The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
Hva er overstøping?
Ved overstøping lages en komponent ved hjelp av to eller flere forskjellige materialer. En substratbase er vanligvis formet. Deretter blir det støpt med et sekundært materiale over eller rundt. På denne måten kan produsentene blande materialer med ulike egenskaper, f.eks. stivhet og fleksibilitet.
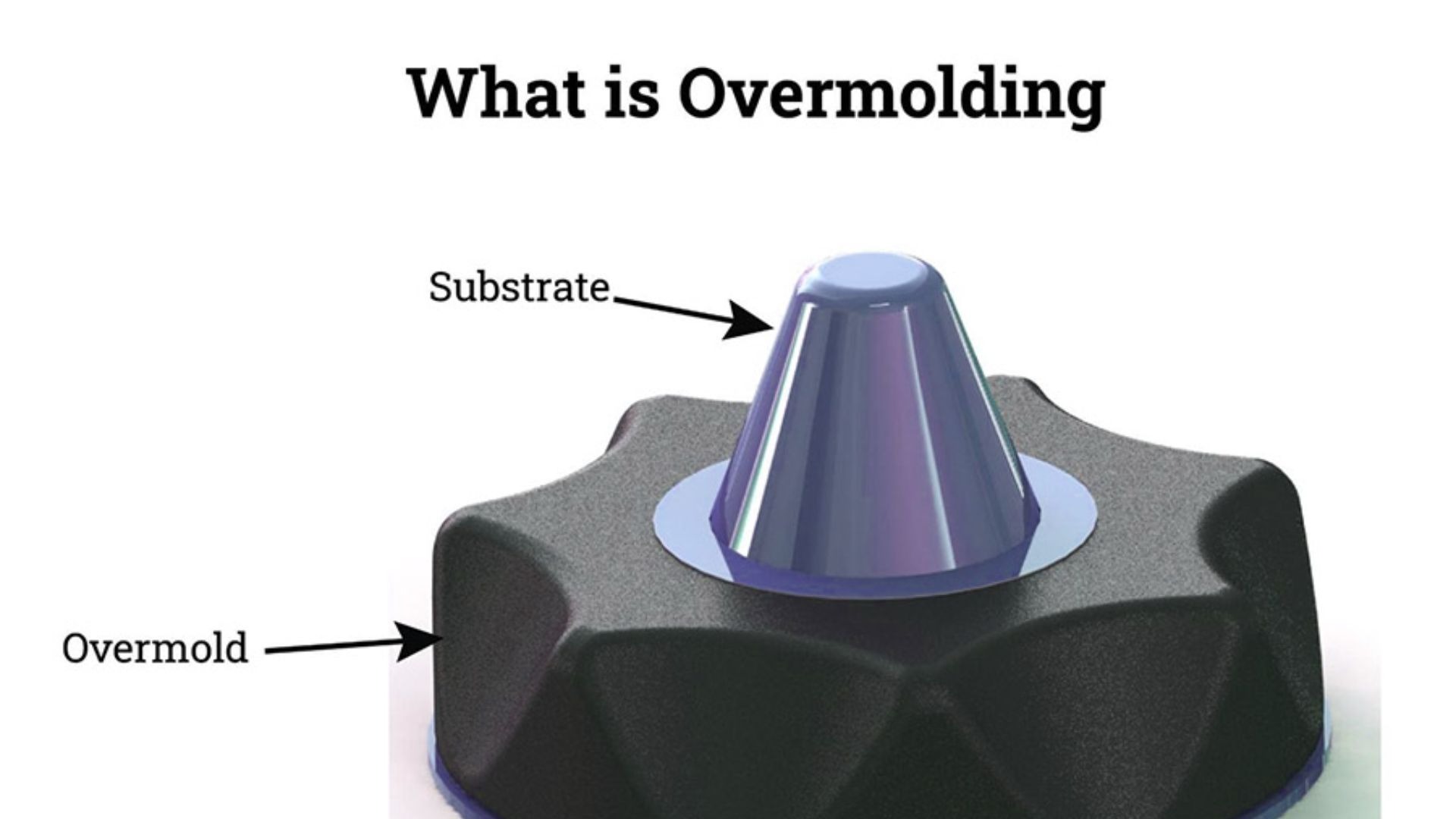
Soft-touch-produktene er vanligvis overstøpte, for eksempel håndtak på verktøy, tannbørster eller andre elektroniske gjenstander. Det øker skjønnheten, komforten og funksjonaliteten.
Overforming har noen få hovedulemper som inkluderer:
- Mer ergonomisk og behagelig for brukeren.
- Lengre levetid for produktene.
- Mer fleksibilitet i utformingen.
Hva er Insert Molding?
Innsatsstøping: Dette er en prosess der en ferdig formet komponent settes inn i en form, og plast sprøytes inn i delen. Innsatsen kan være av metall, plast eller et annet materiale. Det ferdige produktet har den tilpassede innsatsformen.
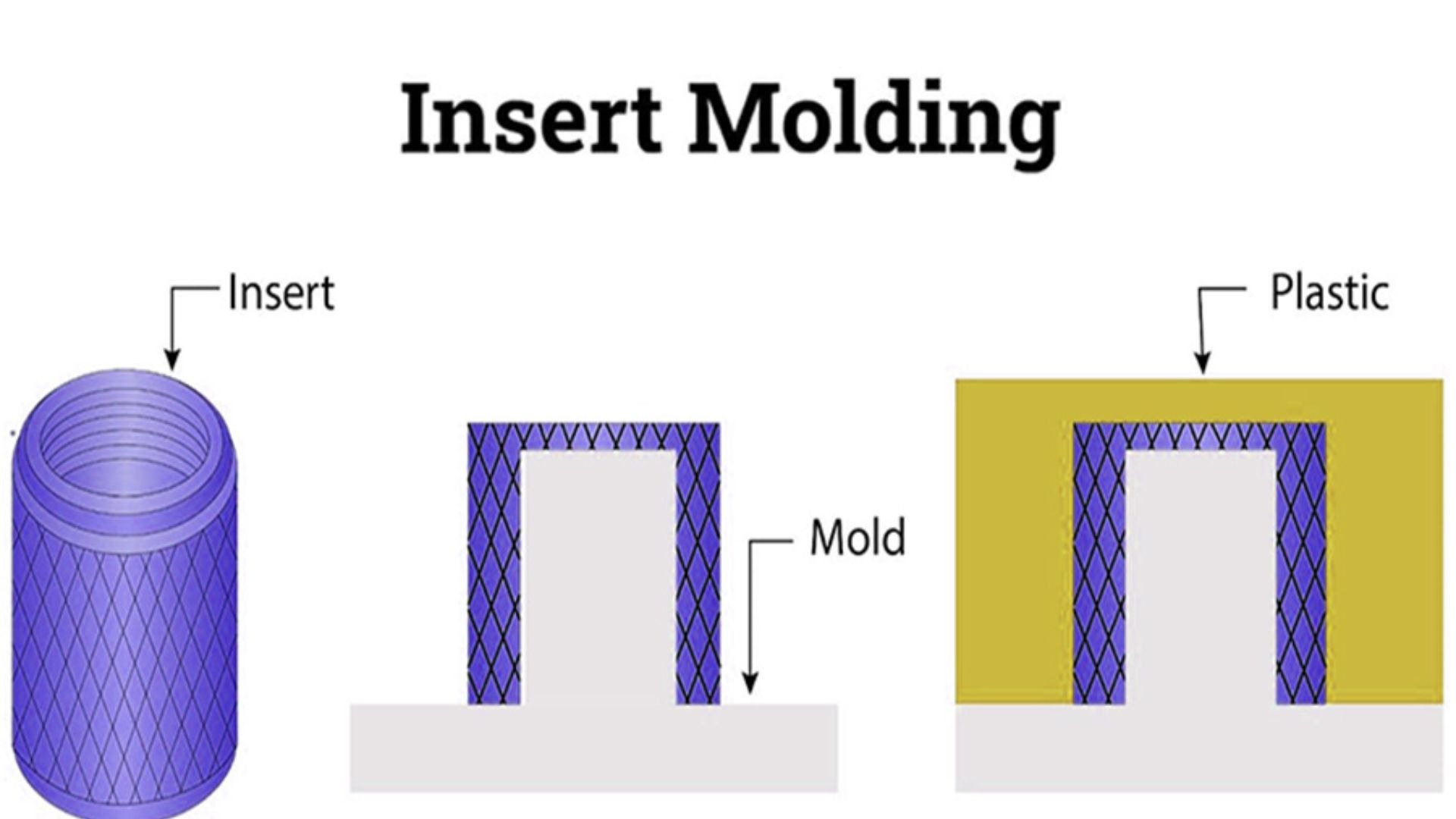
Insert molding er en støpeteknikk som i stor grad brukes i bransjer der det kreves høy mekanisk binding. Elektriske kontakter, bildeler og maskinvarekomponenter er noen av de tingene som pleier å stole på denne teknikken.
Fordelene med innsatsstøping er:
- Sterk mekanisk binding
- Redusert monteringstid
- Evnen til å sammenføye ulike materialer.
Noen eksempler på overstøping og innsatsstøping
Disse er overstøping så vel som innsatsstøping, som finner bred anvendelse i produksjonsprosessen, selv om de brukes i forskjellige applikasjoner med hensyn til produktets særegenheter. Forståelsen av bruksområdene deres vil hjelpe produsentene til å velge riktig prosess.
Bruksområder Overstøping har blitt brukt på følgende måter
Overmolding er egnet for produkter som skal være komfortable, pene eller gripevennlige. Dette er en kombinasjon av både myke og harde materialer som brukes i en enkelt funksjonell del. Vanlige bruksområder er:
- Verktøyhåndtak: Håndtakene er mer ergonomiske og er laget av overherdet plast.
- Forbrukerelektronikk: Myke trykknapper på for eksempel fjernkontrollen og hodetelefonene.
- Medisinsk utstyr, Medisinsk utstyr: Sikkerhet og komfort. Sprøyter eller kirurgisk utstyr har gummierte overflater.
- Bildeler: Gummipakninger eller tetninger til plastdelene for å minimere støy og forbedre holdbarheten.
Følgende applikasjoner har blitt utført under Insert Molding
Bakgrunnen for bruken av innsatsstøping er at produktet krever høy mekanisk styrke, eller at det er en kombinasjon av ulike materialer i én enhet. Det brukes i de vanlige applikasjonene som:
- Elektriske kontakter: PT består av former som inneholder metallinnsatser som skal settes inn i plastlegemer.
- Bildeler: Motordeler eller braketter der det skal lages metallinnsatser for å styrke plasten.
- Maskinvareløsninger: Skruer eller metalldeler er inkludert i plastdelene for å gjøre dem enkle å sette sammen.
- Industrielt utstyr: Maskindeler som inkluderer både metallinnsatser og støpt plast som skal brukes i deler med høy belastning.
Valget mellom de to prosessene avhenger av målet med produktet. Det må overstøpes i tilfelle overkomfort, grep eller myk berøringsoverflate. Hvis problemer med styrke, holdbarhet og mekanisk stabilitet er av største bekymring, bør du bruke innsatsstøping.
Konseptet med disse bruksområdene vil bidra til å oppnå fordelene med såkalt overmolding og innsatsstøping i moderne produksjon.
Viktige forskjeller mellom overstøping og innsatsstøping
Selv om de to metodene innebærer bruk av materialer, er det tydelige forskjeller. Her er en detaljert sammenligning:
| Funksjon | Overstøping | Innsatsstøping |
| Prosess | Støper et sekundært materiale over et basissubstrat | Injiserer plast rundt en forhåndsformet innsats |
| Materialer | Kombinerer ofte myk og hard plast | Kan kombinere plast med metall, plast eller andre komponenter |
| Bruksområder | Grep, håndtak, forbrukerelektronikk | Elektriske kontakter, bilindustrien, maskinvare |
| Kompleksitet | Litt mindre kompleks | Krever nøyaktig plassering av innsatsene |
| Styrke | Fokus på komfort og estetikk | Fokus på mekanisk styrke og holdbarhet |
Dette er en sammenligning man må gjøre når man skal velge mellom innsatsform og overform. Overstøpingen er optimalisert med tanke på brukeropplevelsen, mens innsatsstøpingen også er optimalisert med tanke på den strukturelle integriteten.
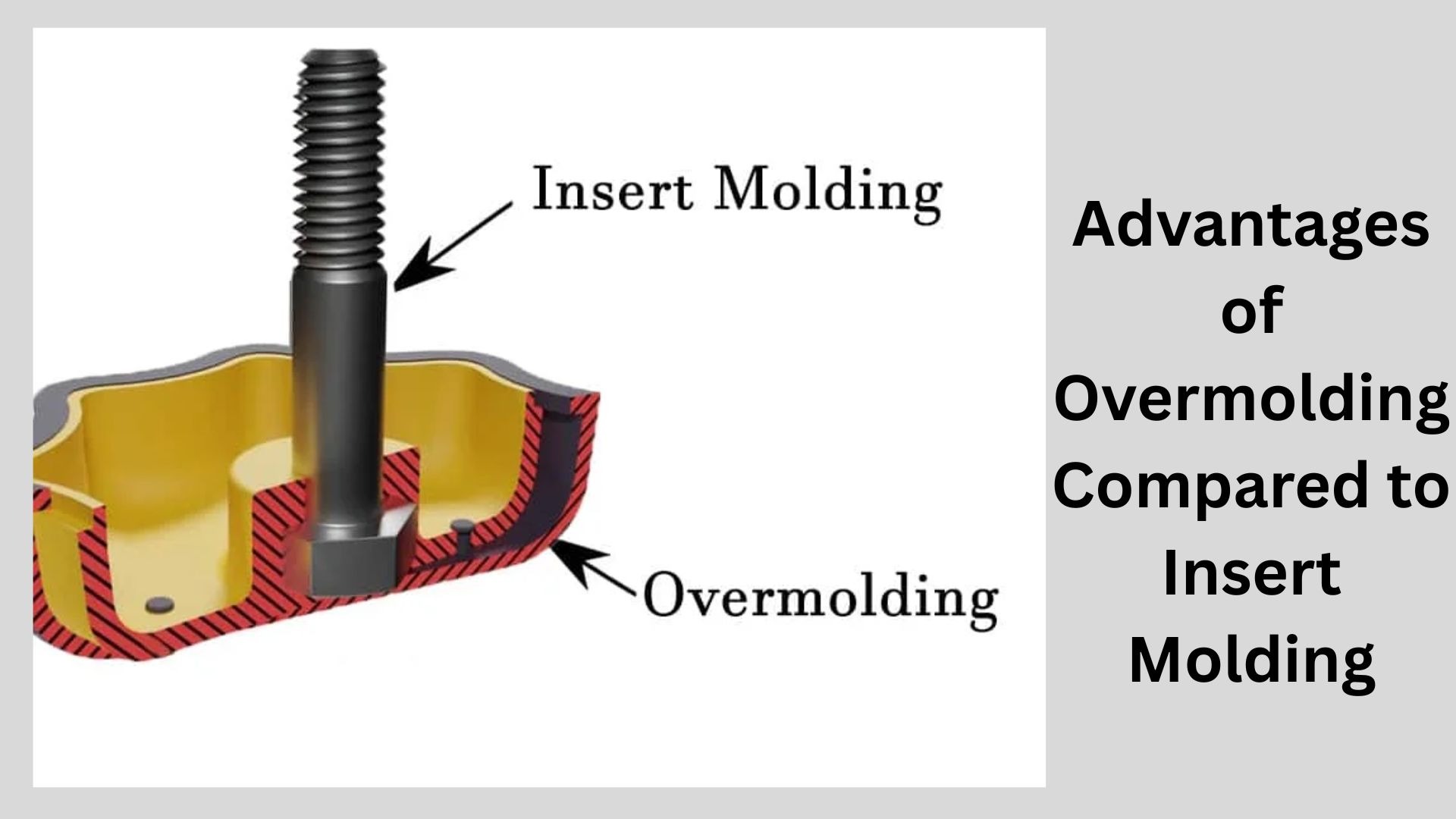
Fordeler med overstøping sammenlignet med innsatsstøping
Når man sammenligner overmold og insert mold, bør man vite hvilke fordeler hver prosess gir. De to er gode på mange måter; begge prosessene tillater imidlertid kombinasjonen av materialer.
Fordeler med overstøping
- Økt ergonomi: Behagelige grep og håndtak på harde overflater er myke.
- Bedre estetikk: Overmolding betyr at fargene og teksturene kan blandes slik at de fremstår som av høy kvalitet.
- Raskere montering: Flere deler kan monteres samtidig, noe som sparer tid.
- Fleksibel design: Funksjonaliteten og de visuelle effektene kan oppnås ved hjelp av en rekke ulike materialer.
- Økt brukervennlighet: Fungerer best når produktet krever en myk berøring, f.eks. tannbørster, verktøy og elektronikk.
Fordelene med Insert Molding
- Kraftig mekanisk liming: Innsatser som metaller og hardplast er permanent integrert i støpeproduktet.
- Holdbarhet: Deler kan bli utsatt for enorme mekaniske belastninger til bristepunktet.
- Mindre montering: Innsatsene er støpt, noe som eliminerer behovet for montering i etterkant av produksjonen.
- Tillater komplekse mønstre: Ideelle konstruksjoner: Når det er flere materialer som kreves for at produktet skal være strukturelt solid.
- Presisjon og pålitelighet: De beste bruksområdene er innen industri, elektronikk og kjøretøykomponenter.
Bevisstheten om disse fordelene vil veilede produsentene når de skal ta beslutninger, for eksempel om hvilket av de to alternativene som er best: innsatsstøping og overstøping. Overforming er det beste alternativet hvis det er komfort, design og estetikk som står i fokus. Innsatsstøping er bedre hvis styrke, holdbarhet og mekanisk ytelse er av større betydning.
Bedriftene kan velge mellom overstøping eller innsetting, og kan dermed redusere kostnadene, spare tid og øke kvaliteten på varene.
Designhensyn
Det er svært avhengig av design når man skal ta en beslutning om enten innsatsstøping eller overstøping. Kvalitetsplanlegging sikrer også kvalitetsproduksjon, færre feil og maksimal utnyttelse av fordelene ved enhver prosess.
Materialkompatibilitet
Når man bruker overstøping, er det viktig å velge materialer som binder seg til hverandre. Feil matching av materialene kan føre til delaminering eller sårbarhet. På samme måte er det viktig å sørge for at trykk og temperatur ligger innenfor området for innsatsmaterialet under støpeprosessen. Det er en svært viktig prosedyre i sammenligningen av overforming og innsatsstøping.
Tykkelse og lagdekning
Ved overstøping skal underlaget ha riktig tykkelse, og overstøpningsmaterialet skal brukes for å sikre at det ikke vrir seg, samt for å sikre at det er holdbart. Ved innsatsstøping skal hele innsatsen omsluttes av støpeformen for å gi den mekanisk styrke og en god binding. Tykkelsen på de riktige lagene er nyttig i de vellykkede prosjektene til innsatsformen vs overmold.
Formdesign
En form er laget på en slik måte at det er enkelt å ta ut delene og forhindre belastning på materialene. Når det er mulighet for overstøping, bør formen være av en type som kan romme mer enn ett materiale som har forskjellige flyteegenskaper. Ved innsatsstøping må formene fylles på en slik måte at innsatsene ikke glir ut av plass, ettersom de vil beholde et sterkt grep; ellers vil støpeprosessen ikke lykkes når det gjelder suksess i overmold vs insert mold.
Estetikk og overflatebehandling
Overmolding er vanligvis fokusert på utseende og berøring. Designere bør vurdere tekstur, farge og kvaliteten på overflaten. Når det gjelder innsatsstøping, følger estetikkfaktoren etter styrke, selv om riktig etterbehandling er gitt for å sikre at sluttproduktet vil kunne oppfylle kvalitetsstandarder.
Krav til termisk ekspansjon
Ekspansjonshastigheten til ulike materialer er forskjellig. Hvis man ikke tar hensyn til termisk ekspansjon, kan det føre til sprekker, feiljustering eller dårlig vedheft både ved overstøping og innsatsstøping. Dette er viktige punkter som må tas i betraktning når man vurderer innsatsstøping kontra overstøping.
Kostnader og produksjonstid
Moralen som kan læres for å produsere på best mulig måte, er å forstå kostnadene og produksjonstiden for prosessene med overstøping og innsatsstøping. Begge metodene har sine problemer som påvirker de samlede prisene og hastigheten.

Innledende kostnader for mugg
Overforming kan kreve mer komplekse former for å få plass til de mange materialene. Dette kan øke oppstartskostnadene for verktøy. Denne investeringen kan imidlertid betales tilbake med en reduksjon i fremtidige krav under monteringen.
Kostnaden for innsatsstøping er også større enn kostnaden for formen fordi den trenger et klemmesystem for innsatsene. Utformingen av formen er viktig for å unngå feil under produksjonen. Når det gjelder sammenligningen mellom de to mulighetene for innsatsform og overform, er den første investeringen i formen ofte ekvivalent, men basert på delkompleksiteten.
Material- og arbeidskostnader
Overmolding kan også spare arbeidskostnader fordi det kan gjøres når deler kombineres i en enkelt prosess. Det gjør det også mulig å bruke mindre volum av myke materialer som håndtak og belegg, og det sparer ressurser.
Støping av innlegg. Innsatser kan utarbeides før de støpes. Men når det er automatisert, senker det kostnadene ved montering etter produksjonen, noe som kan redusere lønnskostnadene på lang sikt. Dette er blant de viktigste faktorene for beslutningen om å gjøre/overstøpe og sette inn støpingen.
Produksjonshastighet
Ved overstøping kan materialet injiseres mer enn én gang, noe som resulterer i en lengre syklus, men det kan også brukes til å fjerne etterbehandling og montering.
Hurtig innsatsstøping kan oppnås når prosessen for plassering av innsatsen er forenklet, spesielt med automatiserte linjer. Dette gir en fordel ved bruk i store volumer, der effektivitet er avgjørende.
Kostnadseffektivitet
Den aktuelle prosessen kan spare i det lange løp. Overmolding reduserer monteringen som har blitt gjort, og dette sparer arbeidskostnadene. Bruk av innsatsstøping gjør delene sterkere, og forekomsten av feil er minimal. For å måle disse faktorene vil produsentene kunne bestemme hvilken som skal brukes: overmold vs insert mold eller insert molding vs overmolding.
Vanlige feil å unngå
Ved overstøping og innsatsstøping kan visse feil gå ut over kvaliteten på produktet og øke produksjonskostnadene. Bevissthet om disse fellene er en av måtene å sikre at produksjonen blir en suksess.
Valg av inkompatible materialer
Bruk av materialer som ikke binder seg godt til hverandre, vil være blant de vanligste feilene som gjøres ved overstøping. Når det gjelder innsatsstøping, sprekker eller deler går i stykker når innsatsene som brukes ikke er motstandsdyktige mot støpetrykk. Når man bestemmer seg for om man skal bruke enten en innsatsform eller en overform, kontrolleres alltid materialkompatibiliteten.
Feilinnretting av innsatser
I en innsatsstøpeprosess kan feil plassering av innsatsene føre til at innsatsene flytter på seg under sprøytestøpingen, noe som kan forårsake defekter eller svake områder. Feil innretting reduserer den mekaniske styrken og øker kassasjonsraten. Posisjonering er en svært viktig parameter når det gjelder å sammenligne prosessen med over måneder og innsatsstøpeprosesser.
Ignorerer termisk ekspansjon
Prosentandelen av vekst i ulike materialer basert på varme varierer. Hvis man ikke tar hensyn til dette, kan det føre til skjevhet, sprekker eller separasjon i de overstøpte og innsatsstøpte delene. Merk: Termisk ekspansjon: Når du skal designe noe, må det alltid vurderes, spesielt når det gjelder et prosjekt med innsatsstøping kontra overstøping.
Dårlig formdesign
Materialflyten kan være ujevn, og delene kan ikke dekkes eller fjernes basert på en dårlig tegnet form. Det kan estetisk påvirke tilfellet med overmolding; det kan redusere mekanisk styrke i tilfelle innsatsstøping. Det bør være riktig design av mugg for å oppnå maksimal overstøping sammenlignet med innsatsstøping.
Hoppe over kvalitetskontroller
Produksjonsprosessen kan være forhastet og ikke skikkelig kontrollert, og feilene vil bli oversett. Kvalitetskontroller utføres regelmessig for å sikre at alle delene er robuste, holdbare og utformet i henhold til standardene. Det er en av de viktigste aktivitetene for effektiv overstøping og innsatsstøping.
Fremtidige trender
Produksjonsindustrien er dynamisk. Både overstøping og innsatsstøping tilpasser seg ny teknologi og nye materialer. Det å forutse fremtidige trender hjelper bedriften med å være konkurransedyktig og innovativ.

Avanserte materialer
Det utvikles stadig bedre polymerer og kompositter som er sterkere, mer fleksible og seigere. Det er materialene som gjør overforming og innsatsstøping sterkere, og det er derfor produktene blir lettere, sterkere og mer allsidige. Ny materialvitenskap kan brukes til å forbedre mulighetene ved innsatsstøping kontra overforming.
Automatisering og robotteknologi
Automatiseringen gjør at produksjonen av overstøpte og innsatsstøpte deler er i stadig utvikling. Med maksimal presisjon kan roboter sette inn innsatsene og redusere antall feil, og forkorte produksjonsprosessen. Denne tendensen gjør produksjonen av overformede og innsatsstøpte deler mer effektiv og mindre arbeidskrevende.
Integrasjon med 3D-utskrift
3D-printing kombineres med overstøping og innsatsstøping for å kunne lage raske prototyper og småskalaproduksjon. Dette gjør det mulig for designere å arbeide med komplekse former, redusere ledetider og kundetilpassede deler, og det øker fleksibiliteten i hele systemet når det gjelder innsatsstøping kontra overstøping.
Bærekraftig produksjon
Bærekraftige materialer og prosesser er nå utbredt innen både overstøping og innsatsstøping. I dagens produksjonstrender for overstøping og innsatsstøping bruker bedriftene biologisk nedbrytbar plast og resirkulerbare innsatser for å redusere miljøpåvirkningen.
Smart produksjon
Tingenes internett (IoT) og sensorer som brukes i utformingen av støpeformer, gir mulighet til å overvåke temperatur, trykk og materialflyt i sanntid. Det gjør det mulig å unngå feil, optimalisere produksjonen og kvalitetskontroll ved overstøping og innsatsstøping.
Konklusjon
Valget av overstøping og innsatsstøping avhenger av hensikten med produktet. Overstøping er alternativet å bruke hvis du trenger mykhet, komfort eller skjønnhet. Innsatsstøping er det beste valget når mekanisk styrke og holdbarhet er viktig. Informasjonen om skillet mellom innsatsform og overform, overforming og innsatsform, skillet mellom overform og innsatsform, og designbehovene for innsatsstøping og overforming kan hjelpe en produsent med å ta en god beslutning.
Til slutt er det problemet med overstøping kontra innsatsstøping, som enkelt kan beskrives som prosessen med å tilpasse prosessen perfekt til produktets krav. Med riktig tilnærming vil man spare tid, redusere kostnadene og lage funksjonelle produkter av høy kvalitet som oppfyller bransjestandardene.