがずれないように金型に充填されなければならない。そうでなければ、オーバーモールド対インサート成形の成功という点では、成形プロセスは成功しない。.
美観と表面仕上げ
オーバーモールドは通常、外観と手触りを重視します。デザイナーは、質感、色、表面の品質を考慮する必要があります。インサート成形の場合、最終製品が品質基準を満たすことができるように適切な仕上げが施されますが、美観の要素は強度に従います。.
熱膨張の要件
材料によって熱膨張率は異なります。オーバーモールドとインサート成形の両方で、熱膨張を考慮しないと、亀裂、位置ずれ、接着不良につながる可能性があります。これらは、インサート成形とオーバーモールド成形に取り組む際に考慮しなければならない重要なポイントです。.
コストと生産時間
最良の方法で生産するために学べる教訓は、オーバーモールドとインサート成形の工程のコストと生産時間を理解することである。どちらの方法にも、全体的な価格とスピードに影響する問題がある。.

金型の初期費用
オーバーモールドでは、多数の材料に対応するためにより複雑な金型が必要になる場合がある。このため、立ち上げ時の金型費用が増加する可能性がある。しかし、この投資は、将来、組み立ての際に必要なものを減らすことで賄うことができる。.
インサート成形のコストは、インサート用のクランプシステムが必要なため、金型のコストよりも大きくなる。金型の設計は、生産中の欠陥を避けるために重要である。インサート成形とオーバーモールド成形の2つの可能性を比較すると、金型への最初の投資は同等であることが多いが、部品の複雑さに基づいている。.
材料費と人件費
オーバーモールドは、パーツをひとつの工程にまとめることができるため、人件費の節約にもなる。また、少量の柔らかい素材をグリップやコーティングとして活用でき、資源の節約にもなります。.
インサート成形。インサートは成形前に加工することができる。しかし、それが自動化されると、生産後の組み立てコストが下がり、長期的には人件費を削減できる。これは、オーバーモールド成形とインサート成形を行うかどうかの重要な判断材料のひとつである。.
生産スピード
オーバーモールドの場合、材料は複数回射出される可能性があり、その結果、サイクルは長くなるが、後処理や組み立てを除去するために適用される可能性がある。.
インサート成形の迅速化は、特に自動化ラインでは、インサートの位置決め工程を簡素化することで達成できる。これは、効率が最も重要である大量使用において優位性をもたらします。.
コスト効率
関連するプロセスは、長期的には節約できる。オーバーモールドは、これまでの組み立てを減らし、人件費を節約する。インサート成形を使用することで、部品の強度が増し、故障の発生も最小限に抑えられる。これらの要素を測定することで、メーカーは、オーバーモールドとインサート成形、インサート成形とオーバーモールドのどちらを使用するかを決定することができる。.
避けるべき一般的な間違い
オーバーモールディングやインサート成形では、ある種のミスが製品の品質を損ない、製造コストを上昇させる可能性がある。このような罠を認識することは、生産を成功に導く方法のひとつです。.
不適合材料の選択
互いによく接着しない材料を使用することは、オーバーモールドにおける最も一般的な間違いの一つであろう。インサート成形の場合、使用するインサートが成形圧力に耐えられないと、亀裂が入ったり、部品が壊れたりする。インサート成形とオーバーモールドのどちらを使うかを決める際には、必ず材料の相性をチェックする。.
インサートのミスアライメント
インサート成形を扱う場合、インサートの位置が正しくないと、射出中にインサートが移動してしまい、欠陥や弱い部分の原因となります。位置ずれは機械的強度を低下させ、不合格率を高めます。オーバーマンスとインサート成形の工程を比較する場合、位置決めは非常に重要なパラメータです。.
熱膨張を無視する
熱による様々な材料の成長率は異なる。これを無視すると、オーバーモールド成形品やインサート成形品に反りや亀裂、剥離が生じる可能性がある。. 注:熱膨張: 特にインサート成形とオーバーモールド成形のプロジェクトではそうだ。.
金型の設計不良
材料の流れが不均一になり、金型の絞り不良に基づいて部品が覆われなかったり、取り除かれたりする可能性がある。オーバーモールドの場合は美観に影響し、インサート成形の場合は機械的強度が低下する可能性がある。インサート成形に比べて最大限のオーバーモールドを実現するためには、適切な金型設計が必要である。.
品質チェックの省略
製造工程は急がされ、適切なチェックが行われず、欠陥が見落とされる可能性がある。品質チェックは、すべての部品が頑丈で耐久性があり、規格に適合するように作られていることを確認するために、定期的に行われます。これは、効果的なオーバーモールドやインサート成形に向けた重要な活動のひとつです。.
今後の動向
製造業はダイナミックだ。オーバーモールディングもインサート成形も、新しい技術や素材に適応している。将来のトレンドを予測することは、企業の競争力と革新性を高めることにつながります。.

先端材料
より強く、より柔軟で、より強靭な、より優れたポリマーや複合材料が開発されている。オーバーモールドとインサート成形の強度を高めるのはこの材料であり、だからこそ製品はより軽く、より強く、より汎用的になるのである。新しい材料科学は、インサート成形対オーバーモールド成形の機会を高めるために使用することができます。.
オートメーションとロボティクス
自動化により、オーバーモールドやインサート成形部品の生産は進化している。ロボットは最高の精度でインサートを挿入し、ミスを減らし、生産工程を短縮することができます。このような傾向により、オーバーモールドとインサートモールドの分野における生産は、より効率的で労働集約的でなくなっている。.
3Dプリンティングとの統合
3Dプリンティングは、ラピッドプロトタイピングや小規模生産に取り組むために、オーバーモールドやインサート成形と組み合わされている。これにより、設計者は複雑な形状、リードタイムの短縮、カスタマイズされた部品を扱うことができ、インサート成形とオーバーモールドの場合、システム全体の柔軟性が高まります。.
持続可能な製造
材料と工程の持続可能性は、オーバーモールド成形とインサート成形の両方で広まっている。オーバーモールド成形とインサート成形の現在の生産動向では、環境への影響を低減するために、企業は生分解性プラスチックとリサイクル可能なインサートを使用しています。.
スマート・マニュファクチャリング
モノのインターネット(IoT)と金型の設計に使用されるセンサーは、材料の温度、圧力、流れをリアルタイムで監視する機会を与える。これにより、オーバーモールディングやインサート成形における欠陥の回避、生産の最適化、品質管理が可能になる。.
結論
オーバーモールディングとインサートモールディングの選択は、製品の意図によって異なります。オーバーモールドは、柔らかさ、快適さ、美しさが必要な場合に使用するオプションです。インサート成形は、機械的強度と耐久性を重視する場合に最適な選択となる。インサート成形とオーバーモールド成形の違い、オーバーモールド成形とインサート成形の違い、インサート成形とオーバーモールド成形の設計上の必要性などの情報は、メーカーが適切な判断を下すのに役立つだろう。.
最後に、オーバーモールドとインサート成形の問題であるが、これは簡単に言えば、工程と製品の要求を完全に一致させるプロセスである。正しいアプローチによって、時間は節約され、コストは削減され、業界標準を満たす高品質で機能的な製品が作られる。.