The choice of the right molding process plays a very crucial role in the manufacturing world. One of the more common comparisons in manufacturing is overmolding vs insert molding. Overmolding is the process of applying a second material on top of an existing part, while insert molding involves fitting a pre-manufactured insert into the mold before molding the plastic.Two of the common techniques are overmolding and insert molding. Each of them possesses its strong sides, applications, and challenges. The differences may be time-saving and cost-saving, which in case when choosing between them. In the case of manufacturing products, the manufacture of the product depends on the use of the right molding process in order to determine the quality and efficiency of the product. These two are over-molding and insert molding. In spite of the fact that they both utilize several materials, they are applied to different purposes.
Overmolding is focused on comfort, appearance, and soft touch surface, whilst insert molding is grounded on strength, durability, and mechanical bonds. The experience regarding the distinction, advantages, and application of these methods allows the manufacturers to make good decisions.
The following paper addresses its most significant points, like design, cost, time of production, and future tendency, which can allow professionals to choose between insert mold vs overmold and how they can produce their goods in the most appropriate way.
Ce este supramoldoarea?
În cazul supramodelării, o componentă este creată prin utilizarea a două sau mai multe materiale diferite. O bază de substrat este în general modelată. Acesta este apoi rostuit cu material secundar turnat peste sau în jurul său. Acest lucru permite producătorilor să amestece materiale cu proprietăți diferite, de exemplu, rigiditate și flexibilitate.
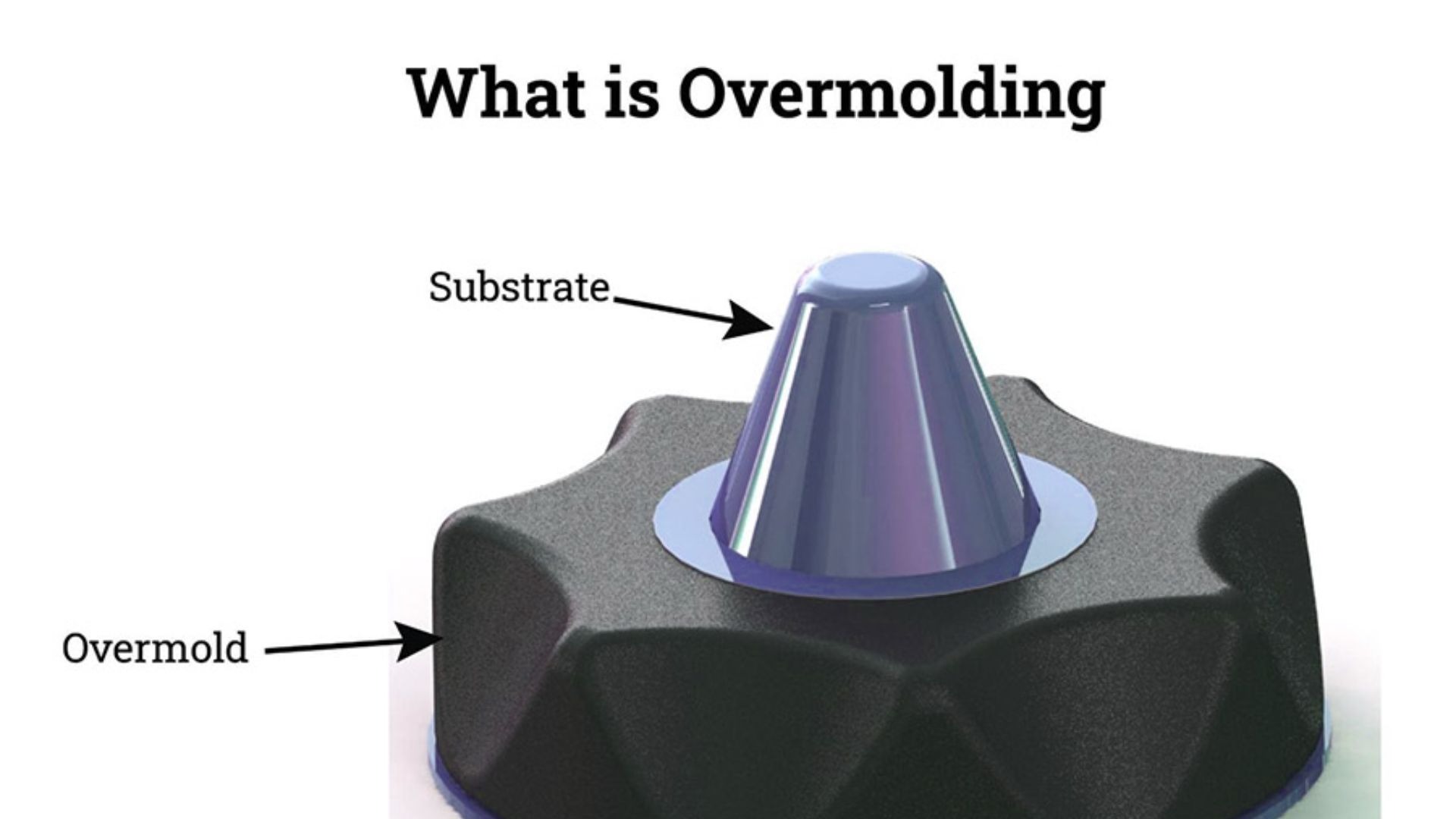
Produsele soft-touch sunt de obicei supramuiate, inclusiv mânerele de pe unelte, periuțe de dinți sau alte articole electronice. Ele sporesc frumusețea, confortul și funcționalitatea.
Suprapunerea are câteva dezavantaje principale, printre care:
- Mai ergonomic, confortabil pentru utilizator.
- Durată de viață mai mare a produselor.
- Mai multă flexibilitate în proiectare.
Ce este turnarea prin inserție?
Turnare prin inserție: Acesta este un proces prin care o componentă preformată este introdusă într-o matriță, iar plasticul este injectat în piesă. Inserția poate fi din metal, plastic sau alt material. Produsul finit are matrița de inserție personalizată.
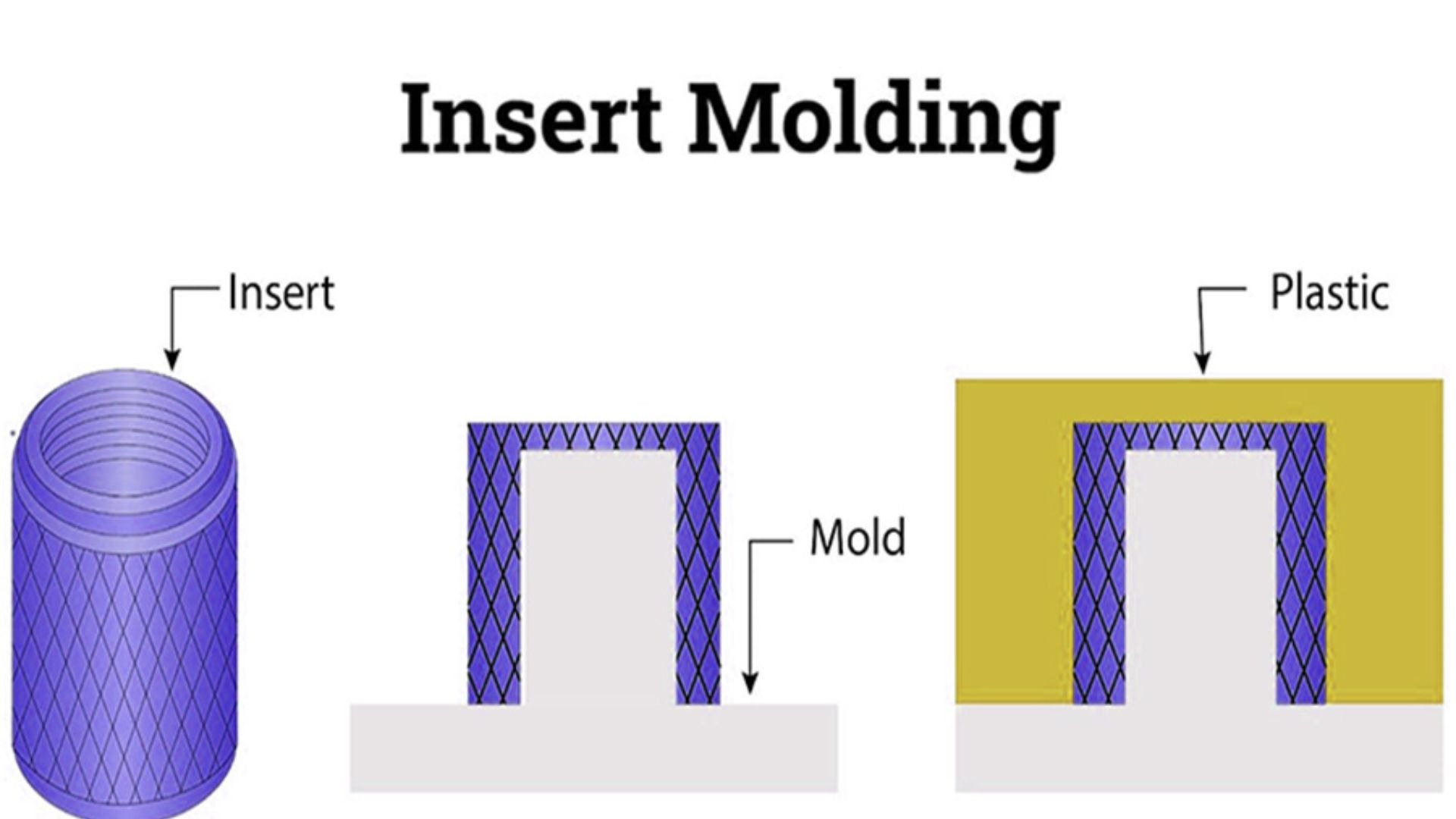
Turnarea prin inserție este turnarea care este utilizată în mare măsură în industriile în care sunt necesare legături mecanice ridicate. Conectorii electrici, piesele auto și componentele hardware sunt câteva dintre lucrurile care tind să se bazeze pe această tehnică.
Beneficiile turnării prin inserție sunt:
- Lipire mecanică puternică
- Timp de asamblare redus
- Capacitatea de a îmbina materiale diferite.
Câteva exemple de supramodelare și turnare prin inserție
Acestea sunt supramoldoarea, precum și turnarea prin inserție, care se aplică pe scară largă în procesul de fabricație, deși sunt utilizate în aplicații diferite în funcție de particularitățile produselor. Înțelegerea aplicațiilor lor ar ajuta producătorii să aleagă procesul potrivit.
Aplicații Suprapunerea a fost aplicată după cum urmează
Supramodelarea este adecvată pentru produsele care trebuie să fie confortabile, frumoase sau aderente. Aceasta este o combinație de materiale moi și dure care este utilizată într-o singură piesă funcțională. Utilizările comune sunt:
- Mânere pentru unelte: Mânerele sunt mai ergonomice și sunt fabricate din plastic suprarezistent.
- Electronice de consum: Butoane moi pe elemente precum telecomanda și căștile.
- Dispozitive medicale, Echipamente medicale: Siguranță și confort. Seringile sau dispozitivele chirurgicale au suprafețe cauciucate.
- Piese auto: Garnituri sau etanșări din cauciuc la piesele din plastic pentru a minimiza zgomotul și a îmbunătăți durabilitatea.
Următoarele aplicații au fost realizate în cadrul Insert Molding
Raționamentul din spatele utilizării unei inserții de turnare se datorează faptului că produsul necesită o rezistență mecanică ridicată sau este o combinație de materiale diferite într-o singură unitate. Acesta este aplicat în aplicații comune, cum ar fi:
- Conectori electrici: PT constă în forme care conțin inserții metalice pentru a fi introduse în corpuri din plastic.
- Piese auto: Piese de motor sau suporturi, pentru care urmează să fie realizate inserții metalice pentru a consolida plasticul.
- Soluții hardware: Șuruburi sau elemente metalice incluse în piesele din plastic pentru a le face ușor de asamblat.
- Echipamente industriale: Piese de mașini care includ atât inserții metalice, cât și materiale plastice turnate pentru a fi utilizate în piese supuse unor solicitări ridicate.
Alegerea individului între cele două procese depinde de obiectivul produsului. Acesta trebuie să fie supramoldat în cazul unui confort exagerat, al aderenței sau al unei suprafețe tactile moi. În cazul în care problemele de rezistență, durabilitate și stabilitate mecanică sunt o preocupare majoră, atunci se aplică turnarea prin inserție.
Conceptul acestor aplicații va ajuta la obținerea avantajelor așa-numitei supramoletare și a turnării prin inserție în cadrul producției moderne.
Diferențe semnificative între supramodelare și turnare prin inserție
Deși cele două metode implică utilizarea de materiale, există diferențe dstincte. Iată o comparație detaliată:
| Caracteristică | Suprapunere | Inserție turnare |
| Procesul | Modelează un material secundar peste un substrat de bază | Injectează plastic în jurul unei inserții preformate |
| Materiale | Combină adesea materiale plastice moi și dure | Poate combina plasticul cu metal, plastic sau alte componente |
| Aplicații | Mânere, mânere, electronice de consum | Conectoare electrice, auto, hardware |
| Complexitate | Ușor mai puțin complexe | Necesită plasarea precisă a inserțiilor |
| Putere | Accent pe confort și estetică | Accent pe rezistența mecanică și durabilitate |
Aceasta este o comparație pe care trebuie să o facem atunci când alegem o opțiune între matrița de inserție și supramotare. Supramoletul este optimizat pentru experiența utilizatorului, iar mulajul inserat este optimizat și pentru integritatea structurală.
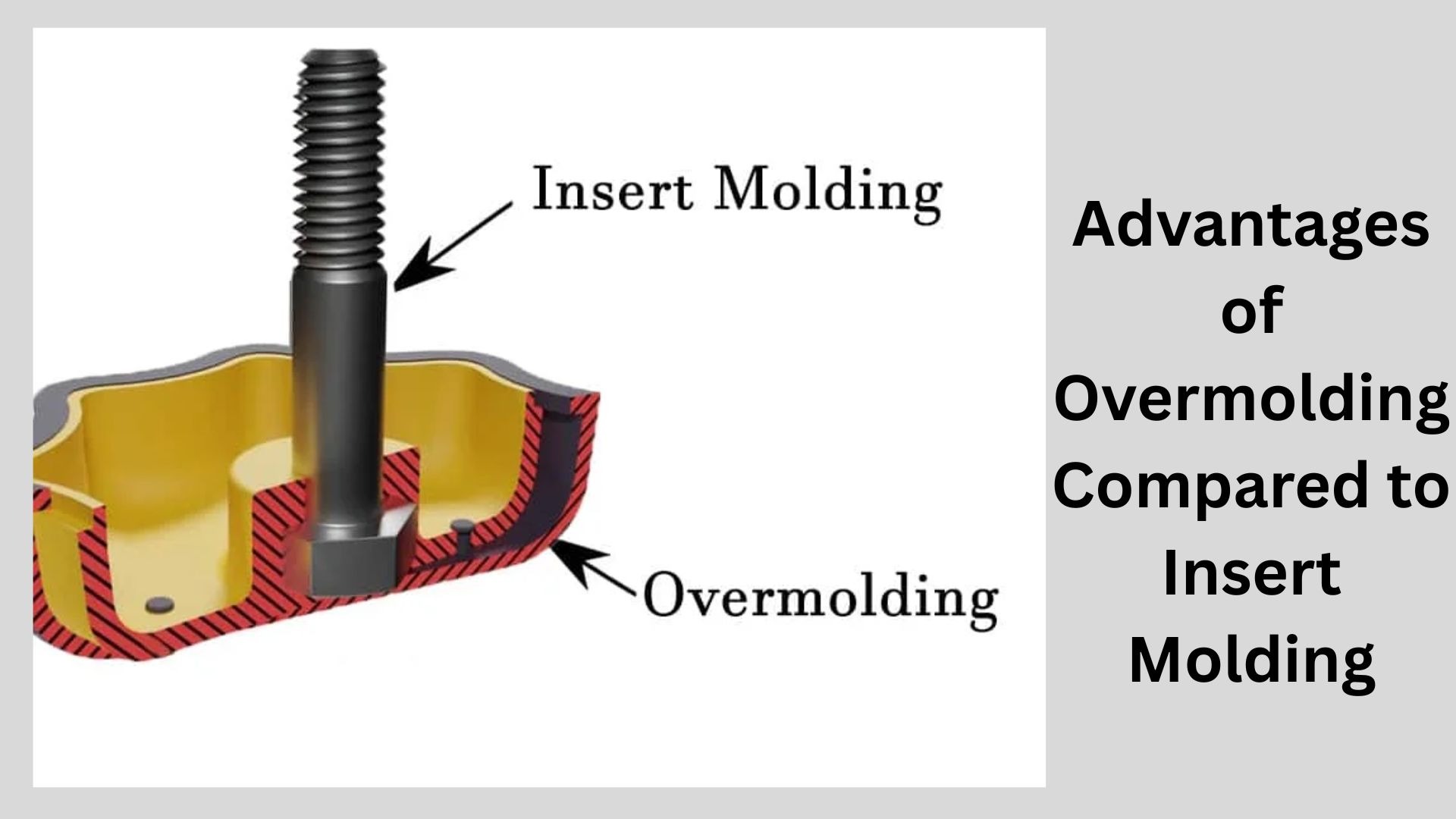
Avantajele supramodelării comparativ cu turnarea prin inserție
Atunci când se face o comparație între overmold vs insert mold, trebuie cunoscute beneficiile pe care fiecare proces le va aduce. Cele două sunt bune în multe feluri; cu toate acestea, ambele procese permit combinarea materialelor.
Avantajele supramodelării
- Ergonomie crescută: Mânerele și mânerele confortabile ale suprafețelor dure sunt moi.
- Estetică mai bună: Suprapunerea înseamnă că culorile și texturile pot fi amestecate astfel încât să pară de înaltă calitate.
- Asamblare mai rapidă: Un număr de piese pot fi asamblate simultan, ceea ce economisește timp.
- Flexibilitate de proiectare: Funcționalitatea și efectele vizuale ar putea fi realizate folosind o varietate de materiale.
- Creșterea capacității de utilizare: Funcționează cel mai bine atunci când produsul necesită o atingere moale, de exemplu, periuțe de dinți, unelte și electronice.
Realizări ale beneficiilor turnării prin inserție
- Lipire mecanică viguroasă: Inserțiile precum metalele și plasticul dur sunt integrate permanent în produsul de turnare.
- Durabilitate: Piesele pot fi solicitate și supuse la sarcini mecanice imense până la punctul de rupere.
- Mai puțină asamblare: Inserțiile sunt turnate, eliminând astfel necesitatea asamblării post-producție.
- Permite modele complexe: Proiecte ideale: Atunci când sunt necesare mai multe materiale pentru ca structura produsului să fie solidă.
- Precizie și fiabilitate: Cele mai bune aplicații ale acestuia sunt utilizarea industrială, electronică și componente de vehicule.
Conștientizarea acestor avantaje îi va ghida pe producători în luarea deciziilor, cum ar fi cea mai bună dintre cele două alternative: turnarea prin inserție și supramolarea. Suprapunerea este cea mai bună în cazul în care confortul, designul și estetica sunt aspectele în cauză. Turnarea prin inserție este mai bună în cazul în care rezistența, durabilitatea și performanțele mecanice sunt mai importante.
Concluzionând că procesul poate fi fie supramodelat, fie inserat, companiile pot selecta cel adecvat pentru a reduce costurile, a economisi timp și a crește calitatea produselor.
Considerații privind proiectarea
Aceasta depinde în mare măsură de proiectare atunci când se ia o decizie privind turnarea prin inserție sau prin supramodelare. Planificarea calității asigură, de asemenea, o producție de calitate, reducerea defectelor și utilizarea beneficiilor maxime ale oricărui proces.
Compatibilitatea materialelor
Atunci când se utilizează supramodelarea, este necesar să se selecteze materiale care se lipesc între ele. Potrivirea incorectă a materialelor poate duce la delaminare sau vulnerabilitate. În mod similar, în timpul procesului de turnare prin inserție, este important să se asigure că presiunea și temperatura se încadrează în intervalul materialului de inserție în turnare. Este o procedură foarte semnificativă în comparația dintre supramodelare și turnare prin inserție.
Grosimea și acoperirea stratului
În cazul supramodelării, baza trebuie să aibă o grosime adecvată, iar materialul de supramodelare trebuie utilizat pentru a se asigura că nu se deformează și că este durabil. În cazul turnării inserțiilor, întreaga inserție ar trebui să fie înconjurată de matriță, astfel încât să i se asigure rezistență mecanică, precum și o bună aderență. Grosimea straturilor corecte este utilă în proiectele de succes ale matriței de inserție vs overmold.
Proiectarea matrițelor
O matriță a fost creată în așa fel încât să fie ușor de extras piesele și să se evite stresul asupra materialelor. Atunci când există posibilitatea supramodelării, matrița trebuie să fie de un tip care să poată găzdui mai multe materiale care au proprietăți de curgere diferite. În cazul turnării prin inserție, matrițele trebuie umplute astfel încât inserțiile să nu alunece din loc, deoarece acestea vor păstra o fixare puternică; în caz contrar, procesul de turnare nu va avea succes în ceea ce privește reușita turnării prin supramuiere vs. turnarea prin inserție.
Estetica și finisarea suprafeței
Supramodelele se concentrează de obicei pe aspect și pe atingere. Proiectanții trebuie să ia în considerare textura, culoarea și calitatea suprafeței. În cazul mulajului de inserție, factorul estetic urmează rezistența, deși se asigură finisarea corespunzătoare pentru a se asigura că produsul final va putea îndeplini standardele de calitate.
Cerințe privind dilatarea termică
Rata de expansiune a diferitelor materiale este diferită. Atât în cazul turnării prin supraformare, cât și în cazul turnării prin inserție, nerespectarea expansiunii termice poate duce la fisuri, aliniere greșită sau aderență scăzută. Acestea sunt puncte cheie care trebuie luate în considerare atunci când se abordează modelarea prin inserție vs. supramodelarea.
Costuri și timp de producție
Morala poveștii care poate fi învățată pentru a produce în cel mai bun mod posibil este înțelegerea costurilor și a timpului de producție ale proceselor de supramoulare și turnare prin inserție. Ambele metode au problemele lor care afectează prețurile și viteza generală.

Costuri inițiale pentru mucegai
Supramultifierea poate necesita matrițe mai complexe pentru a acomoda numeroasele materiale. Acest lucru poate crește costurile inițiale de scule. Cu toate acestea, această investiție poate fi amortizată printr-o reducere a cerințelor în viitor, în timpul asamblării.
Costul de turnare a inserțiilor este, de asemenea, mai mare decât costul matriței, deoarece este nevoie de un sistem de prindere pentru inserții. Proiectarea matriței este importantă pentru a evita defecțiunile în timpul producției. Ajungând la comparația dintre cele două posibilități de matriță cu inserție și supramoldare, prima investiție în matriță este adesea echivalentă, dar se bazează pe complexitatea piesei.
Costurile materialelor și ale forței de muncă
Suprapunerea poate economisi, de asemenea, costurile cu forța de muncă, deoarece poate fi realizată atunci când piesele sunt combinate într-un singur proces. De asemenea, permite ca volumul mai mic de materiale moi să fie utilizat ca mânere și acoperiri și economisește resurse.
Turnarea inserțiilor. Inserțiile pot fi elaborate înainte de a fi turnate. Cu toate acestea, atunci când este automatizată, scade costurile de asamblare post-producție, ceea ce poate reduce costurile forței de muncă pe termen lung. Acesta este unul dintre factorii cheie ai deciziei de a face/supramufla și de a insera turnarea.
Viteza de producție
În cazul supramodelării, materialul poate fi injectat de mai multe ori, ceea ce duce la un ciclu mai lung, dar poate fi aplicat pentru a elimina post-procesarea și asamblarea.
Rapiditatea turnării inserțiilor poate fi obținută atunci când procesul de amplasare a inserțiilor este simplificat, în special în cazul liniilor automatizate. Acest lucru îi oferă avantajul utilizării în volume mari, unde eficiența este primordială.
Eficiența costurilor
Procesul relevant poate economisi pe termen lung. Supramoldoarea reduce asamblarea care a fost efectuată, iar acest lucru economisește costul forței de muncă. Utilizarea turnării prin inserție face ca piesele să fie mai rezistente, iar apariția defecțiunilor este minimă. Pentru a măsura acești factori, producătorii vor putea decide pe care să o folosească: supramuiere vs matriță cu inserție sau turnare cu inserție vs supramuiere.
Greșeli frecvente de evitat
În cazul supramodelării și al turnării prin inserție, anumite erori pot compromite calitatea unui produs și pot crește costul de producție. Conștientizarea acestor capcane este una dintre modalitățile de a asigura succesul producției.
Alegerea materialelor incompatibile
Utilizarea de materiale care nu se leagă bine între ele ar fi printre cele mai frecvente greșeli făcute în supramodelare. În cazul turnării prin inserție, fisurile sau piesele se rup atunci când inserțiile utilizate nu sunt rezistente la presiunea de turnare. Atunci când se hotărăște dacă să utilizeze fie o matriță cu inserție, fie o supramuiere, se verifică întotdeauna compatibilitatea unui material.
Nealiniere a inserțiilor
Atunci când este vorba de un proces de turnare cu inserție, poziția incorectă a inserțiilor poate duce la relocarea inserțiilor în timpul injecției, iar acest lucru provoacă defecte sau zone slabe. Nealinierea reduce rezistența mecanică și crește ratele de respingere. Poziționarea este un parametru extrem de semnificativ atunci când vine vorba de compararea proceselor de turnare peste luni și de inserție.
Ignorarea expansiunii termice
Procentul de creștere a diferitelor materiale în funcție de căldură variază. Ignorarea acestui aspect ar putea duce la deformări, fisuri sau separări ale pieselor supramuiate și ale celor turnate prin inserție. Notă: Expansiune termică: Atunci când se întreprinde un proiect, acesta trebuie să fie întotdeauna luat în considerare, în special atunci când vine vorba de un proiect de turnare prin inserție vs. turnare prin suprapunere.
Design necorespunzător al matriței
Curgerea materialului ar putea fi neuniformă, iar piesele neacoperite sau îndepărtate pe baza unei matrițe slab desenate. Aceasta poate afecta din punct de vedere estetic în cazul supramodelării; poate reduce rezistența mecanică în cazul turnării prin inserție. Ar trebui să existe un design corect al matriței, astfel încât să se obțină o supramodelare maximă în comparație cu turnarea prin inserție.
Renunțarea la verificările calității
Procesul de fabricație poate fi grăbit și nu este verificat în mod corespunzător, iar defectele ar fi trecute cu vederea. Verificările calității sunt efectuate în mod regulat pentru a se asigura că toate piesele sunt robuste, durabile și fabricate în conformitate cu standardele. Aceasta este una dintre activitățile-cheie pentru o supramotare și o turnare prin inserție eficiente.
Tendințe viitoare
Industria prelucrătoare este dinamică. Atât supramodelarea, cât și turnarea prin inserție se adaptează la noile tehnologii și materiale. Anticiparea tendințelor viitoare ajută compania să fie competitivă și inovatoare.

Materiale avansate
Se dezvoltă polimeri și materiale compozite mai bune, care sunt mai puternice, mai flexibile și mai rezistente. Materialele sunt cele care fac ca supramodelarea și turnarea prin inserție să fie mai puternice, motiv pentru care produsele devin mai ușoare, mai puternice și mai versatile. Noua știință a materialelor poate fi utilizată pentru a spori oportunitățile de inserție a matriței față de supramulare.
Automatizare și robotică
Datorită automatizării, producția de piese supramuiate și inserate evoluează. Cu o precizie maximă, roboții pot introduce inserțiile și pot reduce numărul de erori și scurta procesul de producție. Tendința face ca producția în sfera supramuplării vs. inserției de matrițe să fie mai eficientă și să necesite mai puțină forță de muncă.
Integrarea cu imprimarea 3D
Imprimarea 3D este combinată cu supramodelarea și turnarea prin inserție pentru a realiza prototipuri rapide și producție la scară mică. Acest lucru le permite proiectanților să lucreze cu forme complexe, să reducă termenele de execuție și să personalizeze piesele și sporește flexibilitatea întregului sistem în cazul turnării prin inserție față de supramodelare.
Fabricarea durabilă
Sustenabilitatea materialelor și a proceselor este acum larg răspândită atât în turnarea prin supramodelare, cât și în turnarea prin inserție. În tendințele actuale de producție ale turnării prin supramodelare față de turnarea prin inserție, plasticul biodegradabil și inserțiile reciclabile sunt utilizate de companii pentru a reduce impactul asupra mediului.
Producție inteligentă
Internetul obiectelor (IoT) și senzorii utilizați în proiectarea matrițelor oferă posibilitatea de a monitoriza temperatura, presiunea și fluxul materialelor în timp real. Aceasta permite evitarea defectelor, optimizarea producției și controlul calității în turnarea prin supramodulare și prin inserție.
Concluzie
Alegerea între supramodelare și turnare prin inserție depinde de scopul produsului. Suprapunerea este opțiunea de utilizat în cazul în care aveți nevoie de moliciune, confort sau frumusețe. Turnarea prin inserție ar fi cea mai bună alegere atunci când rezistența mecanică și durabilitatea sunt de interes în acel moment. Informațiile despre distincția dintre matrița de inserție și supramoletare, supramoletare și matriță de inserție, distincția dintre supramoletare și matriță de inserție și necesitățile de proiectare ale mulajului de inserție și supramoletare pot ajuta un producător să ia o decizie corectă.
În cele din urmă, există problema supramodelării față de turnarea prin inserție, care poate fi enunțată simplu ca fiind procesul de potrivire perfectă a procesului cu cerințele produsului. Cu o abordare corectă, se va economisi timp, se vor reduce costurile și se vor realiza produse de înaltă calitate și funcționale, care vor îndeplini standardele industriei.