

Plastmaterial är en viktig komponent i flera tillverkningsindustrier på grund av sina mångsidiga egenskaper, inklusive mekaniska, kemiska och biologiska egenskaper, som kombineras med dess överflöd och mångfald. Dessutom går det relativt snabbt att omvandla råplast till funktionella prototypdelar och sammansättningar med hjälp av konventionella bearbetningstekniker.
En av de viktigaste metoderna som används är subtraktiv plasttillverkning, även känd som CNC-bearbetning av plast.Den här artikeln visar grunderna i cnc-bearbetning av plast, dess typer, överväganden, specifikationer och fullständig förståelse för dessa processer och deras potential att förbättra tillverkningen.

Vad är plastbearbetning?
Även om "maskinbearbetning" vanligtvis förknippas med exakta subtraktiva processer för metaller, kan liknande tillvägagångssätt modifieras för plast, men med vissa skillnader. CNC-bearbetning av plast omfattar användning av svarvar, fräsar, skärmaskiner, borrmaskiner, slipmaskiner och andra kontrollerade maskiner för att tillverka delar eller produkter med exakta specifikationer.
Dessa maskiner används också för metallbearbetning, men plaster har helt andra bearbetningsegenskaper. Metaller har t.ex. vissa specifika smälttemperaturer, medan plaster uppvisar en amorf expansion över ett brett temperaturområde. Den cnc-bearbetad plast som hybridmaterial är det mer sannolikt att material kryper, spånar, smälter, gropar och i allmänhet har större variabilitet under bearbetningen än metaller.
De olika variationerna kräver avancerade bearbetningstekniker för plast, vilket innebär att balansen mellan materialval, hanteringstekniker, lämpliga verktyg och stabiliserande faktorer måste upprätthållas noggrant för att uppnå optimala resultat.
Olika typer av plastbearbetningsprocesser:
Plast kan bearbetas med hjälp av olika bearbetningsmetoder. Låt oss kortfattat beskriva de mest populära bearbetningsteknikerna i plastbearbetningsindustrin;
Plast Borrning:
Borrmaskinen är en av de viktigaste verktygsmaskinerna som används för att göra cylindriska och genomgående hål i material. Dessutom genererar borrning mer värme jämfört med andra bearbetningsprocesser, vilket ibland kan vara ett problem för värmekänsliga plaster.
Överdriven värme i plast kan leda till flisning, grova ytor och i allmänhet dålig kvalitet på tillverkningen, vilket understryker vikten av strategier för värmereduktion. Denna reduktion uppnås genom att man noga överväger många faktorer, t.ex. skärhastighet, matningshastighet, verktygskonstruktioner, skärverktygsmaterial, kylmedel och borrkronans skärpa för att minimera den oönskade friktionen. Här följer några allmänna riktlinjer för borrning i plast:
Här följer några allmänna riktlinjer för borrning av plast:
- För borrkronor, välj vridvinklar mellan 9° och 18° och borrspetsvinklar mellan 90° och 118° för att underlätta spånavlägsnande och värmeavledning under borrning.
- Genom att ta bort borren från hålet med jämna mellanrum kan man undvika att det bildas för mycket spån och värme.
- Se till att borrkronan är vass; om du använder trubbiga eller felaktigt slipade borrkronor kan det orsaka spänningar och värmeutveckling.
- Även om borrar av snabbstål är lämpliga för de flesta plaster, kan slipande material kräva användning av borrar av hårdmetall, diamant eller andra material med hög hårdhet, med reducerade hastigheter för bästa resultat.
Plast Gängning/Tappning:
Plastgängning av prototypdel
Gängning eller gängtappning är en process där man skapar gängor i materialet så att fästelement som skruvar eller bultar kan användas. Till skillnad från metall som håller gängorna bra är plast känsligt för skåror och är benäget att rivas vid gängning med fin stigning. Stansarna är inte det bästa alternativet för plastgängning eftersom de måste skäras om när de tas bort.
Plastgängorna skärs vanligtvis med gängmejslar, särskilt dubbeltandade sådana för att undvika gradning, och med ett stort bearbetningsöverdrag. Här följer några allmänna riktlinjer för gängning/gängning av plast:Här följer några allmänna riktlinjer för gängning/gängning av plast:
- Tänk på att använda gängade metallinsatser i genomgående plasthål så att du kan kringgå plastgängorna helt och hållet.
- För plastgängor, använd en hårdmetallinsats för enpunktsgängning, och ta multipel 0. 001" är den sista meningen.
- Kylvätskor kan hindra gängan från att expandera och minska värmeeffekterna under gängprocessen.
- Se till att de verktyg som används för plastgängning är vassa och använd inte verktyg som använts för att skära i metall.
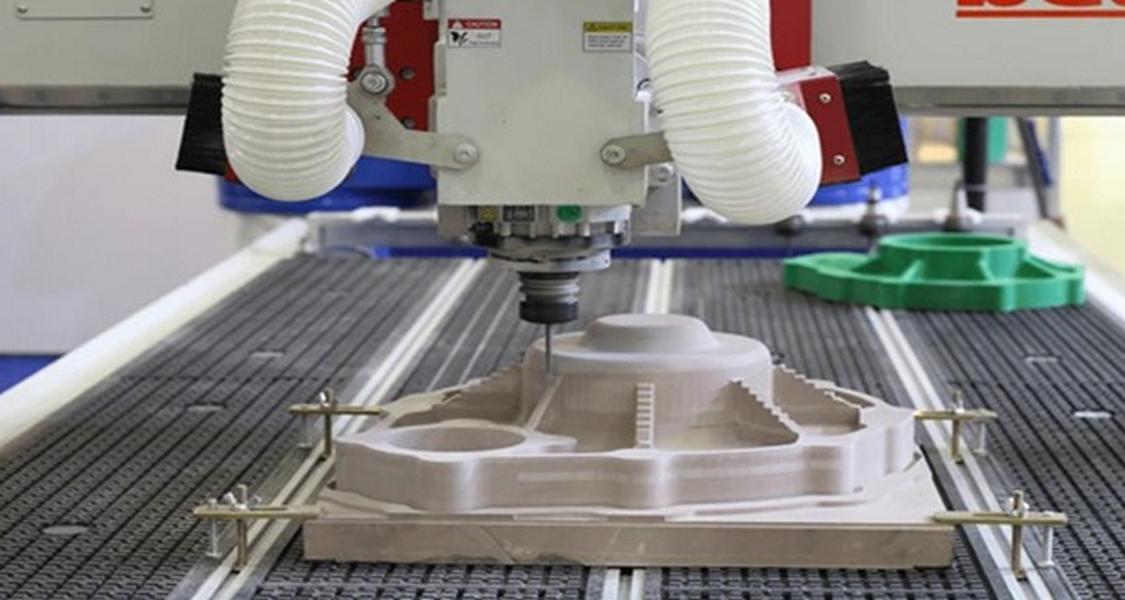
Fräsning av plast:
Fräsmaskiner använder en roterande fräs som rör sig med hög hastighet för att avlägsna material från ett stationärt arbetsstycke längs X-, Y- och Z-axlarna. CNC-fräsmaskiner, som drivs av sofistikerade datorer, ger hög precision med låg grad av mänsklig inblandning.
Plastfräsning kräver en annan metod än metallfräsning på grund av spindelns vibrationer som leder till skrapmärken och att arbetsstycket rör sig. Operatörerna löser detta genom att använda vakuumsystem, fixturklämmor eller dubbelsidiga tejper för att hålla plastarbetsstycket på plats.
Dessutom innebär plastfräsning nedfräsning (klättringsfräsning), där skärets rotation är i samma riktning som matningsrörelsen. Här är några allmänna regler för cnc-fräsning.
- Rengör arbetsbordet och arbetsstycket för att få bättre vidhäftning.
- Spänn inte fast arbetsstycket för hårt för att inte deformera materialet eller få det att fjädra.
- För finbearbetning används 2- eller 4-skäriga fräsar, medan standardfräsar för grovbearbetning är bra för grovbearbetning, beroende på materialet.
- När du fräser innerfickor ska du undvika vassa innerhörn och spänningsområden eller använda pinnfräsar med rundade hörn.
Plastvändning:
Svarvning är en process där arbetsstycket roteras genom svarven och formas med det stationära verktyget. Den förebyggande åtgärden värmehantering kan tillämpas för att minimera materialförstöringen. Här är några allmänna regler för svarvning av plast:
Här följer några allmänna regler för svarvning av plast:
- Hårdmetallskär för svarvning är det bästa alternativet och försök att uppnå polerade ytor för att minska friktion och materialuppbyggnad.
- Använd generösa avlastningsvinklar och negativ bakre krök för att säkerställa att det inte blir något överdrivet slitage.
- Variera matningshastigheten i enlighet med plastens styvhet, som vanligtvis ligger mellan 0,004 och 0,010 tum per varv.
- Välj först en verktygsbredd som är mindre än komponentens minsta diameter och se till att verktyget är vasst och fräscht för att få bästa resultat.
Sågning av plast:
Sågning innebär att materialet skärs i mindre bitar med hjälp av en bandsåg, bordsåg eller specialutrustning. Sågbladens värme måste hanteras på ett effektivt sätt.
Här följer några allmänna regler för sågning av plast:
- Sågar med band är avsedda för raka och kontinuerliga snitt, medan bordssågar används för att såga i tjockare material.
- Använd klingor med låg rake och inställda vinklar som är plastklassade för att minimera värmeutvecklingen.
- Klingor med hårdmetallspets bör användas när plasten är tunn, medan cirkelsågklingor med hålslipning är det bästa valet för tjockare plaster.
- Tunna och vassa blad rekommenderas för perfekt skärning.
Vilka är övervägandena för plastbearbetning?
Dimensionsstabilitet, kontroll av termisk expansion och hantering av fuktabsorption är de viktigaste problemen som bör beaktas vid bearbetning av plast. Det är nödvändigt att förhindra distorsion, så spänningsavlastande lager och frekvent glödgning är av stor betydelse.
Genom att konditionera material genom torkningsprocessen för att uppnå fuktjämviktsnivån kan man undvika ytterligare snedvridningar. Möjligheten att hålla temperaturen konstant genom regelbunden kylning, att ta hänsyn till termisk expansion samt att arbeta i temperaturkontrollerade miljöer är det som gör det möjligt att hålla samma toleransnivå.
Bearbetning med försök och misstag:
Plastgjutning är en process som är nära kopplad till materialets sårbarhet för förändringar i miljön. Som exempel kan nämnas att en bearbetad detalj kan genomgå dimensionsförändringar när den flyttas från en plats till en annan miljö. För att få bästa möjliga resultat är det nödvändigt att matcha bearbetningsmiljön och detaljens arbetsmiljö så mycket som möjligt.
För att uppnå perfektion måste man dock oftast göra det genom att pröva sig fram. Detta omfattar optimering av matningshastigheter och maskinhastigheter, vilket är den mest kritiska faktorn som avgör slutprodukten. I början hålls maskinens matningar och hastigheter höga och sedan, efter varje körning, ändras de gradvis för att möjliggöra spånoptimering och smidig bearbetning utan verktygsproblem.
Materialval och bearbetningsteknik:
Resultatet av plastbearbetning bestäms av ett fåtal faktorer, och dessa faktorer är mycket avgörande. Stödstrukturer, vibrationshantering, verktygsslipning och materialspecifika krav är de viktigaste faktorerna som avgör plastdelarnas kvalitet. De vanligaste defekterna, t.ex. grader, sprickor och skakmärken, är förknippade med plast med låg styvhet. Genom att tillämpa dessa tekniker kan de övervinnas.
Bearbetningsprocessen och materialet stöds också genom att man lägger till stöd där det behövs och förbereder ytorna med en slät yta med låg friktion före bearbetningen. Plastbearbetningsprocessen betraktas ofta som en konstart eftersom kundanpassning är en av de viktigaste uppgifterna som betonar vikten av korrekt stöd för det valda materialet och den specifika bearbetningsprocessen.
Säkerhet:
Den viktigaste frågan för operatörens säkerhet är att förebygga alla hälsorisker som kan vara relaterade till materialet vid bearbetning av plast. Plast avger giftiga ämnen när värmen är högre än vad som krävs och detta är ett hot mot operatörerna. Inandning av plastpartiklar kan orsaka irritation i ögonen, andningsorganen och mag-tarmsystemet när de intas. För att garantera säkerheten:
● Använd personlig skyddsutrustning som skyddsglasögon, handskar och masker.
● Se till att ventilationssystemet i bearbetningsutrymmet är i gott skick.
● Följ säkerhetsriktlinjer som att säkerställa regelbunden rengöring och förbjuda mat, dryck och tobak i arbetsområdet.
● Utveckla säkerhetsprotokoll för att förhindra de faror som uppstår vid bearbetning av plast.
Tillämpningar för plastbearbetning:
Användningsområdet för plastbearbetning är extremt brett och finns inom nästan alla sektorer av modern industri. Även om tillämpningsområdet är brett visar sig plastbearbetning vara särskilt fördelaktigt för några marknader.
Här följer en kort översikt över några viktiga tillämpningar:
● Prototyp- och produktutveckling för omedelbar användning och testning.
● Konstruera och tillverka utrustning för kemikaliehantering som är mycket motståndskraftig mot korrosion och hållbar.
● Plastens biokompatibilitet och steriliserbarhet gör det till ett lämpligt material för tillverkning av biomedicinska och farmaceutiska verktyg.
● Fotonikforskning för optiska element och enheter.
● Halvledartillverkning för tillverkning av delar och komponenter för specifika ändamål.
● Laboratorieanvändning för att skapa anpassade fixturer och utrustning.
● Textiltillverkning för tillverkning av mekaniska delar och komponenter.
Konstruerade plaster för CNC-bearbetning
Plastens bearbetbarhet är mycket bred, eftersom varje material har speciella egenskaper och kan användas i olika branscher. Nylon, till exempel, är ett material med speciella mekaniska egenskaper som kan användas istället för metaller i specifika fall. Nedan är vanliga plaster som gynnas för anpassad plastbearbetning:

ABS (Akrylnitril Butadien Styren):
ABS är ett lätt CNC-material som har utmärkt slagseghet, hållfasthet och bearbetbarhet. ABS är dock ett material med många gynnsamma mekaniska egenskaper men är kemiskt instabilt och lösningsmedelskänsligt för fetter, alkoholer och kemiska lösningsmedel. Dessutom kan ren ABS inte betraktas som termiskt stabilt eftersom det är brandfarligt även under halvtermiska förhållanden.
Fördelar:
● Låg vikt och mekanisk robusthet.
● Materialet är extremt lättbearbetat och därför perfekt för snabb prototyptillverkning.
● Den låga smältpunkten är den viktigaste fördelen med ett antal snabba prototypmetoder.
● Hög draghållfasthet och lång livslängd.
● Kostnadseffektivt.
Nackdelar:
● De heta plastångorna avges under värme; korrekt ventilation krävs.
● Låg smältpunkt kan orsaka deformation under CNC-bearbetning till följd av värmeutvecklingen.
Applikationer:
ABS är mycket populärt för snabba prototyptjänster inom tekniska termoplaster och det används inom el- och bilindustrin för delar som tangentbordsluckor, elektroniska höljen och bilinstrumentbrädor. det finns många prototypbearbetningar som använder ABS-material, för hög kvantitet ABS-del, använd Formsprutning av ABS processen kommer att vara ett av de bästa alternativen.
Nylon (polyamid):
Nylon, eller polyamid, är en plast med låg friktion som är motståndskraftig mot stötar, kemikalier och nötning. Materialets enastående mekaniska egenskaper som styrka, hållbarhet och hårdhet gör det lämpligt för CNC-bearbetning och ger det en konkurrensfördel inom tillverkning av fordons- och medicinska delar. om du behöver hög volym av nylondel, använd formsprutning av nylon processen kommer att spara enhetskostnader för dig.
Fördelar:
● Enastående mekaniska egenskaper med hög draghållfasthet.
● Låg vikt och kostnadseffektivt.
● Värme- och kemikaliebeständig.
● Lämplig för applikationer där seghet och slagtålighet är de primära kraven.
Nackdelar:
● Låg dimensionell stabilitet.
● Känslig för fuktabsorption.
● Ej beständig mot starka mineralsyror.
Applikationer:
Nylon är en teknisk termoplast med hög prestanda som används för prototyper och tillverkning av riktiga delar inom branscher som medicin och fordon. Delarna består av lager, brickor och rör.
Akryl (PMMA - polymetylmetakrylat):
I allmänhet föredras akryl vid cnc-bearbetning av plast på grund av dess optiska egenskaper, kemiska resistens och kostnadseffektivitet, vilket gör den lämplig för olika industrier som behöver transparenta eller reptåliga komponenter.
Fördelar:
● Låg vikt och hög maskinbearbetbarhet.
● Kemikalie- och UV-beständig.
● Reptålig och optiskt klar, lämplig för applikationer som kräver transparens.
● Kostnadseffektivt jämfört med material som polykarbonat och glas.
Nackdelar:
● Värme, stötar och nötning är inte särskilt motståndskraftigt mot det.
● Kan spricka om lasten är för tung.
● Känslig för förstörelse av klorerade/aromatiska organiska ämnen.
Applikationer:
Akryl används för att ersätta material som polykarbonat och glas, vilket gör det lämpligt för applikationer inom fordonsindustrin, t.ex. ljusrör och täcklock för blinkers. Det används också i andra industrier för tillverkning av solpaneler, växthusstak och mer.
POM (Delrin):
POM, vanligen kallat Delrin, är ett CNC-plastmaterial som ofta används av många maskinbearbetningstjänster på grund av dess utmärkta bearbetbarhet. Det är starkt och har förmågan att motstå värme, kemikalier och slitage. Delrin finns i olika kvaliteter, med Delrin 150 och 570 som de mest använda i industrierna för deras dimensionella stabilitet.
Fördelar:
● Mycket lättbearbetad med utmärkt kemisk beständighet.
● Hög dimensionsstabilitet och draghållfasthet för lång livslängd.
● Finns i olika kvaliteter, där Delrin 150 och 570 är populära val tack vare sin dimensionsstabilitet.
Nackdelar:
● Dålig beständighet mot syror och kemikalier.
Applikationer:
POM används i stor utsträckning inom olika branscher; inom fordonsindustrin används det till komponenter för säkerhetsbälten, inom medicinsk utrustning till insulinpennor och inom konsumentvaror till elektroniska cigaretter och vattenmätare.
HDPE (polyeten med hög densitet):
Polyeten med hög densitet har hög motståndskraft mot stress och syror. Vanligtvis erbjuder den exceptionell mekanisk och draghållfasthet bland andra termoplaster av konstruerad kvalitet. Låt oss utvärdera för- och nackdelar med HDPE.
Fördelar:
● idealisk för snabb prototyptillverkning
● Relativt låga kostnader jämfört med akryl och nylon.
Nackdelar:
● Dålig UV-beständighet.
Applikationer:
HDPE används bland annat för prototyptillverkning, tillverkning av kugghjul, lager, förpackningar, elektrisk isolering och medicinsk utrustning.
LDPE:
LDPE är en seg och flexibel plastpolymer. Den har god kemisk beständighet och optimal prestanda i applikationer med låga temperaturer. Den är idealisk för mångsidig formning av proteser och ortoser.
Fördelar:
● stark, högelastisk och motståndskraftig mot korrosion.
● Att den är bikompatibel gör den lämplig för medicinsk användning.
Nackdelar:
● inte lämplig för hög temperaturbeständighet.
● Låg styvhet och strukturell styrka.
Applikationer:
LDPE är enastående vid tillverkning av anpassade kugghjul, elektriska komponenter och bildelar som behöver poleras eller få hög glans. Dess låga friktionskoefficient, höga isoleringsbeständighet och hållbarhet gör det till ett idealiskt val för högpresterande applikationer.
PTFE (teflon):
PTFE, vanligen kallat Teflon, är ett avancerat plastmaterial som ofta används vid CNC-bearbetning. Det kännetecknas av sina överlägsna mekaniska och kemiska egenskaper som används i stor utsträckning i olika kommersiella produkter. Med den låga friktionskoefficienten och den kemiska resistensen mot UV-strålar, kemikalier och trötthet är PTFE mycket hållbar. Det är också känt för sin icke-vidhäftande natur och används ofta i beläggning av non-stick pannor.
Fördelar:
● kemisk beständighet, UV-beständighet och låg friktion är viktiga egenskaper hos PTFE.
● har antiadhesiva egenskaper.
Nackdelar:
● mekaniska egenskaper hos andra material är mycket bättre än dem.
● låg tjocklek i stänger och plattor.
Applikationer:
Förutom sina antiadhesiva egenskaper som gör det användbart vid tillverkning av non-stick stekpannor, används teflon också vid tillverkning av packningar, halvledare och hjärtplåster.
Alternativ till CNC-bearbetning av plast
Valet av lämplig teknik beror på olika faktorer som t.ex. lämpligt materialval, specifikation av slutanvändningsdelar.
Formsprutning:
Formsprutning är särskilt lämplig för massproduktion av plastdetaljer. Processen innebär att smält konstruktionsplast hälls i en form eller ett hålrum av höghållfast stål för att få önskad form efter plötslig kylning och stelning.
Fördelar:
● Lämplig för både prototyper och massproduktion.
● Ekonomiskt fördelaktigt för konstruktion av komplicerade prototypdelar.
● Ytterligare krav som anodisering, polering och ytbehandlingar krävs.
Nackdelar:
● De initiala kostnaderna för verktyg är relativt höga.
3D-utskrift:
3D-utskrifter, som ofta kallas additiv tillverkning, är en populär prototypmetod som använder tekniker som stereolitografi (SLA), FDM (Fused Deposition Modeling) och SLS (Selective Laser Sintering) för att bearbeta termoplaster som nylon, PLA, ABS och ULTEM till former för 3D-prototyper.
Fördelar:
● Snabb prototyptillverkning utan krav på verktyg.
● Idealisk för komplexa konstruktioner och småskaliga produktioner.
● Materialspillet är mindre än vid maskinbearbetning.
Nackdelar:
● Begränsningar i materialval och mekaniska egenskaper.
● Den långsamma produktionshastigheten för storskaliga projekt.
Både formsprutning och 3D-printning är möjliga val för att cnc-bearbetning av plast, var och en med sina egna fördelar och begränsningar som beror på de särskilda projektbehoven.
Vakuumgjutning
Vakuumgjutning, även kallad polyuretan-/uretangjutning, använder silikonformar och hartser för att replikera ett huvudmönster. Denna snabba prototypmetod är idealisk för att producera högkvalitativa plastkopior, som är användbara för att visualisera idéer och identifiera designfel under felsökningsprocessen.
Viktiga lärdomar
Den här artikeln ger en kort beskrivning av plastbearbetning, inklusive dess definition, processer, industrier där den används och hur den fungerar. För en djupare förståelse av relaterade ämnen, se våra andra guider eller använd för att hitta potentiella leverantörskällor och produktdetaljer på våra tjänster inom plastbearbetning.